
Abstract
This study deals with the investigation of the mechanical and water absorption properties of jute fibre reinforced epoxy composites prepared by using hand layup method. The effects of fibre length (10, 20, 30 and 40 mm), fibre weight fraction (0%, 5%, 10%, 15%, 20% and 25%), concentration of NaOH treatment (5% and 10%) and nano-clay addition (1, 3, 5 and 7 wt%) on the aforementioned properties were determined. Morphological characterisation was performed for the tensile and flexural fractured surface of the specimens to study their microstructural failures. The results revealed that the composites reinforced with 5% of NaOH-treated fibre and 5 wt% of nano-clay exhibited higher tensile, flexural and impact strengths of 103.05 MPa, 162.8 MPa and 0.358 kJ/mm2 respectively, and lower water absorption rate. Moreover, the optimum fibre length and fibre weight fraction were found to be 30 mm and 20% respectively for better overall properties. These composites can be used for light and medium load applications.
Introduction
Environmental and societal concerns are motivating scientists, researchers and material engineers to explore, design and propose newer and better materials for automotive, aerospace, construction, marine and packaging applications. Such materials have an improved environmental behaviour and an optimised load bearing capacity. In this regard, the lignocellulose fibre reinforced polymer composites are preferred due to their bio-degradability, availability, ease of production, low cost, appreciable properties and light weight [1–3].
In this context, the researchers have reinforced the lignocellulose fibres obtained from various natural sources into matrix and investigated their properties. Fiore et al. [4] investigated the feasibility of using naturally available Arundo Donax fibre as reinforcement material for epoxy resin. The results revealed that the tensile and flexural moduli values improved with the addition of this fibre. Similarly, Rajeshkumar et al. [5,6] identified a new natural fibre from Phoenix sp. plant and explored the possibility of this fibre for preparing polymer matrix composites (PMCs) by analysing its various properties. The composites were prepared by using hand layup process followed by compression molding technique. The results demonstrated that the Phoenix sp. fibres have significant effect on the mechanical and water absorption behaviour of the epoxy-based composites. In the same way, tensile and flexural properties of the newly identified snake grass fibre reinforced composites were studied by Sathishkumar et al. [7]. The results indicated that the tensile and flexural properties were influenced by the fibre length and fibre volume fraction. In particular, the composites reinforced with 25% volume of snake grass fibre yielded better mechanical properties. Velusamy et al. [8] prepared the Calotropis gigantea plant fibre based PMCs by using compression molding technique and explored their applications by analysing their properties.
Among various lignocellulose fibres, jute is one of the widely used fibres, which are readily available worldwide. This fibre has wide engineering applications due to its specific properties such as low density, high specific strength, biodegradability and stiffness [9]. Ajith et al. [10] prepared the jute fibre reinforced epoxy and polyester composites by varying the fibre length and fibre–resin weight percentage. The results revealed that the jute fibre reinforced epoxy composites (JFRECs) exhibited better mechanical behaviour than the jute fibre reinforced polyester composites. Furthermore, the hydrophilic behaviour of jute fibres induced poor interfacial bonding with the hydrophobic resins, which led to poor mechanical properties. The latter drawback can be overcome through surface treatment of fibres using appropriate chemicals. In this context, the jute fibres were treated with sodium hydroxide (NaOH) solution at different weight concentrations and reinforced in the polymer matrix. The so-obtained composites possess enhanced overall properties (higher mechanical properties and lower water absorption rate) due to improved interfacial adhesion between the fibre and matrix [11,12]. Praveenkumar et al. [13] analysed the combined effects of mercerisation, hybridisation and incorporation of fly ash fillers on the properties of kenaf/glass polymer composites. They found that 10 wt% of fly ash particles considerably improved the tensile strength of polymer composites. The effect of alkali treatment on Algerian Alfa fibres was investigated by Mouhoubi et al. [14]. For alkali treatment, the processing time and concentration of NaOH aqueous solution were observed as 6 h and 5%, respectively. Cai et al. [15] investigated the effect of alkali treatment on interfacial bonding in abaca fibre-reinforced composites. They found that surface treatment of abaca fibres by 10% and 15% of NaOH solutions resulted in bundle fibrillation and induced twisting.
The wide scope of application for the PMCs in various engineering fields and technological advancements made the researchers to use nano-fillers as an additional reinforcement to enhance the properties of composites. Deepak et al. [16] used different weight fractions of jute fibre and nano-clay to develop PMCs and investigated its mechanical properties. The higher properties were observed for composites reinforced with 3 wt% of nano-clay; such composites were intended for developing effective and value added applications like plywood, panels and plush doors. Similarly, some of the literature reported various properties of PMCs reinforced with jute fibres and various grades of nano-clays such as Illite [17], Bentonite [18], nano-clay platelets [19] and organo-montmorillonite, Nanomer I30 E [20]. The results indicated that there was a considerable increase in the static and dynamic mechanical properties of the composites. Moreover, the water absorption rate of the lignocellulose fibre based composites could be reduced by reinforcing some grades of the nano-clays as they are hydrophobic in nature. Arulmurugan et al. [21] conducted the vibration analysis of nano-clay filled jute fibre reinforced polyester composites. The results indicated that incorporation of nanoclay and jute fibre improved the natural frequencies and damping ratio of the composites. Mohan et al. [22] investigated the mechanical behaviour of multiwalled carbon nanotube (MWCNT) filled banana-jute-flax fibre reinforced epoxy composites by changing the stacking sequence and weight percent of MWCNT. They concluded that the mechanical properties of the composites can be improved by changing the stacking sequence and increasing the weight percent of MWCNT. Hasan et al. [23] performed dynamic mechanical analysis and thermogravimetric testing on nanoclay loaded jute fibre reinforced polyester composites. The results revealed that 5 wt% nanoclay loaded samples showed better thermal stability and 1 wt% nanoclay loaded samples exhibited better viscoelastic properties.
From the above studies, it was evident that enormous investigations had been carried out on analysing the effect of fibre reinforced polymers and particulate reinforced polymers. However, the findings related to the combined effect of particulate and fibre on the physico-mechanical properties of polymer constitutes in lesser dimension. The present work aims in examining the combined effect of nanoclay and fibre on the technical properties of epoxy matrix.
Materials and methods
Materials

Alkali treatment
The jute fibres were soaked separately in NaOH solutions having different concentrations (5% and 10%) at room temperature (28℃) for 4 h. The solution to fibre ratio of 20:1 was used for the present investigation [27,28]. The fibres were then taken out and washed thoroughly in running water to remove the residuals of NaOH solution present on the fibre surface. Then the fibres were washed with distilled water and neutralised using dilute acetic acid. Finally, again the fibres were washed with running water and dried at room temperature for 24 h.
Fabrication of the composites
The composites were prepared by hand layup method followed by compression molding technique. The epoxy resin and its own amine-based hardener were mixed in the ratio of 10:1 for better curing (suggested by the manufacturer). The composites were prepared by varying the fibre length (10, 20, 30 and 40 mm), fibre weight fraction (5%, 10%, 15%, 20% and 25%), concentration of NaOH (5% and 10%) and weight content of nano-clay (1%, 3%, 5% and 7%). Two categories of composites were prepared for the present investigation: (i) composites with untreated and treated jute fibres, and (ii) composites with treated jute fibre and nano-clay. For the first category the jute fibres were spread over the female die randomly and the prepared resin was poured on to it. For the second category, the proportionate weight percentage of nano-clay was taken according to the weight percentage of epoxy matrix and the above was mixed using magnetic stirrer for 2 h followed by high intensity ultrasonication for 1 h to obtain better dispersion. Then it was poured on to the female die having jute fibres. After this in both categories, the male die was placed over the female die and was kept under a pressure of 4.5 bar for 6 h using a hydraulic press to obtain uniform thickness. The size of the composite panel was 300 × 300 × 3 mm3. After the solidification process, the composite panel was subjected to post curing for 4 h at 60℃ in an oven. Finally, the composite samples were cut by using a diamond saw for investigating their mechanical and water absorption behaviours.
Tensile test
The tensile test was conducted according to ASTM D 638-14 standards using Universal Testing Machine (Deepak Poly Plastic Pvt. Ltd. India; Model DTRX – 30 kN) with 20 kN load cell at a cross head speed of 2 mm/min. Five dog-bone-shaped specimens of size 165 × 12.7 × 3 mm3 having a gauge length and radius of curvature of 50 and 76 mm respectively, were tested in each case and the average value was noted as the tensile property of the respective composites.
Flexural test
The flexural test (three-point bending) was conducted according to ASTM D 790-10 standards, using the same Universal Testing Machine. Five identical test samples of size 64 × 12.7 × 3 mm3 with a span length of 48 mm were tested in each case and the average value was noted as the flexural property of the respective composites.
Izod impact test
Izod impact test was conducted according to ASTM D 256-10 standards using the IM245 impact testing machine (Deepak Poly Plastic Pvt. Ltd. India) of capacity 0 to 15 J. Five identical test samples of size 64 × 12.7 × 3 mm3 were tested in each case and the average value was noted as the impact property of the respective composites.
Morphological analysis
The microstructural failure analysis was carried out on the tensile and flexural tested specimens using scanning electron microscope (SEM) (VEGA 3 TESCAN) equipment of specifications: (i) resolution – 3.0 nm, (ii) accelerating voltage – 30 kV, (iii) working distance – 16.46 mm. The specimens were carbon coated prior to micrographs recording.
Water absorption test
The water absorption behaviour of the composite samples was studied according to ASTM D 570-98 standards. The composite samples of size 64 × 12.7 × 3 mm3 was weighed using high-precision digital balance and then immersed in water at room temperature of 28℃. The specimens were taken out at regular intervals of 10 h and weighed in the same digital balance after removing the water content present on the surface of the specimen using a dry cloth and again immersed in water. This procedure was repeated up to 120 h. The content of water absorbed by the specimens was determined by using the following relation [6]

The kinetics and diffusion mechanism of the JFREC were analysed based on Fickian's theory by fitting the experimental values in the following relation [29]

The diffusion coefficient (D) is one of the notable parameters in Fickian model, which shows the ability of water molecules to penetrate into the composites and was determined by using the following equation [30]

The absorption coefficient (S) is another important factor in the kinetics of water absorption, which is related to the saturation point of water absorption and was determined by using the following equation [29]

The permeability coefficient (P) demonstrates the net effect of diffusion and absorption coefficient was obtained by using the following equation [29]

Results and discussion
Tensile properties
The effect of fibre length and weight fraction of untreated jute fibres on the tensile properties (tensile strength and tensile modulus) of composites is shown in Figure 1(a). It was noted that the tensile strength increased with the increase in fibre length up to 30 mm and decreased with further increase in the fibre length. This could be due to the fact that better bonding between the matrix and the jute fibre occurs at 30 mm length. At higher fibre length (40 mm), the property enhancement may not occur due to: (i) fibre entanglements, and (ii) improper blending of fibre and resin, which reduced the stress transfer between the jute fibre and epoxy matrix [6,7]. Similar trend was noted at all fibre weight fractions. Moreover, the tensile strength increased with the increase in fibre weight percentage up to 20% and then decreased with the further increase in fibre weight percentage. This trend is attributed to the additional accumulation of jute fibre in the composites, which led to the absence of epoxy resin at some areas. The failure of composites has been initiated from this area and propagation of this failure resulted in poor tensile strength at lower load values. The higher tensile strength of 75.15 MPa was noted for composites reinforced with 30 mm length fibre at 20 wt%. Furthermore, the tensile modulus also follows the similar trend of tensile strength. The higher tensile modulus of 0.638 GPa was noted for composites reinforced with 30 mm length fibre at 20 wt%.
Effect of fibre length and weight fraction on tensile strength and modulus of: (a) untreated; (b) 5% of NaOH; and (c) 10% of NaOH-treated JFREC.
In order to enhance the tensile properties of the JFREC, the jute fibres were treated with 5% and 10% concentration of NaOH solution and the obtained results are plotted as shown in Figure 1(b) and (c), respectively. It was noted that the tensile strength was higher for treated fibre reinforced composites when compared to that of the untreated fibre reinforced composites irrespective of fibre length and fibre weight fractions. This confirms that the NaOH-treated jute fibres had better interfacial adhesion with the epoxy matrix. The enhanced adhesion between the fibre and the matrix promotes the stress transfer between them, which increased the load-carrying capacity of the composites and also improved tensile strength. Alkali treatment led to the removal of hemicellulose and lignin from the fibre surface result in the formation of micropores on the fibre surface. During fabrication the resin gets impregnated into the micropores of the fibre, thus creating a strong physical interaction. While looking into the results, a slight decrease in tensile strength of 10% of NaOH-treated fibre reinforced composites was noted when compared to 5% of NaOH-treated fibre reinforced composites. This could be due to the damage of jute fibre while treating at higher concentration of NaOH. The composites reinforced with 5% of NaOH-treated fibres of 30 mm length showed higher tensile strength of 81.65 MPa at 20 wt%, which was 8.64% and 3.94% higher than that of the composites reinforced with 20 wt% of untreated and 10% of NaOH-treated fibres respectively. Furthermore, the tensile modulus also follows the same trend of tensile strength. The higher tensile modulus of 0.792 GPa was noted for composites reinforced with 5% of NaOH-treated fibres of 30 mm length at 20 wt% due to reduced strain rate.
The above results clearly indicated that the composites reinforced with 5% of NaOH-treated fibres of 30 mm length showed higher tensile strength at 20 wt%. But, literature suggested that the addition of nano-clay is also one of the ways of improving the tensile property of the PMCs. Hence, in this work an attempt was made to improve the tensile property of the above composites further, by adding the nano-clay. The effect of nanoclay addition on the tensile property of composites is shown in Figure 2. It was observed that the tensile properties of the composites increased gradually on the addition of nanoclay up to 5 wt%. The dispersion of nanoclay platelets between the fibre and matrix interface helps to form a strong interfacial bonding between the fibre and matrix [20,25]. However, the addition of 7 wt% of nano-clay reduced the tensile properties due its wide agglomeration in the composites. The higher tensile strength and tensile modulus of 103.05 MPa and 1.298 GPa respectively, was noted for the composites having 5 wt% of nano-clay. The results obtained are in accordance with the previous studies. Considerable improvement in tensile properties was reported by Deepak et al. [16] and Abdellaoui et al. [17] also have obtained considerable improvement in tensile properties with the addition of nanoclay to jute epoxy composites. The same trend has been obtained by Ferreira et al. [20].
Effect of nano-clay addition on tensile strength and modulus.
Flexural properties
The effect of fibre length and weight fraction of untreated jute fibres on the flexural properties (flexural strength and flexural modulus) of composites is shown in Figure 3(a). It was observed that the flexural strength and modulus increased with the increase in fibre weight fraction up to 20% and then declined. This phenomenon can be attributed to the: (i) improper blending of composite components and, (ii) the presence of more voids and defects at higher fibre weight fractions [6,7]. Moreover, the composites reinforced with 30 mm fibres showed higher flexural strength and modulus of 124.01 MPa and 2.61 GPa at 20 wt% respectively, due to the influence of critical length of jute fibres. In order to enhance the flexural properties of the JFREC, the jute fibres were treated with 5% and 10% concentration of NaOH solution and the obtained results are plotted as shown in Figure 3(b) and (c), respectively. The flexural strength (138.72 MPa) and modulus (2.75 GPa) were found to be higher for composites reinforced with 5% of NaOH-treated fibres irrespective of fibre lengths and weight fractions. This could be due to the enhanced interfacial adhesion between the jute fibres and epoxy matrix.
Effect of fibre length and weight fraction on flexural strength and modulus of: (a) untreated, (b) 5% of NaOH, and (c) 10% of NaOH-treated JFREC.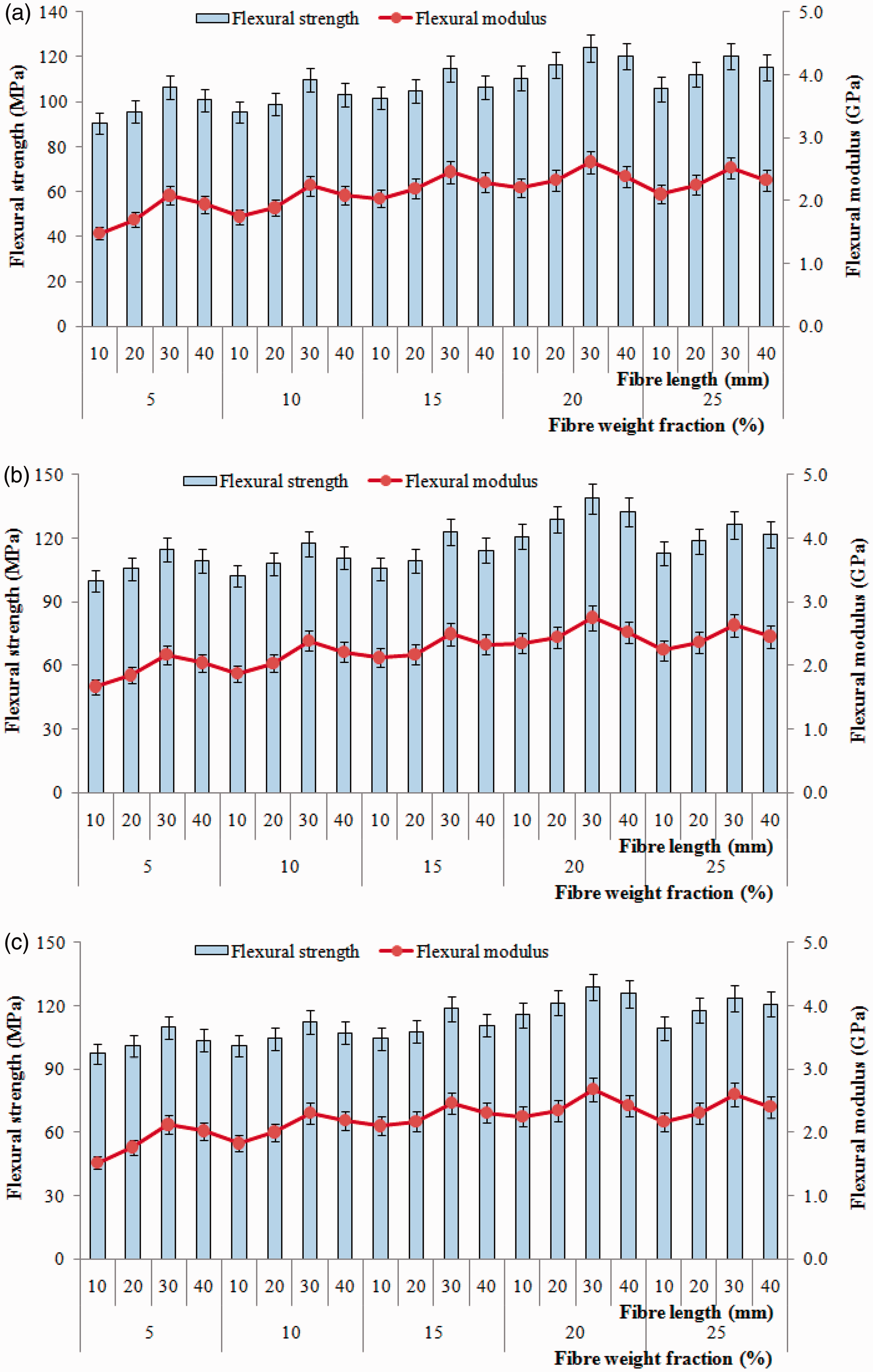
Furthermore, an attempt was made to enhance the flexural properties of the composites by adding the nano-clay at different weight percentages (1%, 3%, 5% and 7%) along with 5% of NaOH-treated fibres and its results are presented in Figure 4. It was worth noting that 5 wt% of nanoclay has higher flexural strength and modulus of 162.8 MPa and 2.8 GPa, respectively. This improvement was attributed to the better interfacial bonding between the treated fibres and epoxy matrix [31].
Effect of nano-clay addition on flexural strength and modulus.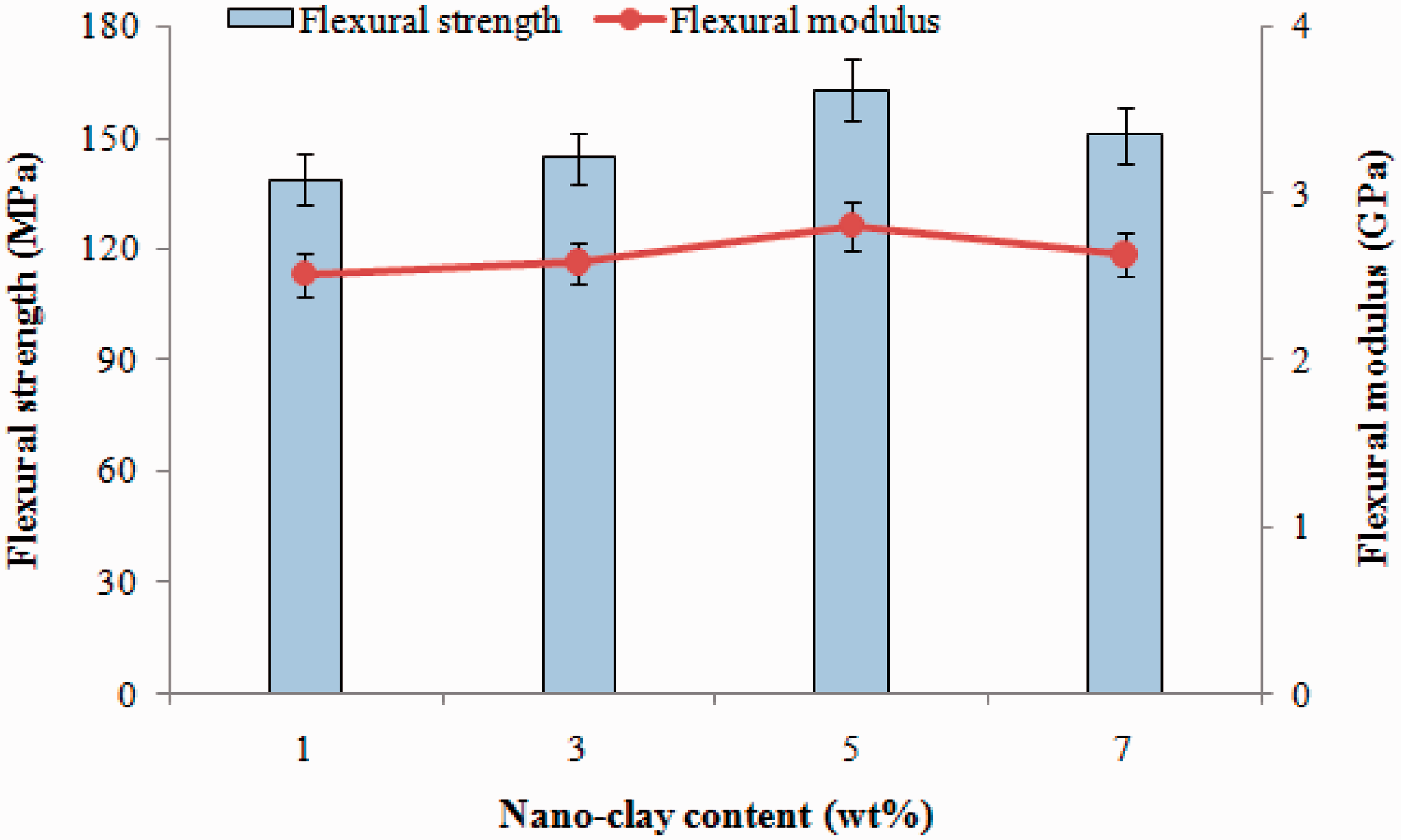
Impact strength
The effect of fibre length and weight fraction on impact strength of untreated, 5% NaOH-, and 10% NaOH-treated JFREC is shown in Figure 5(a), (b) and (c), respectively. It was noted that similar to tensile and flexural properties, the impact strength also increased with the increase in fibre weight fraction (up to 20%) and fibre length (up to 30 mm) and reduced with higher fibre weight fraction and length. The composites reinforced with 5% of NaOH-treated fibres showed higher impact strength of 0.341 kJ/mm2, which was 4.92% and 3.96% higher than the untreated and 10% of NaOH-treated fibre reinforced composites, respectively. The incorporation of untreated jute fibres in epoxy matrix led to poor interfacial adhesion resulting in lower mechanical properties due to the presence of microcracks at the interfacial region [32]. Reinforcing of the epoxy matrix with untreated fibre led to poor interfacial adhesion resulting in the formation of microcracks. This microcracks act as a failure mechanism and lead to complete failure of the composites when the material is loaded. Moreover, the impact behaviour of the composites depends majorly on the fibre pull-out [33]. The 5% of NaOH-treated JFREC shows less fibre pull-out due to strong interfacial bonding between the fibre and matrix, which result in higher impact strength.
Effect of fibre length and weight fraction on impact strength of: (a) untreated, (b) 5% of NaOH-treated and (c) 10% of NaOH-treated JFREC.
In addition to this, an effort was made to enhance the impact property of JFREC by adding the nano-clay at different weight percentages (1%, 3%, 5% and 7%) along with the jute fibres (5% of NaOH-treated and 30 mm length fibres at 20 wt%) and its results are presented in Figure 6. It was observed that similar to the other properties, the impact strength also gradually increased with the increase in nano-clay loading up to 5 wt% and then decreased with higher amount of loading (7 wt%).
Effect of nano-clay addition on impact strength.
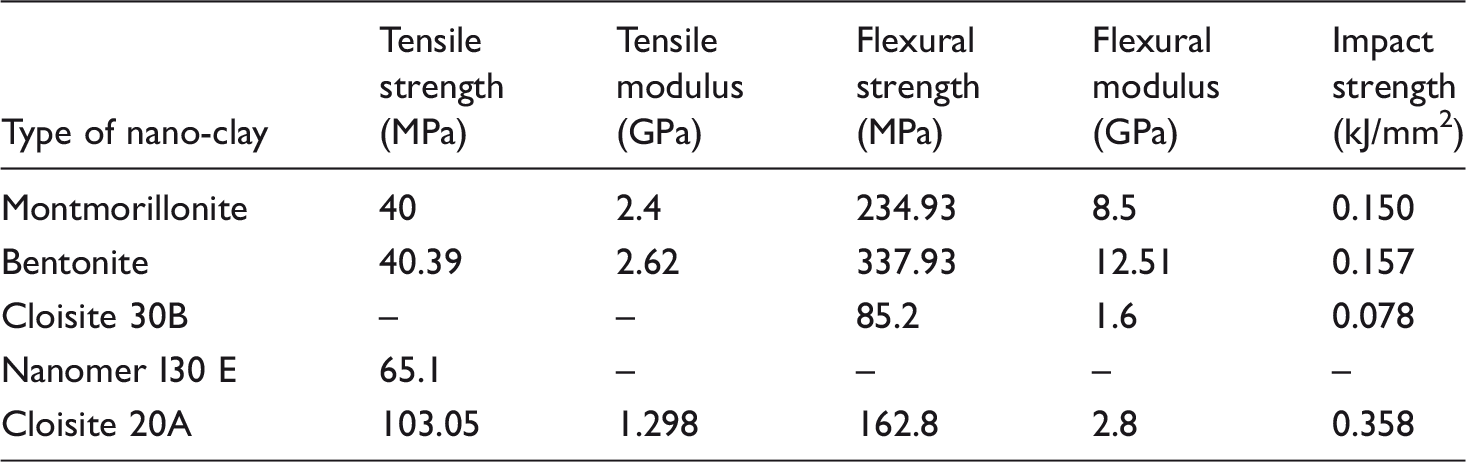
Comparison of mechanical properties of epoxy resin and composites.

JFREC: jute fibre reinforced epoxy composites.
From Table 2 it is noted that, when compared to the neat epoxy, composites exhibit higher tensile properties, in particular the composites reinforced with treated jute fibre and nano-clay shows 182% and 166% increase in the tensile strength and tensile modulus respectively, when compared to that of neat epoxy. Similarly, the jute fibre along with nano-clay influenced more the flexural properties of composites. It showed 234% and 122% increase in flexural strength and flexural modulus respectively, when compared to neat epoxy. Moreover, the impact strength result also follows the trend similar to tensile and flexural properties. The composites reinforced with jute fibres and nano-clay shows 74% increase in impact strength when compared to that of neat epoxy.
Morphological analysis
SEM was performed to study the fractured surface of the tensile and flexural tested specimens. Figure 7(a), (b), (c) and (d) shows the tensile fractured surface of untreated, 5% NaOH treated, 10% NaOH treated, and nano-clay reinforced composites, respectively. The voids due to fibre pull-out and fibre debonding observed in untreated fibre reinforced composites may attribute to the poor adhesion between the hydrophilic jute fibres and hydrophobic epoxy matrix. Whereas in the case of treated fibre reinforced composites, more fibre and matrix breakage was observed. This evidenced that the alkali treatment of jute fibres increased the bonding between the fibre and matrix. Moreover, in the nano-clay reinforced composites the fibre pull-out was observed only at the loading region. This phenomenon may be attributed to the dispersion of nano-clay in the matrix, which improved adhesion significantly [6,19].
SEM image of tensile fractured specimens: (a) untreated, (b) 5% NaOH treated, (c) 10% NaOH treated and (d) nano-clay reinforced JFREC.
The micrographs of flexural fractured surface of untreated, 5% NaOH treated, 10% NaOH treated, and nano-clay reinforced JFREC are shown in Figure 8(a), (b), (c) and (d), respectively. The fibre breakage and fibre pull-out were observed in the micrographs, due to transverse load action on the specimens and weak bonding between the fibres and matrix. The treated fibre and nano-clay reinforced composites have less fibre pull-out and more fibre breakage due to good bonding between the fibre and matrix, which was responsible for higher flexural strength. Since the time taken for breakage of fibres was more, the load-carrying capacity of the composites increased and subsequently led to increased flexural strength. Moreover, the unnecessary agglomeration of nano-clay was observed at higher percentage loading of nano-clay, which may reduce the reinforcing effect of the nano-fillers resulting in the reduction of flexural properties [34–36].
SEM image of flexural fractured specimens: (a) untreated, (b) 5% NaOH treated, (c) 10% NaOH treated and (d) nano-clay reinforced JFREC.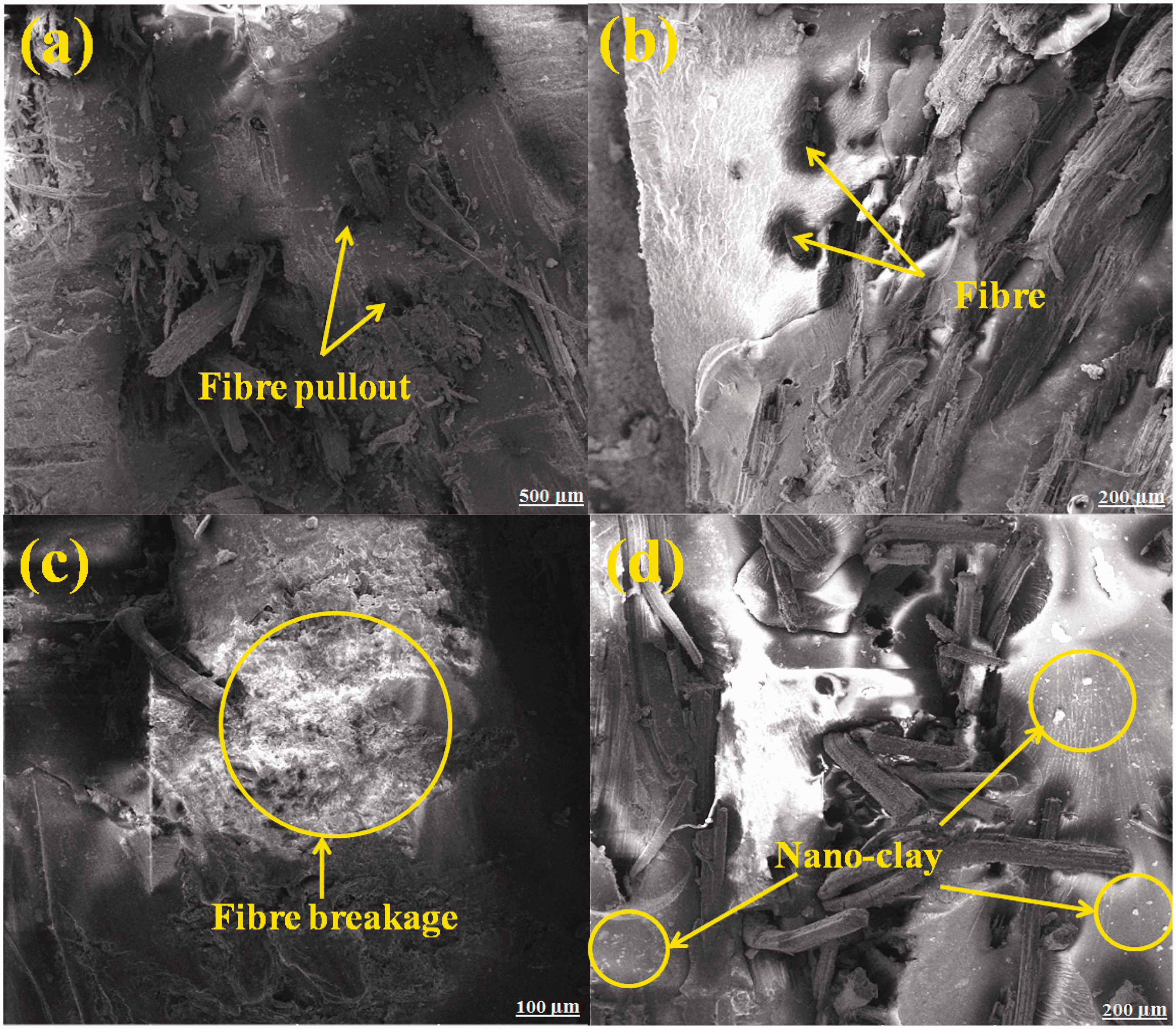
Water absorption
The water absorption behaviour of untreated JFREC under ambient conditions is shown in Figure 9. It was observed that the water uptake by the composites increased with the increase of both fibre length and fibre weight fraction, because the water uptake by the composites reinforced with the lignocellulose fibres depends mainly on: (i) the reinforcement size and shape [31] and the presence of higher number of free –OH groups on the fibre surface [6]. Moreover, the water uptake linearly increases with the increase in immersion time and attains the saturation state, after which no water penetrates in to the JFREC.
Water absorption vs. square root of time period for untreated fibres of length: (a) 10 mm, (b) 20 mm, (c) 30 mm, (d) 40 mm.
The water uptake of lignocellulose fibre based composites can be reduced by enhancing the bonding between the hydrophilic lignocellulose fibres and hydrophobic matrix system by treating the fibres chemically. The effect of NaOH treatment on water absorption of JFRECs (at saturation point) is shown in Figure 10. It was observed that the 5% of NaOH-treated JFRECs has lower water uptake than the untreated and 10% NaOH-treated JFRECs. This confirmed that the jute fibres treated with 5% of NaOH solution have good interfacial bonding with epoxy matrix. The composites reinforced with 10% of NaOH-treated fibres have increased water absorption rate due to the damage of jute fibres at higher concentration of NaOH. Furthermore, an attempt was made to reduce the water uptake of composites reinforced with 5% of NaOH-treated fibres by adding nano-clay and its effect is presented in Figure 11. It was noted that the water uptake decreased with addition of nano-clay due to: (i) the excellent barrier properties exhibited by nano-fillers [19] and strongly hydrophobic behaviour of nano-clay (Table 1).
Effect of NaOH treatment on water absorption of JFREC. Effect of nano-clay on water absorption of JFREC.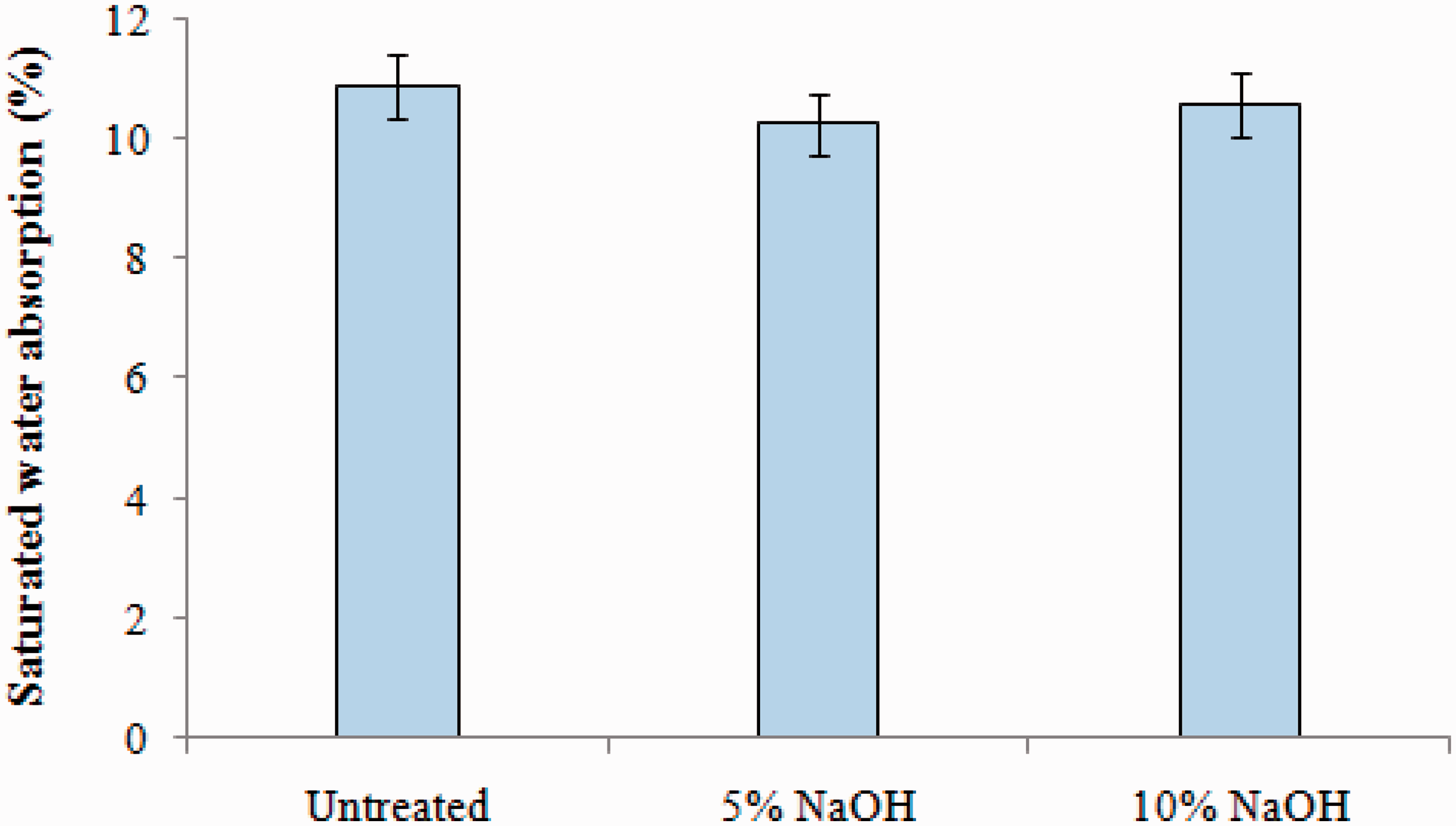

Kinetics and transport coefficient of composites reinforced with 20 wt% of 30 mm length fibre.
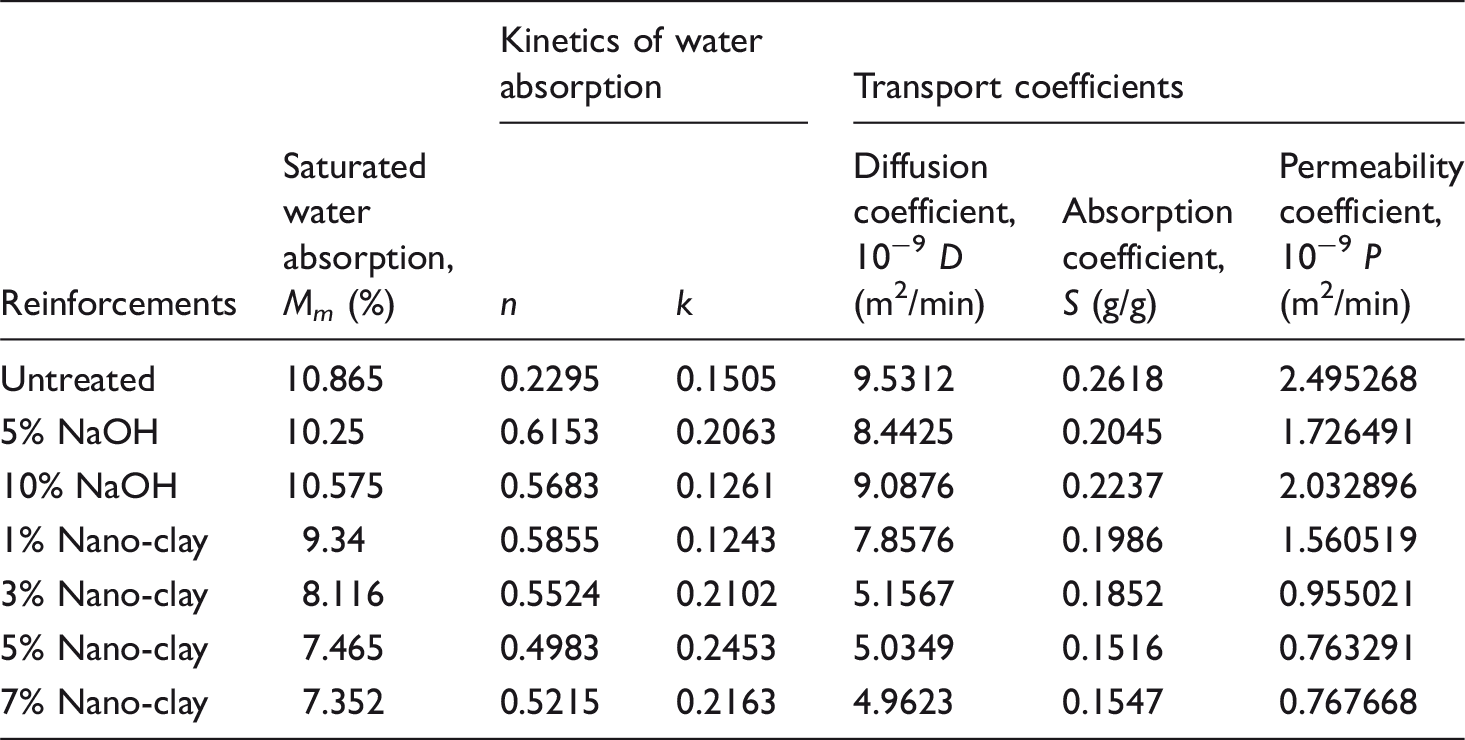
It was observed that the D value (Table 4) was higher for composites reinforced with untreated fibre composites than the treated fibre, because more water penetrates in to the untreated JFREC. Moreover, the D values reduced gradually with respect to the increase in weight percentage of nano-clay. The reason was that the nano-clay was hydrophobic in nature, which acts as a barrier for the penetration of water in to the composite samples.
Similar to the behaviour of D values, the S value was also higher for composites reinforced with untreated jute fibre than the treated fibre composites and it reduced gradually with respect to the increase in weight percentage of nano-clay as observed from Table 4. It was noted that the permeability coefficient also follow the same trend of diffusion and absorption coefficients.
Conclusions
The composites were successfully fabricated by using compression molding technique and the tensile, flexural, impact and water absorption properties were investigated. The effect of fibre length, fibre weight fraction, concentration of NaOH treatment and weight percentage of nano-clay addition on the above properties was studied and the following results were obtained.
The higher tensile, flexural and impact properties were obtained for composites reinforced with 5% of NaOH-treated jute fibre and 5 wt% of nano-clay due to enhanced interfacial adhesion between the fibre and matrix. The optimum fibre length and fibre weight fraction was found to be 30 mm and 20% respectively, for better mechanical properties. The morphological study revealed that the reinforcement of treated jute fibre and nano-clay improved the bonding between the composite systems led to better mechanical properties. The treated jute fibre and nano-clay reinforced composites showed lower water absorption rate due to increased hydrophobicity of the composites.
From the experimental data, it can be concluded that the NaOH-treated jute fibre along with Cloisite 20A nano-clay are one of the best reinforcements for the development of epoxy-based polymer matrix composites. These composites can be intended for various light and medium load applications in both domestic and industrial arena.
Footnotes
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.