
Abstract
Modern ballistic helmets made from textile composites offer enhanced protection with lightweight, but the discontinuity of the reinforcing materials is a potential problem affecting the helmet performance. This work uses 3D angle-interlock fabrics to provide reinforcement continuity, and evaluates 3D through-the-thickness angle-interlock (TTAI) fabrics to study the influence of fabric structural parameters on fabric mouldabilty and ballistic performance for ballistic helmet application. The mouldability was measured through experiments and modelled numerically, and the ballistic impact test was carried out to identify the optimal fabric structures for constructing ballistic helmet shells. The results show that increase in weft density of the TTAI fabrics causes decrease in the mouldability of the TTAI fabrics, and that the addition of wadding yarns into the TTAI fabrics has little influence on fabric mouldability compared to the conventional TTAI fabrics with the same weft density. However, the involvement of wadded TTAI fabrics demonstrates a 34% increase in ballistic energy absorption and 3% higher estimated ballistic limit over the conventional counterpart. Taking both mouldability and ballistic protection into account, the wadded TTAI fabric structure is an effective continuous reinforcement for ballistic helmet shells, offering required mouldability and improved ballistic performance.
Introduction
Helmet is one of the key personal protective equipment for soldiers and police officers, 1 and reports show that wearing ballistic helmet effectively reduces battlefield soldier casualty rate by 19%. 2 Helmet design evolved over many years, and the materials used included leather and brass, bronze and iron, and forged steel. 3 Since the 1970s, aramid fibre was made available and has since been widely used in the field of personal protection due to its lightweight, high strength, high stiffness and strong energy absorption ability. 4 Textile composites using aramid fibres, such as Kevlar® and Twaron®, have been used to replace steel helmets for ballistic helmet engineering for weight reduction and improvement in ballistic performance. 5
In recent decades, requirements for the performance of ballistic helmet increased due to the advancement in weaponry and the availabilities of new materials and technologies for ballistic helmet engineering. Experimental as well as numerical approaches have been employed for helmet research. Tham et al. 6 studied the ballistic performance of Kevlar® ballistic helmets aiming at the design of lighter and stronger helmet through experiments and simulations. Rodríguez-Millán et al. 7 established a finite element model of ballistic helmet for simulating and analysing mechanical properties of aramid composite shell under ballistic impact, and the proposed modelling method can be used to design specific ballistic helmet. Zhou et al. 8 built up finite element (FE) models to predict the response of woven fabrics made of high-performance fibres with different structural parameters and confirmed that the plain-woven fabric exhibits superior energy absorption capability. Min et al. 9 studied the effect of reinforcement continuity on ballistic performance of composites reinforced by plain-woven laminate, proving the superiority of continuous reinforcement composites.
At present, plain-woven fabrics are the major textile structure used as helmet reinforcement. However, it is difficult for plain-woven fabrics to be moulded into a continuous helmet shell because of their high shear resistance.10,11 Due to the limitation in the mouldability of plain-woven fabrics, they have to be cut and darted in order to form the 3D helmet shell, which causes fibre discontinuity in helmet and over-concentrated stress, hence affecting its ballistic performance. 12 It was reported that the discontinuity is prone to causing stress concentration, which reduces the impact resistance of ballistic helmets and increases the possibility of interlayer delamination, and also causes large local deformation and failure.13–15 In dealing with such problems, 3D woven fabrics received much attention in the field of fibre reinforced helmet in recent years.
As one type of the 3D woven fabrics, angle-interlock fabrics consist of two sets of yarns, that is, straight weft and binding warp, which are able to be woven on conventional looms. 16 Yarns in 3D angle-interlock fabrics are not only arranged along the warp and weft directions; the binding warp yarns interlace between the top and bottom weft yarn layers diagonally, improving the connection strength between layers and facilitating mouldability. 17 Through-the-thickness angle-interlock (TTAI) fabrics were explored for making helmet shells by previous researchers, and the results showed that TTAI fabrics meet requirements for both double-curvature moulding and ballistic performance. 18 Angle-interlock fabrics with straight wadding warp yarns were also explored for ballistic helmet applications. 19
Despite the progress made in exploring the use of 3D angle-interlock fabrics for ballistic helmet, the structure–property relationships and the effectiveness of the wadded TTAI among many others still need to be further understood. This research aims to evaluate and optimize the 3D TTAI fabrics as continuous reinforcements for ballistic helmets. The relationship between different structures and their mouldability as well as that between the structural characteristics and ballistic performance are analysed using experimental methods, targeting the creation of lightweight helmet with fibre continuity for improved ballistic performance.
Experimental
Materials and fabrics
Properties of the Twaron® fibre. 20

Two different types of TTAI fabrics were designed and produced for this research, which are conventional and wadded 5-layer TTAI fabrics. For the conventional TTAI fabrics, the binding warp yarns go diagonally through the thickness, binding all weft yarn layers together, and the cross-sectional view of the 5-layer conventional TTAI along the warp direction is shown in Figure 1a. A wadded TTAI fabric is achieved by introducing wadding warp yarns between any two adjacent weft layers, making its structure more balanced between warp and weft directions, and the cross-section along warp of the 5-layer wadded TTAI is shown in Figure 1b. In this research, 4 conventional TTAI fabrics were made with different weft density specifications in order to examine the effect of weft density on mouldability and energy absorption, and a single wadded TTAI fabric with the weft density of 26 was produced for comparison studies. The specific design parameters of the fabrics are shown in Table 2, where fabrics A1 to A4 are the 4 conventional TTAI fabrics, and fabric B is the wadded TTAI fabric. The thickness of conventional TTAI fabric is about 0.7 mm, whereas the thickness of wadded TTAI fabric is about 1.4 mm, which is twice as thick as conventional one due to the addition of wadding yarns. Cross-sections of 5-layer TTAI fabrics: (a) conventional and (b) wadded. Specifications of designed fabrics.

Angle-interlock fabrics were woven on dobby loom using shuttle. The weaves were generated using WeaveEngineer® software,
21
and the weave, draft and lifting plan diagrams are shown in Figure 2. As can be seen, the conventional TTAI requires the use of 6 heald frames, and the wadded demands.
10
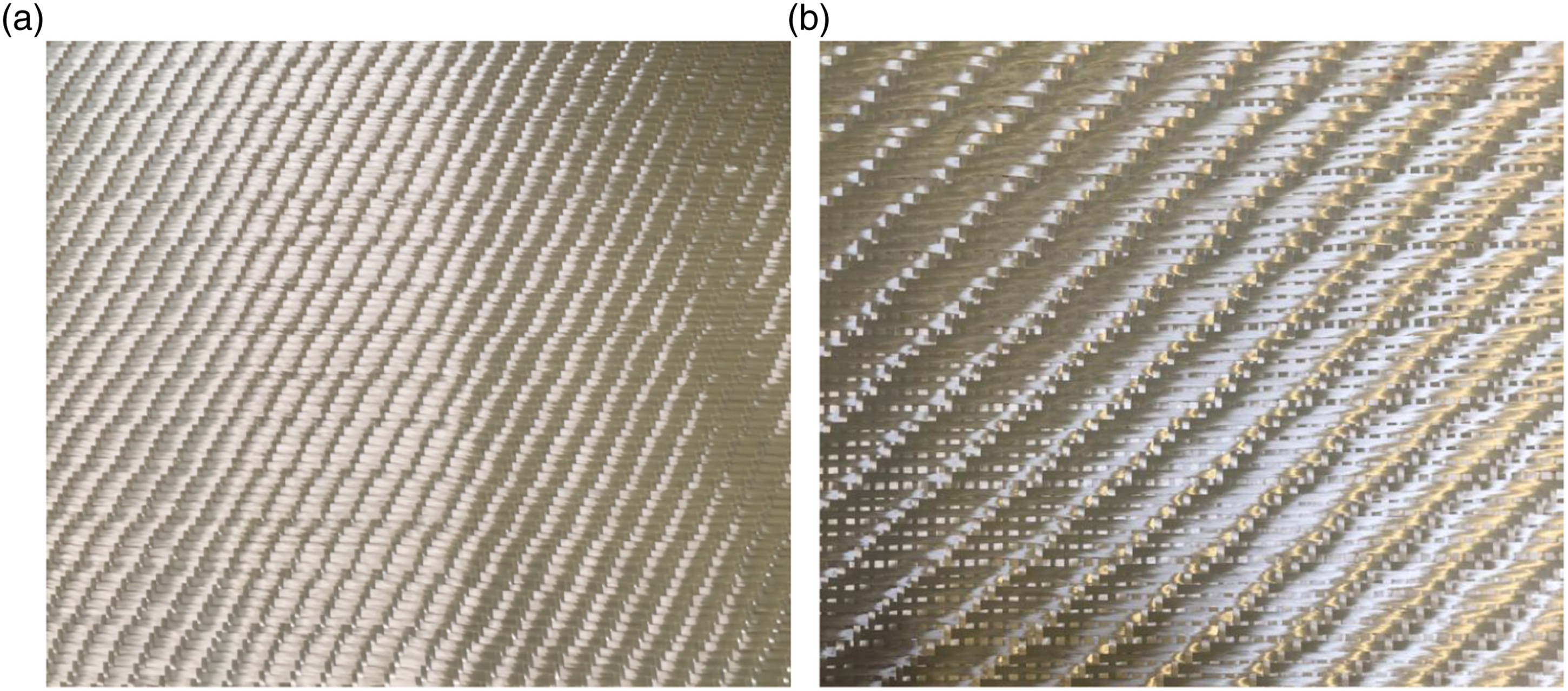
The manufacturing processes of TTAI fabrics are shown in Figure 3, and fabric samples are shown in Figure 4. Production instructions of the 5-layer TTAI fabrics: (a) conventional and (b) wadded. Weaving process of 5-layer TTAI fabrics. 5-layer TTAI fabric samples: (a) conventional and (b) wadded.

Mouldability evaluation
Theoretical prediction of mouldability
In order to predict theoretically the mouldability of TTAI fabrics, mathematical models were established based on the calculations of thread spacing and fabric locking angles. Roedel 22 proposed the mouldability factor to predict the mouldability of the conventional TTAI fabrics. Min 19 followed on and developed the prediction method for the wadded TTAI fabrics on this basis.
Thread spacing L refers to the distance between two adjacent yarns. The warp spacing (L1) and the weft spacing (L2) of conventional TTAI fabric are calculated using Equations (1) and (2), respectively. For wadded TTAI fabrics, both binding warp spacing and wadding warp spacing need to be considered. The binding warp spacing and the weft spacing are still calculated according to Equation (1) and Equation (2), and the wadding warp spacing (L1’) follows equation (3).


In the moulding process, the in-plane shear is the major deformation mode of the fabric, and the locking angle has been used to determine and quantify the shear limit of fabrics. The shear limits of the TTAI fabrics are reached with warp jamming and weft jamming.
Fabric locking angle was calculated based on above-mentioned thread spacing and the yarn thickness for the prediction of the mouldability of TTAI fabrics. In the theoretical models, the yarns are idealized to simplify the problem. In this study, the cross-section of Twaron® yarn is assumed to be circular, and the yarns are assumed to be homogeneous and incompressible. Under such assumptions, the thickness of a yarn is indicated by its diameter d (mm), and equation (4) was derived from the definition of the yarn linear density for estimating the yarn diameter from yarn linear density.
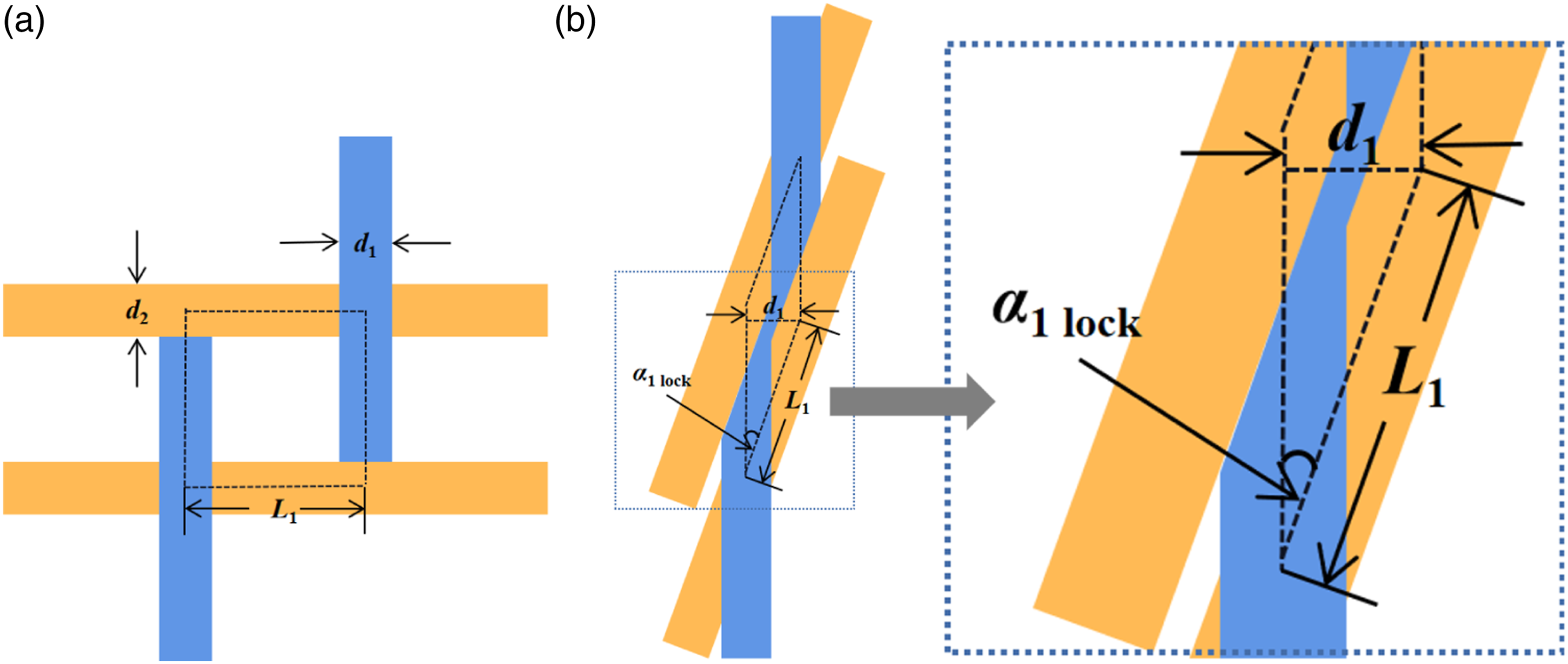
Figure 5a shows the top view of a conventional TTAI fabric before in-plane shear taking place, where the weft yarns (yellow) are virtually straight and each binding warp yarn (blue) crosses over one top layer weft yarn and then travels diagonally through the thickness to a weft yarn in the bottom layer. As in-plane shear occurs to the fabric, there exist three possibilities of fabric jamming, that is, warp jamming, weft jamming, and warp and weft jamming the same time. In the case of warp jamming for a conventional TTAI fabric, any two adjacent warp yarns will eventually touch each other, which stops fabric from further shearing, as shown in Figure 5b. According to this warp jamming geometry, the locking angle (α1lock) of the conventional TTAI fabric along the warp direction is expressed in the form of equation (5). Schematic illustration of the conventional TTAI fabric with warp jamming: (a) unsheared and (b) warp jammed.
The warp locking angle of the wadded TTAI fabric (α1lock’) is different because of the involvement of the wadding warp yarns, and Figure 6 illustrates the top views of the wadded TTAI fabric before and after shearing. Based on the warp jammed geometry shown in Figure 6b, equation (6) is established for the estimation of locking angle in the wadded TTAI fabric. Schematic illustration of the wadded TTAI fabric with warp jamming: (a) unsheared and (b) warp jammed.

On the other hand, locking of weft yarns could also causes fabric jamming. Figures 7 and 8 show the illustrations of weft jamming of the conventional and wadded TTAI fabrics, respectively. From the constitution of yarns at different shear levels, the gap between the adjacent weft yarns decreases with the increase of shear and is finally filled by the warp yarn diameter, resulting in weft jamming. For both types of fabrics, the locking angle (α2lock) along the weft direction can be expressed the same way in the form of equation (7), due to the fact that the addition of the wadding warp yarns does not affect weft jamming. Schematic illustration of the conventional TTAI fabric with weft jamming: (a) unsheared and (b) weft jammed. Schematic illustration of the wadded TTAI fabric with weft jamming: (a) unsheared and (b) weft jammed.


Based on the expressions of the locking angle, a mouldability factor is defined as taking the larger of the two locking angles as its value, as shown in equation (8). According to this definition, a fabric with a lower value of mouldability factor would be more mouldable in forming a doubly curved surface,
22
which is a bit awkward to use. This paper redefines the mouldability factor based on the original definition, which is expressed as 10 divided by the value of larger locking angle. In this way, a larger value of the new mouldability factor means that the fabric has better mouldability, and this is more logical and convenient for analysis. The new mouldability factor (M
yang
) is expressed in the form of equation (9).

Mouldability tester
In addition to the establishment of the theoretical prediction of fabric mouldability, the mouldability of fabrics was also measured experimentally by using a mouldability tester, as shown in Figure 9, which was developed by Chen et al.,
23
for evaluating the mouldability of TTAI and other types of fabrics. The inner ring size of the tester is 16.5 cm in diameter, and the outer ring size is 25 cm in diameter. The required minimum fabric sample size is 45 × 45 cm. As shown in Figure 9b, to measure the mouldability of a fabric, the sample fabric is placed on the base of the rig before the top is rested onto the base, loosely holding the fabric sample. The probe in the middle of the tester is pushed down gently, applying pressure to the centre of the fabric sample by the probe, until the first wrinkle appears in the fabric, which can be clearly observed by visual inspection. At this point, the depth value of the fabric deformation is recorded to indicate the moulding performance of the fabric sample. The mouldability tester: (a) components of the mouldability tester and (b) testing procedure with the mouldability tester.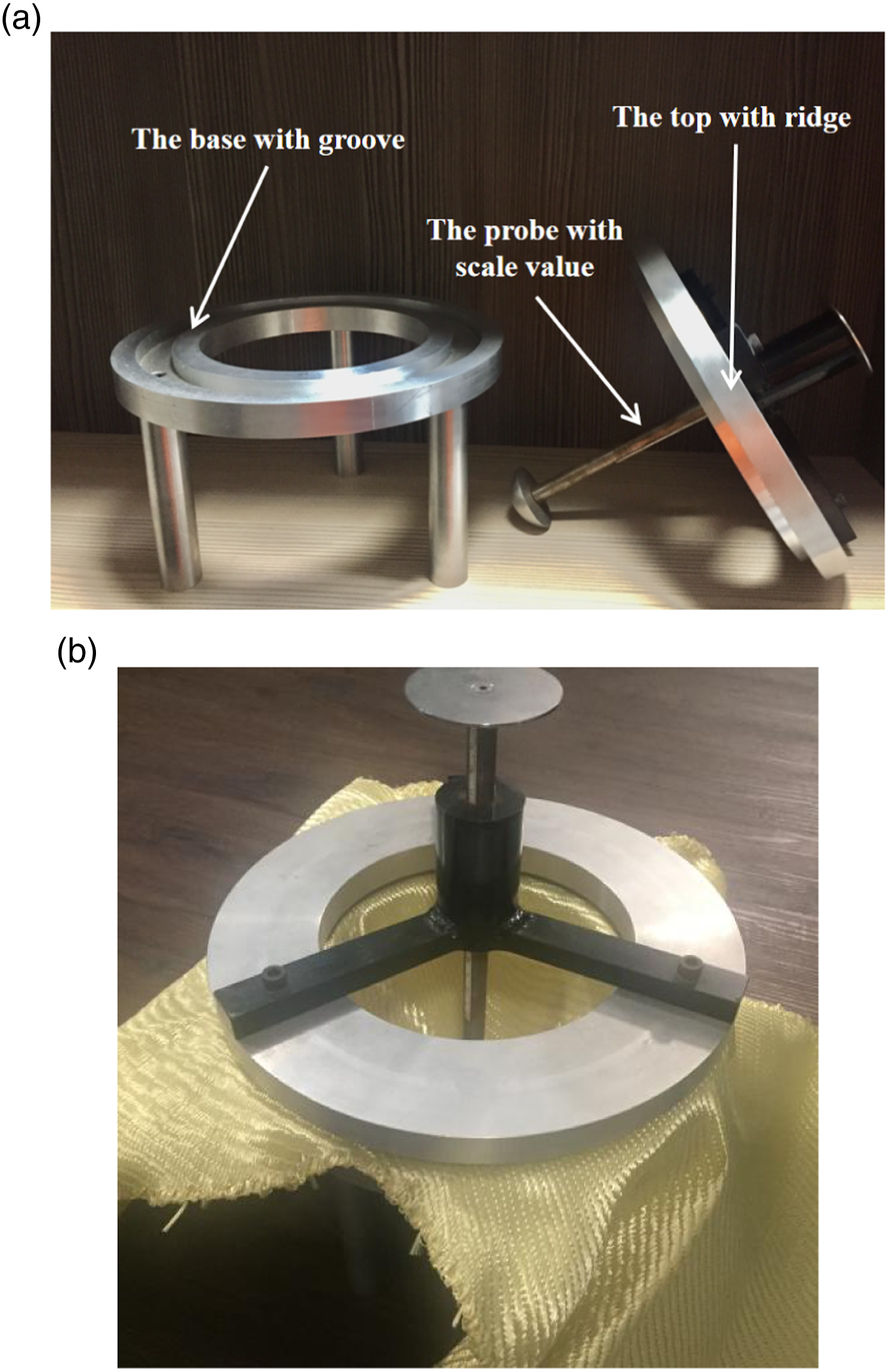
Ballistic impact test
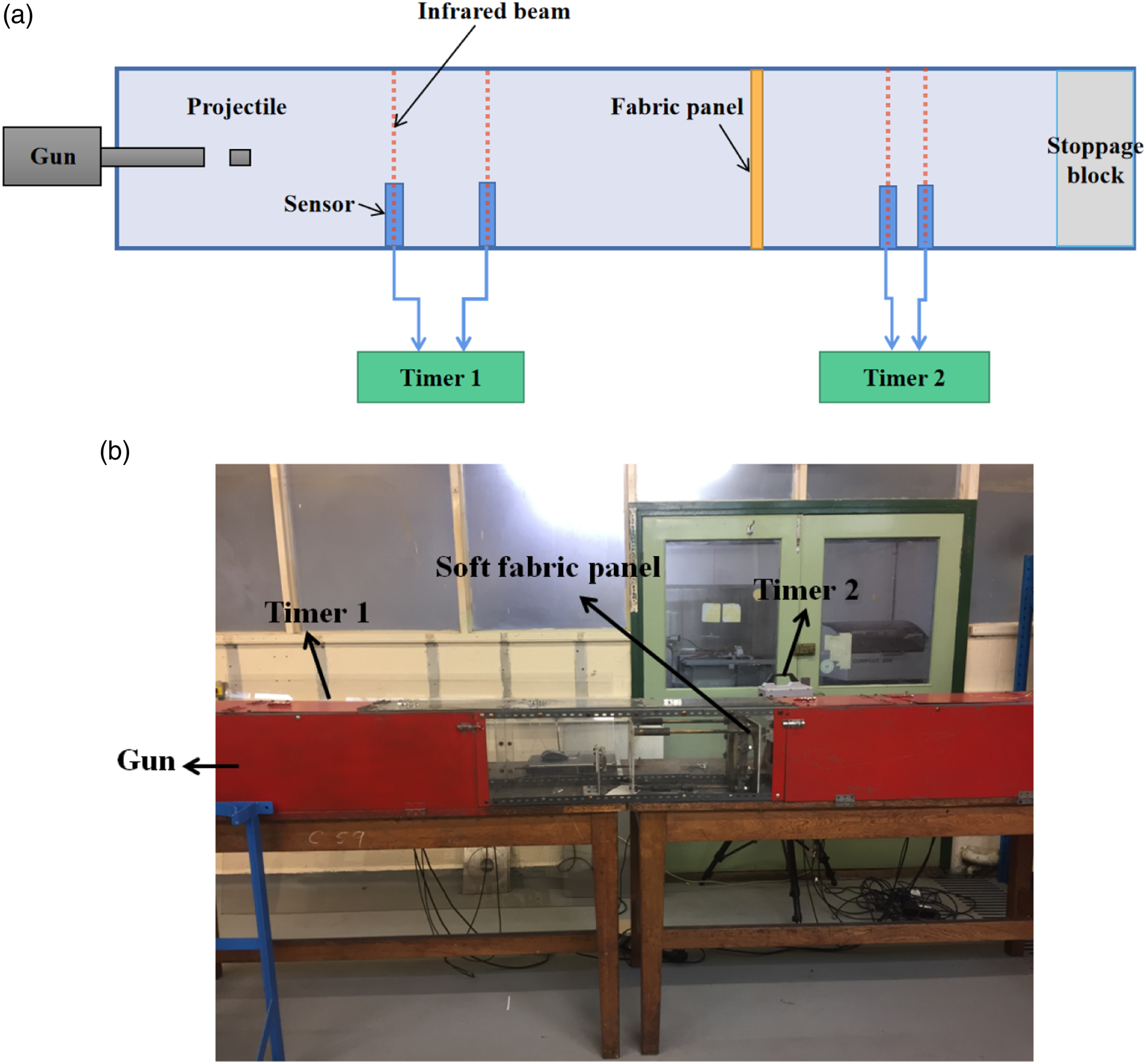
The ballistic range for the high velocity impact test is illustrated in Figure 10, where the lengths of time for the projectile to pass through the two pairs of infrared screens before and after the fabric panel were recorded for calculating the impact velocity and residual velocity, respectively. The impact projectile is a steel cylindrical bearing with both diameter and height of 5.56 mm weighing 1.1 g. The typical impact velocity of projectile propelled by a powder cartridge is about 500 m/s. Ignoring the projectile energy loss caused by air friction, all kinetic energy lost from impact projectile is regarded the same as the energy absorption (E) of fabric panel, which is calculated using equation (10). The ballistic range: (a) schematic illustration and (b) actual ballistic test.
Ballistic limit (V50) is the impact velocity at which a particular projectile has 50% probability of penetrating the panel material, and it is calculated based on extensive experiments with different impact velocities.
24
Estimated ballistic limit (EV50) is used as an indicator of ballistic impact resistance where ballistic limit is difficult to obtain. Equation (11) calculates the EV50,
25
assuming all energy carried by the projectile is just absorbed by the panel when impacted at the velocity of EV50.
Results and discussions
Mouldability analysis
Mouldability factor
Mouldability prediction of TTAI fabric specimens.
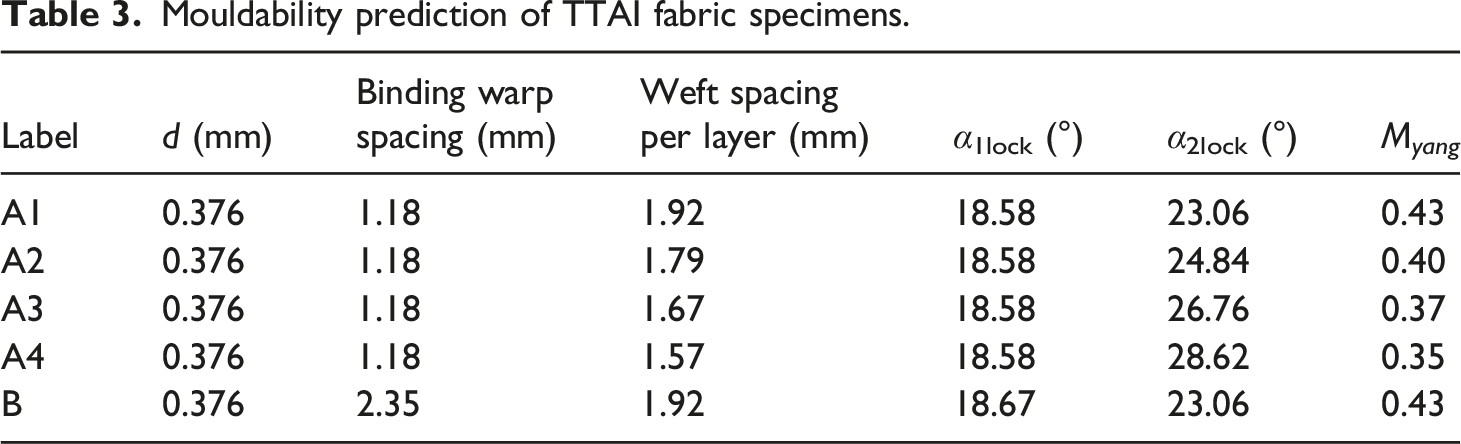
As shown in Table 3, it is noted that α2lock is always bigger than α1lock for the fabrics produced for this research, which means that weft jamming dominates for both the conventional and the wadded TTAI fabrics. This is because the TTAI fabric geometry, be it conventional or wadded, adjacent binding warp yarns are able to touch each other, and neighbouring weft yarns in the same layer cannot touch one another due to binding warp intersection. Because of this, the weft shear limit is the main concern due to the special fabric structure of TTAI in most cases.
Theoretically, the larger the mouldability factor is, the more mouldable the fabric is. According to the fabric specifications in Table 2, the conventional TTAI fabrics, from A1 to A4, have the same warp density hence the same warp spacing. The weft density, on the other hand, increases from A1 to A4, and the weft spacing reduces accordingly. Figure 11 shows the relationship between the weft density (inverse of the weft spacing) and the mouldability factor of the conventional TTAI fabrics. A linear regression was performed on the data using SPSS® software, and the line of best fit was represented by the regressed line with the slop of −0.014, which is shown in Figure 11. It is clear that the mouldability factor is negatively related with the weft density of the TTAI fabrics. Thus, the higher the weft density is, the less the mouldability factor of the conventional TTAI fabric is, indicating a less mouldable fabric. The influence of weft density on the mouldability factor of the TTAI fabrics.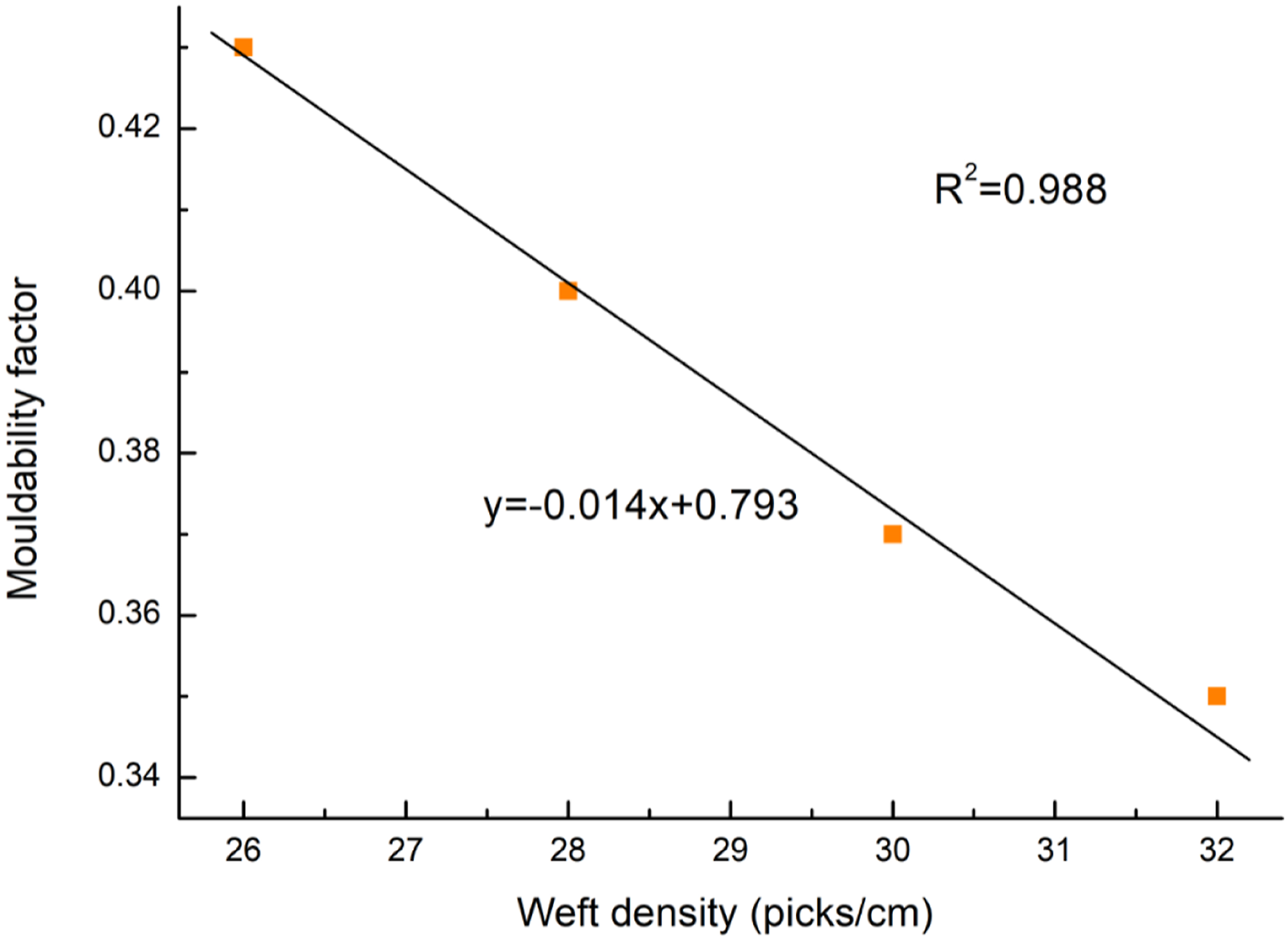
In addition, comparing samples A1 and B in Table 3, it can be found that under the same weft density, the mouldability factor of the conventional and the wadded TTAI fabrics is the same, indicating that warp wadding does not affect the overall mouldability of the fabrics. In the case of sample B, α2lock is larger than its α1lock, and the mouldability is defined by 10 over α2lock.
According to the prediction models, fabric warp, weft densities and yarn thickness influence the fabric jamming. In practical situations, the compression properties of yarns should also be an important factor influencing the fabric mouldability.
Deformation depth measured using the mouldability tester
The deformation depth of the TTAI fabrics was measured using the mouldability tester. The results are presented in Figure 12. Deformation depth of designed TTAI fabrics.
The greater the measured deformation depth without causing the fabric to wrinkle, the better is the mouldability of the fabric. The results of A1 to A4 indicate that the deformation depth of conventional TTAI fabric decreases with the increase of weft density. As can be seen in Table 2, A1 and B are the conventional TTAI fabric and the wadded TTAI fabric with the same weft density, respectively. The mouldability of the wadded TTAI fabric is almost the same as that of the conventional TTAI fabric. The results shown in Figure 12 are in good agreement with the predicted results described in Table 3.
Ballistic performance
Specifications of single-ply fabric panels.

Damage profiles of fabric panels
Ballistic impact tests were carried out for these fabric panels, and both were penetrated. The penetrated panels with the damaging details are shown in Figure 13. The lengths of major and minor axes of the penetration area were measured, and the results are listed in Table 5. Fabric panels after ballistic impact test: (a) panel I and (b) panel II. Dimensions of penetration damage area of fabric panels.

Comparison between panels I and II from Figure 13 showed that the nominal damage area, calculated by multiplying the major and minor axes, of the wadded TTAI fabric is 12% smaller than that of the conventional one. In addition, it is noted from Table 5 that for panel I, the major and minor axes’ ratio is 1.39, and that for panel II is 1.12, with the longer axes in warp direction in both cases. These clearly indicate that the wadded TTAI panel is more uniform in taking the impact loading between the warp and weft directions.
Ballistic impact results
Results of energy absorption (E) and estimated ballistic limit (EV50).
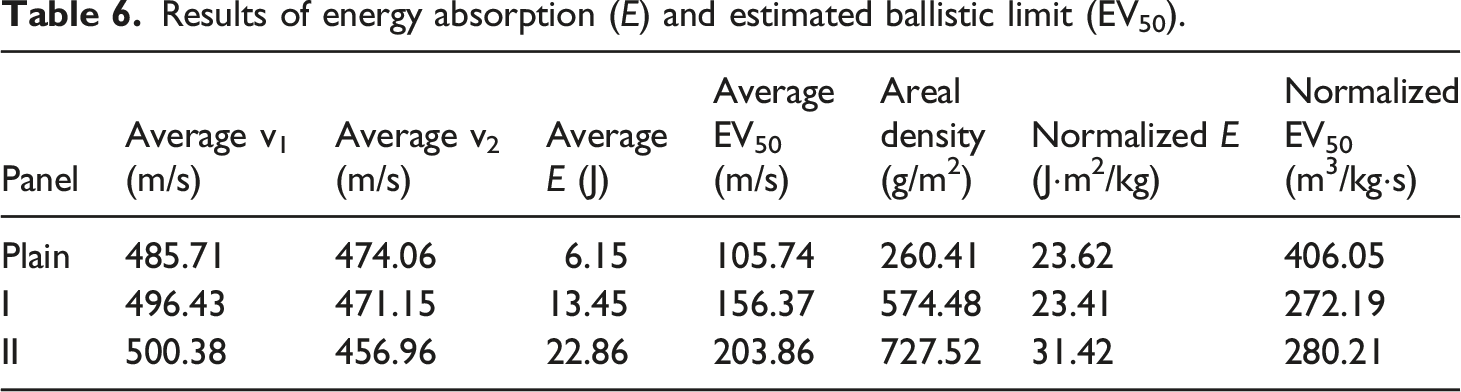
It can be seen from Table 6 that panel I absorbed more than twice the kinetic energy the plain-woven fabric absorbed and shows 48% higher EV50, and that panel II had almost four times higher energy absorption and 93% higher EV50 over the plain-woven fabric. The normalized results indicated that the conventional TTAI fabric panel (panel I) showed similar energy absorption as the plain-woven fabric panel for the same quantity of materials used, and the wadded TTI fabric panel (panel II) showed 33% higher normalized energy absorption than the plain-woven counterpart. In terms of estimated ballistic limit, the conventional TTAI fabric panel demonstrated 33% lower EV50 than that of the plain-woven fabric panel, and the wadded one shows 31% lower EV50. However, the plain-woven fabrics cannot be directly used in manufacturing 3D helmet shells without cutting, and this discontinuity would greatly reduce the advantage of plain-woven fabrics in ballistic performance. In general, the ballistic performance of the TTAI fabric is not worse than that of plain-woven fabric, and it is more suitable for creating continuous helmet shell.
It is equally important to discuss the ballistic performance of the two types of TTAI fabrics. Table 6 indicates that panel II absorbed 70% higher energy than panel I before normalization. The average EV50 of panel II was 30% higher than that of panel I. The normalized results of panel II show a 34% higher normalized energy absorption and 3% higher estimated ballistic limit than that of panel I. All the above suggest that the wadded TTAI fabric panel is able to offer better ballistic protection than the conventional TTAI fabric panel.
Discussions on helmet applications
As a reinforcing material for ballistic helmets, the fabrics are required to be both mouldable and ballistic protective. Theoretical and experimental results showed that the mouldability of the wadded TTAI fabric is almost the same as that of the conventional TTAI with the same weft density. The research results so far indicated clearly that the wadded TTAI fabrics provide an adequate level of mouldability. Plain-woven fabrics, the most commonly used for ballistic protection, was used as the benchmark for analysis, and all the test results confirmed that the TTAI fabric can give similar or even better ballistic performance in terms of energy absorption. In general, the motivation for using 3D TTAI fabrics is the superior mouldability to facilitate the reinforcement continuity in a doubly curved panel. Due to the fibre continuity, it has been indicated in this and our previous research that the impact energy is able to be dissipated more widely to reduce stress concentration. The through-the-thickness binding yarns would help to dissipate energy more effectively to a volume instead of an area as in the case of using single layer plain-woven fabrics. The wadded TTAI fabric not only has good mouldability but also has better ballistic performance, making it an ideal reinforcement material for ballistic helmets. However, the discussions here are only based on the single-ply fabric panel; the ballistic performance of multi-ply fabric panels requires further investigation based on previous work in this aspect. 27
Conclusions
The research was aimed to evaluate the mouldability and ballistic performance for the application in ballistic helmets. Theoretical and experimental studies were carried out on the mouldability and ballistic performance of TTAI fabrics. Important findings from this research are listed as follows: (1) It has been demonstrated theoretically and experimentally that the mouldability of the TTAI fabric decreases with the increase of weft density. The theoretical prediction results and the test results are in good agreement on the mouldability evaluation of the TTAI fabrics. (2) In the case of the same weft density, the conventional and wadded TTAI fabrics used in this research were found to have close mouldabilities by theoretical prediction model and by experimental measurement. This indicates that the involvement of wadding warp yarns would not decrease the mouldability while increasing the ballistic performance. (3) The introduction of wadding warp yarns is effective to balance the breaking stress distribution between the warp and the weft directions. Under similar impact velocities, the penetration damage of the wadded TTAI fabric is more uniform and less serious than that of the conventional TTAI fabric. (4) Adequate ballistic performance of the TTAI fabrics was confirmed by comparing with the benchmarking plain-woven fabric. The results showed that the wadded TTAI fabrics can provide more ballistic protection than the conventional TTAI fabrics. For the 5-layer TTAI fabrics, the wadded absorbed 34% more kinetic energy from the projectile and showed 3% higher estimated ballistic limit on the basis of using the same amount of material.
Footnotes
Acknowledgments
The authors are grateful to Teijin Aramid for providing fibres for this research. The technical supports from Mark Chadwick, Elizabeth Murray-Jones and Ryan Delve of Department of Materials, University of Manchester, are gratefully appreciated.
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.