
Abstract
This paper investigates the ballistic impact mechanism of multi-ply aramid/epoxy composites with different laying up structures. Ballistic impact behaviour of the composites was evaluated by their energy absorption capacity and high-speed video observation and analysis. Plain woven aramid fabrics were used as reinforcements and the Seemann composites resin infusion moulding process (STRIMP) was employed for manufacturing composites with ARALDITE LY 564 epoxy matrix in this study. Angle-laid dry fabric assembles were used as reinforcements in parallel to the align-laid fabric assemblies. The energy loss during penetration process was used to characterise the ballistic performance of the composites experimentally. The results of the investigation indicate that for three-layered composites, [0/45/0] and [0/30/60] angle-laid constructions absorb 3% and 10% more energy than the composite with align-laid reinforcement. However, for the four-layered composites, angle-laid composites demonstrate lower ballistic resistance than the align-laid composites, which calls for further investigation.
Introduction
Composites reinforced by high strength and high modulus fibres are of great interest for many advanced applications, including turbine blade containment, aeroplane fuselage and ballistic panels for armoured vehicles [1,2]. Based on the understanding between structure and property of materials, the number and the lay-up of constituent layers, among others, play essential roles in determining the performance of the composites, such as the ballistic behaviour. In the above-mentioned applications, high performance and lightweight of the composites are of paramount importance. High performance fibres have been heavily involved in composites for impact resistance due to their high strength-to-weight ratio. Meanwhile, with the increasing requirement for ballistic behaviour, lightweight textile reinforced composites are expanding in various ballistic impact resistant applications. Lightweight is required increasingly for, e.g. more agile movement of vehicles, aircrafts and other types of vessels and for lower fuel consumption.
Sun et al. [3] reported that the primary yarns in a woven fabric play important roles in absorbing impact energy from the impacting projectile in ballistic impact events due to the orthogonal arrangement of woven fabrics. The angle-laid dry panel from woven fabric helps to distribute the stress and strain more evenly in the plane of the panel and have demonstrated that the ballistic impact energy absorption of an eight-layer panel with layer orientation is 18% higher than the panel consisting the same number of layers but without inter-layer angulation, as reported by Chen et al. [4]. One of the differences between a dry fabric panel and a composite using such a panel as reinforcement is the constraint of yarn mobility in the composite [5]. A number of researches have focused on ballistic behaviour of composites with fabric reinforcement [6–9] and influence of varying inter-ply fabric structure and arrangement [10,11]. It is of great interest to investigate the effect of the inter-layer orientation of the reinforcement on the ballistic performance of the composites.
This paper will focus on relationship between the impact energy absorption of aramid/epoxy composites and the inter-layer orientation of the reinforcement. In this research, experimental results of different novel composite constructions will be analysed aiming to improve ballistic performance of the relevant composites.
Experimental
In order to investigate the performance of the textile-reinforced composites with inter-layer orientation against ballistic impact, composite panels have been prepared. The factors that have to be considered are basically properties of fibre and resin and their compatibility, fabric structure, composite construction, processing parameters and curing conditions.
Materials
Typical properties of Araldite LY 564/Aradur 3486.

Reinforcement preparation
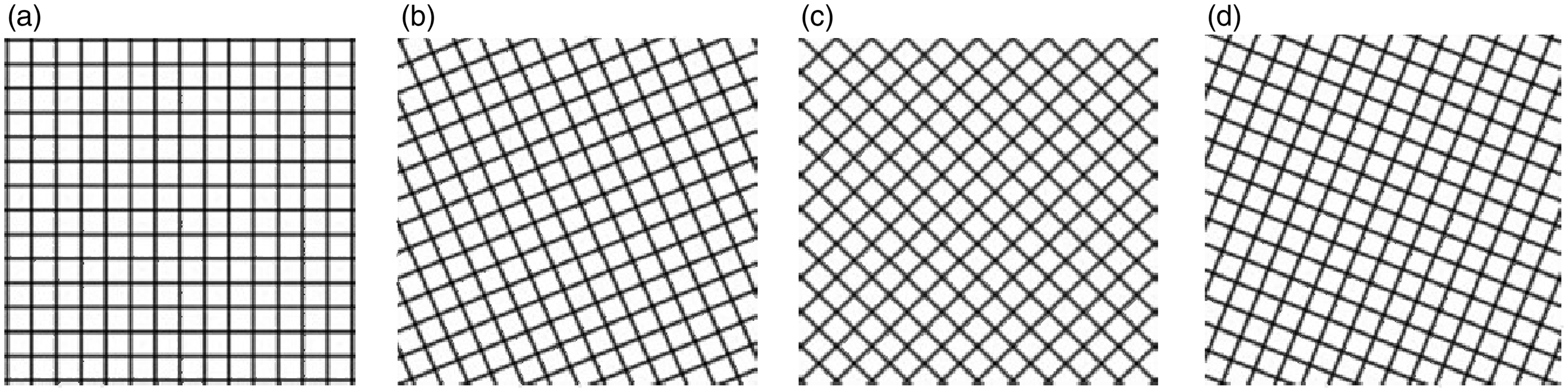
Ballistic protection is achieved through kinetic energy absorption by stretching and breaking the yarns in different layers and dissipation of kinetic energy to other yarns through the cross over point of fabrics [13,14]. Previous studies have found that plain square weave is the optimal structure for ballistic protection [15–18]. Proper ply orientations, fabric thickness and their position within the fabric assemblies significantly influenced the performance of ballistic impact [19]. For this research, two types of samples were prepared for this investigation, which involves three and four layers of reinforcing fabrics, respectively, angle-laid and align-laid. The warp density and weft density of Twaron® plain fabric were both 7.5 threads/cm. The fabric samples were trimmed into 20 cm × 20 cm with different angles in order to achieve the angled panel constructions. Figure 1 illustrates the inter-layer orientation, where θ is the angle between x-axis and warp yarn. For a given number of layers, the orientation of the layers in the panel is expressed by a series of values of angles. The panel notation [0/22.5/45/67.5], for example, indicates a panel of 4 plies, and the orientation angles of the 4 plies are 0°, 22.5°, 45°, and 67.5°, respectively. Figure 2 shows the top view of each ply within a four-ply fabric panel.
Schematic illustration of two-ply fabric panel with a rotation angle θ. The top view of each ply in a 4-plied panel (a) 1st ply 0°, (b) 2nd ply 22.5°, (c) 3rd ply 45° and (d) 4th ply 67.5°.
Multi-layered composite materials construction.

Resin infusion moulding process
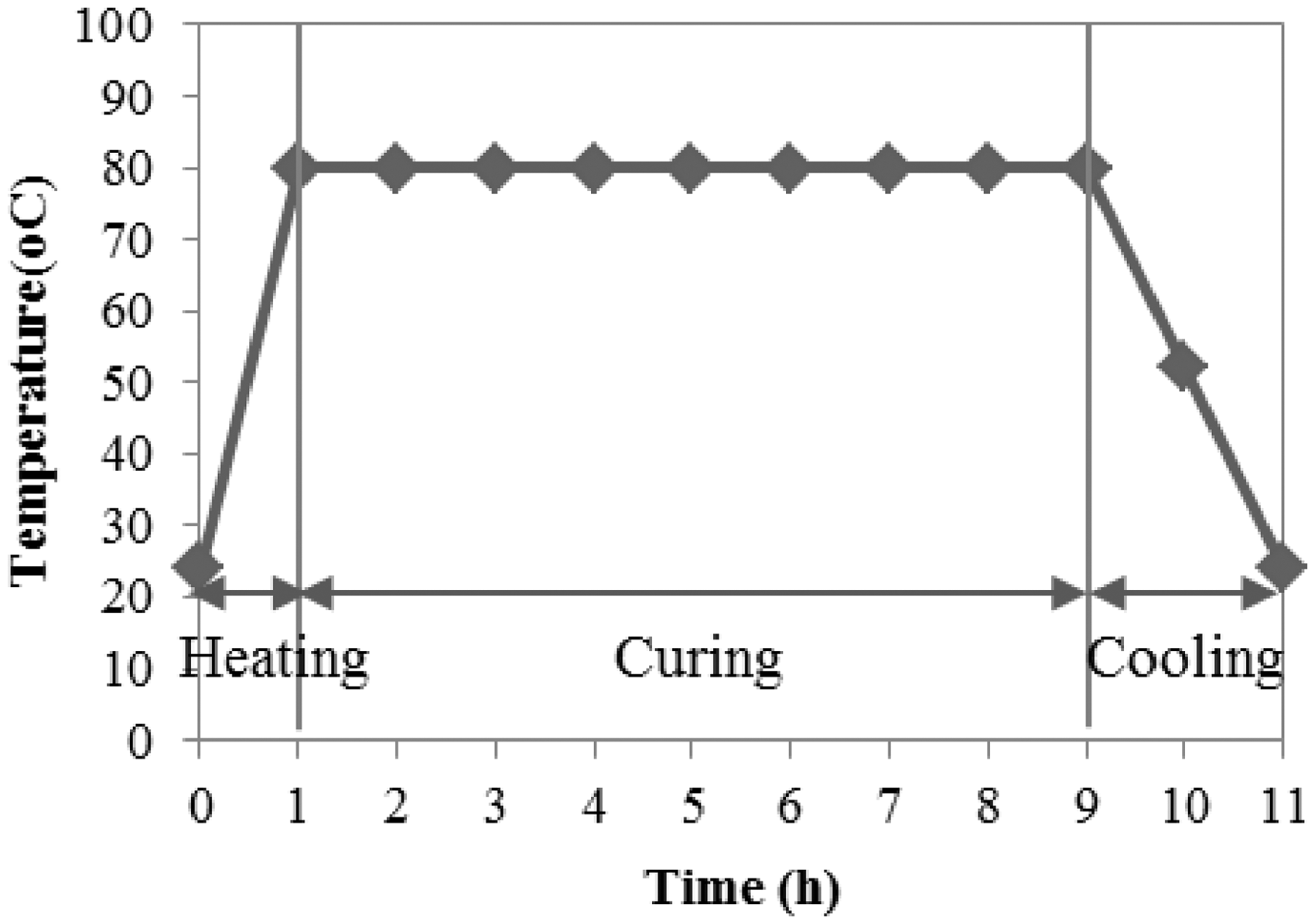
The selected epoxy resin and hardener were mixed together homogeneously in the ratio of 100:34 and degassed for 20 min in order to avoid bubbles remaining in the composite. The composite samples were manufactured through the Seemann composite resin infusion moulding process (SCRIMP). Figure 3 schematically shows the cross-section of the vacuum bag. A porous peel ply was regarded as a barrier [20]. Breather was utilised to maintain a path throughout the bag to the vacuum source to accelerate the flow velocity of the resin. Once the different layers are in position, a vacuum membrane was placed over the top on the heated surface of reinforcement and sealed at the periphery. The reinforcement was enclosed with the vacuum bag in order that liquid resin was able to infuse under vacuum. The laminate was under one atmosphere pressure by vacuum pump, helping to remove air and tight the upper tool covering reinforcement and consolidating materials. The cure cycle is illustrated in Figure 4.
Schematic illustration of cross-section of a SCRIMP vacuum bag. Curing cycle for the Twaron®/epoxy composite.
High velocity ballistic tests
The ballistic tests were performed using spherical-shaped projectiles made of steel. The projectile weighs 0.68 g with 5.5 mm in diameter. Blank cartridges with powder charge (Geometrotec Ltd, UK) were used to launch the projectile. The composite specimens were placed between a pair of rectangular-shaped flat steel plates which were tightened by screws at the four corners, offering high level clamping to the specimen. The structure of the clamping fixture is illustrated in Figure 5. The specimen was kept in the impact aperture with the diameter of 152 mm.
Configuration of target clamp.
Ballistic test system
The ballistic impact test system is illustrated schematically in Figure 6. The composite specimen was fixed on the clamping fixture. Two units of time detectors were fixed in front and back of the target with detecting gaps being 47 cm and 36.2 cm, respectively. The time lengths taken to travel through these distances were measured by electronic timers [21]. Therefore, the impact velocity (m/s), vi and residual velocity (m/s), vr, are achieved as follows.
Schematic illustration of ballistic impact system.


Results and discussions
Observations of penetrated composites
The images in Figures 7 and 8 show the deformation area, caused by strain wave, of the aligned panels [0/0/0] and the angled panels [0/30/60] throughout the impact process. It is evident that deformation along the principal yarns was not obvious in both the aligned and angled composite panels as it would for dry fabric panels. This difference between composites and dry fabric panels can be attributed to the enhanced integrity of the matrix and fibre in the composite, which prevented the principal as well as the other yarns from displacing as individuals. In the case of dry fabric panels, previous study revealed that the strain wave propagated with a diamond-shaped wave front in the aligned panels, but with a more circular-shaped front in the angled panels [18].
Strain wave propagation on the striking face in the aligned panels [0/0/0]. Strain wave propagation on the striking face in the angled panel [0/30/60].

For dry fabric panels, there are two main mechanisms for ballistic protection. The first is the absorption of the kinetic energy, which is carried by the projectile, by breaking the principal yarns, and the second is the dissipation of energy to other yarns. In both cases, strain energy and kinetic energy of the fabrics are the main forms for energy absorption [13,22]. In the case of textile composite, however, the reinforcement is firmly bound by the matrix and the load to the principal yarns is rapidly distributed to its vicinity, not causing obvious stress concentration. In such cases, the composite provides ballistic protection by absorbing the kinetic energy through matrix cracking and composite delamination [23] before the failure of composite.
Figure 9 illustrates the failure of composites. The projectile directly impacted the composites panel causing matrix cracking and generating hollow area which was located in the centre of the deformed area. Inter-ply delamination of the matrix exhibited in vicinal area because of the energy dissipation caused by the reinforcing fabrics. The reinforcing filaments of principle yarns were almost fractured to by the projectile and their ends were pulled out from the vicinal matrix which was indicated to be a dominant mechanism in unidirectional yarns reinforced composites [24]. Therefore, matrix cracking, delamination, fibre fracture and pull-out of fractured ends are main mechanism in energy absorption.
Failure of the composites.
Test results and analysis of three-layered fabric composites
Assuming that there is no energy loss due to the friction between the projectile and the air, the total energy of the projectile is equal to the energy absorbed by the target material in perforation and the residual kinetic energy of the projectile. It has been found that among the energy absorbed by the target material, energy lost due to friction between the projectile and composite is negligible and that the heat generated during the projectile–composite interaction is negligible [2]. The initial kinetic energy of projectile, Ei (J), is


Therefore the energy absorbed by the target material, ΔE, is the difference of the two, i.e.

Alternatively, the capacity of energy absorption of the target material can be expressed as the relative energy absorption, R, which is defined in equation (6).

Figure 10 depicts the relationship between the impact and residual velocities obtained from the experiment on composites reinforced by three layers of aramid fabric with different lay-ups. It can be seen that the relationship between the two velocities are almost linear, and that the higher impact velocity leads to the higher residual velocity. It has been reported that air friction with the projectile caused 1.37% energy loss in our previous work [25]. When reinforcing fabrics had three layers, the fitting relations of vr (Y1) of the composites with different reinforcement lay-ups of [0/0/0], [0/45/0] and [0/30/60] as regard to vi (X) ranging from approximately 480 to 520 m/s is plotted, respectively as:
Residual velocity versus impact velocity for projectile against three-layered composites with different lay-up.



As can be seen, the vr linear increased with vi. When vi was located in the interval of the current experiment, the corresponding vr associated to the three constructions runs in the following order: [0/0/0] > [0/45/0] > [0/30/60], with lower vr meaning more energy absorption in accordance to equation (5). Based on the experimental results, the [0/0/0] construction demonstrated the lowest relative energy absorption, which is 6.3%. The [0/45/0] construction has the energy absorption ratio of 6.5%, and the [0/30/60] construction 7.0%. The message from this group of composites is that composites with angle-laid reinforcement are more effective in absorbing ballistic impact energy than their align-laid counterpart.
Figure 11 depicts the energy absorption ratio among different composite constructions, taking the energy absorption of the [0/0/0] as 1 in accordance to equation (6). It is seen that the energy absorptions of the angled composites [0/45/0] and [0/30/60] is 3% and nearly 10% higher, respectively, than composite [0/0/0].
Energy absorption ratios of three-layered composites with different lay-ups.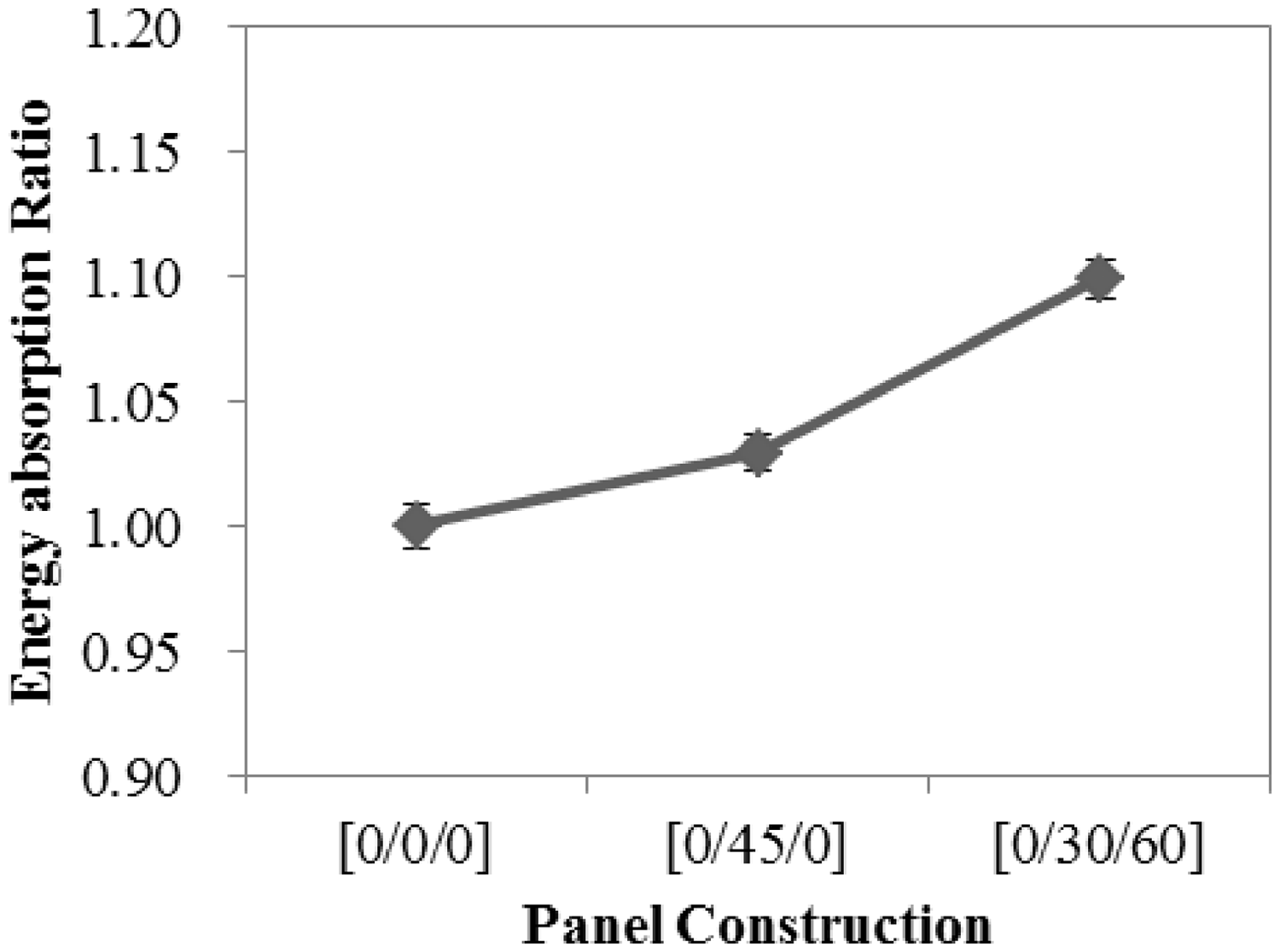
Test results and analysis of four-layered fabric composites
To further explore the influence of layer orientation on ballistic performance, composites with four layers of fabric were also experimented. Figure 12 illustrates the residual velocity versus impact velocity of the projectile impacting against four-layered fabric–reinforced composites. Contrasting to the three-layer fabric-reinforced composites, the curves do not demonstrate enough difference among the constructions. With four-layer reinforcing fabrics, the fitting relations of vr (Y2) of the composites with different reinforcement lay-ups of [0/0/0/0], [0/45/0/45] and [0/22.5/45/67.5] as regard to vi (X) is plotted, respectively, as:
Residual velocity versus impact velocity for projectile against four-layered composites with different lay-ups.


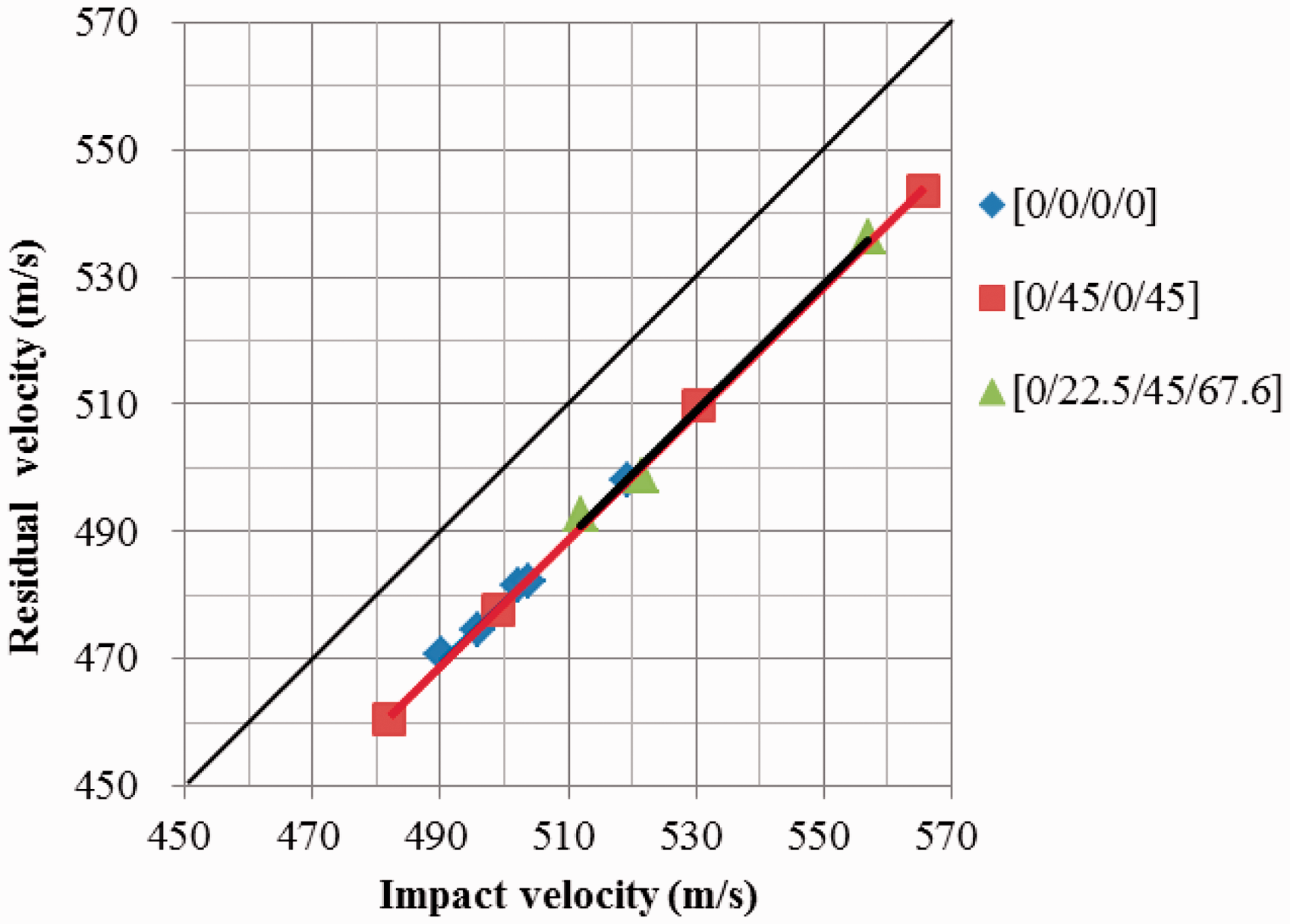
It is shown that the vr linear increased with vi. When vi was located in the same interval, the values of corresponding vr associated to the three constructions [0/0/0/0], [0/45/0/45] and [0/22.5/45/67.5] were all almost same. It is of interest to note the difference between the three- and four-layered composites. It was found that effectiveness of layer orientation in dry fabric panels decreases when the number of layers of fabric reaches a certain value, e.g. eight layers in one setup [18]. There may be a similar phenomenon for the composites, but obviously this deserves further investigation. It is also noted that the impact velocities applied to the four-layered composites are 6% higher than the three-layered composites. Generally speaking, higher impact velocity is associated to lower energy absorption. The sensitivity of layer orientation to the impact velocity also calls for future work.
Calculation of fibre volume fraction
In addition to the panel construction, the fibre volume in composites would also significantly influence the composite behaviour. It was reported that the energy absorption was proportional to fibre volume fraction because the energy was absorbed by deformation and fracture of fibres [26]. Researchers tested the strength of aramid/epoxy composites and reported that fibre tensile strength remains the highest when fibre volume fraction was between 60% and 65%. The fibre modulus would decline with the resin content increasing. Lee and Cheon [27] added that the maximum impact energy absorption was obtained at the fibre volume fraction of around 60%. It was part of this work to calculate the fibre volume fraction of the composites made from different panel constructions.
Fibre volume fraction is determined through chemical matrix digestion method according to ASTM D 3171 and calculated based on the masses and densities of the constituent fibres and matrix. Equation (13) calculates the fibre volume fraction of composites.
Volume fraction of fibres of Twaron® reinforced composites.

It can be seen that the fibre volume fraction of all the composite samples for this research is quite consistent, with the extreme difference being only 0.4%. This indicates that the different trends exhibited between the three- and four-layered are irrelevant to the fibre volume.
Conclusions
The present study investigates the ballistic behaviour of multi-layered aramid/epoxy ballistic composites. Under ballistic impact loading condition, the perforation processes of aligned and angled composite panels were compared to obtain understanding on the influence of reinforcement construction on ballistic performance. The following conclusions could be drawn from the work:
Aramid/epoxy composites with three- and four-layers of fabrics were penetrated by projectile at the high impact velocity ranging from 460 m/s to 510 m/s. It was found that the strain wave propagation is with a circular wave front both aligned and angled ply composites. This is different to the strain wave front observed and reported for dry fabric panels. The main energy absorbent mechanisms of ballistic resistance before the failure of composite are matrix cracking and delamination while the mechanisms during the failure are matrix cracking, delamination and fibre fracture and pull-out. Pull-out effect of fractured fibre is apparent. The cross deformation of principal yarns does not obviously show on the composite surface upon ballistic impact. Yarns in the composites are unable to contribute to energy absorption in the form of deformation mainly due to the restraint given by the resin. Therefore, yarns that are in direct contact with the projectile are more likely to break, and that seems to the main mechanism for absorbing the impact energy. The resultant velocity linear increased with impact velocity in both three-layered and four-layered aramid/epoxy composites. For three-layered aramid/epoxy composites, experimental results showed that composites with different constructions perform differently in ballistic events. The energy absorption capacity in [0/45/0] and [0/30/60] angle-laid composites were enhanced by 3% and 10%, respectively, in comparison to the align-laid composites. Differences with various constructions become unapparent for more fabric layers.
Footnotes
Acknowledgements
The authors wish to thank Teijin Aramid for providing their fibres for research. They are also grateful for the help and assistance from Dr Ying Wang of School of Materials at the University of Manchester.
Declaration of Conflicting Interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.