
Abstract
In view of the strength loss and dimension shrinkage of polyester nonwoven used for the sewage pipeline in the hot-pressing process, the response surface methodology was proposed to optimize the technological parameters of lining material. Select the temperature, time and pressure to enhance the hot-pressing process of lining material with the response value of the rate of dimensional change and tensile strength. The results showed that the temperature was 180°C, time was 3s, and pressure was 2.8MPa. Under this process, the rate of dimensional change was 4.23%, transverse tensile strength was 7.95MPa, and longitudinal tensile strength was 5.26MPa. It showed that the response surface methodology had practical application value, and provided a theoretical basis for the hot-pressing parameters of lining material with maximum tensile strength and minimum dimensional shrinkage. The paper also tested the adhesive strength, air permeability and water permeability of lining material under the optimal process, founding that the prepared material had excellent adhesive strength, air permeability, water permeability, and could meet the construction requirements of pipeline rehabilitation and the use requirements of conveying medium.
Keywords
Introduction
In practice, tubular polyester nonwoven composite material used for turnover lining of sewage pipeline has the characteristics of high tensile strength and good chemical stability, which can effectively extend the service life of the old pipe [1,2]. Among them, impervious membrane is an important part of tubular composite material, which is in direct contact with the conveying medium in the pipeline and mainly plays a role in anti-permeability and anti-corrosion [3,4]. At present, polyurethane, polyethylene, polyvinyl chloride and other materials are mainly selected as the impervious membrane for the lining material. Due to their excellent sealing performance and chemical stability, they provide a material guarantee for pipeline seepage prevention [5–7]. In these materials, polyurethane has better film-forming property, preferable adhesion property, and more excellent corrosion resistance, and is more suitable for transmission of sewage pipeline containing corrosive medium [8]. However, due to the high melting temperature of polyurethane, polyester nonwovens have to suffer from the strength loss and dimension shrinkage to a certain extent in a certain period of time, which directly or indirectly causes huge economic losses [9,10]. In order to reduce economic loss, it is urgent to improve the hot-pressing process of polyester nonwoven lining material, so that the material can withstand the inversion pressure and working pressure of the sewage pipeline.
In the hot-pressing process of polyester nonwoven lining material, the temperature, time and pressure directly affect the finished product quality and the production efficiency. Therefore, some scholars have studied the tensile strength, air permeability and water permeability of lining material under different hot-pressing process parameters, providing the theoretical basis for preparation of tubular material for pipeline rehabilitation [11,12]. Cheng Jianxiong et al. used the range analysis and variance analysis to study the tensile strength of polyester reinforced nonwovens under different hot-pressing processes, and found that the temperature was the most essential factor affecting the tensile strength, and the prepared materials met the requirements of theoretical design [13]. Ma Zhiyuan et al. analyzed the best hot-pressing conditions of polyester/polyethylene composites by orthogonal experiment, and obtained that the tensile strength and the adhesive strength increased with the increase of temperature, pressure and time [14]. Mattos et al. studied the tensile strength of polyurethane/fiberglass composites at different temperatures, founding that the tensile strength was basically unaffected by temperature in a certain range, and the blasting experiment verified that polyurethane could be used to strengthen corroded pipeline [15]. The above researches mainly focus on the performance characteristics under one kind of technological parameters, and seldom discusses the mutual influence of the hot-pressing process parameters.
The response surface methodology is a statistical method that seeks for optimal process parameters and solves multivariable problems by analyzing regression equations [16]. Many researchers use response surface methodology to optimize the process parameters of products, and achieve good results in product quality. In view of the influence of the thickness of tubular material on the flow capacity and the strength after pipeline rehabilitation, Zhang Shujie used response surface methodology to optimize the preparation process of nonwoven fabric, and verified that the strength of thinner composite nonwoven material can meet the requirements of working pressure [17]. In manufacturing, process parameters of modeling are the key work, affecting the product quality and production cost. Therefore, this paper used the response surface methodology to optimize the hot-pressing design of polyester nonwoven lining material, to explore the effect of temperature, time and pressure on the rate of dimensional change and the tensile strength, in order to get the optimal effect of process conditions. Finally, the rate of dimensional change, tensile strength, adhesive strength and permeability resistance of lining material under the optimal process were tested, so as to provide a theoretical method for the preparation of tubular materials for repairing the sewage pipeline.
Experimental
Materials
The polyester fiber was a product of Tianjin Lierda Chemical Fiber Manufacturing Corp (China). The average length of polyester fiber is 60mm, and the breaking strength is 7.8cN/dtex. High strength polyester sewing thread was purchased from Zhejiang Hujiang Line Industry Co., LTD. (China), and the size of its yarn is 40S/2. Thermoplastic Polyurethane was bought from the Lubrizol Corp (Ohio, USA), and its serial number is 58887 TPU. All materials were used as received.
Preparation of polyester nonwoven lining material
Structural design
In order to make the polyester nonwoven lining material able to withstand the inversion pressure and working pressure of sewage pipeline, structural design should be selected to prepare the lining material with excellent physical and chemical properties. The structural design of this paper is as follows: 3cm suture width is reserved on both sides of polyester nonwovens, and the nonwovens are coated by hot pressing, as shown in Figure 1(a); after the material is sewed into tubes, and the lining hose is prepared by sealing coating, as shown in Figure 1(b).

Structural design. (a) Polyester nonwoven lining material. (b) Polyester nonwoven composite lining hose.
Preparation technology
Polyester fibers were loosened on a fiber blending machine (XFH, Qingdao Jiaonan Knitting Co., Ltd. China), netted on a carding machine (CUARNICARD, Spain), and needle-punched on a needling machine (SCZ-1150, Changshu Instruments, China) with a fiber web areal weight of 500 g/m2, a needling density of 360 thorn/cm2, and a needling depth of 14mm to make polyester nonwovens. The lining material is made by hydraulic machine (BGD-8120, Qingdao Bogda Testing Instrument Co., Ltd. China) under the conditions of temperature 170∼190°C, time 2∼6s and pressure 2.4∼3.2MPa [1,17]. The hot-pressed material is sewn into a tube on a four-needle and six-thread feed-off arm model industrial interlock sewing machine (FW-740TA, Shing Ray Sewing Machine Co., Ltd. China), besides the sealing coating was applied to the seam by the above-mentioned process, so as to prepare the tubular material.
Test methods of polyester nonwoven lining material
Tensile strength test
According to GB/T 1447-2005 “Fiber-reinforced plastics composites-Determination of tensile properties”, longitudinal and transverse tensile strength of lining material was tested [18]. Tensile test specimen specification is 250mm×25mm, and universal strength tester (5969, Instron Engineering Corp, USA) is adopted for testing. Tensile specimen clamping distance is 150mm, and loading speed is 100mm/min.
Adhesive strength test
According to FZ/T 01010-2012 “Coated fabrics-Determination of hot-pressing peeling strength”, adhesive strength of lining material was tested [19]. The specimens were cut into sizes as shown in Figure 2, and universal strength tester (5969, Instron Engineering Corp, USA) is adopted for testing. The dissection angle was 180°, the loading speed was 100mm/min, and the effective dissection length was controlled at more than 70mm, until about 10mm remained in the adhesive part [20]. Adhesive strength is calculated as follows


Sample size of adhesive strength.
Where
Air permeability test
According to GB/T 5453-1997 “Textiles-Determination of the permeability of fabrics to air”, air permeability of lining material was tested [21]. Ten different parts were selected from the material to avoid folds and edges. The test aperture was 1.2mm, and the test was carried out with fabric air permeability meter (Y561, Ningbo Textile Instrument Co. LTD. China). The test area was 20cm2 and the pressure drop is 200Pa.
Water permeability test
According to GB/T 4744-2013 “Textiles-Testing and evaluation for water resistance-Hydrostatic pressure method”, water permeability of lining material was tested [22]. Five different parts were selected from the material to avoid folds and edges. The rising rate of water pressure was 1.00±0.05KPa/min, and the test was carried out with fabric water permeability tester (YG(B)812, Wenzhou Darong Textile Instrument Co. LTD. China). The test area was 100cm2 and the temperature was 20°C ± 2°C.
Scanning electron microscopy (SEM)
The morphology of the samples from the lining material is examined using a scanning electron microscope (TM3030, HITACHI, Japan). Samples are cut into fragments and then sputter-coated with gold for SEM observations. The accelerating voltage is 15 kv and the magnification is set at 120×. The images of surface topography are analyzed with Nano Measurer 1.2 to obtain the pore size of the samples.
Single factor test
Hot-pressing temperature
The influence of different temperatures on the optimization of hot-pressing process of lining material was studied. The optimum effect of hot-pressing process was determined by the rate of dimensional change and longitudinal and transverse tensile strength.
Hot-pressing time
Under the condition that the temperature was 180°C, different time was selected to study its influence on the optimization of hot-pressing process for lining material. The optimum effect of hot-pressing process was determined by the rate of dimensional change and tensile strength.
Hot-pressing pressure
Under the condition that the temperature was 180°C and time was 3s, the pressure was selected as 2.4∼3.2MPa to study its influence on the optimization of hot-pressing process for lining material. The optimum effect of hot-pressing process was determined by the rate of dimensional change and tensile strength.
Response surface design
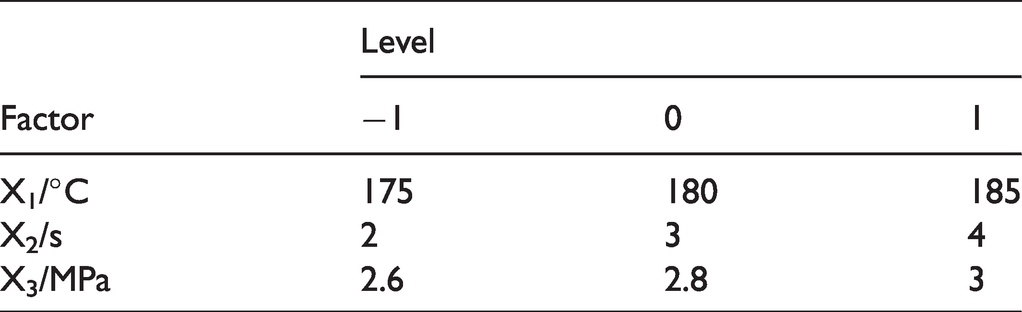
According to Box-Behnken test design principle, three-factor and three-level response surface analysis method is adopted to optimize the hot-pressing process of lining material [23,24]. On the basis of single factor test, the temperature 180°C, the time 3s, and the pressure 2.8MPa were selected as the 0 levels. The experimental levels of each factor were coded with −1, 0, and 1 respectively (Table 1). A total of 17 experimental groups was designed. Set the temperature, time and pressure as independent variables X1, X2 and X3, and the rate of dimensional change and tensile strength as response values. Three factors and three levels of tests were designed to investigate their interaction effects. The values of test factors and levels were shown in Table 1.
. Analyze factors and levels by response surface method.
Results and discussion
Optimization results of the hot-pressing process
Hot-pressing temperature
As can be seen from Figure 3, when the temperature is 180°C, the tensile strength of polyester nonwoven lining material reaches the maximum, the transverse tensile strength is 7.98MPa, and the longitudinal tensile strength is 5.28MPa. The results show that when the temperature is 180 °C, the polyester fiber after hot pressing has the best adhesion, the compactness of nonwoven fabric is the best, and the tensile strength is the highest. When the temperature continues to increase, the internal structure of polyester fiber is damaged, resulting in the decrease of tensile strength [25,26].

Influence of temperature on the optimization of hot-pressing process.
As shown in Figure 3, the dimensional shrinkage of lining material increases with the temperature. This is due to polyester fibers will shrink at a certain temperature. As the temperature rises, the thermal shrinkage of polyester fiber increases until it melts [27,28]. Thus, the temperature is 180°C as the next condition.
Hot-pressing time
It can be seen from Figure 4 that when the time is 3s, the tensile strength of lining material is the largest, the transverse tensile strength is 8.23MPa, and the longitudinal tensile strength is 5.46MPa. The results show that when the time is 3s, the adhesive effect of polyester fiber is the best and the consolidation among the fibers is the strongest, and the tensile strength is the greatest. Over time, polyester fibers will be damaged under the effect of the temperature, causing the reduction of the tensile strength [25,26].

Influence of time on the optimization of hot-pressing process.
As shown in Figure 4, the dimensional shrinkage increases with time. This is because polyester fibers shrink at a certain temperature. With time increasing, the degree of thermal shrinkage increases until it tends to remain unchanged [27,28]. In order to ensure that the material has the lower dimensional shrinkage and better tensile strength, the time is 3s as the following condition.
Hot-pressing pressure
As can be seen from Figure 5 that the pressure has little influence on the tensile strength of lining materials. This is due to within the pressure range of the film hot-pressing, the pressure mainly plays a role in ensuring the adhesive strength between the impervious membrane and the polyester nonwoven, and has no damage in the fiber structure [29].
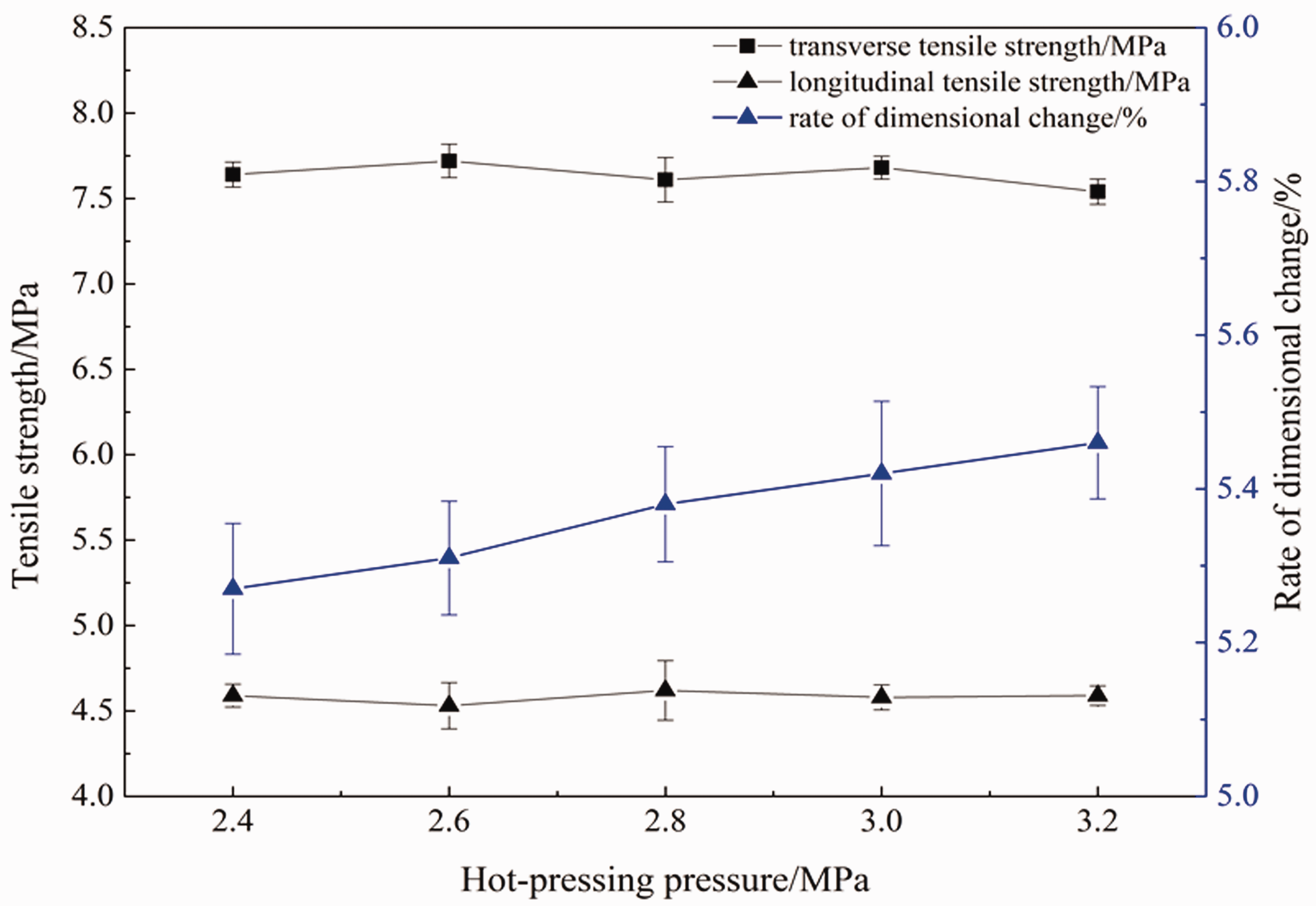
Influence of pressure on the optimization of hot-pressing process.
As shown in Figure 5, the dimensional shrinkage increases with the increasing pressure, but the change trend is not obvious. This is because within a certain range of pressure, the pressure is not the direct reason for the thermal shrinkage, and the fiber structure of nonwoven fabric is compact, so the dimensional shrinkage is slightly increased [30].
Response surface methodology for hot-pressing parameters
Establishment of mathematical model and significance test
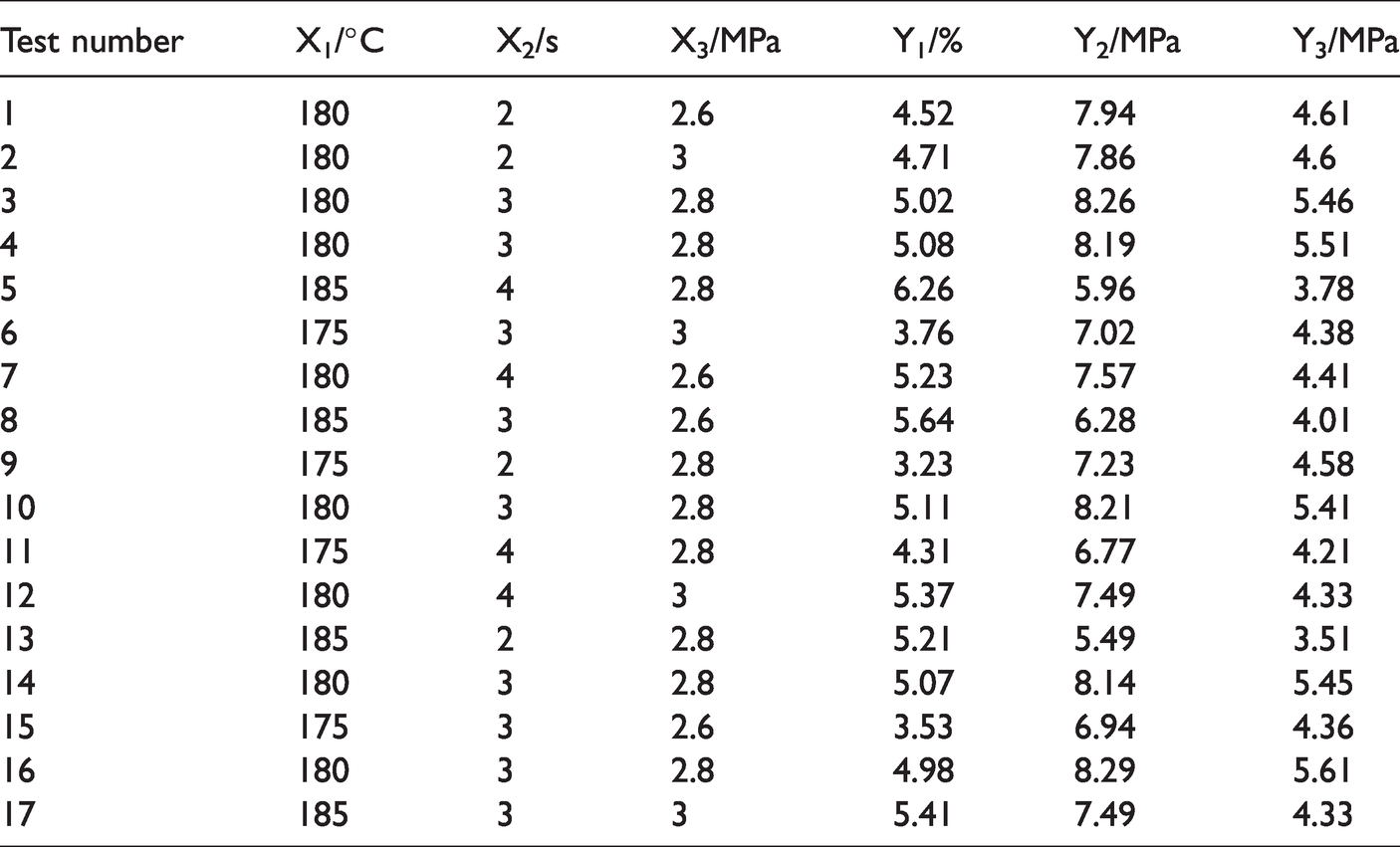
Test design and results of response surface are shown in Table 2. The response values of dimension shrinkage Y1, transverse tensile strength Y2 and longitudinal tensile strength Y3 of lining material were obtained by using the software Design-Expert 10 [31]. After fitting regression, the equation was obtained.


. Response surface design and results.
It can be seen from Table 3 that the F value of the regression model selected in the experiment is 74.28, and P < 0.0001, which indicates that the model between the dependent variable and all the independent variables of the dimensional shrinkage of lining material has high credibility and accurate simulation [32]. The corrected coefficient of determination R2Adj is 0.9763, which represents that the model can explain 97.63% of the variation of response value. The correlation coefficient R2 is 0.9896, which shows that the model has good fitting degree and small experimental error. The coefficient is shown in Figure 6(a), and the model can be used to explain dimensional shrinkage. Meanwhile, the significance of regression equation Y1 is analyzed according to Table 3. If P < 0.05 is significant, X1 and X2 have significant influence in the first term and X12 has significant influence in the second term. From the P value and F value, it can be concluded that the influence degree of each factor on the dimensional shrinkage is temperature > time > pressure [33,34].
Regression analysis for dimension shrinkage of lining material.

Note: *– Significant difference (P < 0.05); **– Difference is extremely significant (P < 0.01). R2 = 0.9896, R2Adj = 0.9763.

Prediction diagram. (a) The coefficient of regression model. (b) The optimal solution of regression model.
It can be seen from Table 4 that the F value is 7.9, and the P value is 0.0062, which indicates that the model among the variables of transverse tensile strength has good reliability [32]. The corrected coefficient of determination R2Adj is 0.7951, which shows that the model can explain 79.51% of the variation of response value. The correlation coefficient R2 is 0.9104, which shows that the model has small experimental error. The coefficient is shown in Figure 6(a), and the model can be used to explain transverse tensile strength. Moreover, the significance analysis of regression equation Y2 shows that in the first term of the model, X1 has a significant effect, while in the second term, X12 and X22 have significant effects. From the P value and F value, the influence degree of each factor on the transverse tensile strength is as follows: temperature > pressure > time [33,34].
Regression analysis for transverse tensile strength of lining material.

Notes: R2 = 0.9104, R2Adj = 0.7951; *Significant difference (P<0.05); **Difference is extremely significant (P<0.01).
It can be seen from Table 5 that the F value is 23.11, and the P value is 0.0002, which indicates that the model among the variables of longitudinal tensile strength has accurate simulation [32]. The corrected coefficient of determination R2Adj is 0.9256, which indicates that the model can explain 92.56% of the variation of response value. The correlation coefficient R2 is 0.9674, which shows that the model has good fitting degree. The coefficient is shown in Figure 6(a), and the model can be used to explain longitudinal tensile strength. At the same time, the significance of regression equation Y3 is analyzed according to Table 5. If P < 0.05 is significant, in the first term of the model, X1 has a significant effect, and in the second term, X12, X22 and X32 have significant effects. From the P value and F value, it can be concluded that the influence degree of each factor on longitudinal tensile strength is temperature > time > pressure [33,34].
Regression analysis for longitudinal tensile strength of lining material.

Notes:R2 = 0.9674, R2Adj = 0.9256.
From the regression models of Table 3, Table 4 and Table 5, the influence of test factors is not a simple linear relationship, so the equation can be used to determine the best conditions for optimizing the hot-pressing process of lining material.
Response surface test analysis and optimization
Combined with the BBD experimental design, RSM was used to draw the three-dimensional response surface graph of the interaction of various factors. The steepness of three-dimensional graph can show the influence of two factors on the response value. While oval shape of contour line points out that interaction between two factors is significant, and circle indicates that interaction is not significant. The highest point of response surface represents the extreme value in the range of the investigated factors. The 3D response surface diagram of the interaction of three factors on the dimensional shrinkage and tensile strength of lining material is shown in Figure 7 [35,36].

Response surface diagram of each factor. (a) Influence of the interaction on dimensional shrinkage. (b) Influence of the interaction on transverse tensile strength. (c) Influence of the interaction on longitudinal tensile strength.
It can be seen from Figure 7(a) that when evaluating the dimensional shrinkage, one of the factors is fixed, and the other two factors have a certain influence on the shrinkage. In a certain range, when the time or pressure is constant, dimensional shrinkage increases with temperature. When the pressure is constant, dimensional shrinkage increases with time. From the curvature of response surface, it can be seen that the influence of temperature on the dimension shrinkage is much better than that of time and pressure [35,36].
It can be seen from Figure 7(b) that in a certain range, when the time or pressure is constant, transverse tensile strength first increases and then decreases with the increase of temperature. When the pressure is constant, transverse tensile strength also slightly increases and then decreases with the increase of time. From the curvature of response surface, it can be seen that the influence of temperature is greater than that of time and pressure [35,36].
It can be seen from Figure 7(c) that in a certain range, when the time or pressure is constant, longitudinal tensile strength increases first and then decreases with the increase of temperature. When the pressure is constant, longitudinal tensile strength also increases first and then decreases with the increase of time. From the curvature of response surface, it can be seen that the influence of temperature is greater than that of time and pressure [35,36].
Through the analysis of Figure 7, it can see that there are target values of response surface design with the minimum dimensional shrinkage and the maximum tensile strength. The function of design expert 10 software was used to optimize the hot-pressing conditions of lining material [37]. According to the mathematical model, the optimal conditions are as follows: temperature is 177.346°C, and time is 2.658s, and pressure is 2.754MPa. The predicted shrinkage rate is 4.269%, and transverse tensile strength is 8.043MPa, and longitudinal tensile strength is 5.338MPa, as shown in Figure 6(b).
Verification tests
In order to test the reliability of the response surface method, the optimal conditions mentioned above were combined, and the convenience of practical operation was taken into account. The actual optimal conditions were set as temperature 180°C, and time 3s, and pressure 2.8MPa. Under this process, the dimension shrinkage is 4.23%, and transverse tensile strength is 7.95MPa, and longitudinal tensile strength is 5.26MPa. The experimental value is close to the theoretical value, which indicates that the response surface method has practical application value, and can provide a theoretical method for the hot-pressing conditions of lining material with the maximum tensile strength and minimum dimensional shrinkage.
Structural characterization
In order to improve the strength loss and size shrinkage of polyester nonwoven in the hot-pressing process, the optimal conditions were used to prepare the lining material. The macro structure of polyester nonwoven and impervious membrane are shown in Figure 8(a) and (b). Figure 8(a) shows that the fiber structure of polyester nonwoven is randomly arranged, which is conducive to subsequent resin impregnation. Figure 8(b) shows that the surface of impervious membrane is smooth and flat, which does not affect the transportation of pipeline medium [17]. Moreover, the microstructure of polyester nonwoven and the microstructure of lining material are shown in Figure 8(c) and (d). Figure 8(c) further shows that the fiber structure of polyester nonwoven is randomly arranged, and the fiber has a certain degree of curl. In addition, the average pore diameter between fibers is approximately 0.08111mm. Figure 8(d) shows that polyurethane films and polyester nonwoven are well combined, and some polyester fibers melt into polyurethane films, which indicates that the prepared material has good adhesive strength to a certain extent.

The images of polyester nonwoven lining material. (a) The macro structure of polyester nonwoven. (b) The macro structure of impervious membrane. (c) The microstructure of polyester nonwoven. (d) The microstructure of lining material.
Adhesive strength
Adhesive strength is an important parameter to measure the quality of polyester nonwoven lining material. The higher the adhesive strength, the lower the possibility of delamination between impervious membrane and polyester nonwoven, which is conducive to the CIPP rehabilitation of sewage pipelines [38]. The adhesive strength of the prepared material is tested, as shown in Table 6. The results show that the adhesive strength is 26.83N/cm, which belongs to incomplete peeling. The results show that it has a high adhesive strength to ensure the integrity of lining material, which is convenient for the transportation of pipeline medium.
. Adhesive strength between impervious membrane and polyester nonwoven.

Test of impermeability
Air permeability
In the CIPP rehabilitation of sewage pipeline, polyester nonwoven lining material is repaired in the form of “pipe in pipe” by air pressure, so the material should have good impermeability to ensure the construction requirements [39]. The air permeability was tested, and it was found that the pressure difference was always maintained at 400mm water column, which was the maximum limit value of the measuring range. After staying for 30 minutes, the reading of the water column remained unchanged. The results show that the material has excellent impermeability and can meet the construction requirements of pipeline rehabilitation.
Water permeability
In the CIPP rehabilitation of sewage pipeline, polyester nonwoven lining material must meet the sealing requirements when it is used inside the old pipe. As a result, the material should have good impermeability to prevent the penetration of the medium [40]. The water permeability was tested, and it was found that after the water column reached the full range of 1.45m, and there were still no water seepage in three places in the sample. The results show that the material has excellent impermeability and can attain the requirements of medium transportation.
Conclusions
The optimal hot-pressing process conditions of polyester nonwoven lining material were determined by response surface method as follows: the temperature was 180°C, the time was 3s, and the pressure was 2.8MPa. Under the same conditions, the dimension shrinkage is 4.23%, transverse tensile strength is 7.95MPa and longitudinal tensile strength is 5.26MPa, which is close to the theoretical value, indicating that the method has practical application value, and can provide a theoretical method for the preparation of lining material with maximum tensile strength and minimum size shrinkage. Combined with the adhesive strength, air permeability and water permeability of polyester nonwoven lining material under the optimal hot-pressing conditions. The results show that the material has excellent adhesive strength, air permeability and water permeability, which can achieve the construction requirements of repairing the sewage pipeline and the use requirements of conveying medium, and provide a theoretical basis for the preparation of tubular materials for CIPP rehabilitation.
Footnotes
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This research was financially supported by the National Youth Foundation of China (51303128) and the Natural Science Foundation of Tianjin (15JCZDJC38400).