
Abstract
Fabric preforms undergo transverse compaction during composite manufacturing. This compaction changes the preform thickness, fibre volume fraction (FVF), tow geometry and voids for resin flow. In this paper, influence of yarn hybridisation and fibre architecture on the compaction response of woven fabric preforms has been studied. A series of cyclic compression tests have been carried out on both dry and wet preforms. The effect of hybridisation on compressibility has been investigated for single as well as multilayer fabrics. The influence of interlacement pattern (twill and satin fabrics) with hybrid yarns has also been investigated. Nesting efficiencies of multilayer stacks have been studied by utilising mechanical test results. Additionally, the meso-structure of single and multilayer fabrics under 1 bar pressure has been analysed using SEM images. It is observed that the thickness reduction for single layer twill hybrid fabric is 38% while thickness reduction for twill S-glass fabric is 67% at 100 kPa. Moreover, single layer hybrid twill fabrics have shown higher compressibility resistance (60% thickness reduction at 100 kPa) compared to single layer hybrid satin fabrics (which showed 67% thickness reduction at 100 kPa). Whereas opposite trend is observed for multilayer hybrid fabrics due to nesting effect.
Introduction
The use of composite materials has gained popularity as a key structural element in civil, automotive and aerospace industries due to their ease of handling and higher strength to weight ratio [1,2]. When composite materials are used as structural parts, they undergo different loadings especially impact loading which is a main fracture mode in aerospace industry that could reduce residual strength of the structural parts [3]. Glass fibre-reinforced composites are easily exposed to impact damage in spite of their high specific strength and stiffness [4]. Extensive research is needed to optimise material and design for textile structures to mitigate the impact damage in composite materials [5]. Only one type of textile reinforcement may not be sufficient to achieve the best possible performance for composite laminates. Thus, one possible way to achieve better performance is by adopting a hybrid composite structure made up of two or more different fibres or resins [6–8]. Combining two or more fibres as reinforcement into composite laminate will enhance performance in comparison to composites manufactured from individual reinforcement [9]. Recently, it has been observed that composite parts manufactured by hybrid glass and polypropylene yarns provide better damage resistance to impact loadings [10–13]. The research is going on to optimize the fibre volume fraction and mechanical performance of textile composites [14]. Composite manufacturing processes play an important role in determining the final fibre volume fraction and mechanical properties of the resulting polymer composites [15]. Various composite manufacturing techniques such as vacuum-infusion, autoclave curing or resin transfer moulding (RTM) involve compaction of dry or resin-impregnated preforms [16]. The main role of compaction is to achieve full consolidation of textile-reinforcements and to obtain the desired fibre volume fraction in finished parts [17–20]. Compaction of the fabrics during composite manufacturing changes the preform thickness and meso-structure of the preform [21]. A number of researchers have studied the compression behaviour of different fabrics [19, 22–29]. The compaction behaviour of wet fabrics is different from dry fabrics as observed by various researchers [30–34]. Much attention has already been paid towards deformation of textile structures made of glass and carbon fibres under transverse compaction, e.g. [35–37]. The hybrid yarn fabrics with polypropylene have been introduced quite recently and only a limited research work is available on the behaviour of hybrid yarn fabrics under transverse compaction during composite manufacturing. Due to importance of hybrid yarn fabrics in aerospace applications, detailed investigation is needed to understand the behaviour of the hybrid yarn fabrics under transverse compaction during composite manufacturing.
In this work, therefore we developed fabrics from glass yarns and hybrid fabrics by combining glass and polypropylene yarns and studied the compressibility resistance of these glass and hybrid yarn fabrics. For this purpose, we performed a series of compaction cycles on single and multilayer fabrics in both dry and wet states. The effect of the weave patterns (i.e. twill and satin fabrics) on the compressibility resistance, nesting efficiency and the thickness of composite laminates made from hybrid yarn fabrics was also investigated. Moreover, the meso-structure of these fabrics was studied by utilising SEM images.
Material and methods
Materials
Yarn-level hybridization with aiding commingling and core-wrapping processes have been used in this study. Two continuous fibre types are employed. The first one is a high strength glass fibre, i.e. S-glass, and second one is a high ductile thermoplastic fibre, i.e. Polypropylene (PP), which are supplied by AGY industries UK [38] and Drake Extrusion UK [39], respectively.
The specifications of the yarns are given in Table 1. Further details of the yarn commingling and core- wrapping process used for manufacturing hybrid yarns can be seen in already published work by the authors [40].
Specifications of S-glass, PP, twisted S-glass and hybrid S-glass/PP yarns.

The cross-sectional SEM images of S-glass and hybrids yarns are presented in Figure 1. In addition, the SEM images of S-glass yarns, PP yarns, and hybrids yarns are illustrated in Figure 2 showing the arrangement of fibres within yarns.
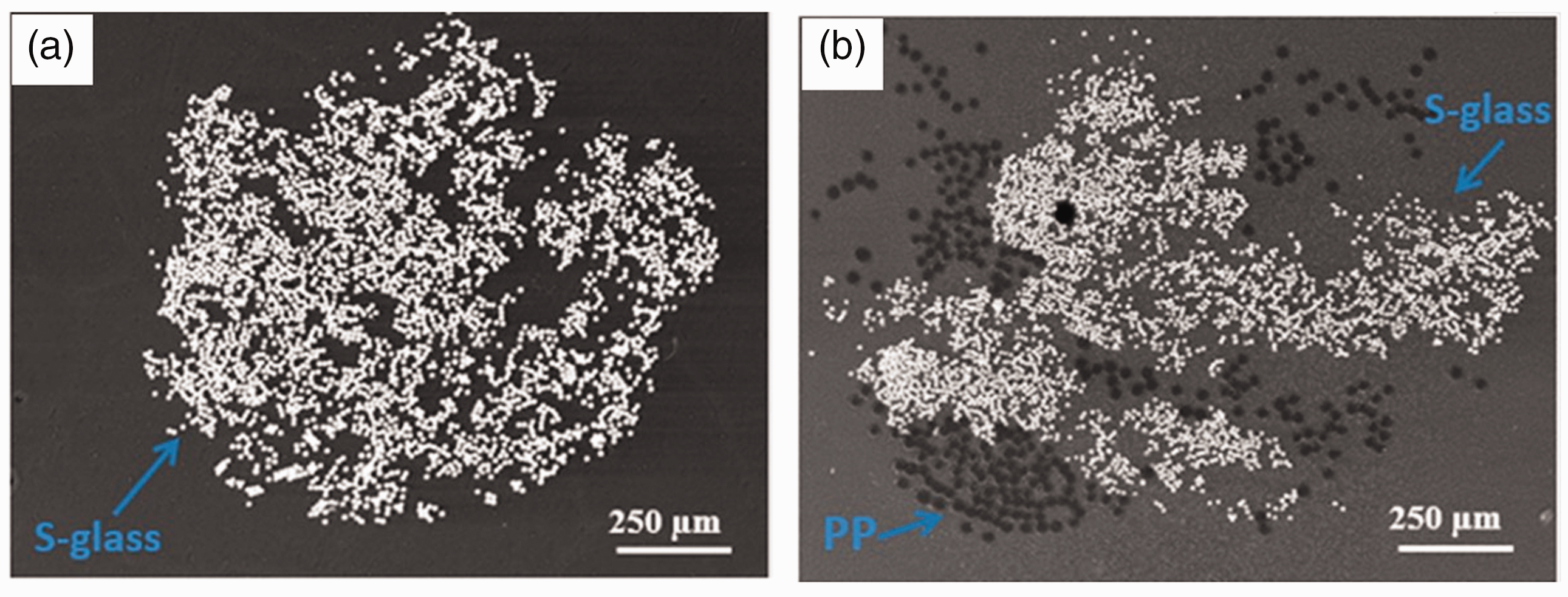
SEM images of cross section of (a) twisted S-glass yarn, and (b) hybrid S-glass/PP yarn.

SEM images of (a) PP yarns, (b) Twisted S-glass yarns, and (c) hybrids yarns.
Fabric manufacturing
Both hybrid and twisted S-glass yarn fabrics were manufactured at the University of Manchester. The twisted S-glass yarns were used to weave a 2/2 twill fabric while hybrid yarn fabrics were manufactured by using S-glass and polypropylene yarns. Three different fabrics were produced in this way namely glass fabric with 2/2 twill weave, and hybrid fabrics with 2/2 twill weave and 5H satin weave. The thread density (warp and weft), areal density, crimp level, and thickness were measured according to ASTM standards, i.e. D3775-02, D3776-09, D3883-04 and D1777-09, respectively, and are given in Table 2. The areal density is kept approximately constant (1050 g/m2) as can be seen from Table 2. A pictorial representation of the flow process for fabric manufacturing is presented in Figure 3. The weave patterns of these fabrics were manufactured by utilising Texgen software and are presented in Figure 4. The design (drafting plan) and scanned images of the fabrics are also presented in same figure (Figure 4).
Fabrics specifications.

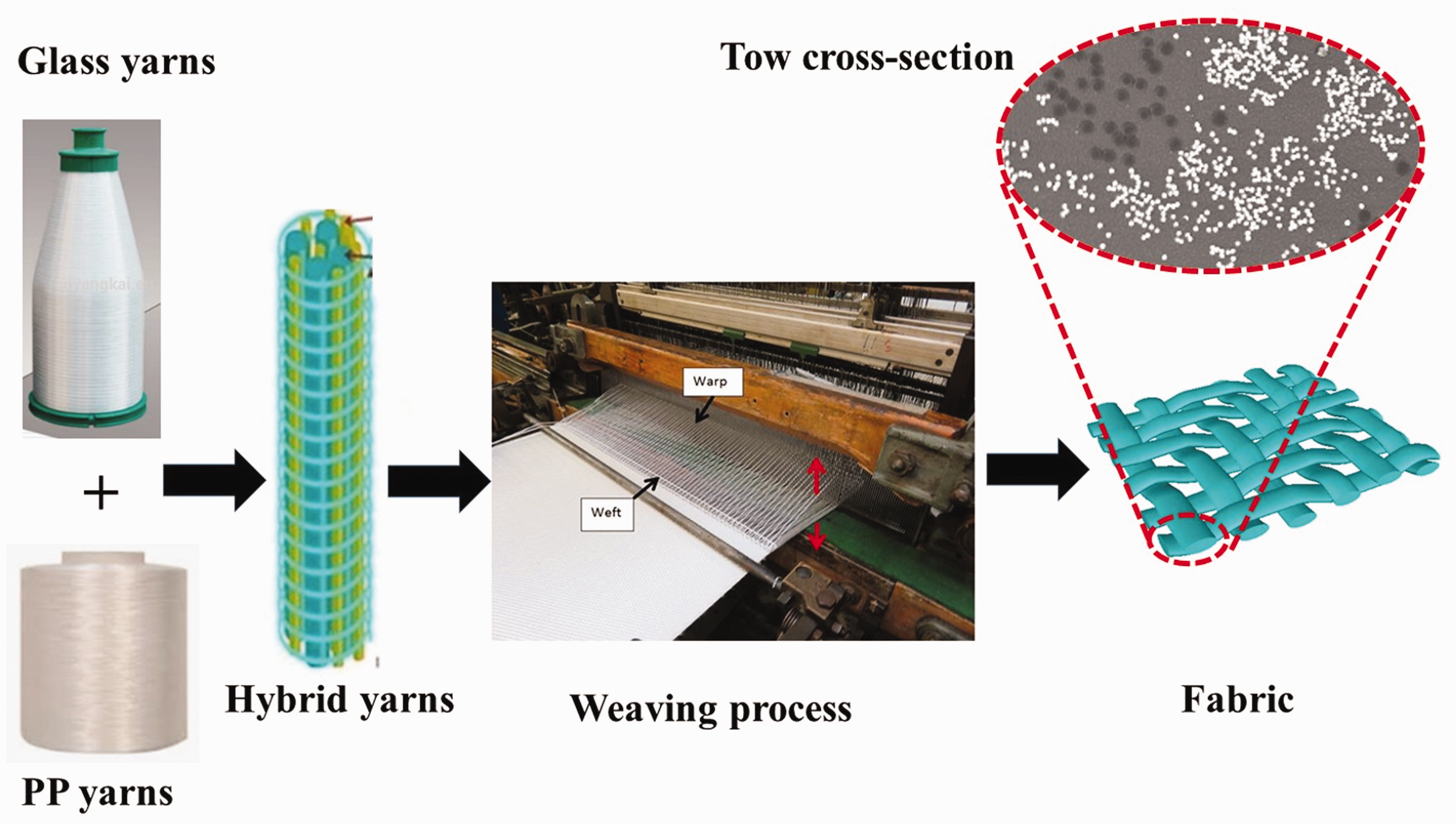
Fabric manufacturing flow process.
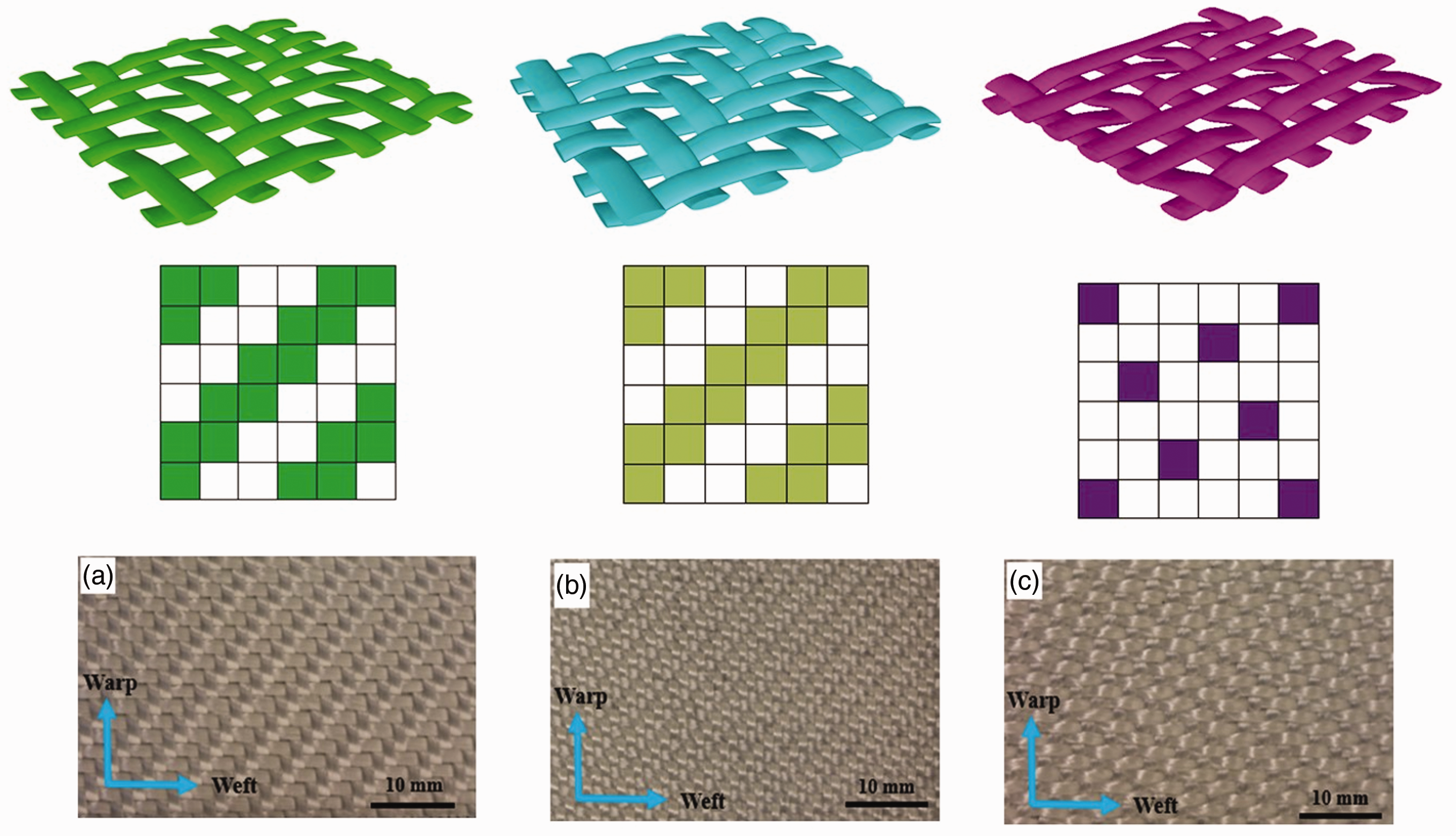
Images of fabrics: (a) 2/2 twill S-glass, (b) 2/2 twill S-glass/PP and (c) 5H satin S-glass/PP.
Test methods
Fabric samples were tested using the Instron 5569 machine equipped with a 5 kN load cell (Figure 5) to analyse their compression behaviour. For fabric compression, we followed the procedures adopted in literature [41,42]. Prior to testing, the compliance correction was done in order to to minimise the errors due to machine compliance by following the procedure reported in [43,44]. In this study, the sample area was 50 cm2 while the machine crosshead was moved at a constant speed of 1 mm/min to apply the desired constant pressure. For testing the samples in wet conditions, the samples were saturated with distilled water before compression tests by following the procedure adopted in [32]. Furthermore, to study the behaviour of the fabrics under cyclic loading, 10 loading cycles were performed on single and multilayer fabrics both in dry and wet states. Pressure thickness curves were recorded for each cycle.

Instron 5569 testing machine used for fabric compression.
Preparation of SEM samples
In order to investigate the meso-structure of single and multilayer fabrics, the specimens of 40 mm×30 mm sizes were impregnated with fast curing epoxy resin and hardener and inserted between two-compression plate as shown in Figure 6. These specimens were kept under 1 bar pressure to simulate vacuum infusion process and allowed to cure. After curing, the specimens were sectioned using a precision cutter with an abrasive cutting wheel. SEM image of cured fabric samples were achieved by using Philips XL 30 FEG microscope, at an acceleration voltage of 20 kV and magnification of 300×. Before scanning, specimens were coated with a thin conductive layer of carbon to avoid charging.
Schematic of the fabric sample under 1 bar pressure to cure for SEM images.
Results and discussion
Macroscopic deformation
Effect of hybridisation and fibre architecture on the compressibility of single layer
The compaction of single layer fabric was performed both in dry and wet states. The thickness results for dry fabrics at different pressure levels are presented in Figure 7. For dry fabrics, it was observed that the initial thickness of 2/2 twill S-glass/PP was higher as compared to 2/2 twill S-glass which can be attributed to higher diameter of glass/PP fibre which was almost three-times of diameter of GF fibre as shown in Figure 8. On compression, the decrease in thickness of 2/2 twill S-glass fabric was significantly higher compared to 2/2 twill S-glass/PP. At a pressure level of 50 kPa, the thickness reduction for 2/2 twill S-glass fabric was 52% while at the same pressure level, the thickness reduction was 22% for 2/2 twill S-glass/PP hybrid structure. Similarly, at a pressure level of 100kP, thickness reduction was higher for 2/2 twill S-glass yarn (67%) compared to 2/2 twill S-glass/PP (38%) as shown in Table 3. These thickness changes with pressure showed that S-glass/PP hybrid yarn fabrics exhibited higher compression resistance compared to S-glass fabrics.

The variation in layer thickness as a function of pressure for single layer dry fabrics.

SEM micrographs of hybrid yarns, dark circles are PP fibres while white circles are GF fibres.
Thickness reduction of one layer of fabrics under different pressures.
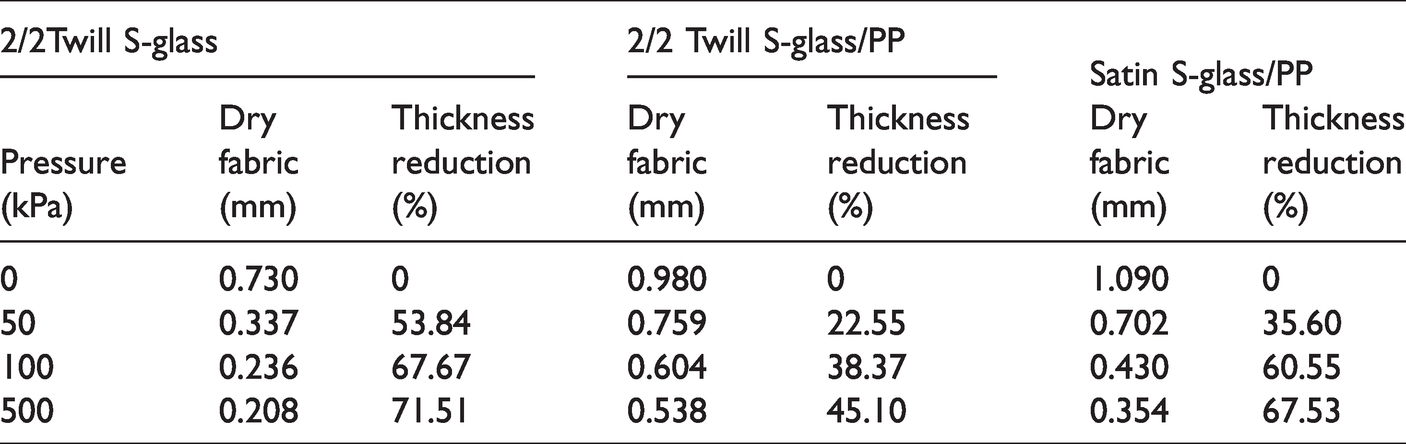
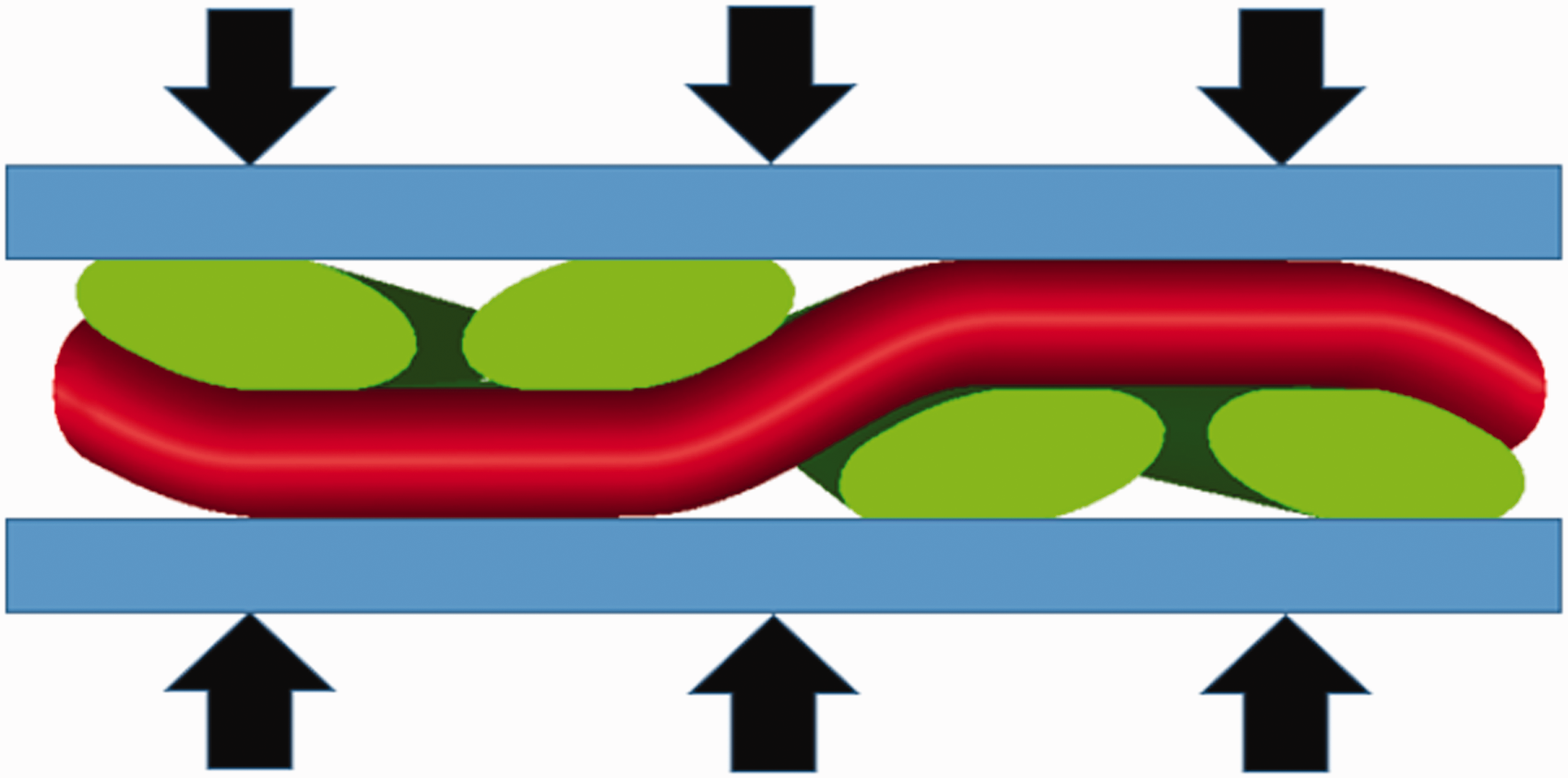
The pressure-thickness relation for different types of woven fabrics (twill and satin) consisting of hybrid yarns are also presented in Figure 7. Initial thickness of satin fabrics (S-glass/PP) was higher than 2/2 twill S-glass/PP hybrid fabrics. However, over compression, the twill fabrics was found to be most difficult to compress and showed least thickness reduction while satin S-glass/PP hybrid fabric was easiest to compress. At a pressure level of 70 kPa, the thickness of twill (S-glass/PP) and satin (S-glass/PP) became similar. On further compression to a pressure level of 100 kPa and beyond, the thickness of satin fabric became smaller than twill fabric. This higher thickness reduction in satin fabric can be attributed to the lowest ratio of curved part to straight in satin fabric compared to twill fabric due to their different float lengths as can be seen in Figure 9. The macro-bending deformation in twill weave single layer physically contributes much more to resist compression, which results in smaller thickness reduction in twill weave fabrics compared to satin fabrics as observed in literature [45]. Similar behaviour was observed by Yousaf et al. [35] for twill and satin single layer fabrics.

Compaction of single layer: (a) 2/2 twill S-glass/PP and (b) satin S-glass/PP fabrics.
Effect of wetting on compressibility of single layer
As described earlier, the compaction of fabrics was also performed in wet states by saturating the fabrics with distilled water before compaction by following the procedure adopted in [32]. Pressure thickness results for wet fabrics are presented in Figure 10. Moreover, for the purpose of comparison, the thickness results of single layer dry fabrics are also presented in the same Figure. It was observed that thickness of all type of fabrics (2/2 twill S-glass, 2/2 twill S-glass/PP and 5H satin S-glass/PP) reduced on wetting. The 2/2 twill S-glass fabric showed least thickness reduction compared to fabrics manufactured by S-glass/PP hybrid yarns. Similar behaviour of thickness reduction on wetting was observed in literature for different fabrics [46,47]. The reason of higher thickness reduction on wetting can be attributed to reduction in coefficient of friction of fibre assemblies on lubrication. In addition, the lubrication of fibre –to-fibre contact points make the individual fibre to move and slide easily and realign and reorganize [30,48–50].

Thickness vs pressure of single layer dry and wet fabrics (a) 2/2 twill S-glass, (b) 2/2 twill S-glass/PP, (c) satin S-glass/PP.
Effect of hybridisation and fibre architecture on the compressibility of multilayer fabrics
Figure 11 illustrates the pressure-thickness curves for two layer dry fabrics. Similar to single layer fabric, it was observed that 2/2 twill S-glass fabrics had a smaller initial thickness compared to while 2/2 twill S-glass/PP hybrid fabrics. This smaller initial thickness of S-glass fabrics compared to S-glass/PP hybrid fabrics can again be attributed to smaller yarn diameter of S-glass yarns compared to S-glass/PP hybrid yarns. On application of pressure, the thickness of all the fabrics reduced as expected. There was a higher thickness reduction for 2/2 twill S-glass fabrics compared to 2/2 twill S-glass/PP hybrid fabrics. At a pressure level of 50 kPa, the thickness reduction for 2/2 twill S-glass fabrics was 75% while for 2/2 twill S-glass/PP fabrics a thickness reduction of 55% was recorded. At a pressure of 100 kPa, a thickness reduction of 80% was recorded for 2/2 twill S-glass fabrics whereas a thickness reduction of 60% was observed for 2/2 twill S-glass/PP hybrid fabrics. Same trend was observed for pressure levels beyond 100 kPa. Again, this phenomenon shows S-glass/PP hybrid fabric is more compression resistant compared to fabric manufactured with only S-glass yarns. Composite laminates manufactured with hybrid yarns will require higher consolidation pressures during manufacturing to obtain the same volume fractions as glass fabrics.

The variation in layer thickness as a function of pressure for multilayer dry fabrics.
For comparison of different weave architectures (twill and satin fabrics manufactured from hybrid yarns), the pressure-thickness curves of 2/2 twill S-glass/PP and satin S-glass/PP were also recorded and are presented in Figure 11. Similar to single layer fabrics, it was observed that initial thickness of 5H satin fabrics was higher (2 mm) compared to 2/2 twill fabrics (1.9 mm). On application of pressure, the thickness of both these fabrics reduced. At a pressure level of 50 kPa, the thickness reduction for 5H satin fabrics was 54% while it was 48% for 2/2 twill fabrics. At a pressure level of 100 kPa, the thickness reduction was 56% for 5H satin fabrics while for 2/2 twill fabrics, it was 60%. Similarly, for pressure levels beyond 100 kPa i.e. 500 kPa), there was higher thickness reduction for twill fabrics (72%) compared to 5H satin fabrics (68%). This behaviour was opposite to single layer fabric thickness reduction where higher thickness reduction was observed for 5H satin fabrics compared to 2/2 twill fabrics under transverse compression (see Figure 7). The reason of this higher thickness reduction of twill fabrics compared to satin fabrics can be attributed to higher nesting in twill fabrics (see figure 13) resulting in higher thickness reduction of these fabrics. Similar phenomenon was observed by Yousaf et al. [51] where they observed higher thickness reduction for multilayer stack of twill fabrics compared to satin fabrics due to better nesting of individual layers in a multilayer stack of twill fabrics compared to satin fabrics.
The average layer thickness of two-layer stack and single layer are also presented in Figure 12 for comparison purpose. These figures clearly show higher thickness for single layer in comparison to average layer thickness of two- layers stack. The smaller average layer thickness of two-layer stack is due to nesting of layers as already discussed [52].

Pressure thickness curves of single and two layers of (a) 2/2 twill S-glass, (b) 2/2 twill S-glass/PP, (c) satin S-glass/PP.
The nesting of layers is an important factor during layer stacking in multilayer fabrics. The nesting is defines as how the hills and valleys of one layer embed into hills and valleys of adjacent layers which results in average layer thickness- reduction of the multilayer fabric stack. Nesting of layers can be describing in terms of the nesting factor or nesting efficiency [53]. In the present paper, the nesting of fabric layers was determined based on nesting factor (NF) for two layers employing mechanical test results obtained from the compression of dry fabrics. The nesting factor can be calculated by using following equation:

Nesting factors of dry fabrics at various pressure.
In terms of weave architecture, it was noticed that 2/2 twill S-glass/PP had lower nesting factor compared to satin S-glass/PP fabric. The lower nesting factor for 2/2 twill S-glass/PP can be contributed to shorter float length in twill weave fabric which resulted in more hills and valleys in twill fabric. These results are in agreement with the previous research work on S-glass and carbon fabrics [35,55,56].
Effect of cyclic compression on the compressibility of glass and hybrid yarn fabrics
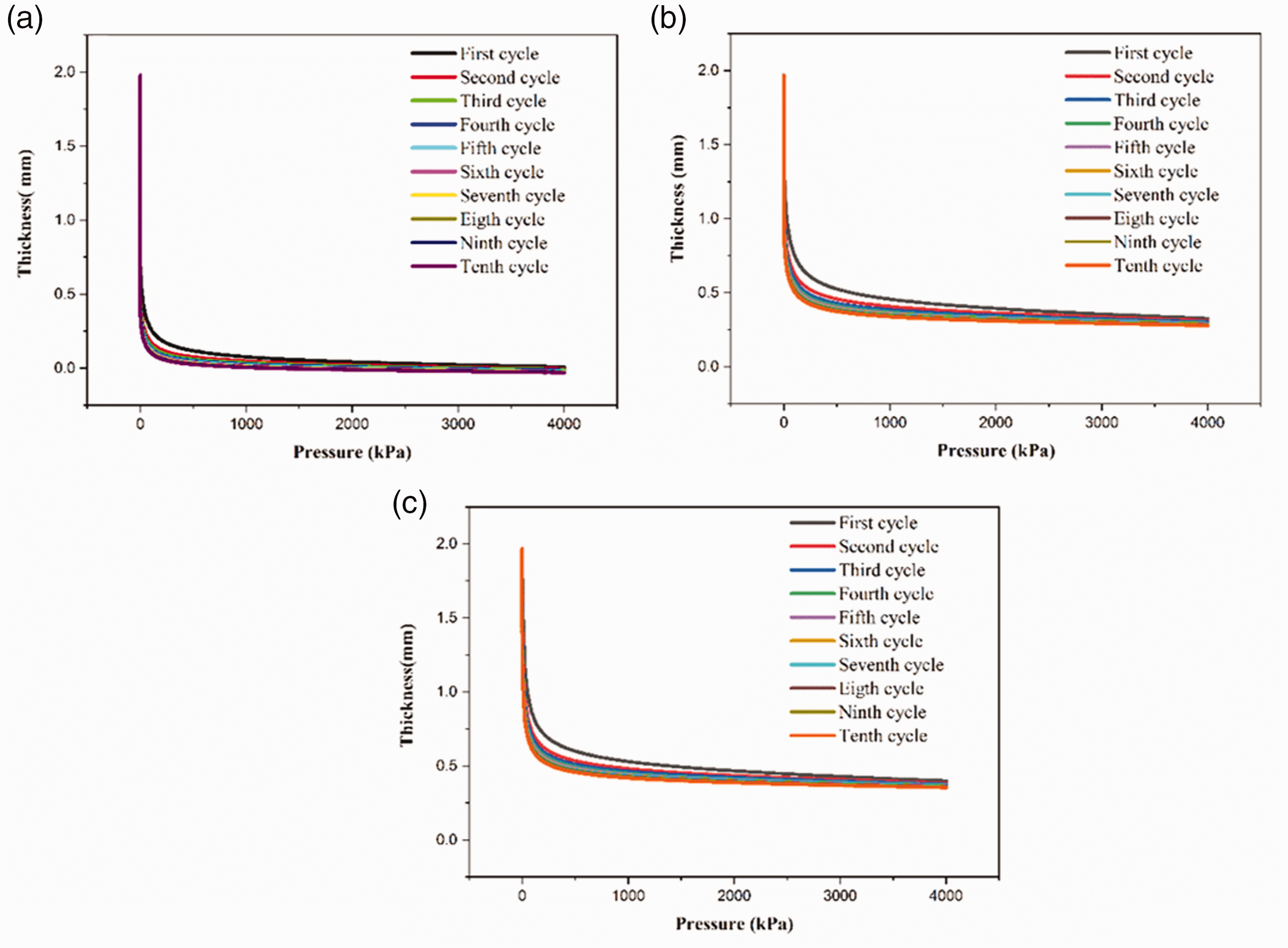
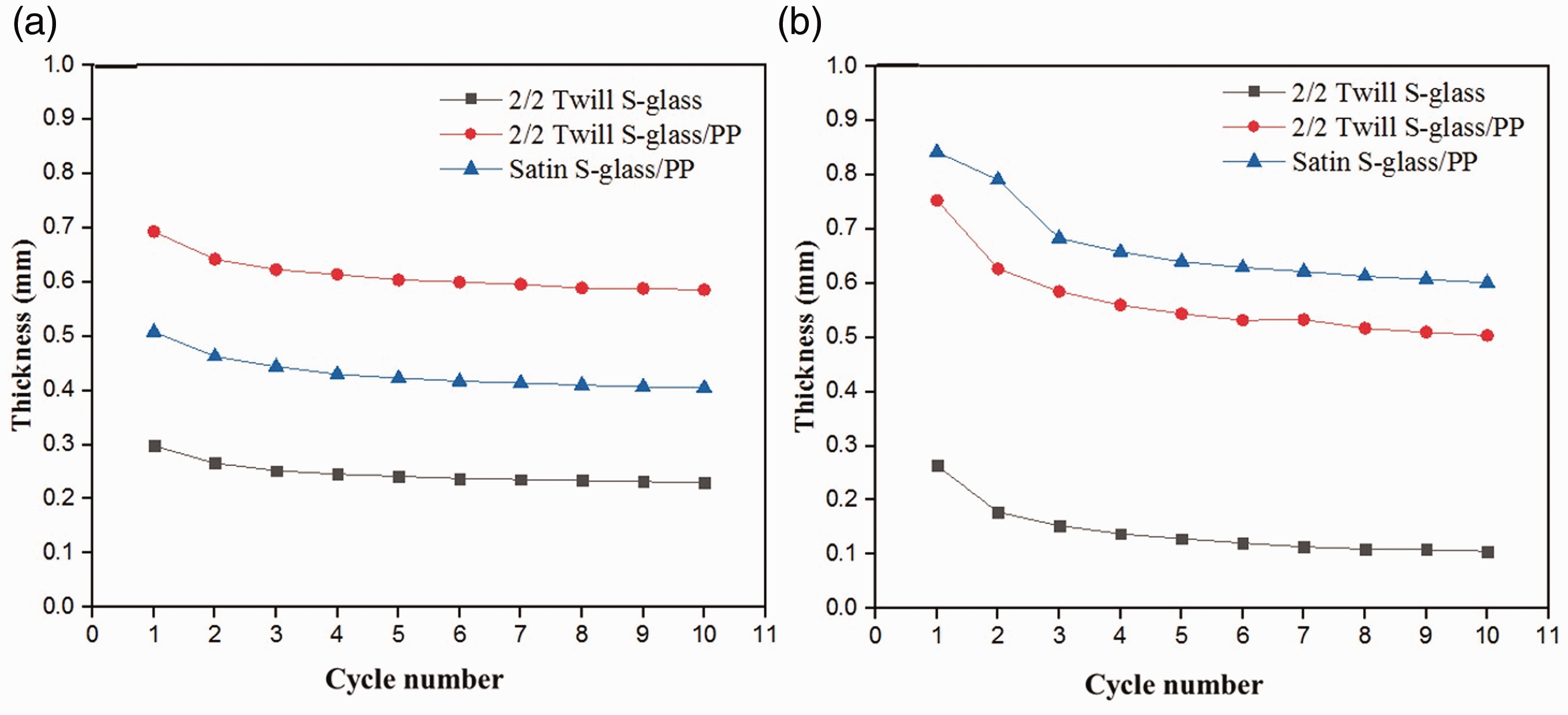
The fabric structures (2/2 twill S-glass, 2/2 twill S-glass/PP and satin S-glass/PP) were also tested under cyclic loading by repeating the compression cycles to study the effect of increasing compaction cycles on compressibility of these fabrics. The pressure-thickness results of single layer and multilayer dry fabrics are presented in Figures 14 and 15 respectively while the pressure-thickness results for single layer and multilayer wet fabrics are presented in Figures 16 and 17. From these figures, it is evident that thickness of these fabrics decreased with each compression cycle. The highest thickness reduction was observed for 1st and 2nd compression cycles while the thickness reduction for subsequent cycles was insignificant. The change in thickness of these fabrics with increasing number of cycles at 100 kPa is presented in Figures 18 and 19. It can be seen that the thickness reduction was highest from 1st to 2nd cycle while lowest from 9th to 10th cycle. For example, in case of single layer dry fabric (2/2 twill S-glass), the thickness reduction from 1st cycle to 2nd cycle was 15% while from 9th cycle to 10th cycle, thickness reduction was only 0.87%. Similar behaviour was observed in literature for fabric thickness reduction under cyclic loading [57,58]. These changes in thickness of fabrics are likely owing to the deformation or re-arrangement of the fibres and yarns. Repeated compaction cycles on the fibre/yarns generally lead to the reorganisation and permanent deformation them within textile. Additionally, compaction mechanisms such as fibre/yarn cross-section deformation, yarn flattening and nesting tend to become significant at higher compaction pressures [59].
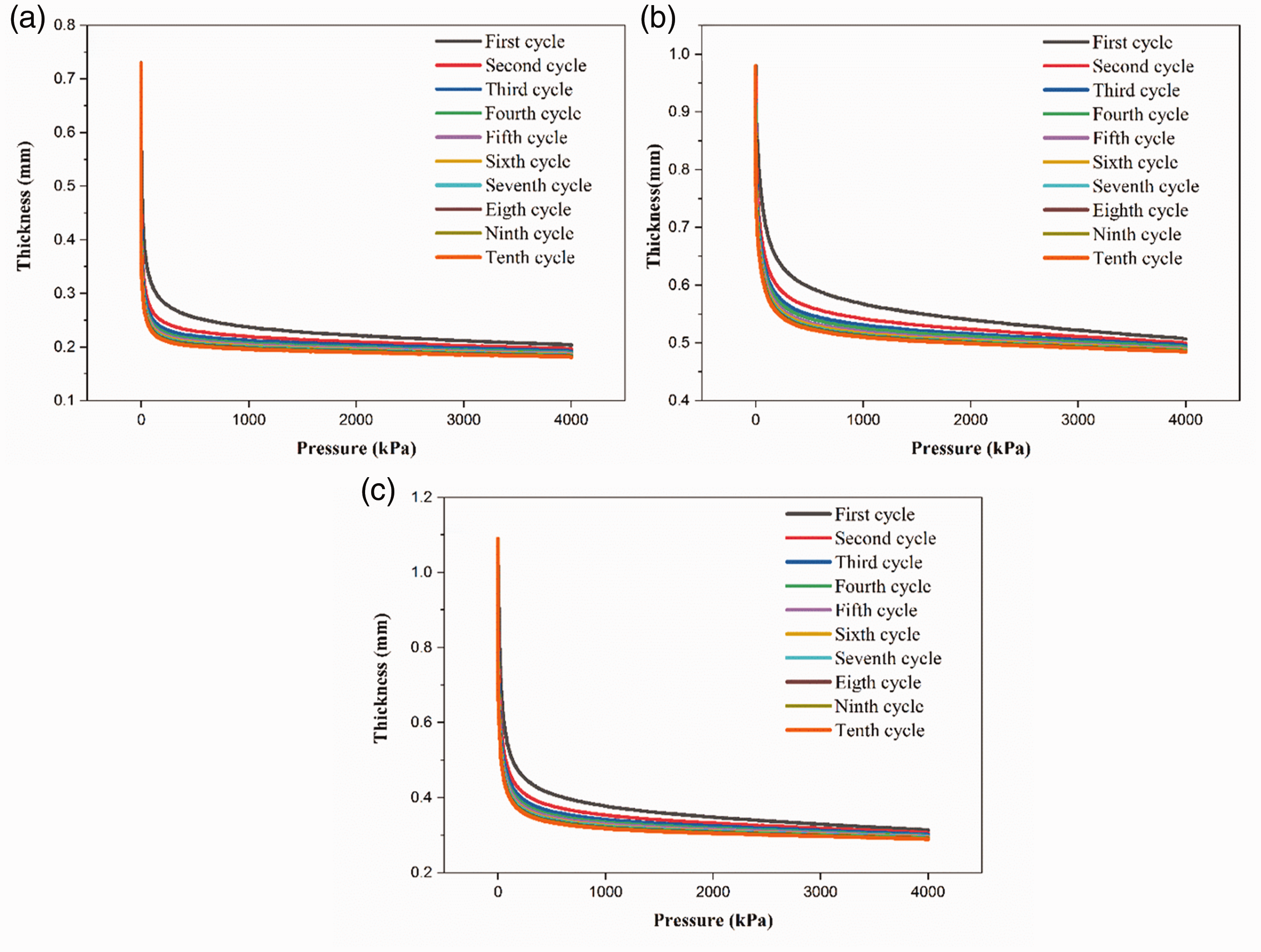
Pressure vs thickness of dry single layer under cyclic loading (a) 2/2 twill S-glass, (b) 2/2 twill S-glass/PP, (c) satin S-glass/PP.

Pressure vs thickness of multilayer dry fabrics under cyclic loading (a) 2/2 twill S-glass, (b) 2/2 twill S-glass/PP, (c) satin S-glass/PP.

Pressure vs thickness of single layer wet fabrics under cyclic loading (a) 2/2 twill S-glass, (b) 2/2 twill S-glass/PP, (c) satin S-glass/PP.
Pressure vs thickness of multilayer wet fabrics under cyclic loading (a) 2/2 twill S-glass, (b) 2/2 twill S-glass/PP, (c) satin S-glass/PP.

Thickness of dry fabrics at different cycles (a) single layer fabric (b) multilayer fabrics at 100 kPa.
Thickness of wet fabrics at different cycles (a) single layer fabric (b) multilayer fabrics at 100 kPa.
Analysis of meso-structure of fabric using SEM images
The meso-structure of fabrics for both single and multilayer fabric stack was investigated from cross-sectional SEM images of the cured fabric samples. The cross-sectional images of single and multilayer stack are presented in Figures 20 and 21 respectively. The samples were manufactured at 1 bar pressure to simulate vacuum infusion (VI) process for composite manufacturing. In this investigation, crimp angle, minor and major yarn diameters were examined from SEM images.

Single layer fabrics (a) 2/2 twill S-glass, (a) 2/2 twill S-glass/PP and (c) satin S-glass/PP under 1 bar pressure.

Multilayer fabrics (a) 2/2 twill S-glass, (b) 2/2 twill S-glass/PP and (c) satin S-glass/PP under 1 bar pressure.
Warp and weft intersections can create yarn waviness, which is termed as yarn crimp. Due to this crimp, the actual length of the yarns in the fabric exceeds the length of fabric. Figure 22 presents the crimp angle of fabrics (Single layer and four layers) under one bar pressure.

Crimp angle of fabric of single and multilayer fabrics under 1 bar pressure.
It was observed that 2/2 twill S-glass showed lower crimp angle compared to hybrid fabrics (2/2 twill and S-glass/PP) which could be due to the addition of PP fibres in hybrid yarns which increased cross-sectional area of these yarns resulting in higher yarn amplitude. In case of different weave structures of hybrid fabrics, it was seen that 2/2 twill S-glass/PP fabric illustrated higher crimp angle compared to satin S-glass/PP fabric. This was due to higher interlacement points between warp and weft yarns in twill S-glass/PP fabrics. It was also noticed that the crimp angle of multilayer fabrics was significantly higher compared to the single layer fabrics. This was most likely due to the nesting of the layers in multilayer stack, where yarns of one layer are embedded in the gaps between the adjacent yarns of the other layer resulting in less crimp reduction in the nested regions in multilayer fabrics. While single layer fabric was in direct contact to the compression platens, giving rise to a higher yarn crimp reduction on application of pressure [51].
Generally, the yarns have variable cross-sectional shape along their path in the fabric structure as a result of normal forces between yarn systems during the usual weaving process and familiar shape for yarn is elliptical form, which has long diameter (in the plane parallel to the fabric surface) and short diameter(in the plane perpendicular to the fabric surface) [60,61]. The major and minor diameters of yarn cross-sections for both single and multilayer fabrics are presented in Figure 23(a) and (b) respectively. It can be seen clearly from Figure 23(a) that the major diameter of yarns in t 2/2 twill S-glass/PP hybrid single layer was higher compared to the major dimeter in 2/2 twill S-glass which is due to addition of PP fibres to glass fibres in hybrid yarns. In addition, the major diameter of 2/2 twill S-glass/PP yarns was higher relative to major diameter of yarns in satin S-glass/PP in single layer fabrics. Due to higher yarn intersection in twill fabrics, the vertical forces in twill fabric yarns were higher compared to satin fabric resulting a higher spread in major diameter of the yarns in twill fabrics [62]. When we compared single layer with multilayer, the major diameters were higher in single layer fabrics while minor dimeters were higher in multilayer fabrics. We speculate that this was due to yarns in single layer fabrics were in direct contact with the rigid metallic platens on Instron testing machine whereas in multilayer fabrics, nesting of the layers avoided the crushing of yarns resulting smaller major yarn diameters and higher minor diameters in multilayer fabrics compared to major and minor diameters in single layer fabrics.

Major diameters (a) and minor diameters (b) of yarn under 1 bar pressure.
Conclusions
In this study, the influence of yarn-level hybridisation and weave pattern on the compressibility of woven fabrics has been studied. Hybrids yarns are manufactured by combing high strength fibre (S-glass yarns) and high toughness fibre (polypropylene PP). Using hybrid yarns, 2D fabrics i.e. 2/2 twill and 5 harness satin are manufactured and compared with 2/2 twill fabric made from S-glass yarns. The compression response of these fabrics (single layer and multilayer) has been investigated in both dry and wet states. The cyclic compaction has been performed to study the effect of different compression cycles on preforms thickness. The nesting efficiency of these fabrics has been calculated in terms of nesting factors. Furthermore, the meso-structure of these fabrics under compression has been captured using SEM images to identify the geometrical parameters of these fabrics. The findings of this study thus highlights significant differences between compressibility of hybrid and non- hybrid structures.
Following key conclusions can be drawn from this study S-glass/PP hybrid yarn fabrics are more compression resistant compared to S-glass fabrics. For example, it is observed that the single layer of hybrid twill fabric experience thickness reductions of 22%, 38%, and 45% compared to 53%, 67%, and 71% reductions in twill S-glass fabric at 50kPa, 100kPa, and 500 kPa compaction pressures respectively. In terms of weave pattern, single layer of hybrid 5 harness satin fabrics are easy to deform compared to hybrid 2/2 twill fabrics. In case of multilayer hybrid fabrics, opposite trend is observed which is attributed to better nesting of the adjacent layers in multilayer hybrid fabrics of 2/2 twill weave. Wetting of the fabrics enhances the compressibility of single and multilayer fabrics for all structures, which is attributed to reduced coefficient of friction of individual fibres due to lubrication effect. The thickness reductions observed for dry single layer twill S-glass fabrics are 54%, 67%, and 71% while thickness reductions of 45%, 68%, and 72% are recorded for wet single layer S-glass twill fabrics at 50kPa, 100kPa, and 500 kPa compaction pressures respectively . Similarly, it is observed that the thickness reduction of dry single layer of hybrid twill fabric are 22%, 38%, and 45% compared to thickness reductions of 24%, 40%, and 47% for single layer wet hybrid twill fabrics at 50kPa, 100kPa, and 500 kPa compaction pressures respectively In case of cyclic compression, repeated cycles result in higher thickness reduction for all fabrics. The highest thickness reduction is observed for the first cycle while the thickness reduction for subsequent cycle is not significant. Meso-structure analysis reveals that yarn cross-sectional shape is more elliptical in single layer fabrics while it is more circular in multilayer fabrics due to high lateral forces.
Generally, the hybrid fabrics used in this study illustrate higher compressibility resistance than the glass fabrics in both single and multi-layers. Higher compressibility resistance results in lower thickness reduction, which in turn gives lower fibre volume fraction. In order to improve fibre volume fraction of hybrid structures, higher compaction pressures are needed. Additionally, techniques like cyclic compression can enhance fibre volume fractions. The compressibility of fabrics also effect the voids for resin flow. The effect of compaction of hybrid fabrics on intra-tow and inter-tow voids will be studied in future work.
Footnotes
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.