
Abstract
In this study, an innovative method consisting of electrospinning and conventional textile production techniques was built up to produce hybrid yarns enabling the production of functional textile products. The principle of the developed method is to open the twist of spun yarn, make this fibre bundle conductive for use as a collector, collect the electrospun nanofibres onto the conductive opened fibre bundle and finally twist this structure to produce hybrid yarn. To determine the feasibility of the developed method, surface morphology, chemical composition, coating features and tensile properties of the hybrid yarns were compared with that of the pure yarn and nanofibre-coated yarns produced without untwisting and retwisting processes. Test results demonstrated that untwisting process in hybrid production method provided the application of nanofibres interior structure of the spun yarn while retwisting process made integration of classical textile fibres and nanofibres together and hence locking the obtained yarn structure effectively. Thanks to the integrated structure, it was successful to get the yarn have the required tensile properties for weaving, knitting and other processes. Three minutes was determined as the optimum coating time for the effective nanofibre deposition and tensile properties. Summing up the results, it was believed that the method helps to benefit from the special properties of nanofibres for the functional yarn production together with durability and higher tensile properties of the spun yarns for larger usage areas. The presented findings could encourage the researchers to commercialize the method in order to get nanofibre-coated functional yarns.
Introduction
Functional textiles have attracted much attention in recent years due to their inherent features which could meet special needs of people [1]. In order to produce the functional textiles, several methods such as functional fibres and chemical finishing were commonly used [2,3]. Nevertheless, these methods have some disadvantages such as high costs, the complexity of production process, health hazards and environmental pollution [4,5]. Therefore, physical finishing has gained much popularity in recent years. Among the various physical finishing processes, electrospraying and electrospinning are flexible techniques due to their capability of nanofibre coating onto fibrous textile structures, particularly textile fabrics, filaments and yarns and textile products that have different functionalities [6–8]. However, nanofibre coating onto fabrics often encounters problems of lower elongation and adhesion and these cases cause failure and secondary machining [8]. Additionally, untwisted electrospun nanofibre bundles are either too weak or small. The relatively low mechanical strength and the difficulty in tailoring fibrous structure had restricted their applications [9]. Like single nanofibres, nanofibre bundles could not be used directly in weaving, knitting and other textile processes. Hence, there is a considerable interest to produce continuous yarns made out of nanofibres, which is an attractive way to incorporate polymeric nanofibres into traditional textiles with a broader market. Nanofibre yarn was defined as a twisted nanofibre bundle or tows having morphology like filament yarn or spun yarn, which is mechanically suitable for weaving, knitting and other fabric production methods [10]. Since 2000, many attempts have been made to produce yarns from nanofibres directly. Yet, there is no commercial production method or system that is available and hence the attempts of nanofibre yarn production could be considered to be infancy. Additionally, the produced nanofibre-based yarns exhibit low strength values, non-controllable yarn properties such as yarn fineness, twist, etc. and process parameters and insufficient yarn length to get a large yarn package for the fabric production. As mentioned in literature, the produced yarns could be used as only weft yarn in weaving [11] and displayed considerably lower fabric cover factor [12]. Therefore, these mentioned features limit the usage of nanofibre-coated structures and nano yarns directly for the functional textiles. In literature, an alternative way was advised to overcome these mentioned limitations, and this method was based on the combination of electrospun nanofibre and conventional textile fibres in one structure. The produced yarns were called as hybrid yarn that has the characteristics of mechanical strength of the conventional spun yarns and desirable high surface area and functionality of nanofibres. In addition to these, this method would enable to convert the nanofibres to knitted or woven fabrics in terms of commercial manufacturing techniques, and hence, nanofibres could be used in the larger traditional textile market with high production and yield [1].
Several studies have been done to deposit nanofibres on yarns/filaments and to fabricate hybrid fibrous structures. In literature, Scardino and Balonis [13] have succeeded to get a hybrid yarn structure consisting of randomly distributed electrospun nanofibres onto the filament surface. Bazbouz and Stylios [14] also fabricated nanofibre-coated composite yarn. In their system, the nanofibres were gathered with two mutually perpendicular disks and twisted onto the surface of microfibre. In another study, a collector was used instead of the disks to collect nanofibres around the microfibre [15]. Zhou et al. [16] also coated monofilaments with electrospun nanofibres and then twisted these hybrid yarns to get a nanostructured surface. In this study, it was stated that the combination of these two different structures enables to use the advantages of structural integrity and mechanical properties of monofilaments and also desirable high surface area and functionality of electrospun nanofibres. The authors determined that the abrasion resistance of hybrid yarns produced by twisting a nanofibre-coated monofilament was considerably greater than directly coating nanofibres onto the multifilament yarns and the reason was the locking of the coating by the given twist to the hybrid yarns. On the other hand, it was observed that twisting of the nanofibre-coated monofilament causes yarn snarling in a tension-free state and therefore some difficulties are expected during the subsequent processes resulting in an unbalanced torque. However, plying of the two hybrid yarns was advised to overcome these problems. Dabirian et al. [8] have recently developed another modified typical electrospinning setup for the electrospun nanofibre-coated hybrid yarn. In the study, nanofibre coating was carried out by a metal disk that worked as a collector. The disk gathered the nanofibres between two needles with positive/negative charges, and the nanofibres were twisted and wrapped onto the yarn with the rotations of the metal disk. As different from the previous studies, He et al. [17] used a multi-nozzle jet electrospinning device for the production of nanofibre-coated hybrid yarns. It was reported that the multi-nozzle jet significantly increased the production of nanofibres. In this method, the airflow through the air injection tube of the nozzle formed a 3D high-velocity rotational airflow after it was injected into the twisting chamber from the jet orifice. Under the effect of the vortex flow, the electrospun nanofibre web was uniformly twisted and coated onto the surface of a travelling filament yarn through rotation of the funnel. In the study, it was observed that the mechanical properties of nanofibre hybrid yarns improved due to this airflow twisting process. Yalcinkaya et al. [18] worked on the production of nanofibre-covered composite yarns for the applicability of new composite nanomaterial in antibacterial filtration. They used a modified roller electrospinning system covering the core yarn with nanofibres. Similar to this study, Jian et al. [19] used a different nozzle type consisting of a stepped pyramid stage to deposit antibacterial nanofibres onto the carding web as a collecting material. The produced web used traditional cotton spinning process to fabricate antibacterial nanofibre/cotton hybrid yarns and knitted into a fabric.
In our study, similar to the literature, it was also aimed to produce nanofibre-coated hybrid yarns based on the combination of electrospinning process with conventional textile yarns. However, different from the literature, not only the outer part of the yarn on the coating of nanofibers was focused but also the internal one. Instead of using a filament, twistless fibre bundle was deposited with electrospun nanofibres and then twisted. Therefore, nanofibres were placed onto the internal and external structure of the yarn. The crucial point of the method is the untwisting of the yarn and then coating the nanofibres onto this opened fibre bundle. Another key point is retwisting the nanofibre-coated fibre bundle and converting to the starting yarn form. Untwisting process enables the nanofibre application onto the yarn surface together with the interior structure of the yarn while retwisting process improves the durability of the coating and enhances the cohesion between the nanofibre and conventional textile fibres.
In the literature, metal-based surfaces are often used as a collector in the presence of nano-structured surfaces [8]. Different from the previous studies, in our study, 100% acrylic spun yarn was used as a collector for the nanofibre-coated hybrid yarn. As known, the material should be conductive in order to collect the nanofibres. In the present study, the yarn was made conductive instead of using conductive material. As a conclusion, the twisted textile yarn was firstly untwisted and then made conductive. Nanofibres were collected onto the conductive twistless and opened fibre bundle, and nanofibre-coated yarn was twisted and closed subsequently. At the end, the twisted hybrid yarn was obtained.
In literature, as in our study, Yalcinkaya et al. [18] also used the textile yarn as a collector. However, there are some differences from our study. One of the differences is the placement of nanofibres on the yarn. In their study, continuous polyester-textured filament yarn was covered with nanofibres and hence the coating was done only on the exterior part of the yarn. However, in our study, staple fibres were used and we aimed to achieve the coating not only on the exterior part of the yarn but also in the interior one. Another one is the method used for the integration of nanofibres with the yarn. In their study, a protective yarn was used and the nanofibre-coated filament yarn was covered with the protective yarn after nanofibre application. However, in our proposed method, yarn twist mechanism was used for the integration of nanofibres and staple fibres together. As in conventional yarn production, yarn twist helps to provide inter-fibre lateral interaction and friction between the nanofibres and staple fibres. Hence, the features of nanofibre-coated hybrid yarns are expected to improve. From this point forth, in the presented study, it was focused on the usage of yarn twist for the hybrid yarn production. Additionally, taking into consideration of using hybrid yarns on weaving and knitting processes, the effect of the method on the mechanical properties of yarns should be characterized, and unfortunately, there were no information about the mechanical properties in their study.
As in our study, Jiang et al. [19] also used staple fibres as a collector. However, different from our method, nanofibres were collected onto a carding web and the obtained material was processed on a draw frame, roving frame and conventional ring spinning machine to produce a nanofibre/cotton hybrid yarn. Many processes such as two drafting passages, roving frame and yarn spinning machine were required for the yarn production and hence a high amount of nanofibre loss was expected. This case might not sufficiently use the advantages of nanofibres as desired.
Although electrospinning is fairly successful for obtaining nanofibre yarns, it is reported that there is still a requirement for further systematic studies on imparting twist and enhancing strength for the nanofibre fabrics [10]. Therefore, considering the combination of electrospinning and conventional textile production techniques, the method can be thought as a new application in nanotechnology field, which gives opportunity to use the electrospun nanofibres in textile products and increases the usage areas. In this presented method, any type of fibre with different fibre lengths could be used. Therefore, the method has flexibility with regard to the raw material type. On the other hand, there is no need of using rigid, heavy materials for the conductivity. As known, short/long staple-spun and filament yarns were widely used in textile products. On the contrary of other coating methods, nanofibres were applied to the exterior and interior parts of the yarn and fixed with the yarn twist. The twist enables the integrity between two different morphologies and also increases the durability. According to the required yarn tenacity and abrasion resistance, it is possible to give desired level of the twist to yarns during retwisting process.
In summary, there are limited studies about the usage of textile-based collector to produce nanofibre-coated hybrid yarns. However, the presented method could be one of the first studies from the standpoint of using a staple-spun yarn form as a collector, placing nanofibres at both the internal and external parts of the yarn and twisting mechanism for the integration of nanofibres and classical textile fibres.
Experimental details
Materials
Textile-based collector
The aim of the present study was to produce nanofibre-coated hybrid yarn based on the collecting electrospun nanofibres onto the conventional textile yarns. In order to produce the nanofibre-coated hybrid yarn, 100% acrylic staple-spun yarn having Nm 18/1 (Nm 15/1 after relaxing) yarn count, and Z twist was used as a textile-based collector. In this study, it was preferred to use the yarn form instead of the fibre bundle. If the fibre bundle is used as a collector, as in the study of Jiang et al. [19], the fibre bundle such as a carding web having nanofibres should be processed on two subsequent drafting passages, roving and ring spinning machines to make a yarn. These processes could cause nanofibre loss and also several phenomena such as adhesion to machine parts and nanofibre deformations during the conventional yarn production processes. Additionally, contrary to the fibre bundle, it was thought that the usage of yarn form as a collector would enable to get finer and coarser nanofibre-coated hybrid yarns to obtain wider applications.
Ethanol application
In order to the usage of yarn as a collector, the acrylic spun yarn was immersed in the ethanol solution supplied by Sigma Aldrich (purity, 99%, USA) and the conductivity was gained to the yarn. Ethanol was preferred for the conductivity due to its volatile properties. This conductive acrylic spun yarn was provided to collect electrospun nanofibres onto the spun yarn and to produce hybrid yarn.
Polyurethane
Polyester-based thermoplastic polyurethane granules (PU, Mw =107,010 g/mol with a polydispersity index (PDI) value of 1.81) (Polyester-based TPU C95, BASF Corporation, Germany) were applied as a model polymer for the spinning of electrospun nanofibres. This type of linear segmented polyurethane composed of hard and soft segments could have several applications such as textiles, membranes, protective clothing and filtration due to chemical structure [20].
Solvent
Without any further treatment, N,N-dimethylformamide (DMF, 98%, Merck Co., Germany) was used as a solvent to prepare the polymer solution. Neat polyurethane solutions (8 wt %) were prepared by dissolving polyurethane granules in DMF at room temperature for 6 h with mechanical stirrer.
Method
The hybrid yarn production method developed in this study was basically composed of four steps. In the first step, yarn twist was opened in order to apply electrospun nanofibres to the interior and exterior parts of the yarn. In the second step, conductivity was gained to the untwisted acrylic yarn by ethanol application, and conductive opened fibre bundle was used for collecting the nanofibre onto this fibrous structure. In the following step, nanofibres were spun by the electrospinning method and built up on to the untwisted acrylic yarn. In the last step, opened fibre bundle having nanofibres was retwisted to provide the stability and integration between nanofibres and acrylic spun yarn.
In this study, twist contraction method used for the twist measurements of single or plied yarns was applied to open the acrylic yarn twist. Yarn twister device (James H. Heal & Co. Ltd, UK) was used. The yarn was placed between the stable and rotatable jaws. The distance between the jaws was set to 50 cm. First of all, the acrylic yarn twist was measured and determined that the yarn had about 135 tpm after 20 measurements. During the hybrid yarn production, firstly the twist of the acrylic yarns was opened completely in terms of the rotatable jaw. The opened fibre bundle was taken from the yarn twister device by taking up the movable jaw system from the yarn twister and transferred to the electrospinning application region. Following the nanofibre application by electrospinning, twistless fibre bundle was placed to the yarn twister by the moveable jaws system and closed to a certain level of the total yarn twist to investigate the effect of the amount of twist on hybrid yarn properties. Level of untwisting and retwisting could be shown as 1-1/2 (135-68 tpm), 1-1 (135-135 tpm) and 1-2 (135-270 tpm). Therefore, nanostructured morphology of hybrid yarns was controlled by the retwisting process. Un-retwisting degree was checked with the counter of the twist tester. For each type of the experiments, five yarns were used at least.
Nanofibre coating
The modified electrospinning setup was used to produce hybrid yarn samples as shown in Figure 1.
Schematic illustration of hybrid yarn production method and modified electrospinning setup.
For the nanofibre spinning, a well-known electrospinning device consisting of high voltage DC power supply (0–22 kV), feeding unit and syringe was used. Different from the previous studies, textile-based structure with opened form was used for collecting the nanofibres instead of the metal-based collectors. Untwisted acrylic yarn having twistless form was immersed into ethanol solution and conductive yarn was obtained. Polyurethane solution was fed to the syringe and high voltage was applied. The produced electrospun nanofibres were collected onto the untwisted fibre bundle between 1 and 5 min to analyse the effect of coating time on hybrid yarn properties. The spinning parameters were that voltage was 10 kV, feeding ratio was 1.00 mL/h and the distance between the syringe and middle point of fibre bundle was 15 cm. The length of the collector which was an ethanol-immersed yarn was 30 cm.
Characterization
In this study, three different yarn types were analysed in order to display the features of hybrid yarn production method and the produced yarns. The first yarn type was 100% acrylic yarn and named as pure acrylic yarn. They were not subjected to any treatment. The second one was the nanofibre-coated acrylic yarns produced without un-retwisting process and named as coated yarn. These yarns were obtained with electrospinning applied directly onto pure acrylic yarn without un-retwisting process. The last one was the nanofibre-coated yarn produced with un-retwisting process and called as hybrid yarn.
Morphological characterization
The optical microscopy and SEM were employed to check and analyse the morphological characteristics of all the yarns. The yarn surface was firstly examined by optical microscope (ASC 4/0.1-Motic) and then by Philips XL-30S FEG Scanning Electron Microscope with an accelerating voltage of 4 kV and a current of 10 µA at a high magnification power.
FT-IR spectroscopy analysis
The Perkin Elmer Spectrum BX of Fourier Transform Infrared Spectrophotometer was used to investigate chemical compositions of the hybrid yarns consisting of nanofibres. The spectroscopic analysis of pure acrylic yarn, polyurethane polymer granules and hybrid yarn samples were examined by KBr technique at 4 cm−1 resolution number with 2 cm−1 interval and 16 scan numbers. The same amount of pure acrylic yarn, polyurethane polymer granules and hybrid yarn consisting of nanofibres was cut into small pieces and mixed in KBr to prepare KBr disk. The scanning range was between 4000 and 400 cm−1 during FT-IR analysis.
Tensile properties of the yarn
Pure, coated and hybrid yarn samples were also tested by Lloyd LR5K Plus electronic tensile tester to investigate the tenacity and breaking elongation properties at standard atmospheric conditions (20℃ and 65 RH %). ASTM D 2256, standard test method was followed, and gauge length and the crosshead rate was 300 mm of 150 mm/min, respectively. Three samples were tested and the average values were calculated as breaking strength and elongation of the samples.
Coating characteristics
In this study, characteristics of nanofibre coating were evaluated depending on the coating time and retwisting level by changes in weights of the pure acrylic and hybrid yarns. The value of the coating and coating rate were calculated as used by He et al. [21] through the following formula (1) in order to determine the coating characteristics of electrospun nanofibres on the acrylic fibres. The reported data represent the average results of eight measurements at least.

W1: the weight of hybrid yarn (g)
W0: the weight of pure acrylic yarn (g).
Evaluation of test results statistically
Statistical analysis was done using SPSS 16.0 statistical software for coating properties of the yarns. ANOVA were applied to determine statistical importance of variations of the test results. To deduce whether the parameters were significant or not, p values were examined. If the value is greater than 0.05 (p > 0.05), the difference will not be important and should be ignored.
Results and discussion
Withdrawing of ethanol solution
The changes in the yarn weight after immersion into ethanol solution.

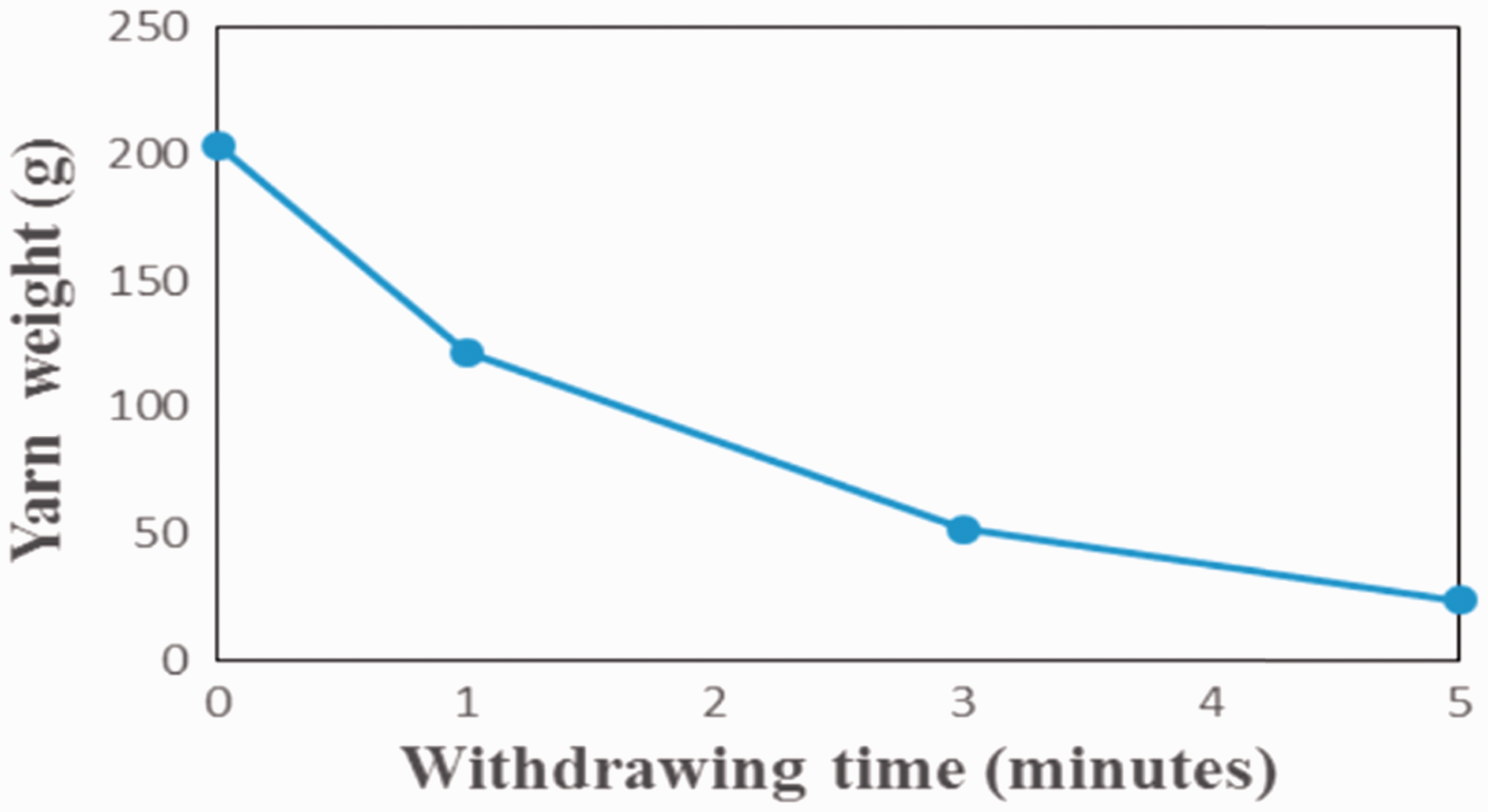
Ethanol withdrawing curve at different waiting periods.
Results of the FT-IR analysis
FT-IR spectroscopy was used to investigate chemical compositions of pure acrylic yarn and hybrid yarns consisting of polyurethane nanofibres. The IR spectra of yarn samples and also polyurethane polymer granules were shown in Figure 3. Acrylic fibres are almost similar to wool fibres in all synthetic fibres, and the fibres containing at least 85% acrylonitrile in the chemical structure are called as acrylic fibres. Acrylic fibres are obtained from acrylonitrile and its comonomer. The IR spectra shown in Figure 3(a) belong to 100% acrylic yarn. The characteristic peaks of acrylic fibres are (C ≡ N) at around 2240 cm−1 and (C = O) at around 1720 cm−1. It could be clearly seen that the pure acrylic fibre displayed the characteristic absorption peaks of stretching vibration of nitrile (–C ≡ N) group at around 2245 cm−1 and (C = O) sharp peak at around 1740 cm−1. The characteristic peaks of polyurethane is also (N–H) stretching vibration of urethane at around 3338 cm−1, (–CH2) stretching at 2864 cm−1, (C = O) stretching at 1713 cm−1, (N–H) bending and (C-N) stretching at 1526 cm−1 [22,23]. These peaks were approximately visible in the FT-IR spectrum of PU polymer granules (Figure 3(c)). The (C ≡ N) bonding at 2245 cm−1 and (C = O) peaks at 1738 cm−1 in the FT-IR spectrum of hybrid yarn with electrospun PU nanofibres at 5 min was evidence of the presence of acrylic fibre in the structure. Also, the peaks belong to the groups (–CH2) at 2867 cm−1, (C = O) at 738 cm−1 and ((N–H), (C–N)) at 1526 cm−1 in the same FT-IR spectrum proved the presence of polyurethane in the hybrid yarn (Figure 3(b)).
FT-IR spectra of pure acrylic yarns (a), PU polymer granules (b) and hybrid yarn (c).
Hybrid yarn appearances
The morphology of the pure acrylic, coated and hybrid yarns were firstly characterized by optical microscope (ASC 4/0.1-Motic) and then by scanning electron microscopy (SEM, XL-30 model). Moreover, electrospun nanofibres were also analysed by SEM (Figure 4).
SEM images of PU nanofibres obtained at 1-1 twisting degree and 5 min collecting time.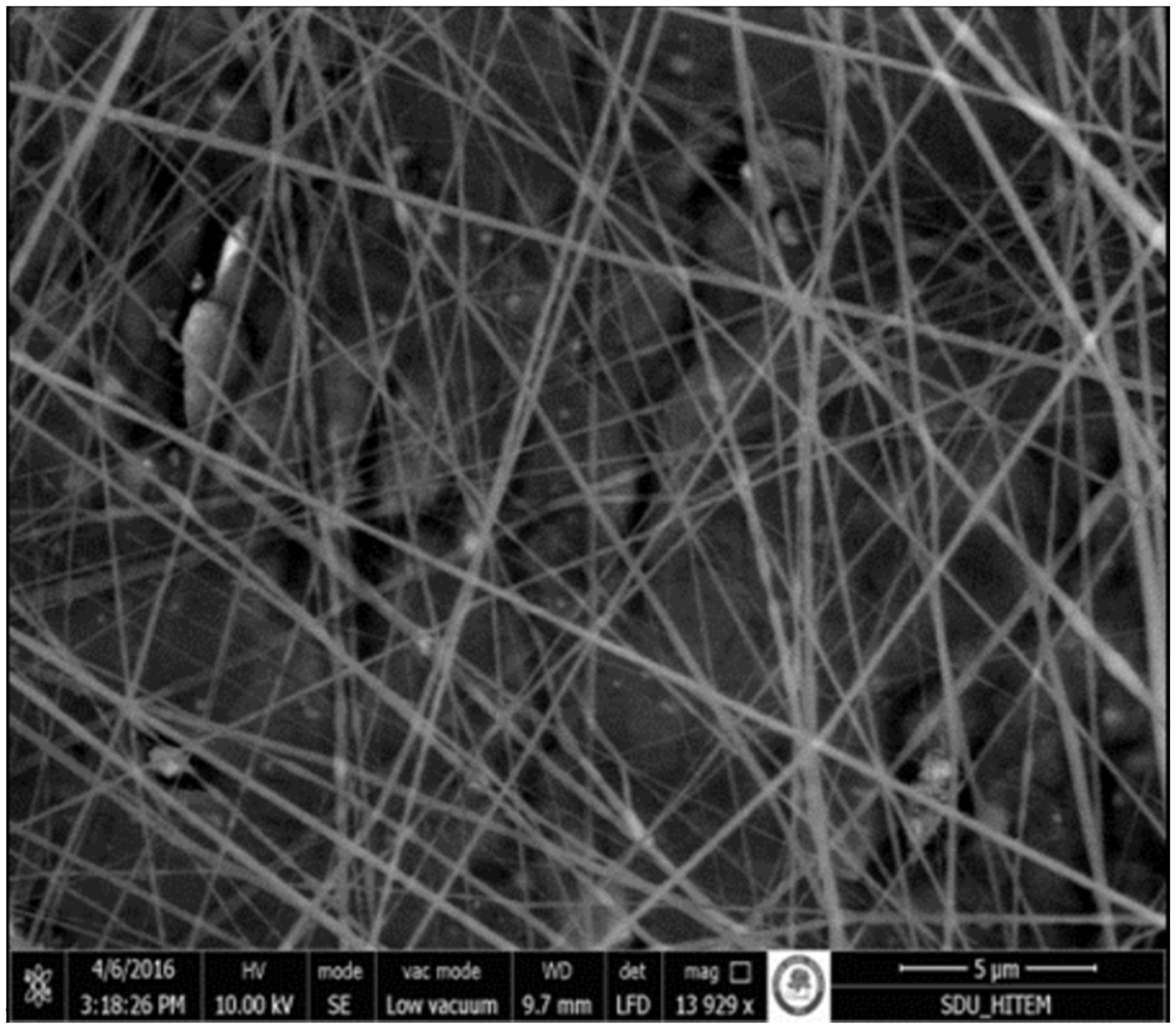
Optical microscopes of pure acrylic yarns were given in Figure 5(a) to (e). As mentioned in the previous parts of this study, acrylic yarns were completely opened and then retwisted at certain twist levels such 68, 135 and 270 tpm. This untwisting and retwisting degree was shown with 1-1/2, 1-1 and 1-2. When the images of the pure and un-retwisted acrylic yarns without nanofibre coating were analysed (Figure 5(a) to (e)), hairy and bulked structure was observed in all twisted yarns due to spun yarn characteristics. However, as seen in Figure 5(e), untwisted pure acrylic yarn had larger surface area, and it was believed that this case might help to collect more nanofibres during the hybrid yarn production. As the twist level of the retwisting increased, the yarn body became more compact and thus it was expected that nanofibres on the fibre bundle surface might be better embedded and locked into the yarn structure.
Optical microscopic images of the pure acrylic yarn without nanofibre coating. (a) Pure acrylic yarn, (b) 1-1/2 twistless-retwisted yarn, (c) 1-1 twistless-retwisted yarn, (d) 1-2 twistless-retwisted yarn, (e) completely opened and twistless acrylic yarn).
In this study, nanofibres were coated onto the acrylic yarn without un-retwisting process in order to make a comparison with the developed hybrid yarn production method. The produced yarn was named as coated yarn. As seen in Figure 6(a) and (b), nanofibres were observed on the yarn surface and the yarns had white colour due to the presence of the nanofibres. However, they might be only located on the surface of yarn body. In particular, collection of the nanofibres was achieved in terms of the protruding fibres and bulky structure of the acrylic yarn. When the electrospinning time increased up to 5 min, as expected, coated surface area of the nanofibre was increased. It is required to state that there were cracks along the yarn length, and acrylic fibres were seen in some of the areas rather than the electrospun nanofibres. But, these interfaces were distributed locally and particularly getting smaller at the higher coating time (Figure 6(b)).
Optical microscopic images of the coated yarn produced without un-retwisting process. (a) 1 min Nanofibre coating and (b) 5 min nanofibre coating.
As similar to the coated yarn without un-retwisting, nanofibres were identified on the hybrid yarn surface produced with un-retwisting process (Figure 7(a) to (f)). According to the microscopic images, the surface of the hybrid yarns was almost completely covered with the nanofibres. However, different from the coated yarns, nanofibres in the hybrid yarn were bent along the yarn length and followed a tangential direction in terms of the yarn twist. Helical streamlines were occurred by the twist of the nanofibres and could be clearly observed along the yarn length as the level of retwisting increased. Nanofibres were twisted as well as the acrylic fibres during the retwisting process, and therefore, they were integrated exterior and also interior of the yarn. The ethanol application made the acrylic yarn to be a collector, and the conductivity of the yarn provided to gather the nanofibres onto the yarn. Different from the coated yarn, no cracks on the yarn surface were observed, and thus better performance properties were expected from the hybrid yarns.
Optical microscopic images of the hybrid yarn produced with un-retwisting process. (a) 1-1/2, (b) 1-1, (c) 1-2 for 1 min, (d) 1-1/2, (e) 1-1 and (f) 1-2 for 5 min.
In the consideration of the microscopic observations, SEM images of the hybrid yarns were analysed to understand the effect of the retwisting on the hybrid yarn structure (Figure 8). As similar to the optical microscopic images, SEM images also indicated that hybrid yarns were covered with the electrospun nanofibres. Nanofibres were almost observed on all the yarn body and oriented along the hybrid yarn axes. Particularly, in SEM images, helical streamlines occurred by the retwisting could be clearly observed along the yarn length. On the other hand, slopes of the nanofibres increased at the higher yarn twist. Therefore, as determined by Zhou et al. [16], nanofibres on the twisted hybrid yarn surface were tightly locked. However, the surface of the hybrid yarn did not have even and regular forms. Although nanofibres covered the acrylic fibres as a sheath, the surface of the hybrid yarn could not be defined as a smooth structure as in any synthetic filament yarn. Additionally, the yarn seemed wavy in appearances and this case lead to the yarn with spun character of staple fibres.
SEM images of the pure acrylic (a) and hybrid yarns: (b) 1-1/2, (c) 1-1 and (d) 1-2 for 5 min.
In this study, hybrid yarns with different retwisting levels were produced, and no clear differences in yarn morphologies were determined. However, as in Figure 8(c), the hybrid yarn with higher twist value had compact structure and completely nanofibre covered hybrid yarn was achieved. Therefore, it might be expected that nanofibres on the twisted hybrid yarn surface were tightly locked, completely coated and cohesion was increased as the higher twist level.
Coating characteristics
In another part of this study, the effect of the withdrawing time on coating of the hybrid yarns was investigated, and the results are shown in Figure 9. In this part, ethanol-applied fibre bundle was waited at different times such as 1, 2, 3 min, etc. for the ethanol withdrawing, and then nanofibres were gathered onto the fibre bundle at the constant coating time (3 min). In the graph, 0 min represents the nanofibre spinning after ethanol immersion without waiting of the ethanol withdrawing. According to the results, 1 min withdrawing significantly gave the highest coating values (Table 2b). As the withdrawing period was increased, no linear change and similar coating were obtained beyond 5 min. Also, there were no statistically significant differences between the results of fifth and 10th withdrawing times. The effective coating was realized at the first 5 min due to the ethanol removing with high amounts at the end of the fifth minute, as given in Figure 2. Nanofibre spinning without waiting for the ethanol withdrawing was expected to give the highest coating values. However, the high coating was obtained at the first waiting time. Furthermore, the fourth minute also gave higher coating value. The reason for these cases might be the effect of the ethanol withdrawing phenomenon and non-controllable parameters on electrospinning.
The effect of withdrawing time of the ethanol solution on nanofibre coating. ANOVA test results for withdrawing time (a) and coating values (b). The mean differences are significant at the 0.05 level.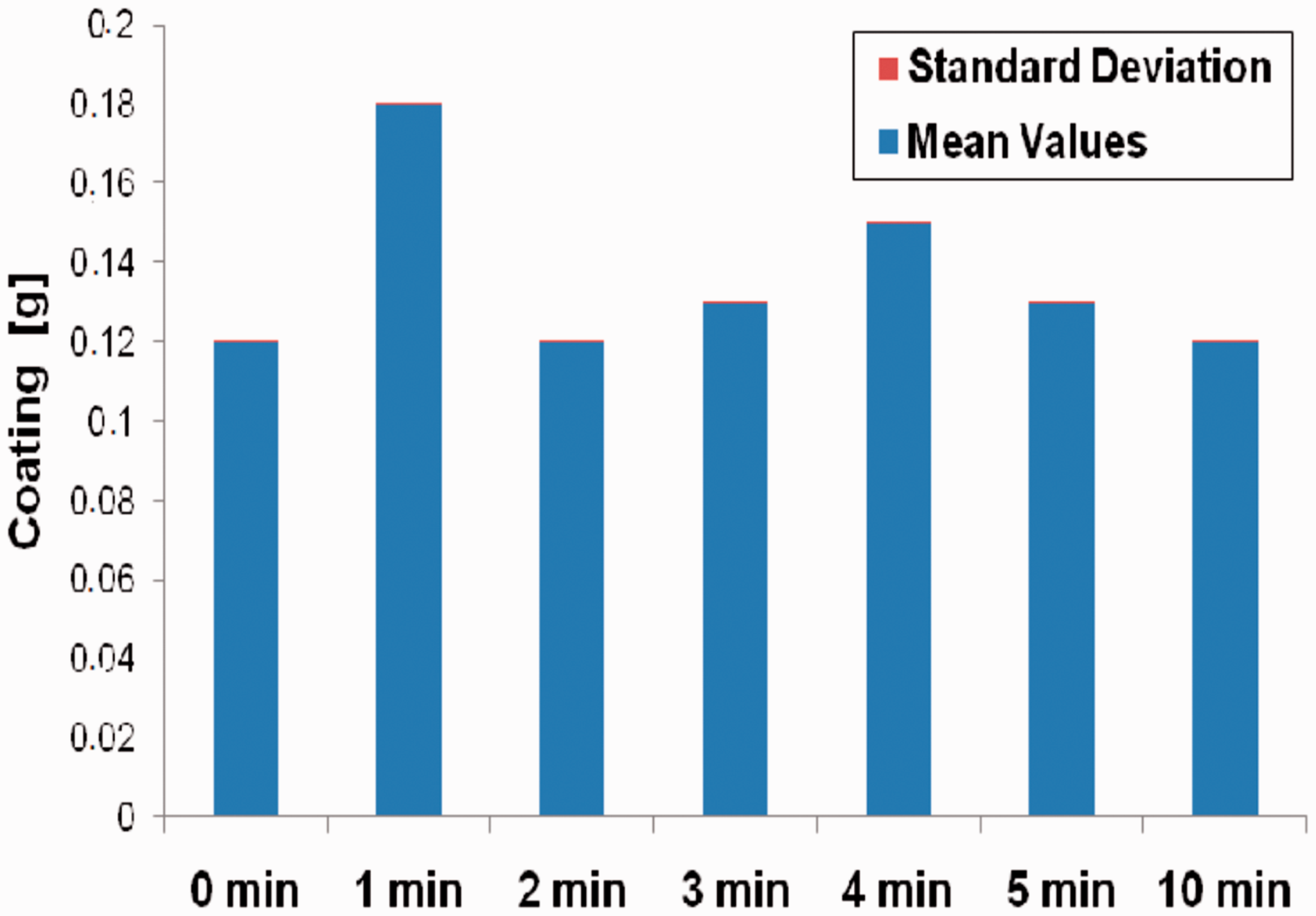

Following the determination of the effective nanofibre coating event, untwisted acrylic yarns were coated with electrospun nanofibres at different minutes, and the value of the coating and coating rate was calculated by the changes in the weight of the pure acrylic and hybrid yarns. However, it is required to remind that nanofibre deposition was done following the ethanol application without waiting. The results are given in Figure 10. In the graph, 0 min represents the weight of the pure acrylic yarn. As seen, there were often the increases in the weight of the hybrid yarn depending on the level of retwisting and coating time. The weight of the nanofibre-coated hybrid yarns was significantly higher than that of the pure acrylic yarn (Table 2a). When the effect of the application time on coating properties was analysed, as expected, the amount of the nanofibre in the yarn and hence coating and coating rate increased with longer coating times. There were regular increasing trend for all un-retwisting levels. In particular, there were significant differences between the weights of 2 and 4 min coating times for the lowest and highest retwisting levels (1-1/2 and 1-2).
Coating features of the pure acrylic and nanostructured hybrid yarns.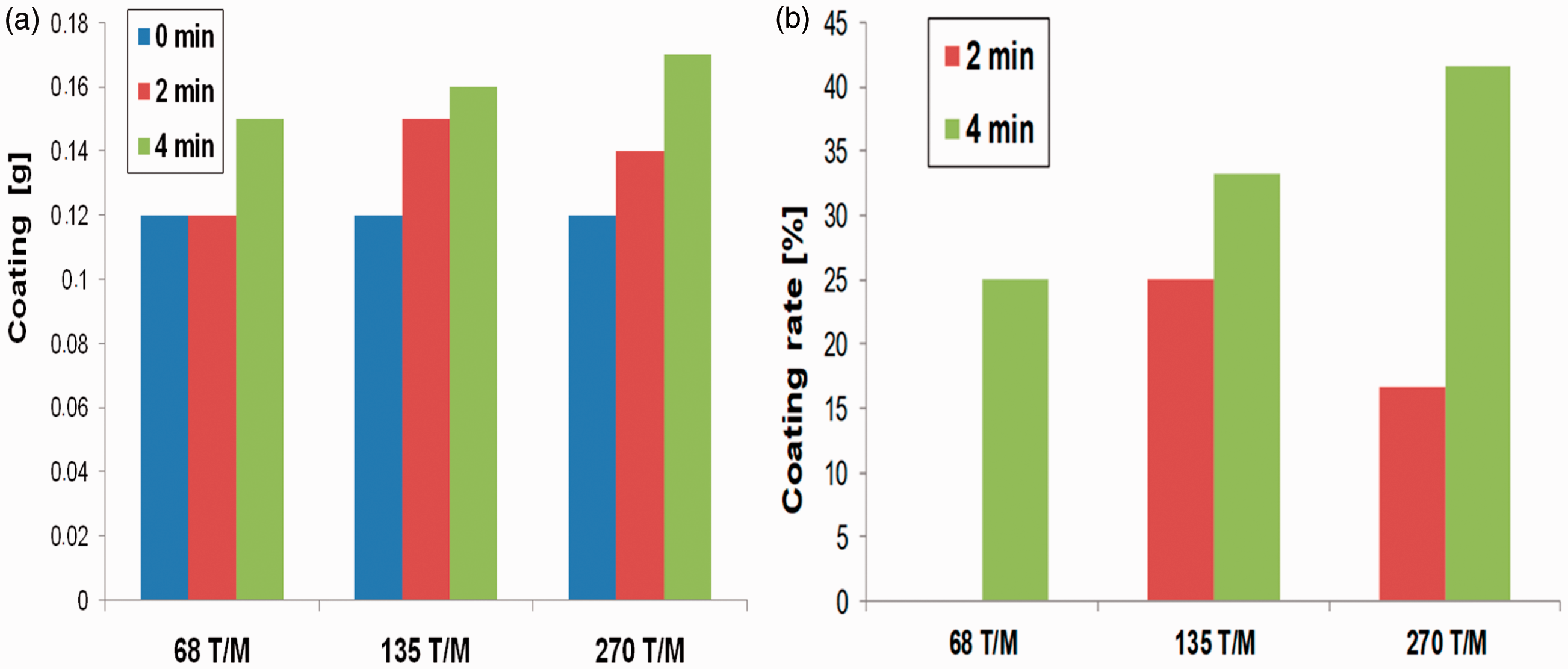
Contrary to expectations, in 1-2 un-retwisting level, the coating and coating rate values were lower than that of the 1-1 un-retwisting level at the 2 min coating time. The reason might be the ethanol withdrawing. As mentioned before, 60% ethanol solution moved away in the first 3 min from the yarn, and hence, the remained ethanol might affect the nanofibre accumulation.
Tensile properties
Regarding the nanofibre yarns, another crucial issue that needs resolving is the characterization of the mechanical properties of nanofibre yarns, which play a key role in realizing the potential of nanofibres in woven or knitted fabrics [10]. Therefore, tensile properties of hybrid yarns produced with the developed method were analysed to assess the potential of the yarns having nanofibres for use as final product and also to determine the effect of the developed process on tensile properties of the hybrid yarns. Tenacity and yarn elongation values of the pure acrylic, nanofibre-coated and hybrid yarns were determined on Lloyd LRK 5 Plus tensile tester, and the results of hybrid yarns were compared with the pure acrylic and nanofibre-coated yarns. Arithmetic mean and standard deviation values of tensile properties were presented in Figures 11 to 18. In the first part, it was investigated the effect of un-retwisting process on tensile properties of pure acrylic yarns. These yarns were only opened and then retwisted, and it was determined that 1-1 and 1-2 un-retwisted hybrid yarns had higher tenacity values than pure acrylic yarns (Figure 11). Breaking elongation values of all the un-retwisted yarns were higher than that of the pure acrylic yarn (Figure 12). On the other hand, the deviation in tensile properties of pure and all un-retwisted yarns were similar.
Tenacity results of the pure and un-retwisted acrylic yarn at different twist levels without nanofibre coating. Breaking elongation results of the pure and un-retwisted acrylic yarn at different twist levels without nanofibre coating.

In the second part, the effect of the nanofibre coating without un-retwisting process on tensile properties was studied. As expected, the nanofibre-coated yarns were getting stronger than pure acrylic yarns due to the presence of the nanofibres (Figure 13). However, in general terms, the rate of increase in yarn tenacity reduced with the longer nanofibre coating time and particularly the reduction has become clear over 3 min. As to yarn breaking elongation values, the nanofibre-coated yarns displayed higher elongation values compared to that of the pure acrylic yarn (Figure 14).
Tenacity results of the pure and coated acrylic yarn produced without un-retwisting process (C-1 min, C-2 min, C-3 min, C-4 min and C-5 min: 1, 2, 3, 4 and 5 min nanofibre coating, respectively). Breaking elongation results of the pure and coated acrylic yarn produced without un-retwisting process (C-1 min, C-2 min, C-3 min, C-4 min and C-5 min: 1, 2, 3, 4 and 5 min nanofibre coating, respectively).

In the subsequent part of the study, the changes in the tensile properties of the un-retwisted nanofibre-coated hybrid yarns were analysed (Figures 15 and 16). In the graph, 0 min of 1-1/2, 1-1 and 1-2 represented the results of the un-retwisted yarns without nanofibre coating. It was better to mention that the results of the uncoated pure and un-retwisted acrylic yarns were taken as reference values in the comparisons. As seen, the nanofibre-coated hybrid yarns had higher tenacity values than that of the reference yarns. As the coating time increased, the tenacity of the hybrid yarns had been increased to 3 min coating time for all retwisting levels. However, the values started to show the decreasing trend for 1-1 and 1-2 retwisting levels while the tenacity of the 1-1/2 hybrid yarns remained stable over 3 min. Nevertheless, the tenacity of the hybrid yarns produced by 5 min coating time was still higher than that of the values of the reference yarns. These findings were accordant with the tenacity values of the coated yarns without un-retwisting. Compared to the pure acrylic yarn, the increasing rate was almost 4% for 1-1/2, 12–31% for 1-1 and 12–43% for 1-2 retwisting levels. Contrary to the tenacity results, the hybrid yarns had almost lower yarn-breaking elongation values than that of the un-retwisted uncoated acrylic yarns. However, in comparison to the pure acrylic yarns, the yarn elongation results of hybrid yarns were higher. On the other hand, the deviation in tensile properties of pure and all un-retwisted hybrid yarns was observed as similar.
Tenacity results of hybrid yarns produced with un-retwisting process at different coating time. Breaking elongation results of hybrid yarns produced with un-retwisting process at different coating time.

The reason for higher yarn tenacity values of the coated and hybrid yarns could be the contribution of nanofibres to the yarn tenacity. Contrary to the amount of the nanofibres, yarn tenacity reduced for both coated and hybrid yarns produced at the 5 min coating time. This case could be resulted from the yarn breakage mechanism of spun yarns. When any load is applied to the spun yarns, fibre slippage occurs. Slippage is prevented by the friction and fibre cohesion resulted from the yarn twist. As the loading is increased, fibres start to slip and migrate through the different regions of the yarn. The fibres may be captured by the other fibres and fibre cohesion is occurred. The stick-slip phenomenon of the fibres in the yarns helps to resist the breakage. However, beyond certain stress, both slippage and breakage of the fibres occur and then the yarn is broken [24–26]. In nanofibre-coated and hybrid yarns, nanofibre coating above 3 min might decrease the slippage mechanism of the acrylic fibres, and these fibres are subjected to the applied load directly. The tenacity of the yarns did not increase at the higher nanofibre-coating times. As to yarn breaking elongation, there was different trend in coated and hybrid yarns. The higher elongation values of the coated yarns might be resulted from the polyurethane nanofibres on the yarn body. As known, polyurethane has hard and soft segments, and when any load is applied, soft segments on the yarn surface could be stretching and this case makes contribution to the yarn breaking elongation. However, in hybrid yarns, the micro spaces in the yarn structure might be filled by the nanofibres and this case could lead to more compact yarn structure.
In the last part, coated and hybrid yarns were compared regarding tensile properties (Figures 17 and 18). In Figure 17, coating time was kept stable while nanofibre coating methods were changed. Considering the effect of production methods, the hybrid yarns obtained with un-retwisting process had higher yarn tenacity values than coated yarns at the coating times higher than 3 min. In particular, these differences at 1-1 and 1-2 un-retwisted yarns were seen obviously. However, below 3 min, the lower tenacity values were sometimes obtained in hybrid yarns in comparison to that of the coated yarns. The effect of the coating time on yarn tenacity in hybrid yarns might be explained with the ethanol withdrawing. As mentioned before, 60% of the ethanol solution was moved away in the first third minutes from the yarn. Therefore, ethanol withdrawing decreased the building up of the nanofibres in spite of the longer coating time, and hence, the rate of increase in yarn tenacity was getting lower contrary to the expectations. Below 3 min, ethanol was not removed from the yarn body yet and thus nanofibres could not stack as uniform and individually. The nanofibres might be adhered together. Regarding breaking elongation results, as seen in Figure 18, classical coating method almost gave the highest yarn breaking elongation values due to polyurethane nanofibres on the yarn surface. The elongation values of the hybrid yarns changed depending on the coating time. As a conclusion, 3 min could be considered as the optimum coating time in the hybrid yarn production for the tensile properties. On the other hand, when the standard deviation results were analysed, it was determined that the breaking elongation values of un-retwisted yarns were even a little higher than that of the coated yarns. In particular, the hybrid yarn retwisted up to its own twist value had lower standard deviation values. Additionally, it was observed that the standard deviation in tensile properties decreased as the coating time increased.
Effect of the nanofibre coating methods on the tenacity results of the coated and hybrid yarns. Effect of the nanofibre coating methods on the breaking elongation results of the coated and hybrid yarns.

In literature, Zhou et al. [1] produced twisted continuous viscose filament/polyvinylidenefluoride nanofibre hybrid yarns by using air nozzle as a twister and compared the tensile properties of the viscose filament and hybrid yarn. Similar to our study, it was determined that the stress and strain at break was 19.39 MPa and 15.83% for viscose filament while the values were 30.82 MPa and 19.81% for hybrid yarn. Jiang et al. [19] produced nanofibre/cotton hybrid yarns by integrating the nanofibre onto the cotton card and no significant difference was observed between the strength values of the hybrid and cotton yarns.
Conclusion
In this study, electrospinning and conventional textile production techniques were combined to fabricate the nanofibre-coated hybrid yarns for the functional textile products. The method basically composed of the following production steps: opening the twist of spun yarn, making the opened twistless fibre bundle conductive, collecting the nanofibres onto conductive opened fibre bundle and twisting the nanofibre-coated yarn. The produced yarn by un-retwisting process was called as hybrid yarn and the effect of different process parameters on some of the yarn properties were researched. In the study, the hybrid acrylic yarns were compared with two different yarn types. One of them was pure acrylic yarn while the other was coated yarn produced with electrospinning application onto the pure acrylic yarn without un-retwisting process. The results are summarized as follows:
According to the yarn images, the surface of the hybrid and coated yarns was completely covered by the electrospun nanofibres. FT-IR results indicated that the (C ≡ N) bonding at 2245 cm−1 and (C = O) peaks at 1738 cm−1 in the FT-IR spectrum of hybrid yarn with electrospun PU nanofibres at 5 min was evidence of the presence of acrylic fibre in the structure. Also, the peaks belong to the groups (–CH2) at 2867 cm−1, (C = O) at 738 cm−1 and ((N–H), (C–N)) at 1526 cm−1 in the same FT-IR spectrum proved the presence of polyurethane in the hybrid yarn. Higher yarn weight of the hybrid yarns in comparison to pure acrylic yarn also indicated the presence of nanofibres in the yarn structure. However, there were some differences in both yarn types. One of them was the nanofibre configuration in the yarn structure. In the hybrid yarns, nanofibres were bent along the yarn length and followed a tangential direction due to retwisting process. The other difference was the continuity of the nanofibres. Unfortunately, in coated yarns, some cracks were observed distributed locally along the yarn length, and acrylic fibres were seen in some of the areas rather than the electrospun nanofibres. Therefore, the integration of the nanofibres was succeeded in the interior part of the spun yarn by the untwisting process, and locking of the nanofibres was enhanced by the retwisting process during the hybrid yarn production. The structure of the coated yarns could be supposed as the core-spun yarn, and acrylic fibres were applied through the interior part of the yarn while nanofibres on the exterior. However, acrylic fibres and nanofibres in hybrid yarns were mixed in the interior part of the yarn while nanofibres covered the commingled fibres as a sheath at the exterior one. Therefore, it was believed that this case helps to get better performance properties from the hybrid yarns. When the tensile properties of the yarns were compared, it was determined that the coated and hybrid yarns had higher yarn tenacity and breaking elongation values than pure reference acrylic yarns due to the presence of the PU nanofibres. Regarding the production methods, the results indicated that hybrid yarn production method including un-retwisting process produced stronger yarns in terms of the successful integration of the two different morphologies while coating method without un-retwisting process caused higher yarn elongation values in terms of the soft segments of the PU. Unfortunately, coated yarns without un-retwisting were expected to display lower durability due to the placement of the nanofibres on the yarn surface and to limit the usage of these yarns in textile processes like knitting, weaving, etc. Regarding the nanofibre yarns, one of the most important issues was reported in literature as the characterization of mechanical properties of the nanofibre yarns to realize the usage of nanofibre yarns in woven or knitted fabrics. Therefore, the hybrid yarn produced in this study could provide required tensile properties for the downstream processes. Immersion of ethanol solution made the usage of any yarn as a collector instead of the metal-based structures. In this study, it was determined that ethanol solution moved away rapidly such as 5 min. There was no need of any process or chemicals for the ethanol withdrawing. This case makes the method easier and commercially applicable. As to the effect of the coating time, it was determined that coating and tensile properties of the hybrid and also coated yarns were increased. However, in this study, it was determined that 3 min could be considered as the optimum coating time due to insignificant changes in the properties. Depending on the polymer and conventional textile fibres, hybrid yarn can be utilized for scaffolds, filters, diapers, sanitary pads, sutures, artificial vessels, wearable textile products as a fabric as well as yarn form.
In this study, it was focused on developing a method to produce the functional yarn consisting of nanofibres having suitable features for the textile processes like weaving, knitting, etc. to produce a fabric. Therefore, at the first step of this study, it was researched the possibility of the nanofibre integration to the interior part of the yarn with the exterior one and also the effect of the method on mechanical yarn properties and yarn structure. Following to this stage, it is planning to make an effort to transfer the method a prototype to form a dynamic process and to research the effect of the hybrid yarn on the fabric properties. It was believed that the findings could encourage the researchers to commercialize the method in order to get nanofibre-coated functional yarns. Furthermore, the challenges such as fibre loss resulted from retwisting process and transferring loose fibre bundle to nanofibre deposition should be taken into consideration for the prototype of the method.
Footnotes
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This work was supported by grants from the Unit of Scientific Research Projects of Isparta in Turkey (Project No: 4644-YL2-16).