
Abstract
The objective of this research was to produce elastomeric nonwovens containing cotton by the combination of appropriate process. Such nonwovens are in demand for use in several healthcare, baby care, and adult care products that require stretchability, comfort, and barrier properties. Meltblown fabrics have very high surface area due to microfibers and have good absorbency, permeability, and barrier properties. Spunbonding is the most economical process to produce nonwovens with good strength and physical properties with relatively larger diameter fibers. Incorporating cotton fibers into elastomeric nonwovens can enhance the performance of products, such as absorbency and comfort. There has not been any study yet to use such novel approaches to produce elastomeric cotton fiber nonwovens. A hydroentangling process was used to integrate cotton fibers into produced elastomeric spunbond and meltblown nonwovens. The laminated web structures produced by various combinations were evaluated for their physical properties such as weight, thickness, air permeability, pore size, tensile strength, and especially the stretch recovery. Incorporating cotton into elastic webs resulted in composite structures with improved moisture absorbency (250%-800%) as well as good breathability and elastic properties. The results also show that incorporating cotton can significantly increase tensile strength with improved spontaneous recovery from stretch even after the 5th cycle. Results from the experiments demonstrate that such composite webs with improved performance properties can be produced by commercially used processes.
Introduction
Nonwovens have been used extensively worldwide, with their usage and demand continuing to increase [1]. The global nonwoven market is expected to reach a value of $77 billion in 2027 [2]. Nonwoven composites are usually the combination of two or more materials (fiber, web, yarn, fabric, or film) with desired improved performance in terms of either strength, absorption, filtration efficiency, flexibility, thermal insulation or to make them cost-efficient [3–5]. One of the rapidly growing areas of nonwoven technology is Elastic Nonwovens (ENs) [6–9].
ENs are integrated into more application areas with desirable coherency, strength, conformability, stretch, and recovery properties [10]. Mostly, meltblowing and spunbonding techniques are used for making EN [11,12]. EN manufacturing processes also include several easy steps like composite formation, lamination, coating, and chemical treatment [7–9]. Conventional meltblown nonwoven fabrics have low elasticity that can be easily overcome with meltblown elastomeric nonwoven materials [13]. Developing unique fiber and surface properties using specialty polymers in the meltblown process has brought a new dimension to the short time/single used nonwoven industry [14]. Specialty polymers, i.e., thermoplastic elastomers, have been used to impart elasticity to meltblown nonwovens [15,16]. In recent times, polyurethanes, polyesters, polyamides, A-B-A block copolymers, polymers with ethylene and α-alkene, and polyether-urethanes are commonly used [17–21].
On the other hand, spunbond process is the most widely used one to produce nonwoven fabrics [22]. Spunbonded webs can have a more pleasant feel than meltblown webs. Generally, elastic nonwoven fabrics comprise a web of bonded thermoplastic spun-bonded filaments of a thermoplastic elastomer. EN webs produced with these elastomers can be stretched to at least 10% beyond their original length and provide desired barrier properties. Compared to meltblown elastic webs, spunbonded elastic webs offer improved aesthetic and strength properties [23]. Elastic composite nonwovens made by hydroentangling of staple textile fibers or wood pulp fibers and elastic net exhibits a less rubbery feel than traditionally elastomeric materials [24,25]. The recent study of Kim et al. showed the composite nonwovens produced by lamination of polypropylene spunbond nonwoven with carboxymethyl cellulose/hollow viscose rayon blend nonwoven are promising for wound dressing material [26].
Composite elastic nonwovens are coherent, exhibit improved strength and elasticity properties with a high degree of elasticity and stretch recovery, and provide desirable softness characteristics. However, in some instances, the fibers are not tightly held into the composite web that leads to problematic repeated stretch and relaxation, fiber shedding, and pilling, or the composites exhibit low extensibility and poor uniformity [23,25,27,28]. Good elasticity can be achieved by combining the selected materials with the alignment of most fibers or filaments in one direction under heat [29]. The barrier functions, which were possessed by adding the microfibers or microfilaments provided with elastic properties, can be maintained with frequent stretching [19,24]. Thus, adequately engineered composite nonwovens show great promise as elastomeric products.
While there have been many advances in high-performance and functional composites thus far, there remains a lack of ideal and multifunctional composites that provide comfort with good absorbency properties, enhanced tensile strength, and good barrier performance with excellent stretchability. Consequently, the present study included incorporating cotton fibers in spunbond and meltblown elastomeric nonwoven webs and investigating cotton's effect on produced nonwoven structure and properties.
Experimental studies
Materials and methods
In this study, five stretchable nonwoven samples, four of them spunbond, and another one meltblown were used. Spunbond fabrics from commercial producers using Vistamaxx™ resins with various basis weights were obtained from Berry Global, Mooresville, NC. Commercial grade thermoplastic polyurethane (TPU) obtained from Lubrizol was used to produce melt-blown nonwoven webs using the six-inch-wide meltblowing pilot line at the University of Tennessee, Knoxville Nonwovens Research Laboratory. A schematic of meltblown line is shown in Figure 1.

Schematic of a meltblown line.
Meltblowing was performed with the melt throughput of 0.8 g/hole/min, die temperature of 230 °C, air temperature of 260 °C, and air pressure of 240 KPa, where, a collector speed was adjusted to get the desired fabric weight with maintaining a Die-to-Collector distance of 40 cm.
The cotton fibers used in this study were commercially available mechanically cleaned cotton fiber (True Cotton, TJ Beall Co., Greenwood, MS). Cotton fiber properties were measured by the High-Volume Instrument (HVI; Uster Technologies Inc., Charlotte, NC). The fiber characteristics includes upper half mean length (UHML): 2.92 cm; micronaire: 5.1; strength (g tex-1): 30.3; elongation (%): 7.5; trash count (per gram): 0.0. The elastomeric nonwovens' basic properties, such as weight, thickness, are listed in Table 1.
Properties of the elastomeric nonwovens used.

Composite sample preparation
For composite sandwich structures, essentially, a carded cotton web was sandwiched with spunbond/meltblown webs by hydroentangling. As the properties are dependent on cotton content and the weight of the spunbond/meltblown layers, combinations of light to medium weight spunbond webs on cotton webs were tried. Using the four elastomeric spunbond nonwovens (S1-S4) with different GSM, seven different composites nonwovens (C11, C21, C22, C31, C32, C33, and C41) were produced. Two types of meltblown cotton composites (M11 and M22) were produced by incorporating cotton fibers with the elastomeric meltblown nonwoven (M). Hydro-entangling (HE) equipment (as shown in Figure 2) at SRRC, USDA laboratory in New Orleans, LA was used to prepare cotton webs and elastomeric composite nonwoven/laminated structures. Carded/air-laid cotton webs were combined with the spunbond or meltblown elastomeric webs and passed through the hydro-entangling line to form well-bonded composite structures. In HE, high-pressure water jets force into the webs against a carrier belt, causing the fibers to intermix and entangle together. The hydroentangled webs were collected on a 1-meter fabric winding system with a constant line speed of 5 meters/min and a drying temperature of 170 °C.

Schematic diagram of the commercial hydro-entanglement process (reproduced with permission from [30].
The details of produced composite samples, including the pressure of water jets used, are shown in Table 2. The rest of the processing conditions were the same for all samples.
Composition of composite nonwovens containing cotton fibers.

Characterization
The webs and laminated structures produced by various combinations were evaluated for their physical properties such as weight, thickness, air permeability, pore size, tensile strength, and absorbency. The weights of the nonwoven webs expressed as gram per square meter were determined according to ISO 3801 method. Their thickness was determined with the ProGage Thickness Tester, according to ASTM D 5729-9. Air permeability was determined using a TEXTEST FX3330 air permeability tester, according to ASTM D73796. Hydrostatic head measurement was performed according to AATCC 127 using a TEXTEST FX 3000 tester. Scanning electron microscope (SEM) was used to study the fiber and composites structure of melt blown and spunbond webs. FEI Teneo, Field Emission SEM was used under 5 kV voltage and at various magnifications. Samples were mounted using carbon tapes and coated with gold for 30-60 seconds. Tensile tests were carried out according to ASTM D5035 - 11(2019) using an Instron 4400 R tensile tester. In addition to these, stretchability of the webs and stretch recovery from certain stretch levels were measured using the cyclic loading and unloading in the same tensile tester. Here, a constant load was applied according to BS EN 14704-1:2005 method and each sample was tested through 5 cycles. 20% breaking load of each sample was fixed as the maximum load, and the extension rate was fixed at 100 mm/min. Mean flow pore diameter and pore size distribution of the samples were measured according to ASTM F316 − 03 (2011) using Capillary Flow Porometer. Water absorbency properties (to deionized water) of all the samples were evaluated using an ATS-600 Absorbency Testing System. Time Tests were run for 300 seconds to ensure that absorption had tapered off, and the differential fluid head was set approximately at 3 mm.
A graphical presentation of the overall procedures is shown in Figure 3.
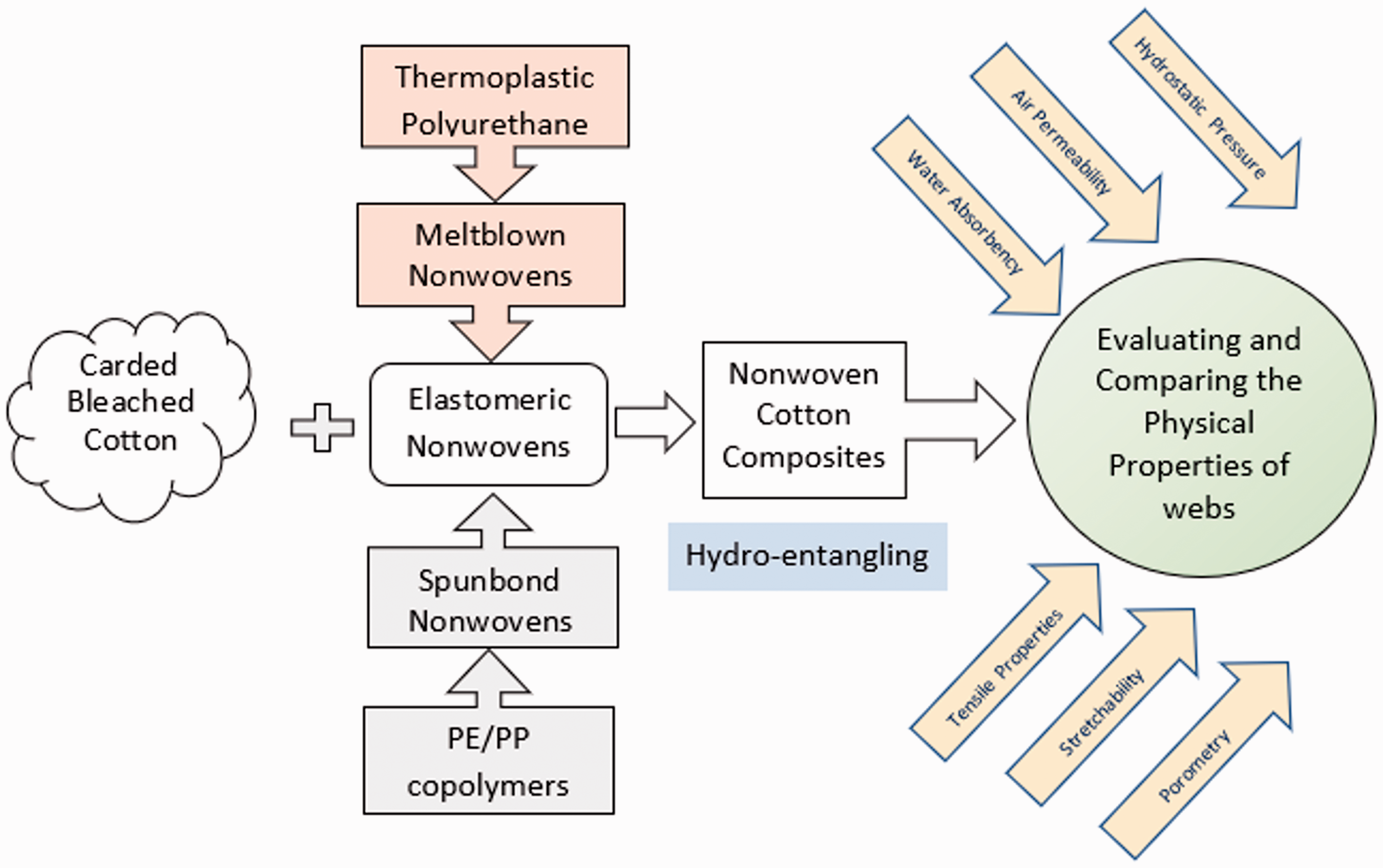
Graphical presentation of overall processing and characterization methods.
The statistical analysis (t-test and anova) of test data was performed using the JMP Pro15 software, and the results were compared within the same group of structures to check their variability. The programming software R was used to calculate the area under the curve of the hysteresis loop and the test data were represented graphically through Microsoft Excel and Origin Pro 2020. Weight of nonwoven webs plays a significant role in test data. So, the test data were normalized based on basis weight. Since all nonwoven samples' average weight is close to 100gsm, the test data were normalized and reported for 100gsm; this allows a reasonable comparison of the results for various samples investigated.
Results and discussion
Processing observations
Whereas all of the spunbond and meltblown samples were produced on well-established commercial or pilot lines, carding of cotton fibers and hydroentangling of the composite webs were carried out at USDA SRRC using their pilot lines. Hydro-entangling and drying conditions were set to achieve well-bonded webs based on visual observation and physical handling. The visually appealing composite samples were produced and characterized for their structure and physical properties which are discussed in the following sections.
Air permeability
Air permeability of nonwovens is an important property that depends on the openness or porosity of the structure. This regulates the thermal comfort properties of fabrics to a large extent. Generally, higher porosity leads to more permeability [31]. Several parameters such as fiber microstructure, fiber diameter, and pore size of nonwovens affect the air permeability for elastomeric nonwoven composites. Air permeability values depend on the amount of cotton incorporated into elastomeric spunbond and meltblown nonwovens. The bulk density also has an impact on air permeability values. However, air permeability decreases with or without cotton with increase in mass per unit area. The statistical analysis of test data indicates that there is significant difference between the elastomeric and composite structures at the 5% level of significance. The values of air permeability are reported in Figure 4.
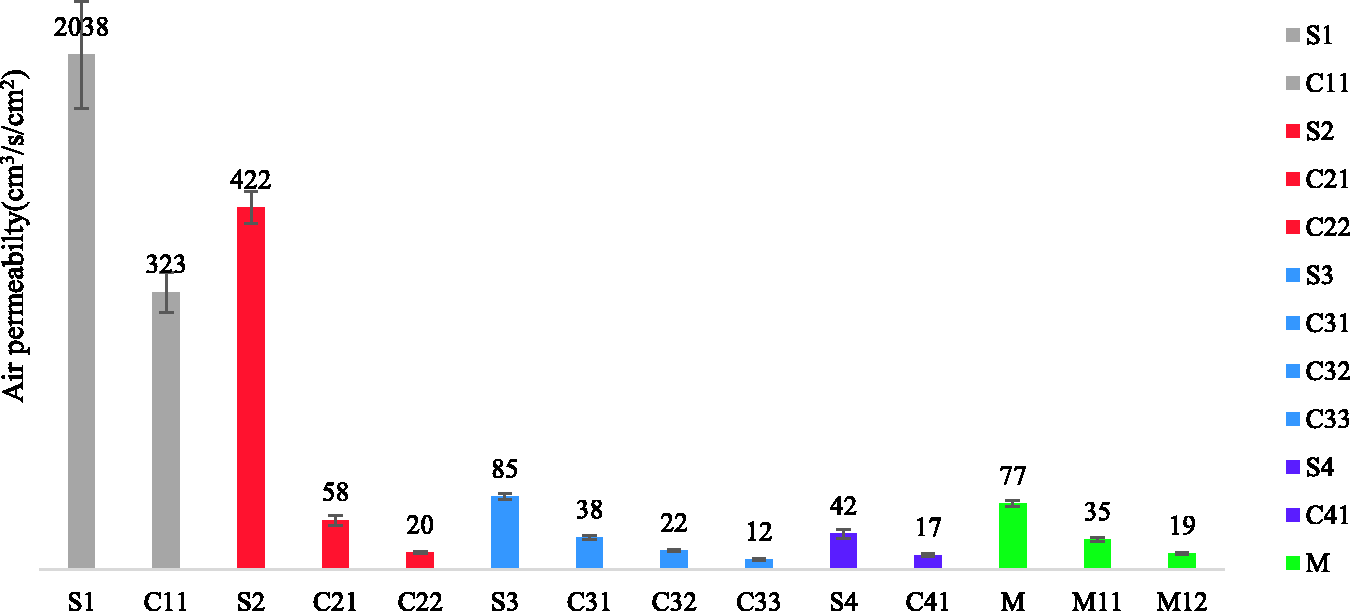
Air permeability of composite and elastomeric nonwovens.
Spunbond fabrics had higher air permeability values, so the decrease was much larger because the spunbond structure was changed from a more open with larger pores to a composite structure with relatively small pores. This is expected, and still, the air permeability is higher for spunbond-based composite fabrics. Compared to this, meltblown nonwoven had a relatively lower permeability to start with, and this decreased slightly. The meltblown webs have a lot lower fiber diameter than spunbond fabrics, and because of that, they have lower air permeability due to smaller pore size and less pore volume. However, the air permeability values are still high enough for most applications such as medical bandages, surgical gowns, and drapes. [32]. The value is larger than most hydro-entangled and needle-punched nonwovens [33–35]. Thus, the addition of cotton reduced air permeability to some extent in all the cases, and the reduction was dependent on the initial structure and properties of the elastomeric webs.
Hydrostatic head
Hydrostatic head refers to the ability of a fabric to resist water penetration under certain water pressure. In this condition, the fabric expands and the gap between fabric increases so that the water can penetrate the fabric [36]. Typically, a higher value of hydrostatic pressure represents higher resistance, which means water droplets tend to repel instead of wetting the surface or penetrating through the substrate [37]. The normalized hydrostatic pressure (based on weight) is presented in Figure 5. The statistical analysis shows significant difference between the elastomeric nonwovens and their corresponding composites structures. Statistically significant difference in hydrostatic value was not observed in only one case, between S3 and C32 at the 5% level of significant (P-value 0.2273). The hydrostatic pressure is not nonlinear to the fabric's weight, so that the thickness might influence the test data. However, normalizing the test data based on thickness does not change the trend of the graph.

Hydrostatic pressure of composite and elastomeric nonwovens. (a) Before normalizing (b) After normalizing.
However, with hydrostatic head, the trends are different depending on how the data are looked at. Especially with more open fabrics to start with, hydrostatic head initially increases with the incorporation of cotton. This is because the increase in barrier by additional fibers, based on decrease in air permeability, has a dominating effect over the increase in absorbency due to hygroscopic cotton. As the cotton content further increases, the balance of increased fiber content and decrease in air permeability and the increase in absorbency reach a stage where the overall hydrostatic head starts to decrease. For less porous fabrics, to begin with, the addition of cotton contributes to a decrease in hydrostatic head as cotton’s absorbency has a dominant effect. For airflow, it is mainly the web structure, fiber packing, and porosity that influence the values, and absorbency characteristics of the materials are not that important. However, for hydrostatic head, the absorbency of the component fibers does have an effect and observed hysrostatic pressure results indicate the combined effects of both fiber’s absorbency, amount of each fiber, and packing of fibers in the structure. Based on the application of these products, whether the absorbency is more critical or hydrostatic head, it will be possible to engineer the web structure by including the appropriate amount of cotton. Since the spunbond has very low hydrostatic pressure (less than 20 mbar), due to its droplet repellency, the spunbond composites may have potential applications in hygiene products and other industrial products with multilayer nonwoven fibrous media. [38,39].
Tensile properties
The tensile strength of nonwoven composites is an essential property for many applications. Tensile strength depends on several parameters such as polymer type, fiber diameter, fiber microstructure, fiber orientation, and fiber entanglement or bonding in the nonwovens. Since nonwovens' weight influences the tensile strength of nonwovens webs, values were normalized for the basis weight of the control sample and plotted as reported in Kamath et al. [40]. The normalized breaking load at machine direction (MD) in Newton and elongation % for each sample are reported in Figure 6.
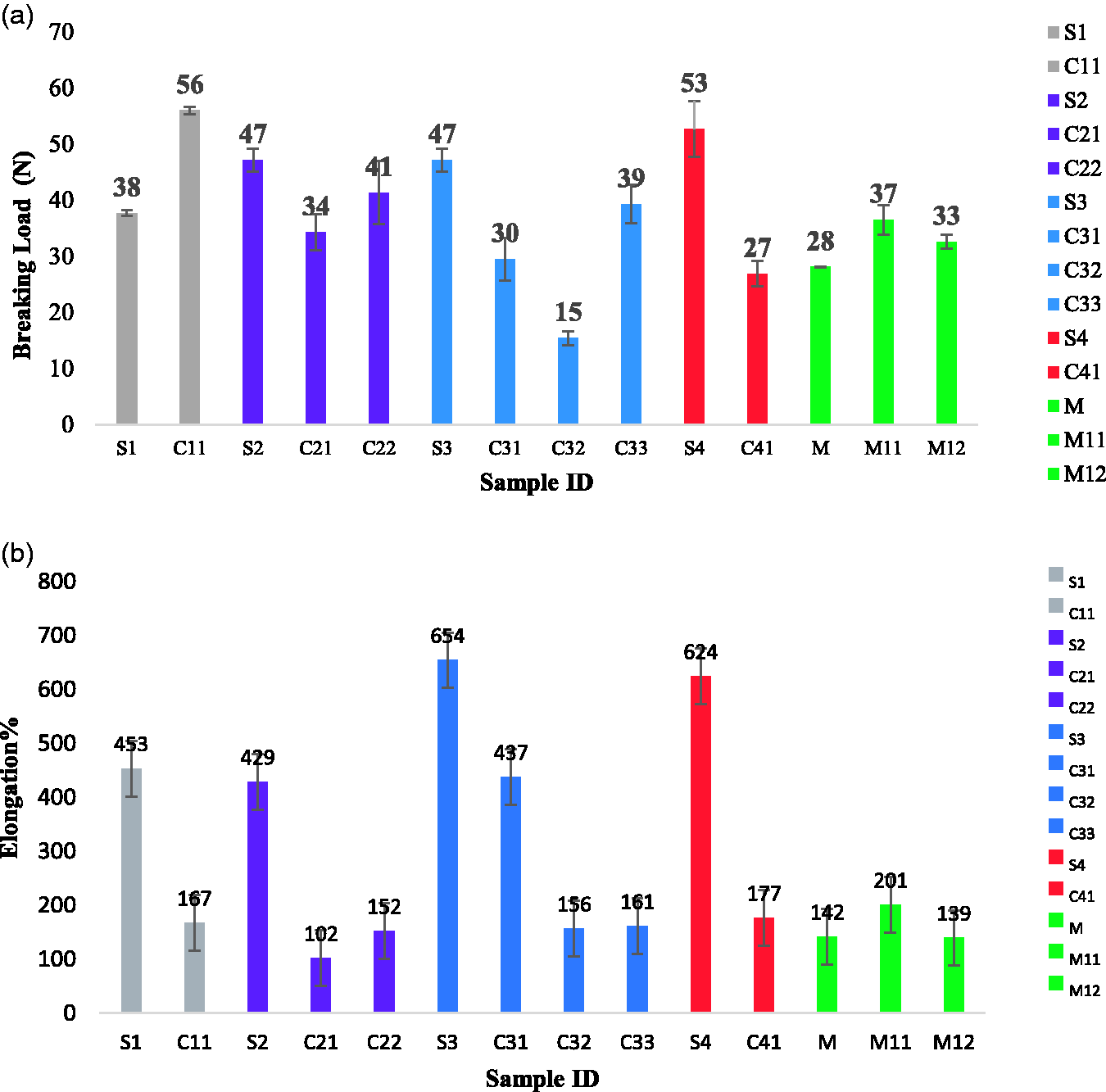
(a) Normalized tensile strength of composite and elastomeric nonwovens. (b) Elongation at break of all composite and elastomeric nonwovens.
In most of the composite samples produced using spunbond materials, normalized breaking loads of the composites were higher, and breaking elongation values were lower compared to that of the spunbond fabrics (Figure 6). Again, because of the increase in overall weight, one must take that into account and normalize the data to basis weight is essential. Additionally, the statistical analysis of tensile test data shows a significant difference between the strength of the samples within the same group at the 5% level of significance. In contrast, the difference is not significant between S2 and C22 at the 5% level of significance (P-value 0.0657). In all the spunbond-based composites, the addition of cotton contributed to improvement in actual values of breaking load. However, cotton nonwovens are in general weaker compared to spunbond nonwovens. With more than half of the material being cotton in the composite structure, normalized breaking load is lower than that of the spunbond fabric. The lower strength of cotton nonwovens compared to spunbond fabrics is due to the inherent mechanical property differences in the two materials and construction of the fabrics. Whereas in spunbonds, fibers are continuous and firmly bonded, with cotton staple fibers, the bond points are relatively weaker. This change in breaking load was accompanied by a simultaneous decrease in breaking elongation as well. Adding cotton fibers to an elastomeric meltblown nonwoven resulted in a slight increase in strength and decrease elongation. This is probably because the network of entangled smaller fibers had enough strength to start with and adding cotton fibers is not making a huge difference in breaking strength values. Generally, meltblown fabrics are much weaker than spunbonds to start with, and the observed trend, which is different than in spunbond fabrics, is expected. The overall reduction in elongation values is because of the nonelastic nature of cotton fibers. The changes in the structure of the webs are investigated by SEM photographs and discussed in ‘Scanning electron microscope’ section.
Capillary flow porometry
Pore structure and porosity characteristics of nonwovens are important for their applications including filtration [8,41–43] catalysis [44,45], sensing [46,47] and tissue engineering [48–51]. The open porous structure of nonwovens defines the materials' performance in these applications [42,52]
Water absorbency and capillary flow porometry of nonwovens.


Pore size distribution of different elastomeric and composites nonwovens.

Mean flow pore diameter of composite and elastomeric nonwovens.
Water absorbency
Water absorbency of fabrics significantly affects several important characteristics such as comfort, static build-up, shrinkage, water repellency, and wrinkle recovery [54]. Adding cotton fiber into elastomeric nonwovens increases the maximum water absorption, as expected. The reason is due to the incorporation of hydrophilic cotton fibers in the webs. Furthermore, the slope of absorption curves for all spunbond (Figure 9(a) and (b)) and meltblown (Figure 9(c) and (d)) nonwovens are approximately straight line, Conversely, in most of the cases, the absorption slope of composite webs follows a gradual incline with time as shown in 9a and 9c. This indicates the water absorbency of spunbond and meltblown is significantly less than their corresponding composite structures. Their statistical significance was evaluated with t-test and F-test. Most of the meltblown and spunbond composite structures are significantly different from their corresponding elastomeric nonwovens. With the incorporation of cotton, at least in spunbond fabrics, absorption increases to a large extent, as seen by the data in Table 3.

Water absorption of (a) S2 and (b) C21, (c) M and (d) M12.
In the case of meltblown composite samples, with cotton layers on both sides of the meltblown web, the absorbency was much higher than with one layer of cotton. Also, for meltblown webs with high surface area, overall absorbency was much higher to start with compared to that of spunbond webs.
Scanning electron microscope (SEM)
The SEM micrographs were taken at different magnifications (i.e., 500x, 800x). The SEM photographs in Figure 10(a) show the changes in structure after adding cotton into elastomeric webs. As discussed before, meltblown samples had finer fibers and a more compact structure with lower porosity compared to the spunbond samples. Whereas the elastomeric fibers in the spunbond and meltblown samples are round, cotton fibers show their flat ribbon like structure. Cotton fiber effective diameters are comparable to that of fibers in spunbond webs. Additionally, the cross-sectional SEM photographs confirm the tight packing and strong bonding between the cotton and meltblown/spunbond layers (shown in Figure 10(b)). The fibers from the spunbond/meltblown layer are intermixed and entangled together with the fibers from cotton layer. Thus, the layers are held together even under tensile load. These strong networks created between elastic and cotton fibers resultant in good stretch recovery which was further studied in the next section. The fibers are well packed in both cases after hydroentangling. Also, hydroentangling did not create any visible damages to the spunbond or meltblown structures.

(a) SEM micrographs of different elastomeric and composite nonwovens (S3, C31, C4, M and M11). (b) Cross sectional SEM micrographs of Composites nonwoven. (C41 and M11).
Cyclic loading and unloading test
Dynamic elastic behavior such as dynamic work recovery and stress at specific extension of the materials can be used to analyze the instant material behavior to body movement [55]. Analysis of dynamic elastic behavior can also tell the stretch and recovery performance of the elastic material [56]. Stretching of fabrics is crucial in analyzing pressure comfort, which largely depends on fabric elastic characteristics and elastic recovery properties.
Balance of the fabric's tensile forces and the frictional forces between skin and fabric regulate either material will slip or stretch [55]. If an elastic material is loaded and unloaded, the loading and unloading curve will form a loop called hysteresis [57,58]. Most of the textile fabrics undergo nonlinear viscoelastic deformation, which will produce hysteresis loop [59]. Higher the hysteresis area, the higher the energy loss, i.e., lower the fabric stress and strain recovery, as shown in Figure 11. The elastic fabrics have a higher elastic recovery with lower energy loss, and thus the fabrics will have the advantages of improved stamina and power to perform spontaneous movement. So, it is necessary to study the energy loss or power gain in the form of dynamic work recovery to predict the stretchability. Work recovery is not the same as elastic recovery. Work recovery is defined as the ratio between recovered elastic energy and the total elastic energy for the specific strain expressed in percentage whereas elastic recovery is the ratio of recoverable strain to total strain at any given stress [60,61].

Cyclic loading and unloading for 5 cycles of sample C22 (Extension Vs Load).
The dynamic work recovery of the fabric was evaluated by a constant rate of elongation principle. In this research, the nonwoven fabrics were tested for their dynamic elastic behavior such as dynamic work recovery at specific load (20% of breaking load of each sample) based on ASTM D 4964–96 method using the Instron tester. Each sample must undergo 5 loading and unloading cycles with a constant 100 mm/min rate of elongation as shown in Figure 11. Energy for loading and unloading has been calculated for each cycle. The dynamic work recovery (DWR %) and hysteresis energy for all elastomeric and composite nonwovens are shown in Table 4.
Dynamic work recovery (DWR) % and hysteresis energy (HE).
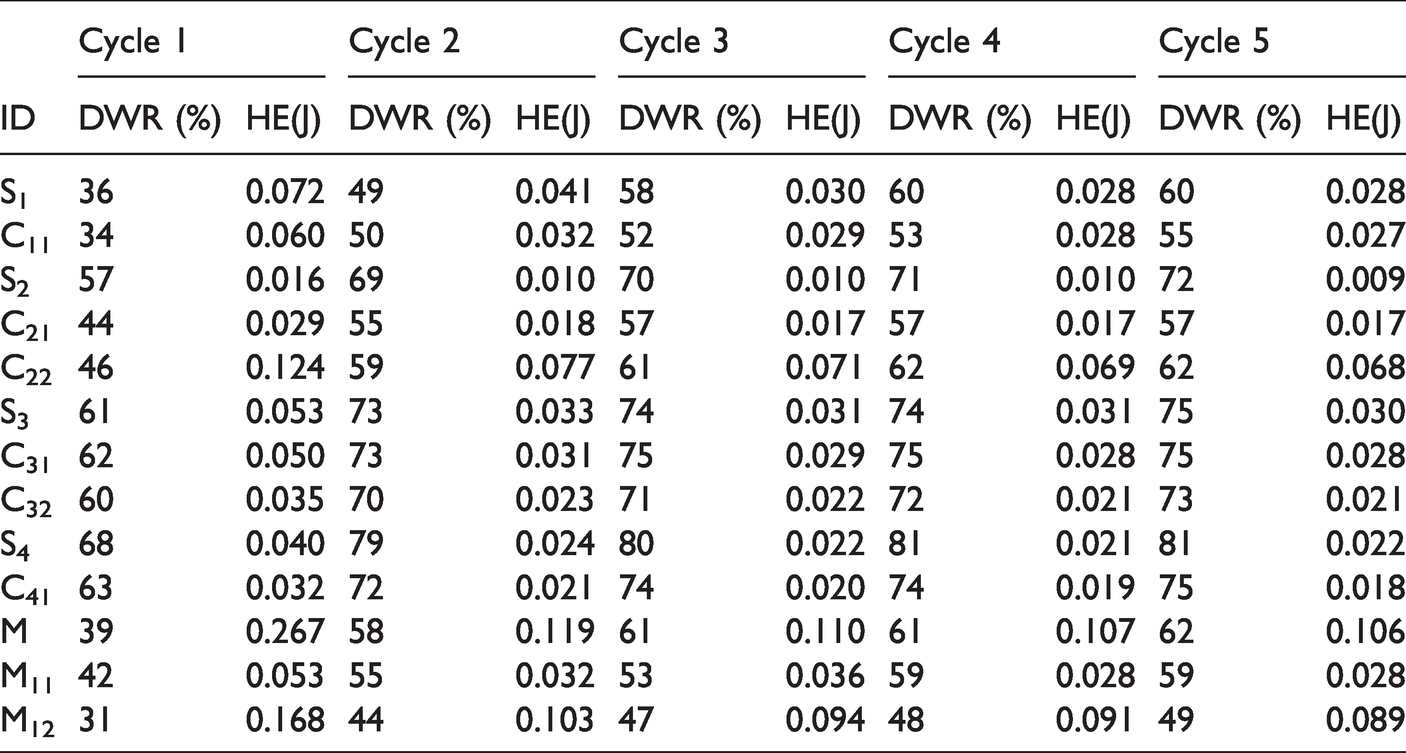
From the data in Table 4, we can see that energy loss is decreasing after each cycle. With elastic materials, although there is a larger drop in energy after the first cycle, in subsequent cycles, the loss in energy is minimum, and that is the case in all the samples tested. Incorporation of cotton does not affect the energy loss in each cycle (1st to 5th). This data also indicates the higher stress and strain recovery as well as stretch recovery for most of the composites. Additionally, the recovery for all the composite nonwovens is good even in the 5th cycle. Even after adding cotton, the intrinsic recovery properties of meltblown and spunbond elastic nonwoven fabrics are maintained.
Conclusion
Cotton fibers were successfully combined with elastic meltblown and spunbond webs by hydroentangling to produce stretchable composite nonwovens. Various composite fabrics produced from different combinations were characterized to understand their structure and performance properties. The results indicated significant improvement in the functional properties of composite nonwovens after adding cotton fibers. The objective was to improve comfort properties such as absorbency without compromising breathability, stretchability, and stretch recovery to a large extent. For all composite nonwovens, the mean air permeability decreases with the addition of cotton, but still, the permeability of composites was very good, with average values about 20 cm3/s/cm2 or higher. In most cases, hydrostatic pressure also increased on adding cotton with a simultaneous increase in maximum water absorption of the webs. The absorbency of the composite increased 3 to 10-fold due to the presence of cotton. Collectively, we anticipate that the synthetic fibers' comfort and barriers properties can be modified favorably due to the combined effect of absorbency of cotton and reduction in mean flow pore diameter of all composite nonwovens. Similarly, tensile strength of the webs increases with the addition of cotton, with a simultaneous reduction in elongation. Incorporation of cotton reduces the loss of energy in each cycle. The recovery for all the composite nonwovens is good even after the 5th cycle. Incorporation of cotton by hydroentangling increases the effective bond points thus changing the network structure leading to increase in strength (up to 50%) and reduction in elongation. This increase in network also helps in maintaining stretch recovery characteristics. This study has clearly demonstrated that it is possible to incorporate cotton in elastomeric webs using a commonly used hydroentangling process. Thus, produced composite webs have a good combination of stretchability, stretch recovery, absorbency, and barrier properties, making them suitable for several biomedical and other applications. Whereas this study has shown a possibility to produce elastomeric nonwovens containing cotton fibers, further studies are needed to produce and evaluate composite structures with well-controlled fabric weights and compositions of cotton and elastomers to optimize the performance. Consequently, the effect of elastomeric coating (e.g. Polyurethane) on cotton nonwovens could be another paradigm for future research.
Footnotes
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: USDA grant agreement number: 58-6054-7-007.