
Abstract
A new acoustic absorbing/cushioning composite is fabricated by thermoplastic polyurethanes honeycomb structure – thermoplastic polyurethane honeycomb cushion and grid, and composite nonwoven in this study. Composite nonwoven is composed of different layers of polyester/polypropylene nonwoven and polyester nonwoven. Research result shows that layer combination of polyester/polypropylene nonwoven and polypropylene nonwoven affects acoustic absorption and thermal conductivity of resulting composite nonwovens. The thermal conductivity of composite nonwovens decreases to 0.02213 W/(m K), showing excellent thermal-insulating property. Honeycomb structure–thermoplastic polyurethane honeycomb cushion and grid broadens the acoustic absorbed frequency and improves the mid- and high-frequency absorption coefficient and cushioning property of thermoplastic polyurethane/polyester/polypropylene composites. Incorporation of different honeycomb structure into composite nonwovens presents diversified acoustic-absorbing characteristic profiles. The resulting 35-mm-thick thermoplastic polyurethane/polyester/polypropylene composites absorb 85% acoustic waves at 1250 Hz and 94.2% at above 2000 Hz as well as 92.88–96.59% impact energy. Therefore, it becomes an excellent alternative for protective wall in kindergarten and gerocomium and compartment wall in the building.
Introduction
Many countries face to a challenge for the aging populations. Many developed countries enter into aging society successively. Predictably, the scale and population of geracomium both broaden in the future. In China, the proportion of aged people increases gradually. In Taiwan, fall becomes the second reason for accident damages. From 1999 to 2005, falling prevalence rises from 18.7 to 20.5% according to survey [1]. After the elderly people fall, it has a risk of injury, declining activity and losing independent ability, and even death [2]. In order to reduce falling casualty accident, cushioning protective materials are applied as inner wall of geracomium. Besides, at the background of higher secure accidents, this material is also promising when used as wall corner in kindergarten in order to protect children from injury.
Cushioning derives from packaging materials. Through transportation, safeguard, stacking, and handling processes, packaging material circulates from production to end-use. Mechanical damage commonly occurs in the logistics/transportation [3]. Therefore, cushioning packaging material is applied to protect the product from damage. Traditionally, cushioning packaging material includes foaming plastic, corrugated board, honeycomb paperboard, cushion film, etc. However, these materials have low elasticity and high compression strain rate; hence, they are absent of elastic recovery and dimensional stability. The defects of these materials have a higher risk of secondary injury for people when impacting on protective wall made of these materials.
Thermoplastic polyurethane (TPU) belongs to thermoplastic elastomers that combine the high elasticity and low compression rate of rubber with the processability of thermoplastic polymers [4]. Due to its excellent processability, it can be made into honeycomb structures, honeycomb grid, and honeycomb cushion, which have higher commercial benefit and stronger support ability than the homogeneous structure [5]. They have high elasticity and low compression strain rate, and hence supplement the defects of traditional cushioning material. Moreover, honeycomb structures have excellent impact resistance because they are composed of many air chambers which disperse the impact force away. Therefore, honeycomb grid and honeycomb cushion are applied to improve impact resistance of resulting composites.
Acoustic-absorbing and thermal-insulating properties are essential requirements for inner wall in order to reduce noise and save thermal energy. Recently, glass wool and rock wool, as economic acoustic-absorbing materials, are harmful to human body because their fine fibers irritate the skin. Therefore, Polyester (PET) and polypropylene (PP) fibers are made into acoustic-absorbing nonwovens due to their nonirritant and light weight. However, these nonwoven materials have better absorption coefficient at high frequency, but lower at low- and mid-frequency [6–9]. Currently, researchers emphasized on the improvement of acoustic absorption coefficient at low- and mid-frequency by integration of different acoustic-absorbing structures such as porous absorbing, plate resonance absorbing, and cavity resonance absorption. Lin et al. inserted TPU honeycomb grid between nonwoven layer and PU foam layer to improve the acoustic-absorbing coefficient at mid-frequency by offering a space for other two layers to resonate [10]. They also changed the foam density of nonwoven composite PU foam to improve mid-frequency coefficient by resonance acoustic-absorbing mechanism [11]. Besides, irregular and compact porous acoustic-absorbing material, nonwoven selvage, was punched between nonwoven layers to improve mid-frequency coefficient [12]. Different thickness of TPU films compounded with nonwoven layers presented a one-peak resonance acoustic-absorbing characteristic, and the peak frequency located at mid-frequency [13]. Also, adding air space behind the sample which provided resonate cavity improved the sound absorption at low- and mid-frequencies [14]. In this study, we comprehensively applied porous acoustic-absorbing material and resonance acoustic absorbing to increase the acoustic-absorbing property at the whole frequencies.
Compared to TPU honeycomb grid, TPU honeycomb cushion had a closed porous structure and prevented the composite from deforming. It constitutes of surface liners and honeycomb air chambers, and integrates the excellent properties of both high elasticity and low compression strain rate. It is used as supporting layer of medical kneecap in the previous study because of its cushioning property better than TPU honeycomb grid [15, 16]. In this study, TPU honeycomb grid and TPU honeycomb cushion were inserted between PET/PP composite nonwovens, being with higher absorption coefficient at whole frequency, excellent cushioning, and thermal-insulating properties. TPU honeycomb cushion purposes to further improve acoustic absorbing at the whole frequencies by offering an additional resonance between composite nonwoven and TPU honeycomb grid, and meanwhile to increase cushioning by incorporating a sandwich structure into nonwovens.
Experimental
Materials
PP fiber provided by Far Eastern New Century Corp., Taiwan had 6D fineness, 50 mm length, 165℃ melting point, and 0.24 W/(m K) thermal conductivity. Hollow polyester (PET) fibers provided by Far Eastern New Century Corp., Taiwan had 7D fineness, 66.3 mm length, and 265℃ melting point. Low-melting PET fibers provided by Far Eastern New Century Corp., Taiwan had 4D fineness, 51 mm length, 110℃ melting point, and 0.14 W/(m K) thermal conductivity. TPU honeycomb grid had 1.22 g/cm3 density, 120℃ melting point, and 8 mm thickness. TPU honeycomb cushion had 1.22 g/cm3 density, 120℃ melting point, and 6 mm thickness. Both of them were provided by Art Giant Technology Corp., Taiwan. The chemical structures of PP, PET, and TPU are displayed in Figure 1.
Chemical structures of PP, PET, and TPU [17].
Samples preparation
PET fiber has 3D crimp hollow structure, and it provides sufficient interpenetrating space for low-melting PET fiber and PP fiber. This fiber easily formed fluffy porous nonwoven with other fibers and thus excellent acoustic-absorbing and thermal-insulating properties as referred by Lin et al. [18–21]. Porous material had excellent acoustic-absorbing property but not good thermal-insulating property because appropriate large pores provide higher viscosity flow friction loss between air and interior resistance but simultaneously higher air convection [12,13,19]. Therefore, two different kinds of staple fibers—low-melting PET fiber and PP fiber which have low thermal conductivity are selected to fabricate different pore distributions of nonwovens. PET fibers and PP fibers were first fabricated into PET/PP nonwoven (A) via process including opening, blending, carding, vertical lapping, and needle punching. The optimal blending ratio of PET and PP fibers was constant as 70:30 wt% after evaluation of mechanical, acoustic absorbing, and thermal insulating properties. The needle-punching density was 200 needles/cm2. In addition, 70 wt% hollow PET fibers and 30 wt% low-melting PET fibers were formed into PET nonwoven (B) after needle punching at 200 needles/cm2.
In order to understand pore distribution at thickness direction among composite nonwoven on acoustic-absorbing and thermal-insulating properties, five layers of nonwoven A or nonwoven B were made into various compositions of composite nonwovens (5A, 4A1B, 3A2B, 2A3B, 1A4B, 5B) by multiple needle-punching technique. Therein, 4A1B presents four layers of nonwoven A and one layer of nonwoven B from top to bottom. All composite nonwovens are hot baked at 170℃ for 10 min. The composite nonwovens before and after hot baking were comparatively measured in terms of tensile, tear, acoustic absorbing, and thermal insulating tests. The observations of composite nonwoven, honeycomb grid, and cushion are shown in Figure 2.
(a) Composite nonwoven; (b) TPU honeycomb grid; (c) TPU honeycomb cushion.
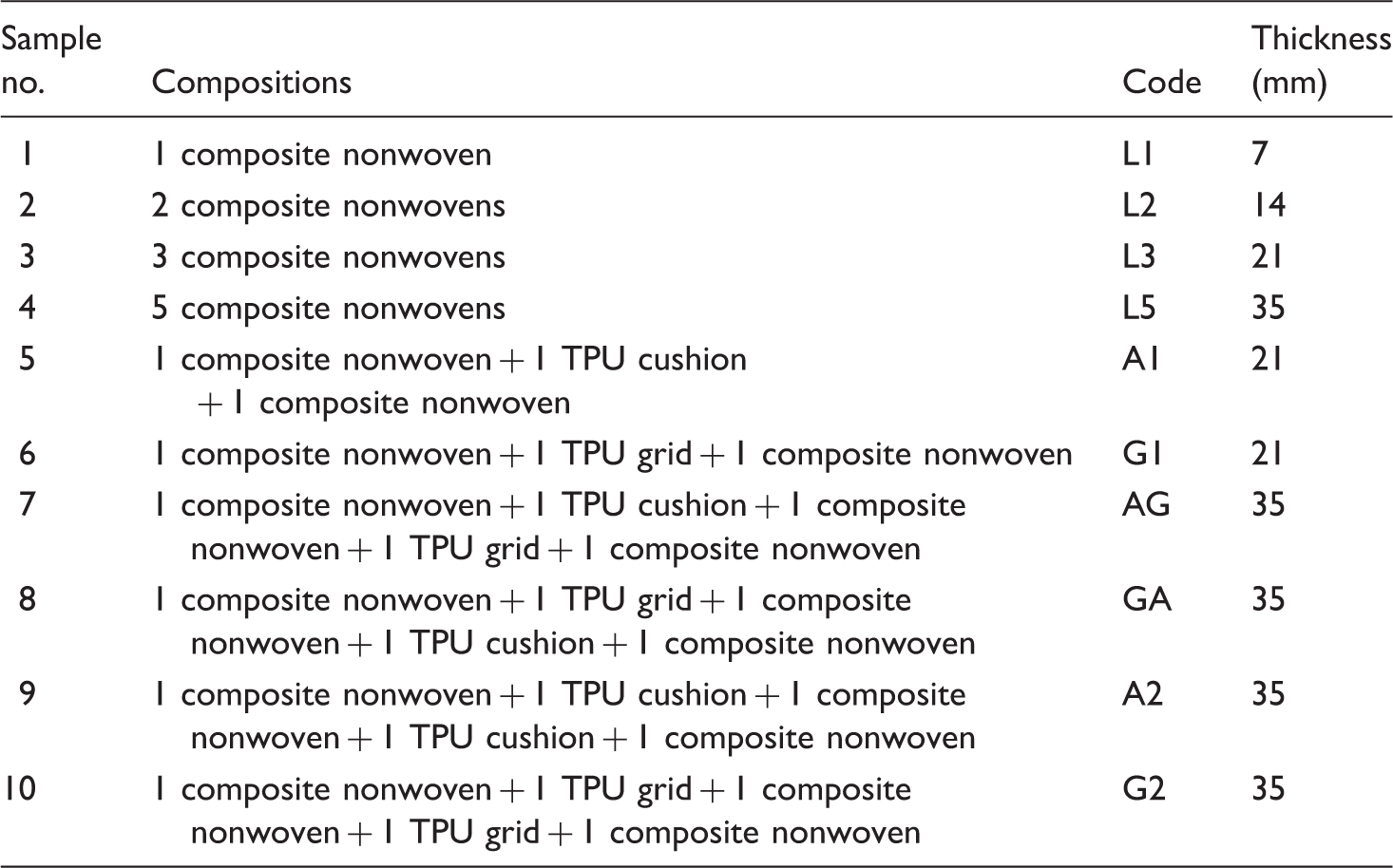
Two different structures of TPU honeycomb materials, honeycomb grid and honeycomb cushion, were compounded with composite nonwovens, preparing TPU/PET/PP cushioning composites. All prepared samples are shown in Figure 3 and named in Table 1.
Sample compositions of (a) L1, (b) L2, (c) L3, (d) L5, (e) A1, (f) G1. Sample codes of different compositions of TPU/PET/PP and PET/PP composites.
Measurements
Mechanical property
Tensile and tear property of composite nonwovens were tested by Instron 5566 Universal Tester (Instron, America) with 1 kN load cell according to ASTM D5035-11. The tensile samples were sized as 180 × 25.4 mm2. Samples (150 × 75 mm2) with 15 mm notch in the center were used for T-shape tear test. The tensile and tear tests were both stretched with 300 ± 10 mm/min and clamped between 76 mm distance fixtures. Ten samples, five along the machine direction (MD) and five along the cross machine direction (CD), were duplicated for the mean value of tensile and tear strength, respectively.
Acoustic-absorbing property
Acoustic absorption coefficient at frequency of 128–4000 Hz was measured by two-microphone impedance tubes according to ASTM E1050-10. The sample has a diameter of 40 mm. The testing environment is at 65% ± 2% relative humidity and 20℃± 1℃ room temperature. From absorption coefficient versus frequency profiles, maximum and average absorption coefficients were both attained after testing. Therein, average absorption coefficient (
Thermal-insulating property
Thermal-insulating property was characterized by thermal conductivity (W/m K) employing DXR-I-SPB Guarded-hot-plate apparatus (Xiangtan Huafeng Equipment Manufacture Co. Ltd, China) according to ASTM C177. The testing apparatus is shown in Figure 4. Hot plate temperature was set as 100℃ according to ASTM C1058. The sample size was 200 × 200 mm2. Each testing lasted for 6 h in water flow velocity of 0.4 ml/s.
Guarded hot plate apparatus used for thermal-insulating test.
Drop-tower cushioning property
Drop-tower cushioning test was conducted according to ASTM D4168-95 (2008) E1. The impactor was dropped from 20 mm height on surface of 100 × 100 mm2 samples. The original impact load was set as 9000 N. The residual impact force was used to characterize the cushion property of composites when samples were dropped from the same height. Finally, the absorbing ratio of impact energy was calculated.
Results and discussion
Effect of material composition on composite nonwoven
Mechanical property
Figure 5 shows tensile strength of composite nonwovens with different material compositions. It is found that tensile strength decreases with number of PET nonwovens along CD and MD before hot baking. This is because of higher tensile strength of nonwoven A. Moreover, at the same areal weight of nonwoven, the higher number of PP fibers fills up the gap of PET fibers, which in turn forms stronger fiber-to-fiber friction and more compact structure. As a result, slippage of fibers becomes difficult to resist against the tensile force [22].
Tensile strengths of composite nonwovens with different material compositions (5A, 4A1B, 3A2B, 2A3B, 1A4B, 5B) before (a) and after (b) hot baking.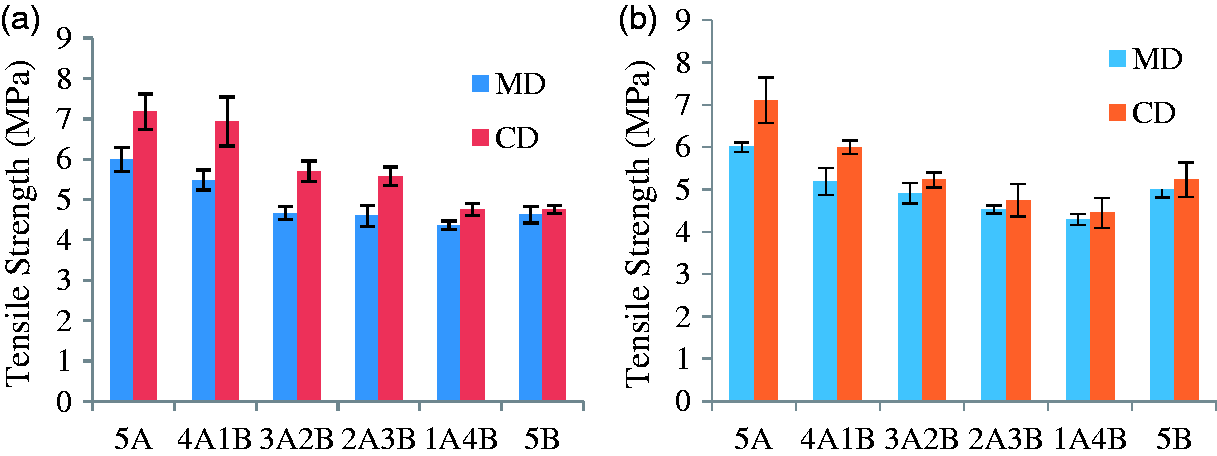
After hot baking, low-melting PET fiber and PP fiber become thermal bonding points among the nonwoven; comparatively, PP fibers form higher number of bonding points between fibers at the same areal weight. During tensile test, stress is more concentrated on the thermal bonding points [23]. As a result, PET/PP nonwoven still has higher tensile strength than PET nonwoven even after thermal bonding. This also explains the fact that composite nonwoven with more layers of PET/PP nonwovens possesses the higher tensile strength after hot baking. Moreover, tensile strength along CD is higher than that along MD. This is because more staple fibers orient to CD than MD after carding and lapping processes.
Figure 6 shows that tear strength has similar tendency to tensile strength. With increase of layers of nonwoven A, tear strength increases before and after hot baking. This is also because higher number of thermobonding points produces higher bonding strength between fibers. As compared to Figure 6(a) and (b), tear strength after hot baking is much lower than that before hot baking. The difference between before and after hot baking is more significant than that of tensile strength, which is due to different mechanisms for tensile and tear strengths. During tear testing, the fiber slippage along CD and MD becomes difficult due to bonding spots after hot baking, and thus delta region of tearing makes smaller [24]. Therefore, deformation of bonding points among composite nonwoven after hot baking is much less than that of before hot baking, and the tear strength between before and after hot baking has a big difference. During tensile test, fiber slippage between before and after hot baking has not a distinct gap, thereby leading to insignificant difference of tensile strength between before and after hot baking [22].
Tear strengths of composite nonwovens with different material compositions (5A, 4A1B, 3A2B, 2A3B, 1A4B, 5B) before (a) and after (b) hot baking.
Acoustic-absorbing property
Figure 7(a) and (b) shows that the absorption coefficient before hot baking is higher than that after hot baking at the whole frequencies. This is because the composite nonwoven becomes stiff after hot baking, and the most of incident waves is reflected, rather than absorbed [25]. With number of PET/PP nonwoven layers, the absorption coefficient increases at the whole frequencies. It is because at the same weight, PET/PP nonwoven layer has higher number of fiber contacts than PET nonwoven layer, and more contacting chances result in more loss of sound energy by the friction and vibration of the internal fibers [26].
Acoustic absorbing behaviors of (a) un-hot-bake L1 (7 mm thickness), (b) hot-bake L1, (c) un-hot-bake L2 (14 mm thickness), (d) hot-bake L2, (e) un-hot-bake L3 (21 mm thickness), and (f) hot-bake L3.
Figure 7(c) to (f) shows that with increase of layers of composite nonwoven, the acoustic absorption coefficient improves especially at mid-frequency (above 1500 Hz). When composite nonwoven increased to three layers, its absorption coefficient reaches 0.65 at 1000 Hz, 0.8 at 1500 Hz, and 0.9 at above 2000 Hz. Besides, as increase in layers, composite nonwoven still presents porous absorbing characteristic regardless of hot baking. For three-layer hot-baking composite nonwoven, the maximum absorption coefficient decreases steadily, and corresponding critical frequency moves to the lower frequency, as PET nonwoven layer adds. This is because more bonding spots distributed in the nonwoven with increase in PET nonwoven layers, and thus incident wave was multireflected at inner fibers which results in less loss of sound energy by the flow friction of the internal fibers [26]. Therefore, changes of layer of PET/PP nonwoven and PET nonwoven as well as thickness of resulting composite nonwoven have a significant influence on acoustic-absorbing property.
Thermal-insulating property
Thermal conductivity of different compositions of composite nonwoven (5A, 4A1B, 3A2B, 2A3B, 1A4B, 5B) before and after hot baking.

Effect of materials composition on TPU/PET/PP composites
Effect of honeycomb structure on acoustic-absorbing property
Figure 8 shows acoustic-absorbing property of TPU/PET/PP composites with different honeycomb structure. Compared with Figure 8(a) and (b) and (c) and (d), incorporations of TPU honeycomb cushion and honeycomb grid reveal different characteristic curves regardless of hot baking. Whatever composition of composite nonwoven, insertion of TPU honeycomb cushion displays a resonance characteristic peak at 1250 Hz before and after hot baking. However, absorption coefficient presents porous absorbing behavior after compounding with TPU honeycomb grid. That is, absorption coefficient increases up at 2250 Hz and then maintains at the maximum at above 2250 Hz. Visually, TPU honeycomb structures both broaden the effective absorption frequency range although they show different shapes of acoustic-absorbing curves.
Acoustic-absorbing behaviors of (a) un-hot-bake A1, (b) hot-bake A1, (c) un-hot-bake G1, and (d) hot-bake G1 with the same thickness of 21 mm.
The absorbing behavior of TPU honeycomb cushion-compounded composites is similar to panel/honeycomb-type absorbers [28]. This is because acoustic-absorbing characteristic of honeycomb cushion is resonance absorption likewise that of panel/honeycomb types. Nevertheless, TPU honeycomb grid plays a role as air cavity thickness behind of the samples or thickness increase of composite nonwovens. This is because incident waves striking in the honeycomb cells create frictional resistance between the air gaps and the TPU solid phase and then are dissipated by thermal energy [29]. Therefore, different TPU honeycomb structures influence on characteristic of acoustic absorbing of resulting TPU/PET/PP composites. The appropriate honeycomb structure is selected according to application aspects.
Hot baking decreases absorption coefficient at high frequency at above 2500 Hz only for A1 composites as shown in Figure 8(a) and (b). However, it affects high-frequency coefficient of G1 insignificantly. For hot baking A1, with increase in PET/PP nonwoven layers, resonance peak moves first toward to higher frequency and back to the original frequency, and absorption coefficient at high frequency becomes lower. This is due to stiffness and structure of composite nonwoven; with increase of PET/PP nonwoven layers, the composite nonwoven becomes stiffer and inner pore becomes irregular and uneven.
Effect of honeycomb sequence on acoustic-absorbing property
Figure 9 shows acoustic-absorbing behaviors of TPU/PP/PET composites plied with different sequence of honeycomb cushion and grid. As seen in Figure 9(c) and (d), GA composite presents a sharp peak at about 1000 Hz and a wide peak at about 3520 Hz. From Figure 9(a) and (b), it is found that AG shows a characteristic peak at around 700–1000 Hz and then steady increase of absorption coefficient at 1000–4000 Hz. Comparatively, GA composite that is plied honeycomb grid on the upper and honeycomb cushion on the lower generates higher absorption coefficient at the mid- and high-frequencies. This is because two TPU honeycomb structures play their respective maximum role on acoustic absorption; a large amount of sound waves is first absorbed by friction resistance between air and inner fibers, and then dissipated by resonance between honeycomb cushion and nonwoven [10,28]. Conversely, when honeycomb cushion was placed on the upper layer, the incident waves were reflected and only attenuated by vibration between cushion, grid, and nonwoven [10], which results in higher coefficient at low frequency and lower at mid- and high-frequency. Moreover, TPU/PP/PET composites before hot baking have better acoustic-absorbing property than those after hot baking at the entire frequencies. The reason for this is similar to PET/PP composite nonwoven.
Acoustic-absorbing behaviors of (a) un-hot-bake AG, (b) hot-bake AG, (c) un-hot-bake GA, and (d) hot-bake GA.
Figure 10 shows acoustic-absorbing behaviors of A2, G2, and L5 composites with the same thickness. Figure 10(a) and (b) shows that A2 composite has similar characteristic acoustic-absorbing behaviors to AG composite as in Figure 9(a) and (b). That is, absorption coefficient has a sharp peak at 500–1000 Hz and an increase with frequency (except thermal-bonded A2 with 5B). This verifies that honeycomb grid plays a role as cushion for AG composite that the sound energy is counteracted by resonance between TPU honeycomb grid and nonwoven [10]. Compared with A1 composite, being plied with one more layers of TPU honeycomb cushion and composite nonwoven (A2), the characteristic peak of resulting TPU/PET/PP composites becomes smaller and its absorbed frequency moves toward to lower frequency slightly, reflecting that fewer sound energy is absorbed by resonance and thus excessive vibration is conversely unbeneficial to sound absorption. Nevertheless, by comparison of G1, the low- and mid-frequency coefficient increases largely after increasing 1-layer TPU honeycomb grid and 1-layer composite nonwoven (G2). Comprehensively speaking, reasonable use of TPU honeycomb cushion and grid significantly improves absorption coefficient at mid- and high-frequency as seen by AG, GA, A2, G2, and L5 composites in Figures 9 and 10. Finally, the absorption coefficient of 35-mm-thick GA, G2, and L5 composites regardless of hot baking reaches 0.85 at above 1250 Hz showing 85% absorption of sound energy, and average absorption coefficient of those (see Table 3) is all above 0.5 up to the grades of acoustic-absorbing material.
Acoustic-absorbing behaviors of (a) un-hot-bake A2, (b) hot-bake A2, (c) un-hot-bake G2, (d) hot-bake G2, (e) un-hot-bake L5, (f) hot-bake L5 with thickness of 35 mm. Average absorption coefficient of TPU/PET/PP and PET/PP composites with 3A2B composite nonwovens.
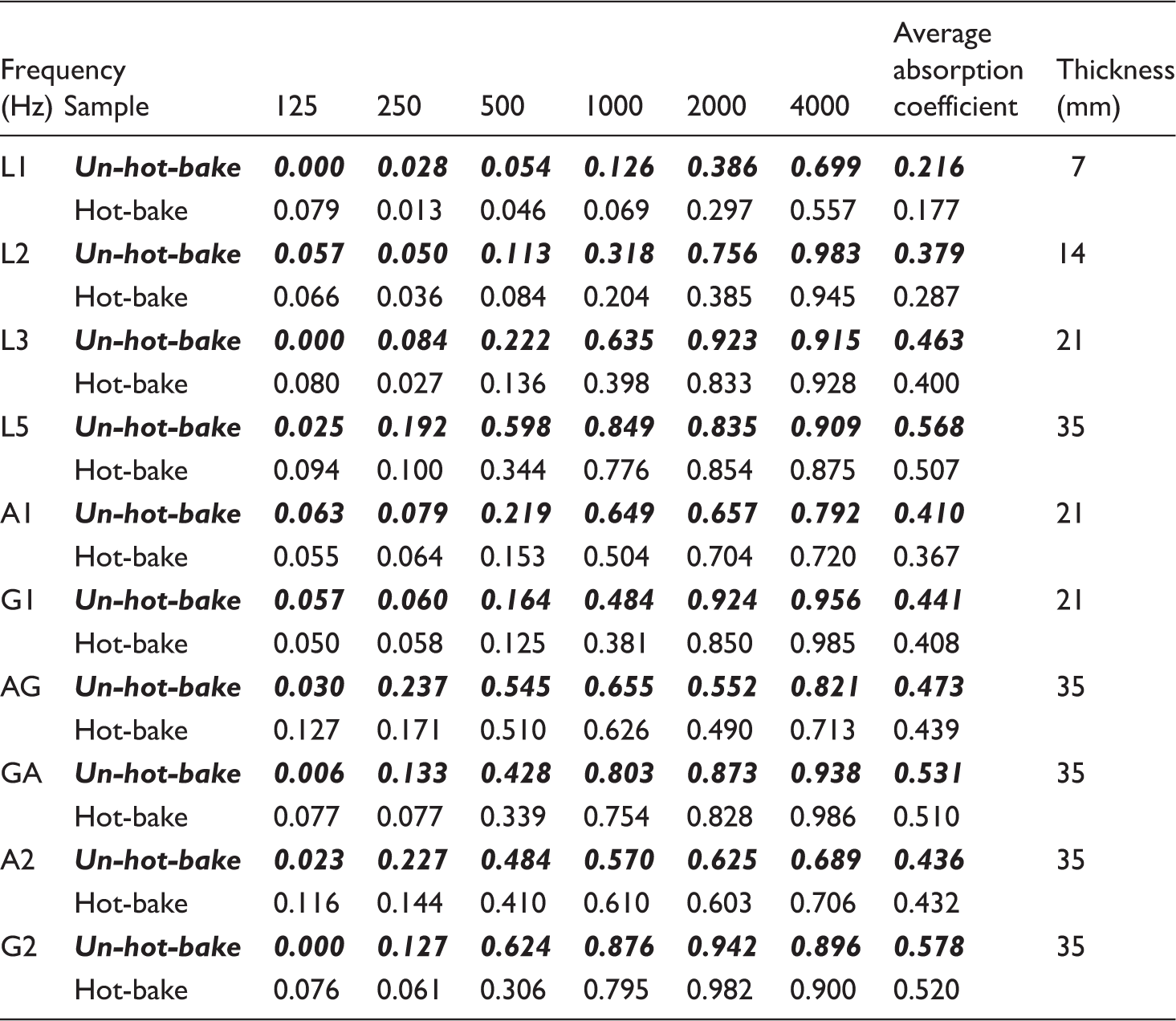
The average absorption coefficients of different compositions of TPU/PET/PP and PET/PP composites are displayed in Table 3. It is confirmed that the average absorption coefficient becomes higher with increase of layers for PET/PP composites. Comparatively, G2 composite has the highest absorption coefficient reaching 0.578. It is also verified that hot baking decreases the average absorption coefficient which accords with Figures 7 to 10.
Cushioning property evaluation of TPU/PET/PP composites
Figure 11 shows absorbing ratio of impact energy for 35 mm thickness TPU/PET/PP and PET/PP composites. Evidently, hot-baking L5 composite absorbs 88.17% of impact energy, which is lower than that before hot baking (L5). This is because PET/PP composite nonwoven layer loses a part of porous structure and elasticity resilience due to a number of bonding spots after hot baking [21]. Based on this, only TPU/PET/PP composites before hot baking are discussed for cushioning property. Comparatively, replacing composite nonwoven as TPU honeycomb structure improves cushioning property, and the improvement achieves to 2.4%. Finally, the impact-absorbing ratio of AG, A2, GA, G2 composites is 92.88–96.59%. This is because when impactor strikes on the surface of honeycomb structures, the air chambers among cushion and grid both deform and then disperse the impact energy [21,30].
Impact-absorbing ratios of TPU/PET/PP composites and PET/PP composites with thickness of 35 mm.
Conclusion
A novel acoustic-absorbing/cushioning 3D composite is fabricated by PET/PP composite nonwovens which are made by PET/PP nonwoven layer and PET nonwoven layers, and TPU honeycomb structures, honeycomb cushion, and grid. Moreover, effect of TPU honeycomb structure on acoustic absorbing and cushioning properties is evaluated.
The layer combination of PET/PP nonwoven and PP nonwoven affects tensile strength, tear strength, acoustic absorption, and thermal conductivity of resulting composite nonwovens, and hot baking decreases the above-mentioned properties of composite nonwovens. The resulting composite nonwoven before hot baking has excellent thermal insulation which has thermal conductivity of 0.03884–0.02213 W/(m K) via layer combination.
TPU honeycomb structure addition broadens the absorbed frequency and improves the acoustic coefficient especially at mid- and high-frequency. Insertion of two different honeycomb structures, cushion and grid, has a different acoustic-absorbing characteristic. After insertion of honeycomb cushion, the absorption coefficient displays a sharp and narrow peak, showing that the effective acoustic absorption occurs at a certain frequency. But for those only plied with honeycomb grid, it has a porous acoustic-absorbing characteristic and improves absorption coefficient at mid- and high-frequency. Rational combination of TPU honeycomb cushion and grid into composite nonwovens effectively improves absorption coefficient at certain frequency and that at mid- and high-frequency. TPU honeycomb structure also increases the absorption ratio of impact energy to 92.88–96.59%.
As mentioned above, the novel acoustic-absorbing/cushioning TPU/PET/PP composite has excellent acoustic-absorbing property at mid- and high-frequency and superior cushioning property. The honeycomb structure acts as the reinforcement for TPU/PET/PP composites and makes composites resisting against more impact energy. Therefore, TPU/PET/PP composites can directly be used as protective wall in the kindergarten or gerocomium, or compartment wall substituting for brick and wood wall, being with acoustic absorbing, thermal insulating, and cushioning functionality.
Footnotes
Declaration of Conflicting Interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: The authors would especially like to thank Ministry of Science and Technology of Taiwan, for financially supporting this research under Contract MOST 103-2622-E-035-019-CC3.