
Abstract
In order to solve the problem of dust accumulation at the joints of traditional filter materials and the reduction of filtration efficiency, weft knitting was selected to make the fabric cylindrical unwinding machine. The cylindrical filter material was formed by cylindrical needling machine in the later period. This type of novel seamless filter material was compared with the traditional one on the filtration performance and numerical simulation of filtration performance. The results show that when the warp and weft lining yarns in the seamless filter material were PTFE monofilaments containing tourmaline particles, the filtration efficiency was the optimal due to the presence of the surface static voltage. The filtration efficiency could greatly be improved by 7.24%. The relationship between the surface static voltage and distance was exponential. The filter material with electrostatic field on the surface increased the active filtration of electrostatic adsorption in addition to the passive filtration. This type of seamless filter material provided research and development ideas and theoretical guidance for the development and application of filter materials.
Introduction
The pollution generated by the development of the industry threatens human health all the time. Thus huge number of companies install baghouse to filter waste gas [1]. In the baghouse, filter bag is the most important part when it comes to the filtration efficiency. It can remove dust particles and harmful gas to purify the gas from the factory. The filter bag used in the related enterprises is sewn from fabrics in sheets [2–4]. In the process of usage, the seams on the filter bag are jammed due to the accumulation of dust. This phenomenon makes the fabric around the seams loss the capacity of filtration. Thus, the seams result to the decrease usage rate of the filter bag [5,6]. The loss of the filtration efficiency was about 10%. At the same time, the seams can also generate some cracks because of the pulse gas current. The cracks decrease the service life of the filter bag. On the whole, the assistant of the seams on the filter bags has a negative effect on the stability and durability of mechanical and filtration performance. Therefore, the existence of the joint of the filter bag is not conducive to improving the performance of the filter bag. With the increasing requirements of environmental protection, new structure and fabrication machine of the filter bag have to meet the increasing quality of filter bag.
The filter bag used in current is fabricated with non-woven, woven, knitted or composite structures [7]. Than the fabrics deal with needling impregnation, singeing, film mulching. Finally, the treated fabrics are stitched to form a cylindrical shape. Among the structure of the filter bag, the woven and nonwoven fabric with different construction is the most common structure [8–10]. However, whatever the construction of the filter bag is, the sewn filter bag has no advantage in mechanical and filtration properties. Thus, the cylinder structure woven on the weft knitted machine becomes more and more popular in the filtration field. A circular weft-knitted seamless weft-insertion fabric has been applied in the development of filter bag [11]. It had the 91.57% of the filtration efficiency towards the particle on size of ≥5.0 µm, which has reached the industry standard of filter bag. However, the structure of the weft-knitted fabric also has room for improvement to higher filtration efficiency.
There are some circular weft-knitted machines with a weft lining mechanism. However, for the stability of the transverse and longitudinal mechanical properties of the filter bag, warp lining mechanism must be added. Whereas, the current research of biaxial weft knitting machine is mainly about flat knitting machine [12–14]. They develop a special warp insertion device on the existing flat knitting machines. Only one scholar research the biaxial circular knitting machine. They add a warp and weft insertion mechanism to a single-sided circular weft machine. However, the machine gauge is so large that the fabric knitted is too loose. Thus more stable biaxial circular knitting structure needs to be developed.
In this research, a novel and stable biaxial circular knitting structure was designed to improve the mechanical and filtration performance of the fabric. Thus this paper also studied and realized the design and transformation of circular weft machine and needling machine. Then, the mechanical and filtration properties were thoroughly investigate compared to the traditional filter bag. Combined with ANSYS finite element numerical simulation of its filtration process, filtration mechanism and filtration efficiency were deeply analyzed to reveal the performance advantages and application prospects of seamless cylindrical filter materials. Moreover, the filter bag with the novel biaxial circular knitting structure can greatly improve production efficiency and provide a new consideration for the development and application of the circular knitting machine and filtration materials.
Experimental
Materials
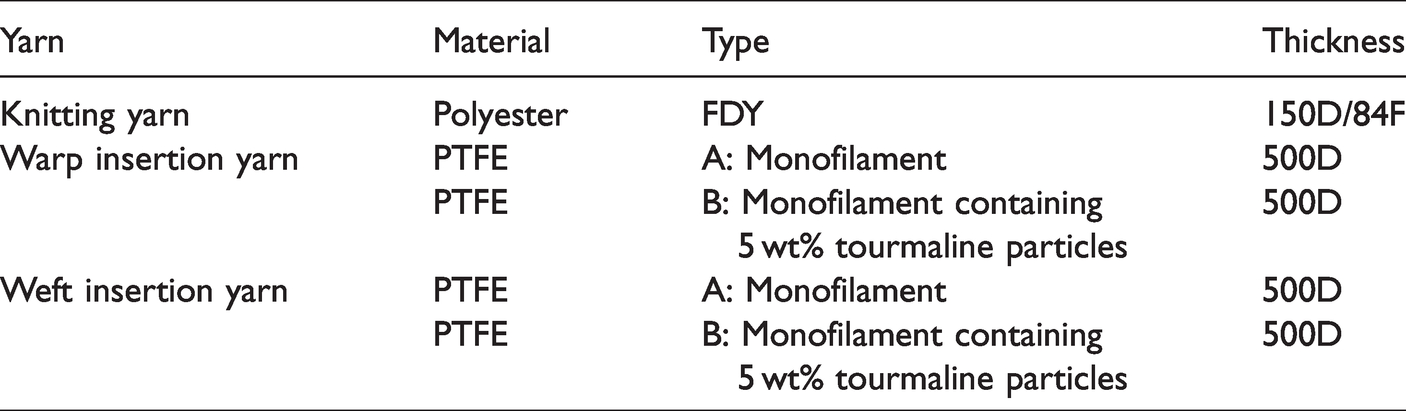
As shown in Table 1, the knitting yarn applied for the biaxial circular knitting fabric should have certain knitting feasibility. The polyester full drawn yarns (FDYs) in the specifications of 150 D/84F were utilized as the ground yarns. 500 D polytetrafluoroethylene (PTFE) monofilaments and monofilaments containing 5 wt% tourmaline particles were applied as warp and weft insertion yarns. The traditional filter bag was obtained from Jiangsu Hengsheng Environmental Protection Technology Co., Ltd. China. The filter bags provided were semi-finished products, which had been needled only without subsequent treatment such as singeing. In order to achieve the validity of the comparative data, the thickness of the filter bag was similar to that of the filter bag researched.
Sample parameter of materials.
Preparation of the biaxial circular seamless knitted filter material
In this research, the preparation of the biaxial circular seamless knitting fabric contained the following three steps structure design, weft knitting and needling. Furthermore, the structure, circular knitting machine and needle machine applied in this research were independently developed and had proprietary intellectual property rights.
Firstly, a novel biaxial circular knitting structure was researched for developing the seamless filter bag and improving the performance. This structure has three system yarns, namely ground yarns, weft insertion yarns and warp insertion yarns. It can be seen from Figure 1(b) and (c) that the warp insertion yarns were lined on the back of the adjacent front wales. They were also on the back of the adjacent reverse wales. The weft insertion yarns were lined in the courses of the rib stitch. The warp and weft insertion yarns were intersected in this structure. The warp insertion yarns were fixed by the reverse wales in rib stitch and the weft insertion yarns. The weft insertion yarns were fixed by the legs of the front wale in rib stitch and the warp insertion yarns. It can be seen that a repeating unit of the biaxial circular seamless knitted fabric structure consisted of a course of two rib tissue coils, one warp insertion yarns and one weft insertion yarn.
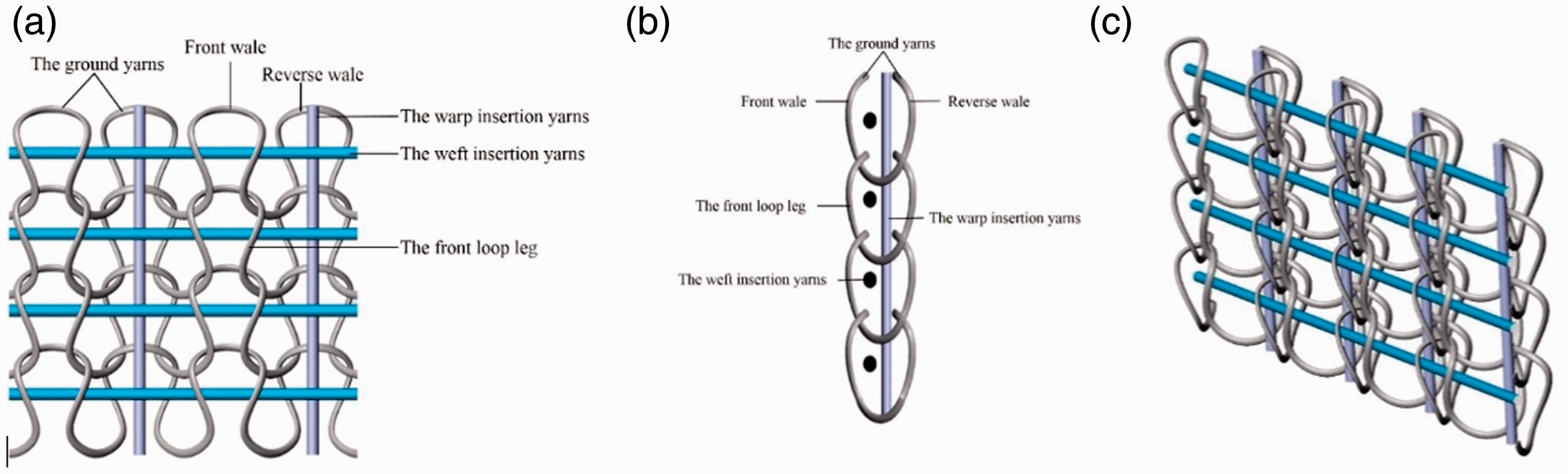
The biaxial circular knitting structure (a) sketches of stitch, (b) cross section of stitch, (c) 3 D simulation sketch.
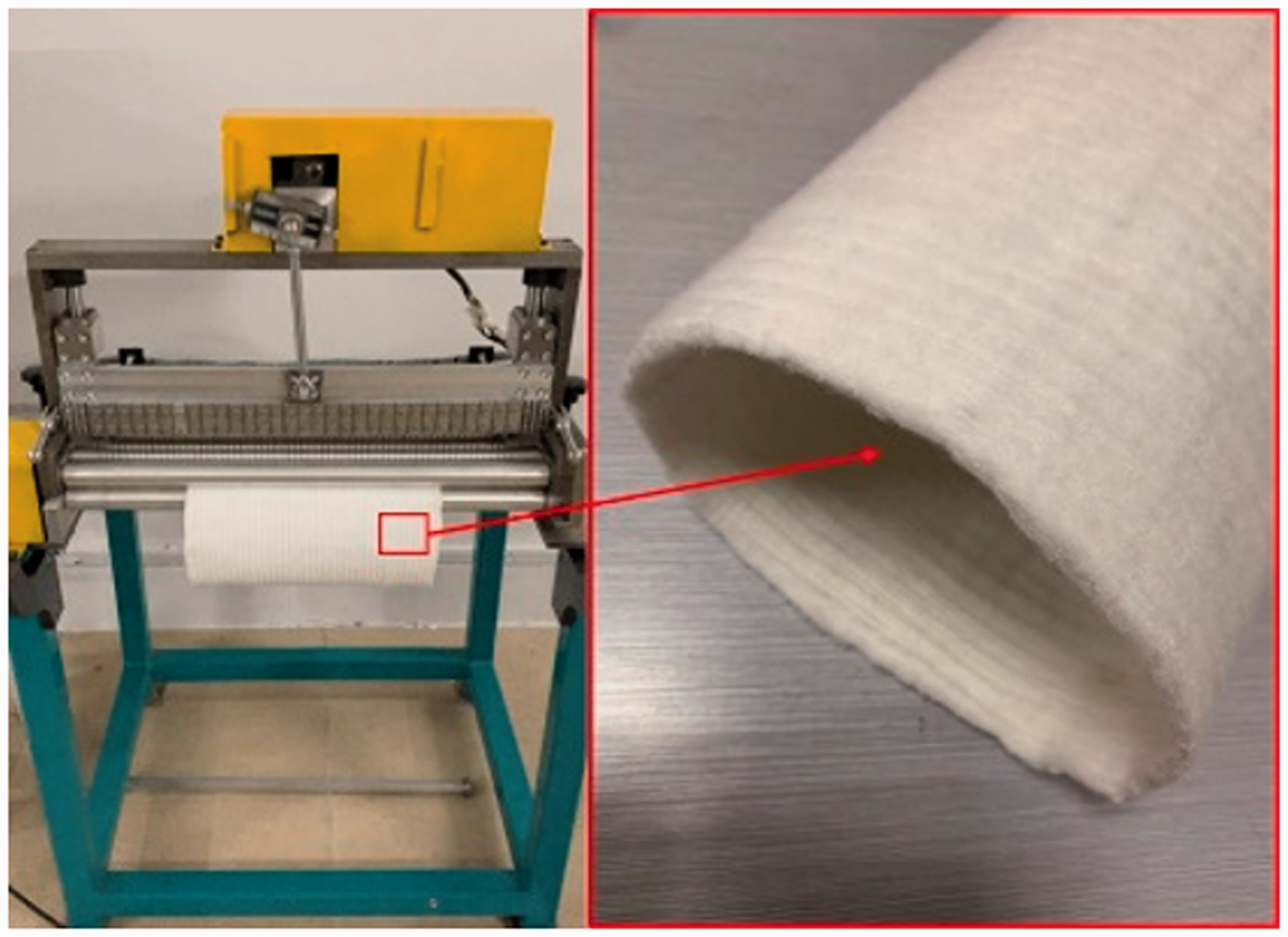
Secondly, an original circular knitting machine was designed and manufactured. The equipment gauge was E9 and the cylinder diameter was 5 inch. The real product of circular knitting machine was shown in Figure 2. The actual fabric’s picture was marked by the red square. Thirdly, a novel three-dimensional needle machine was designed and manufactured. The width of this machine was 50 cm. As shown in Figure 3, with three precision cooperation among the components, the real product of needle machine was obtained. The actual material’s picture was marked by the red square. The specifications of the seamless filter material was shown in Table 2.

Fabrics knitted on the circular knitting machine.
Material needled of needle machine.
Specifications of seamless filter materials.

Characterization of the filter materials
In this research, a traditional filter material was applied to compare with the research one. This material was obtained from Jiangsu Oriental filter bag co., LTD. The specifications of the traditional filter material was shown in Table 3. A number of properties were tested between the above two kind of filter materials.
Specifications of traditional air filter materials.

The materials PTFE and micro-sized tourmaline particles applied in this research both had permanent static electricity. This property had positive impact in improving the filtration performance of filter material. The surface potential of the biaxial circular seamless knitted filter material was measured by a non-contact static field tester (SIMCO FMX003). The samples were put for 24 h at constant temperature and humidity before measurement. The distance during the measurement was 5 mm. The schematic representation of this measurement was shown in previous research.
Air permeability was measured on the YG461E-III Fully Automatic Permeability Instrument (Ningbo Textile Instrument Factory) according to the standard of GB/T 5453-1997. The test differential pressure and test area were set to 200 Pa and 20 cm2 respectively.
Pore size distribution was conducted by CFP-1100A aperture analyzer (Porous Materials Inc.). Before the measurement, the sample cut in 3 cm*3 cm was soaked in alcohol for 5 minutes.
Filtration property was tested by LZC-H filter material comprehensive performance test table (Huada Instrument and Equipment Co. Ltd., Suzhou, China) according to the standard of GB/T 6719-2009.
Results and discussions
Electrical properties of the filter materials
The electrostatic performance of the filter material was mainly the magnitude and distribution of the static voltage on the surface, and the existence of its electrostatic field plays a positive role in improving the filtration efficiency of the air filter material. In 2#, 3# and 4# seamless weft-knitted air filter materials, the warp or weft lining in the base fabric was pure PTFE monofilament and PTFE monofilament containing tourmaline particles. Therefore, the above three kinds of filter materials had static electricity on the surface. The size and distribution of the surface static voltage of the above three seamless air filter materials were shown in Figure 4.

Size and distribution of the surface static voltage of three seamless air filter materials.
As illustrated in Figure 4, firstly, the maximum static voltage of the 2#, 3# and 4# air filter material on the fabric surface was 796.82 V, 1816.99 V and 1306.99 V. The maximum static voltage of 3# air filter material was 1.2 times that of 2# air filter material and was 39.02% higher than that of 4# air filter material. Comparing the static voltage of 3# and 4# air filter material, the improvement of the static voltage indicated effect of the addition of the tourmaline particles. The tourmaline particles in the monofilament was random. Furthermore, no chemical reaction occurred when tourmaline and PTFE remixed and the electrostatic field of tourmaline could pass through the PTFE to the surface of the monofilament. The results indicated that both the addition of tourmaline particles in PTFE monofilament and the lining of PTFE monofilament containing tourmaline particles in fabric were conducive to the improvement of the surface static voltage of air filtration material. Furthermore, this effect was remarkable. Secondly, the surface static voltage distribution of 2#, 3# and 4# air filtration materials conformed to exponential distribution, and their distribution equations were shown in formula (1), (2) and (3) respectively. The static voltage distribution furtherly proved that the static voltage on the fabric surface was the pure superposition of the static voltage on the single filament surface, which provided a theoretical basis for the finite element simulation of the electrostatic field on the fabric surface in the later stage.


Air permeability of the filter materials
As illustrated in Figure 5, the air permeability of 1#, 2#, 3# and 4# seamless filter material with different structure and materials was 338.21 mm·s−1, 328.65 mm·s−1, 321.22 mm·s−1 and 330.78 mm·s−1 respectively. In addition, the air permeability of 1# filter material was 2.91%, 5.29% and 2.24% higher than that of 2#, 3# and 4# filter material. When compared 1# filter material with 5# and 6# traditional filter material, the air permeability of 5# filter material was 2.06% and 22.73% higher than of 1# and 6# filter material. For air filtration materials, the air permeability of the basic fabrics knitted by yarns was less than staple fiber felt. Therefore, more fiber felt proportion per unit area meant the better air permeability. In the above 6 kinds of filter materials, the basic fabric of the traditional filter material was woven mesh fabric, and the basic fabric of the seamless filter material was weft-knitted fabric with weft and warp insertions in it. The basic fabric structure of the seamless filter material was tighter than the traditional one. Therefore, the fiber felt ratio of traditional air filtration materials per unit area was much higher than that of seamless knitted filter materials. This was the main reason why # 5 air filtration material had a higher permeability than # 1 air filtration material. The sewing area of # 6 air filter material was made of two pieces of air filter material superposed, which reduced the effective ventilation area and resulted in a lower permeability than # 5 air filter material.

Air permeability of the filter materials.
Pore size distribution of the filter materials
The pore size distributions of six air filtration materials were shown in Figure 6. The mean apertures of 1#, 2#, 3#, 4#, 5# and 6# air filters were 23.05 µm, 23.64 µm, 24.26 µm, 24.31 µm, 21.56 µm and 20.02 µm respectively. The average aperture of air filtration materials of 1#, 2# and 3# with different structure increased in turn. The mean aperture of 3# biaxial seamless air filter material and conventional air filter material decreases in turn, while the mean aperture of 3# air filter material and 4# air filter material did not differ much. As shown in Figure 5, the pore diameter of the 5# air filter material was mainly distributed in 26–32 µm. The total distribution rate was 63.74%. The pore diameter in 34–40 µm was 11.68%. The pore diameter in 14–24 µm was 8.68%, and the pore diameter in 50–60 µm was also a little. The pore size distribution of 6# air filter material was similar to that of 5# air filter material, whereas the pore size distribution decreased in the same range and increased in the range of 0–14 m due to the presence of sewing place. 1#, 2#, 3# and 4# air filtration materials had a wide range of pore diameter distribution. The pore size distribution of 3# and 4# air filtration materials were mainly distributed in 20–30 µm with a total distribution rate of 53.62%, and the pore distribution rates were 8.11% in 14–20 µm, 18.06% in 30–38 µm, and a small number of pore distribution in 48–50 µm. The pore size distribution of 2# air filtration materials were mainly distributed in the range of 15–30 µm, the total distribution rate reached 51.32%, and the pore distribution in the range of 30–40 µm was 13.05%. The pore size distribution of 1# air filtration materials were mainly distributed in the range of 15–30 µm, the total distribution rate reached 53.32%, and the pore distribution in the range of 30–40 µm was 15.05%. In four kinds of seamless structure of air filtration materials, the structure of the basic fabric in 1# air filter material was incompact without the weft and warp insertions. However, the distribution of the fiber mat during the needling was more uniform and fine than other three kinds of filter materials. Therefore, the average aperture of 1# seamless air filtration material was smaller than that of the other three seamless air filtration materials. Owing to the weft-knitted structure of the seamless air filter, this structure was more conferted than the woven structure. The intermeshing of loops made this seamless structure more stable. Therefore, this structure made the distribution of fiber felt more evenly. As the existence of the conferted stitch, the fiber felt was not enough to form the smaller aperture in the gap of the stitch. Consequently, the average pore diameter of the seamless air filter material was larger.
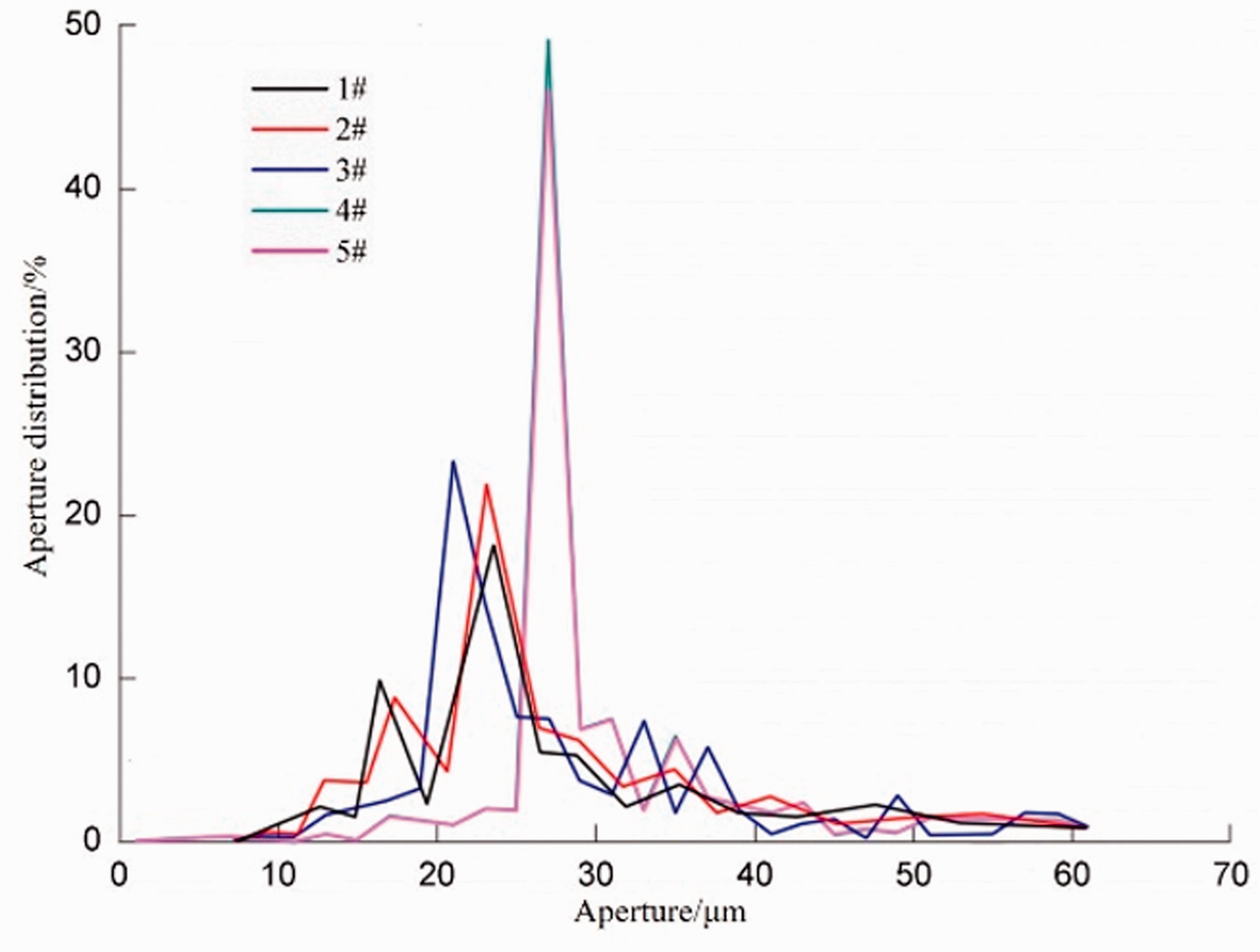
Pore size distribution of the filter materials.
Filter performance of the filter materials
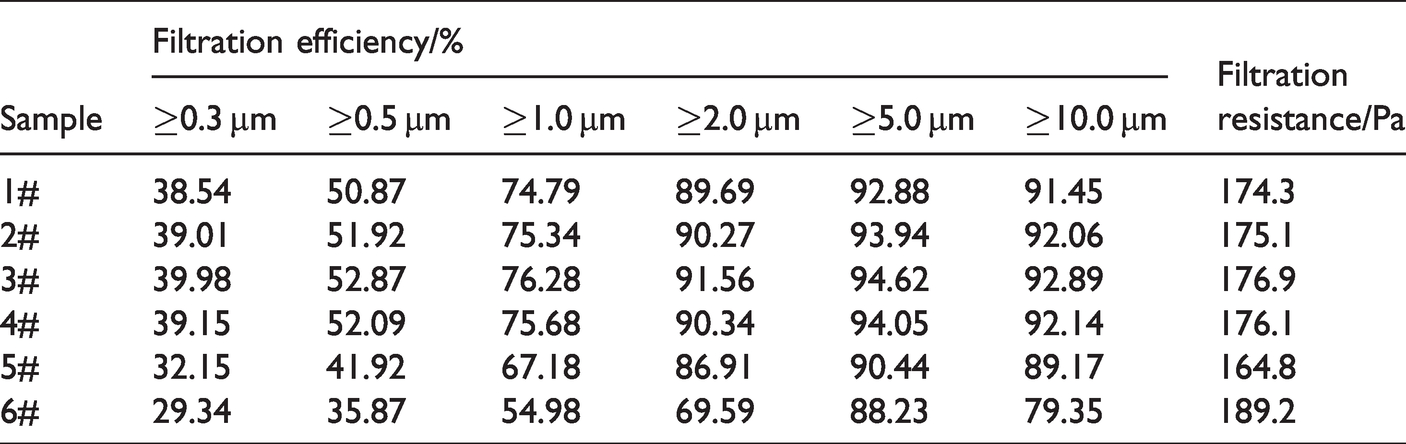
The filtration efficiency and filtration resistance of the six types of air filtration materials were shown in Table 4. Firstly, in the four types of air filter material with different structures and raw materials, 1# air filter material possessed the smallest filtration resistance because of the minimum average pore diameter. Under normal conditions, 1# air filter material should have the excellent filtration efficiency. However, this result implied that 3# air filter material with PTFE monofilaments containing tourmaline particles possessed the optimal filtration efficiency. Its filtration efficiency for particulate matter ≥5.0 µm was 1.87%, 0.72% and 0.61% higher than that of 1 #, 2 # and 3 # air filter material. This finding indicated that electrostatic effect of PTFE has active adsorption on dust particles. Moreover, the electrostatic property of the material was increased with the addition of tourmaline particles. Therefore, the filtration efficiency of 3# material was higher than that of 4# material. Secondly, for the traditional air filtration material 5# and 6#, the filtration efficiency of particle diameter decreased with the increase of the sewing place. For example, the filtration efficiency for particulate matter ≥5.0 µm and ≥1.0 µm of 6# was 4% and 18.16% lower than that of 5#. This result shown that the accumulation and congestion of dust particles in the sewn place made this square lose filtering function, decreasing the normal filtering material area. Therefore, the filtration resistance of 6# air filter material was the highest. Finally, it was obviously in Table 4 that 3# biaxial circular seamless knitted filter material had the excellent filtration efficiency among the 6 kinds of air filter material. the filtration efficiency for particulate matter ≥5.0 µm of 3# air filter material was 4.62% higher than that of 5# traditional air filter material. This finding indicated that the biaxial circular seamless knitted structure and the PTFE monofilament containing tourmaline particles were both conducive to the promotion of filtration efficiency of filter material effectively.
Comparison in filter performance among six types of air filter materials.
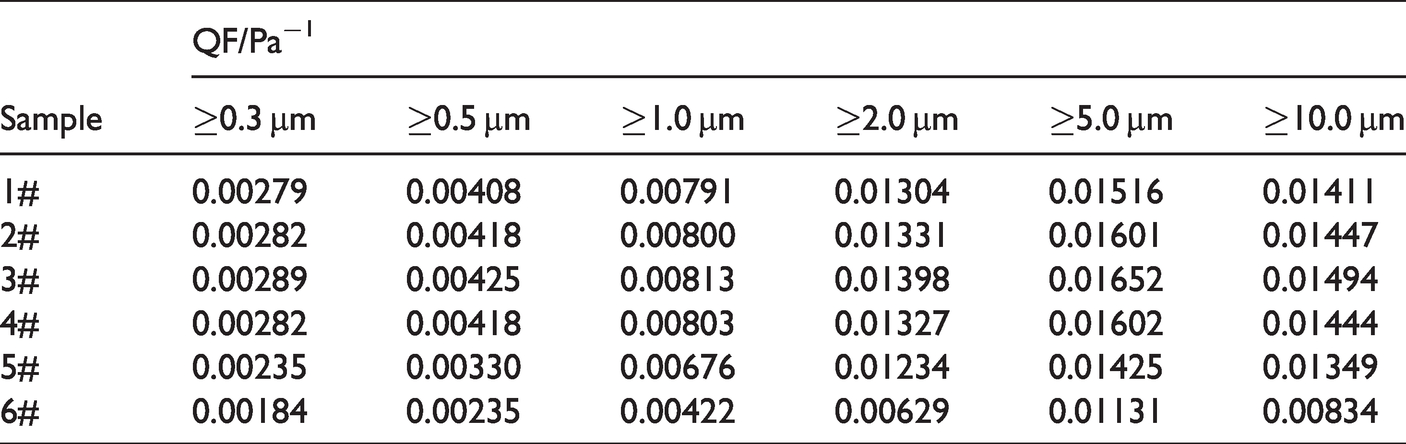
The quality factor (QF), which acted as an indicator that can evaluate the filter performance comprehensively, was calculated as the following formula (4).
In this formula, η and ΔP was the filtration efficiency and pressure drop respectively. As shown in Table 5, the behavior of QF was similar to that of the filtration efficiency. It was obviously that 3# air filter material possessed the highest QF, which was supposed to be the ideal air filter material. This finding indicated that the application of the biaxial circular seamless knitted structure and the PTFE monofilament containing tourmaline particles in the filter material can improve the filter performance.
QF of six types of air filter materials.
Numerical simulation of filtration efficiency
Numerical simulation of filtration efficiency based on CFD
The entity model applied in this research contained a series of stitches, filling and irregular distribution of the fiber mat and the millimeter sized gap between the fiber mat and stitches. The building and simulation calculation of this full-size solid model would cost a lot of time and high configuration of equipment. The complexity inside the model made it difficult to agree with air filtration material. To figure out the above issue, a specific mathematical model of porous plate was built. This model transformed the air filter material with complex structure and certain thickness into porous plate during setting a number of parameters such as pore size, porosity and so on. This approach to model the filter material improved the calculation speed and reduced cost. The porous media model was shown as the following formula (5) and (6).

In the above formula, ΔP was pressure drop, ρ was fluid density, Cf was friction coefficient, V represented air velocity and the value of coefficient C was related to the porosity of the filter material.
In order to illustrate the advantages of the seamless structure in terms of filtration efficiency, the models of 3# biaxial circular seamless knitted filter material which was the filter material with the best filter performance and 6# stitched traditional filter material were built in this numerical simulation of filtration efficiency. The traditional air filtration material was sewn through flake air filtration material. There were three sewn lines in the filter material, and the sewn lines were vertically distributed. The width of sewn part was 16 mm in total. The size of the needle hole formed by sewn thread was 0.5 mm. The distribution of the pinholes was shown in Figure 7.

Distribution of pinholes.
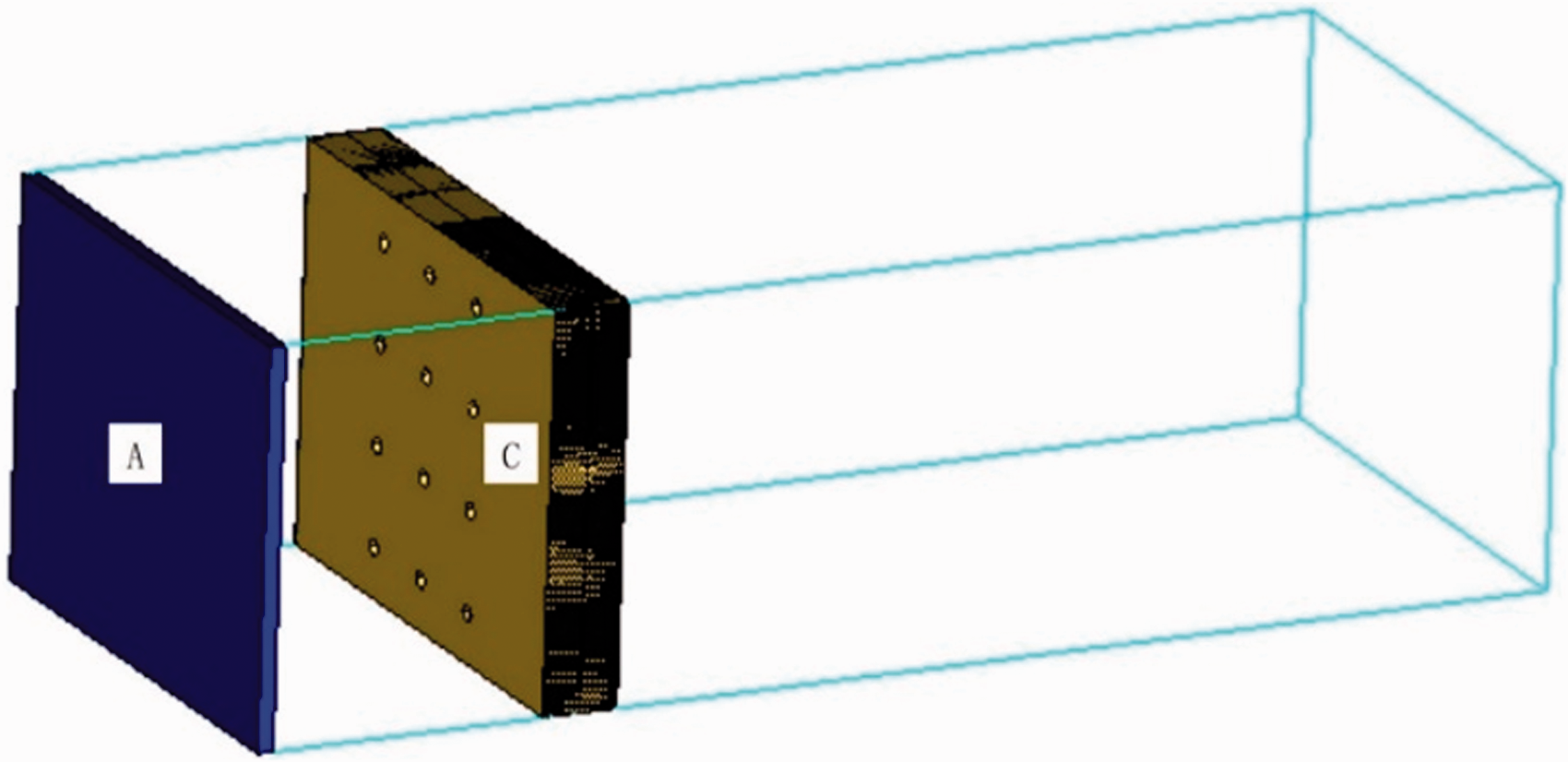
The final model size of the two materials was a porous thin plate with a length of 16 mm, a width of 12 mm and a thickness of 2.3 mm. The porosity of the 3# air filter material model was 82.3% with an average aperture of 24.26 µm, while the porosity of the 6# conventional air filter material model was 78.53% with an average aperture of 20.02 µm. The filtration models of the two materials were shown in Figures 8 and 9.

Filtering model of weft knitted seamless air filter material.
Filtering model of traditional seam air filter material.
In these figures, Panel A was the particle emission location, and Panel B and C were the porous models of two kinds of air filtration materials, which were 5 mm apart from the particle emission location. The rest parameters of this simulation calculation were set as follows. In the actual test, the filtration efficiency of 5 µm particles was taken as the standard to measure the filtration effect of air filtration materials. Therefore, the particle radius was set as 0.005mm and the density was 2 kg/m3. Particle emission velocity was 2 m/s. In the case of both computation, 1000 particles were emitted from the particle emitter at a time, considering the influence of gravity. The total time of calculation was 0.1s, and time step was 0.001s. The filtration efficiency was counted through the number of particles passing through the filter plate through simulation. In order to reduce the calculation cost and facilitate statistics, particles were only emitted once within 0.1s.
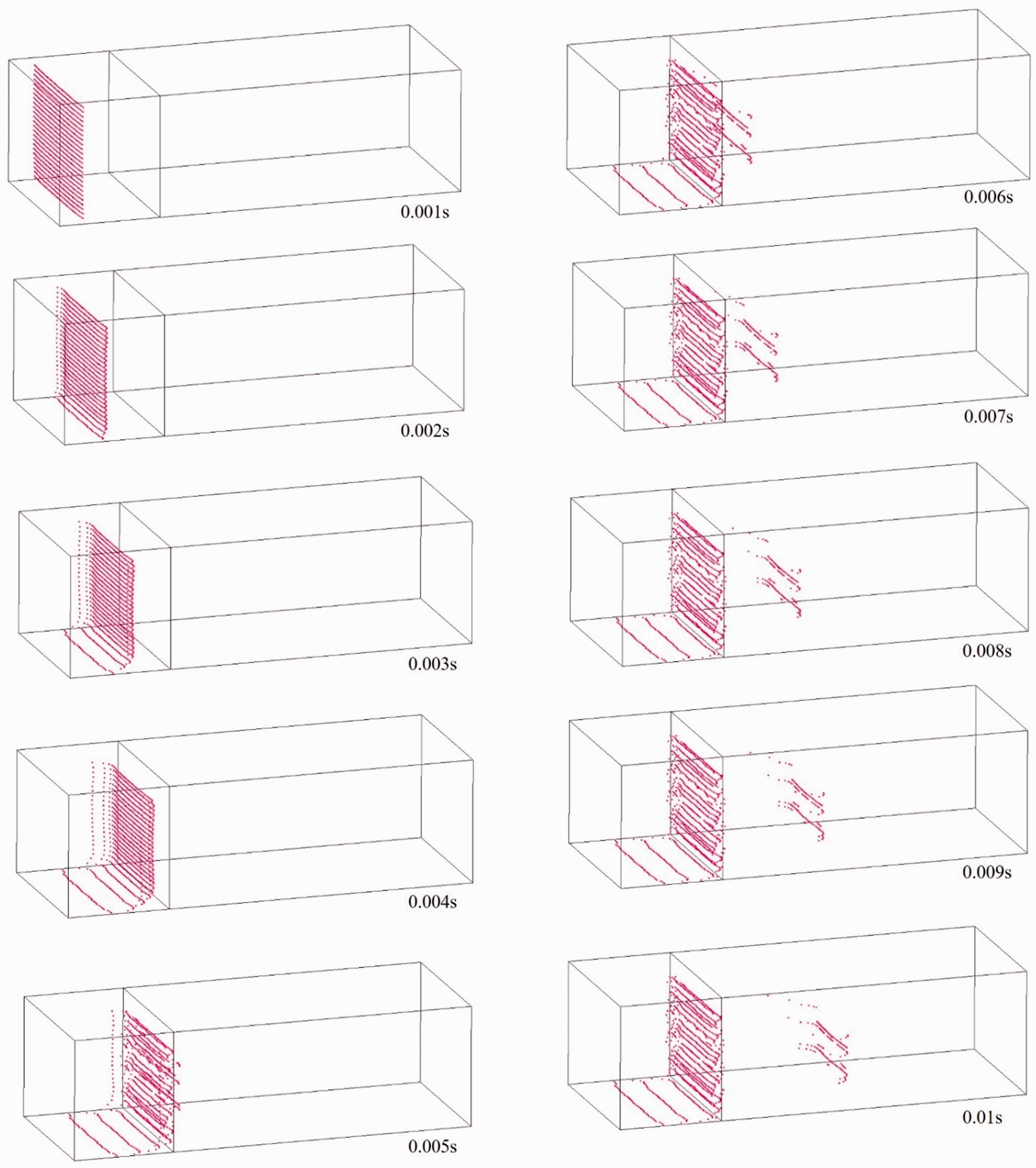
The filter process against the particles of the 3# and 4# filter material were shown in Figures 10 and 11. The total time of this process was 0.01 s from the particle emission to passing through the filter material. This simulation did not consider the physical process in internal structure because of the ideal porous mathematical model. Therefore, the process shown the face contour post-processing. As shown in Figures 10 and 11, firstly, at about 0.004 s, the particles approach the surface of the air filter material, and the particles were filtered through the filter material at about 0.005 s. At 0.006 s, the particles passing through the filter material leaved from the material. Secondly, the particles in the fluid fell down as they move horizontally due to the gravity. When the particles arrived at the face of the filter material, particles that exceed the filtration area did not participate in the filtration process. In the actual application, particles that do not participate in the filtration process of air filtration material were dust dropped into the dust hopper directly. Finally, in the process of filtration, the fine pores in the air filtration material would block the passage of some particles and leave them in the fine pores on the surface and inside. This process of filtration was belong to the principle of passive filtration. The remaining fine particles of the air filtration material would be discharged into the air with the airflow through the channel. In addition, it was obviously in Figure 10 that the distribution of the particles in the process of filtration through seamless filter material was random and relatively uniform. Whereas, the particles were mainly distributed in the sewing pinhole of the traditional filter material in Figure 11. Therefore, the existence of the juncture place had a negative effect in the promotion of filtration performance. The simulation results implied that the filtration efficiency of the 3# and 6# filter material was 93.2% and 88.23% respectively, which had a good alignment with the experimental values in the third chapter. Consequently, the porous model of the filter material was reasonable. This simulation could provide a theoretical basis of the filtering process for air filter material, filtering mechanism and filtering results.

Simulation of filtration process of seamless filtration material.
Simulation of filtration process of seam filtration material.
Numerical analysis of electrostatic adsorption performance of filter materials
2# and 3# seamless filter materials were chosen to analysis the electrical performance in this chapter. As the existence of PTFE monofilament with static electricity, according to the distribution of the static voltage on the surface of the monofilament in the previous research, the static voltage was different on the surface of the filter material and within a certain space. The voltage on each point in the unit circle was different. Therefore, the value of maximum voltage was selected in order to facilitate analysis in finite element analysis. Firstly, within the vertical distance of a point on the surface of the air filter material, the static voltage at the point on the surface of the air filter material was the largest. Secondly, according to the distribution of PTFE monofilament in the material, the maximum point in the unit cycle on the surface of the air filter material was found. The simplified distribution pattern of PTFE in 2# and 3# seamless filter materials was shown in Figures 12 and 13. In this two figures, points A and B were respectively any point on the surface of the filter material in the unit cycle. a, b, c and d were respectively the distances from point A to four PTFE monofilaments, and e and f were respectively the distances from point B to two PTFE monofilaments. According to the law of static voltage distribution on the surface of single filament in the previous research, it was obviously that the point located in the middle of the cycle has the maximum static voltage in the unit cycle of two kinds of filter materials. Therefore, this point was selected to be the point at which the voltage applied.
Simplified distribution pattern of PTFE in 2#.

Simplified distribution pattern of PTFE in 3#.
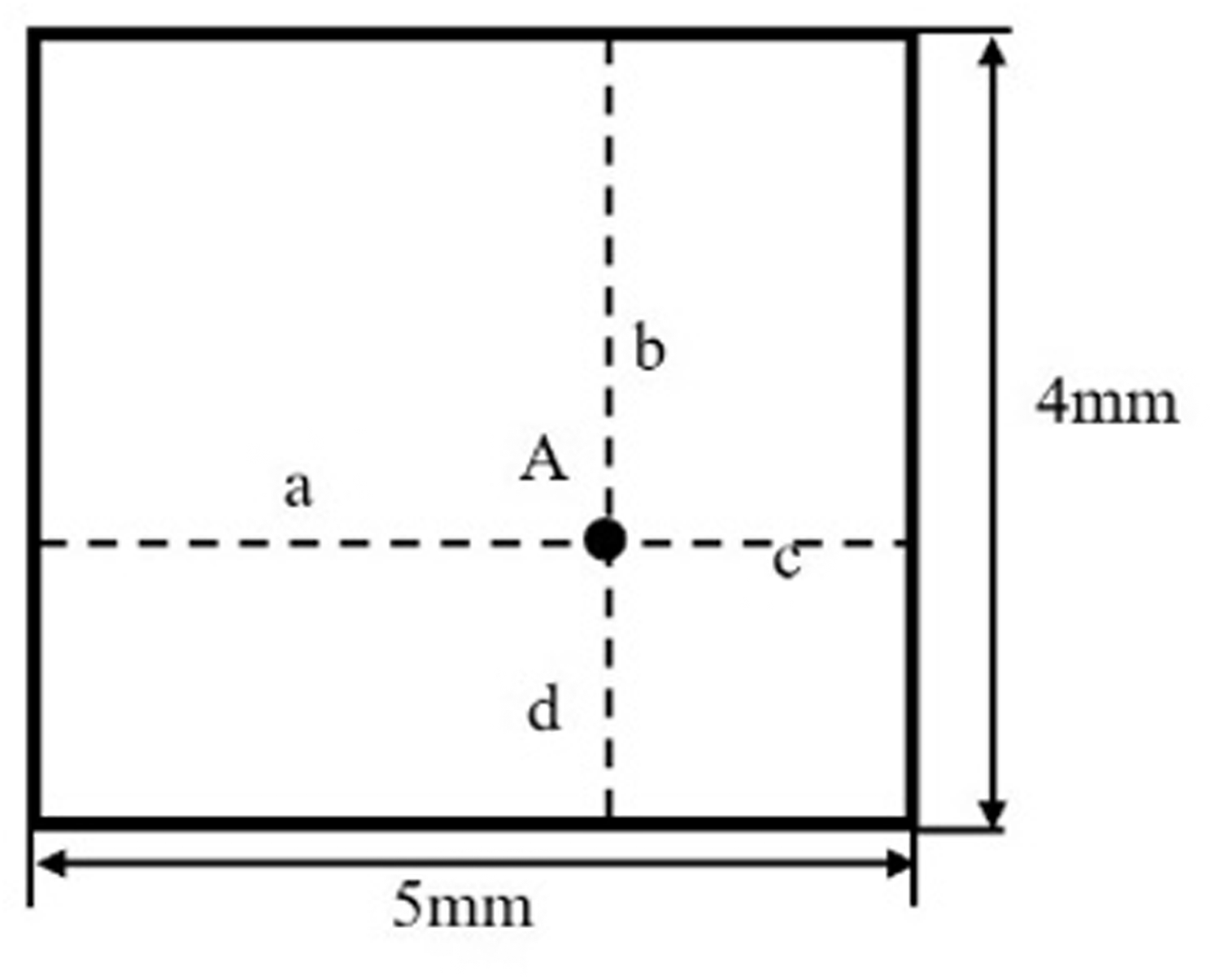
To simulate the distribution of static voltage and electric field on the surface of air filter material, the model was simplified into plate air filter material and zero potential plate in this research. The model size of air filter material was 5 mm long, 4 mm wide and 2.3 mm thick. In order to investigate the adsorption and filtration of particles by electrostatic field alone, the physical model of electrostatic field simulation of air filtration materials was finally established without considering the influence of porosity on filtration efficiency. This physical model was shown in Figure 14. In addition, this simulation also makes the following parameter settings. The particle radius was 0.005 mm, density of the particles was 2 kg/m3, and emission velocity of particles was 2 m/s. In the case computation, 400 particles were emitted from the particle emitter at a time, considering the influence of gravity. The total time of calculation was 0.01s, and time step was 0.001s. The number of adsorbed particles was calculated through simulation. In order to reduce the calculation cost and facilitate statistics, it was assumed that particles were launched only once within 0.01s.

Physical model of air filter material.
Automatic adaptive mesh generation was adopted in this electric field simulation. The maximum static voltage on the surface of 2# and 3# seamless air filtration materials with two different structures was −1816.99 V and −796.82 V respectively, and the distance from the material surface to 6.5 mm was 0 potential surface.
The filtering process of the particles passing through the two different filter materials was shown in Figures 15 and 16. The particles cost 0.01 s starting from the emission to leave away from the materials. This process contained the running state of the particles at different time. In order to furtherly observe the movement of the particles, the movement from 0.002 s to 0.006 s in the section direction of the model was selected in Figures 17 and 18. Firstly, as illustrated in Figures 15 and 16, the particles moved near the filtering plate at about 0.003 s, begun to filter at 0.004 s and left away from the plate at 0.005 s. In this process, the particles were adsorbed both on the surface and inside the filter material. This finding indicated that the existence of the electrostatic field could increase particle electrostatic adsorption on the basis of the original air filter material, so as to improve the efficiency of filtering. Secondly, as shown in Figures 17 and 18, when the uniform distributed particles arrived near the filter material, these particles gradually moved close to the point added voltage. The higher the surface static voltage was, the more particles were absorbed. According to particle statistics, when the static voltage was −1816.99 V, about 45 particles were attached around the hole, and when the static voltage was −796.82 V, about 41 particles were attached around the hole. Compared with the latter, the adsorption efficiency of the former was improved 0.976%, which was in good agreement with the improvement of the filtration efficiency of #3 air filter material 0.7% higher compared with #2 air filter material. It can be seen that the simulation of electrostatic field of air filtration materials provided theoretical reference for the application and performance improvement of new raw materials in filter materials.

Electrostatic adsorption process of 2# air filter material.

Electrostatic adsorption process of 3# air filter material.

Cross-section particle motion law of 2# air filter material.

Cross-section particle motion law of 3# air filter material.
Conclusions
In this research, a novel type of seamless knitted filter material was discussed and compared with the traditional filter material in its filtration performance. Furthermore, the filtration process, filtration mechanism and filtration efficiency were numerically simulated to reveal its excellent filtration performance. Compared with traditional air filtration materials and the novel filter materials, the priority order of the air permeability was 5# > 1# > 4# > 2# > 3# > 6#. The air permeability of traditional filter material is up to 21.34% higher than that of seamless material. The priority order of the uniform pore diameter was 4# > 3# > 2# > 1# > 5# > 6# and the highest increase was 21.34%. In the overall performance QF, the priority order was 3# > 4# > 2# > 1# > 5# > 6# and the highest increase was 46.07%. The 3# filter material was equipped with the best filter performance in filter material. Some particles dropped off due to gravity before reaching the surface of the air filtration material, while the rest would be blocked to the surface of the air filtration material due to the existence of pores in the filtration process. In addition, the pinhole at the joint of the traditional slit filter material would pass through more particles, reducing its filtration efficiency. The application of PTFE monofilament containing tourmaline particles was beneficial to enhance the filtration efficiency of the filter material, and the priority order was 3# > 4# > 2#. During the numerical analysis, the filtration mechanism was proved to be electrostatic adsorption.
Footnotes
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.