
Abstract
Natural fiber-based composite materials have found wide applications in Automotive, Aerospace, and Marine Industries. The current study presents the composite preparation, mechanical characterization, and machining behavior of hybrid composite. The fabricated hybrid composite consists of natural fibers (hemp and flax), resin (epoxy and hardener), and S-2304 wire mesh of different orientations (45° and 90°). The mechanical characterization was performed through tensile, flexural, impact, and hardness with ASTM samples. The FRW45 hybrid composite had shown an excellent tensile strength of 43 MPa and 31.57% higher than that of FRW90. Moreover, the FRW45 (82 MPa) flexural strength has shown better results than the HRW45 (76 MPa) composite. The machining performance was studied by drilling experiments, designed by the central composite design (CCD) to study the significant input parameters such as type of composite, speed, and feed rate. The obtained results revealed that torque reduces with the enhancement in feed rate for all types of composites. It was also noticed that at 500 rpm spindle speed, the delamination factor was comparatively 35.03% lower in HRW45 and 58% in HRW90 compared to HR composite. The fiber fracture voids and delamination failures were observed through fractography analysis.
Introduction
The composites material's excellent properties make them suitable for lightweight vehicle construction, recyclability, reduction of CO2 emissions, and increasing fuel saving in the automotive industry. Researches are interested in substituting or reducing synthetic fibers instead of traditional glass and carbon fibers. The carbon fiber properties were better than that of natural fiber but still evident that the natural fiber is more widely preferred than the former due to low density, recyclability, environmental concerns, cost, and availability [1]. The significant ingredient such as cellulose, hemicellulose, and lignin contents decides the cellulosic fibers' physical property [2]. The natural fiber composite's energy absorption characteristics were enriched by reinforcing another material to reduce the effect of the variability of fibers [3]. In recent days for many applications, woven fiber bundles like jute, hemp, flax, and kenaf were paying attention to the research community due to their strength and availability and world production per year. However, the hemp and flax fibers had adequate strength, stiffness, and low density to replace the synthetic fibers as reinforcement in the matrix [4]. The mechanical properties of the flax fiber were based on the weaving direction of the fibers, and the diameter of the flax fiber also influences the impact on the composite's tensile behavior. The humidity was affected by flax fiber's tensile properties due to its highly hydrophilic nature [5].
The research peoples have identified the different techniques like fiber combination, particle addition, structural reinforcement, and stacking sequence of fiber, enhancing natural fiber composite properties. The hybrid composite was one of the standard techniques to satisfy the industrial requirements among the various techniques. Two or more polymeric matrix combinations result in better stiffness and strength than an individual reinforced polymeric composite. The vibration and mechanical performance were enriched on the woven fiber composites due to the differences in fiber laminates' stacking sequence [6]. The hybrid composite can provide more impact strength, fatigue resistance, and fracture toughness properties than the mono fiber-reinforced composite [7, 8]. The hybrid composite provides the added advantages on the dynamic mechanical properties enhancement [9, 10]. Hybrid sisal/glass fibers with polyester resin improved the viscoelastic properties such as storage and loss modulus [11]. A limited number of works were reported to reinforce the composites with stainless steel wire mesh on the natural fiber [12, 13]. In the hybrid composite, the chemical treatment and the bonding between the glass fiber and stainless steel wire mesh exhibits better mechanical properties [14]. The pre-treatment enhances the interfacial fracture toughness in the stainless steel epoxy bi-metal composite [15].
The machining performance of the natural fiber composites was useful for joining the two fiber plates or components using rivets, bolts, screws. [16]. The drilling operation creates damages in FRP (Fibre-reinforced plastics) laminates, and various drilling parameters influenced these damages. The drilling quality was predominantly affected by the cutting force, tool geometry, speed, and feed. The drilling of natural fiber composite was performed on the CNC drilling machine by selecting the appropriate speed and feed [17–19]. The drilled performances on the composite plates were analyzed based on the dimensional accuracy (roundness), surface finish, circularity error, and delamination factor [20–22]. Among the drilling parameters, the delamination factor (damage around the hole) was critical due to the natural fiber composites' low density. Due to the anisotropy and brittleness of the composite materials, delamination occurs on the fabricated laminate. The machined composite component's structural integrity and long-term reliability were primarily affected by the delamination factor [23]. The delamination damage occurs at the drilled structure's exit and entrance, such as push-out and peel-up. The push-out delamination is more effective than the peel-up delamination [24–26]. The thrust force and torque play a significant role in determining the delamination factor. The delamination factor can be reduced by using the predrilled pilot hole, special drill bits, and support plates [27].
Given all the optimistic thought, the authors are enthusiastic about developing the hemp/flax hybrid composites for automobile applications. Subsequently, the effects of S-2304 wire mesh angle on woven hemp/flax/epoxy hybrid composites are obtained by mechanical characterization and machining (drilling) performances. The drilling characteristics of HRW45/90 and FRW45/90 composites were studied to understand the effect of cutting parameters such as spindle speed and feed rate. The influence of wire mesh angle on drilling performance with the output variables was studied using thrust force, delamination, and hole quality.
Material and methodology
The epoxy hybrid composite was fabricated with reinforcement of Hemp & Flax and S-2304 wire mesh. The composite plates were prepared using a steel roller, releasing agent, mixing container, stirrer motor, brush, scissor, OHP sheet, mixing bowl, personal protective equipment (PPEs). The woven natural fiber hemp (Bi-directional) and flax (Bi-directional) were procured from Green products Pvt Ltd. The epoxy (LY-556) and hardener (HY-951) were used as a matrix between the fiber layers, and the S-2304 wire mesh was embedded in between the fiber layer (Ram traders Pvt Ltd). The physical and mechanical properties of the hemp, flax, and wire mesh were presented in Table 1.
Properties of Hemp/Flax and wire mesh.

The weight proportion of the reinforcement and binder plays a vital role in composite fabrication. The hybrid composite plates of 30

Fabrication and characterization of hybrid composite.
Composite fabrication
A glass mold size of 30

Combination of hybrid composite preparation.
Different weight proportion of matrix and reinforcements.

Experimental details
Mechanical characterization
The mechanical characterization was comprised of tensile, flexural, impact, and hardness. The hybrid composite ASTM test samples were prepared by abrasive water jet machining to avoid crack propagation and delamination. The fractography of the cracked surfaces was analyzed through a scanning electron microscope to recognize microstructural behaviors.
Tensile test
The tensile test was performed to understand the behavior using tensile strength and elastic modulus of the hybrid composite. The stress-strain correlation was used to analyze the tensile behavior graphically. The tensile specimens were prepared using ASTM-D3039M-17 with the specimen dimension of 250
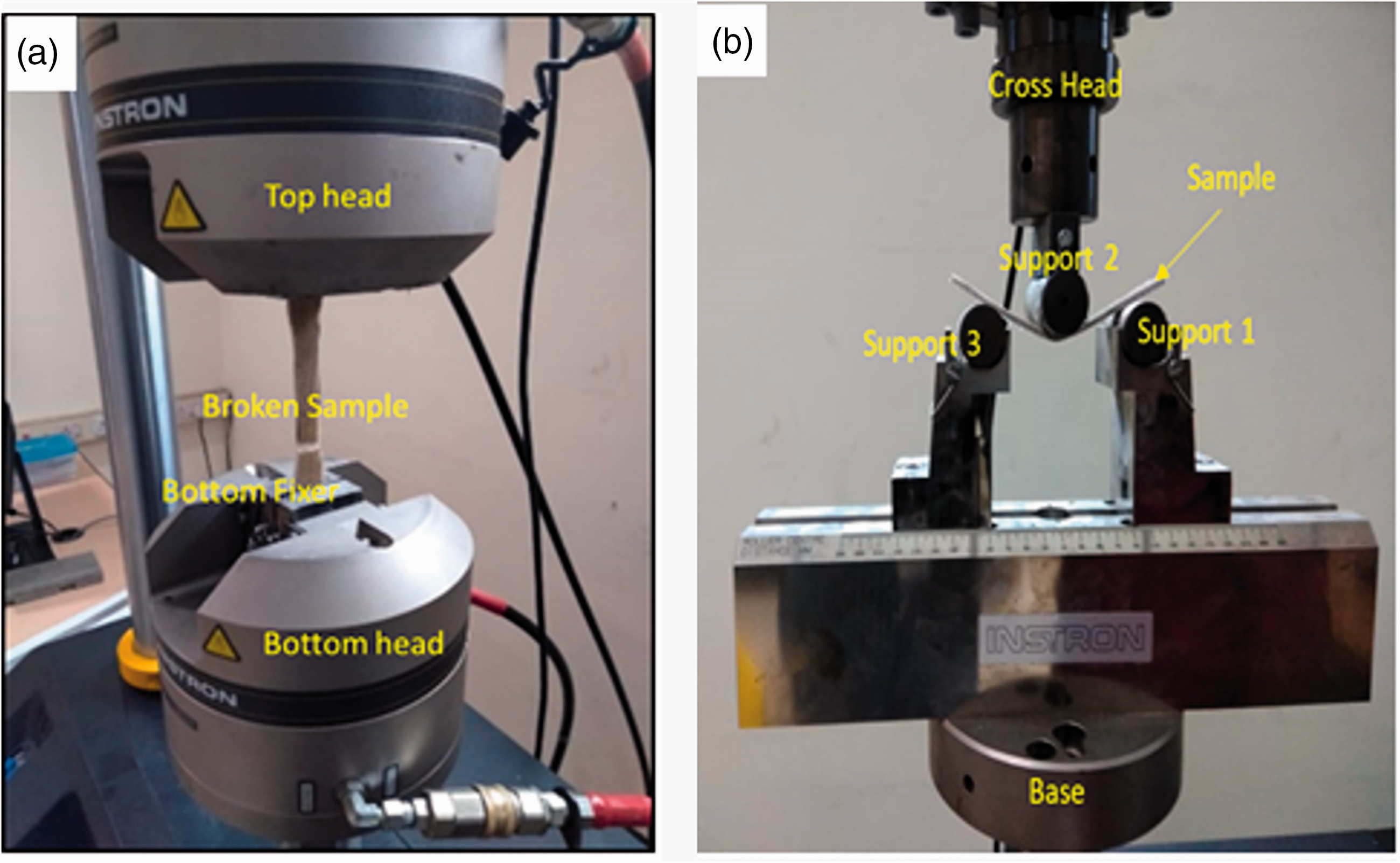
Test setup for (a) Tensile test and (b) Flexural test.
Flexural test
The flexural test samples were prepared using the ASTM D790-17 with a dimension of 120
Impact test
The Charpy impact specimens were prepared at three different locations on the fabricated hybrid composite plate with the dimensions of 125
Hardness test
The hardness of the composite samples was estimated using digital Vicker's hardness testing machine (HVD-1000 AP). The machine has a measuring capacity of a minimum of 0.01 μm and hardness in the range of 1HV - 4000HV. The test specimens were prepared in as per ASTM D2583-13a with a dimension of 12.7

Hardness samples (a) ASTM D-2583 (b) Hardness specimen.
Machining characterization
Experimental design
The physical assembly of the automobile's components necessitates fastening. This structure reliability of prepared composite crucial element, and it was desired to analyse machining compatibility by drilling study. An experimental investigation was performed with the statistical experiment design, and the results were evaluated. The experiments were designed and performed using the central composite design (CCD). The CCD was explicitly used to design and conduct a minimum number of experiments with a quadratic response surface. The CCD range was discovered through the full factorial pilot study, and the specific significant responses were observed. The drilling experiments were conducted on the VF30 CNC VS milling machine with a sample size of 10
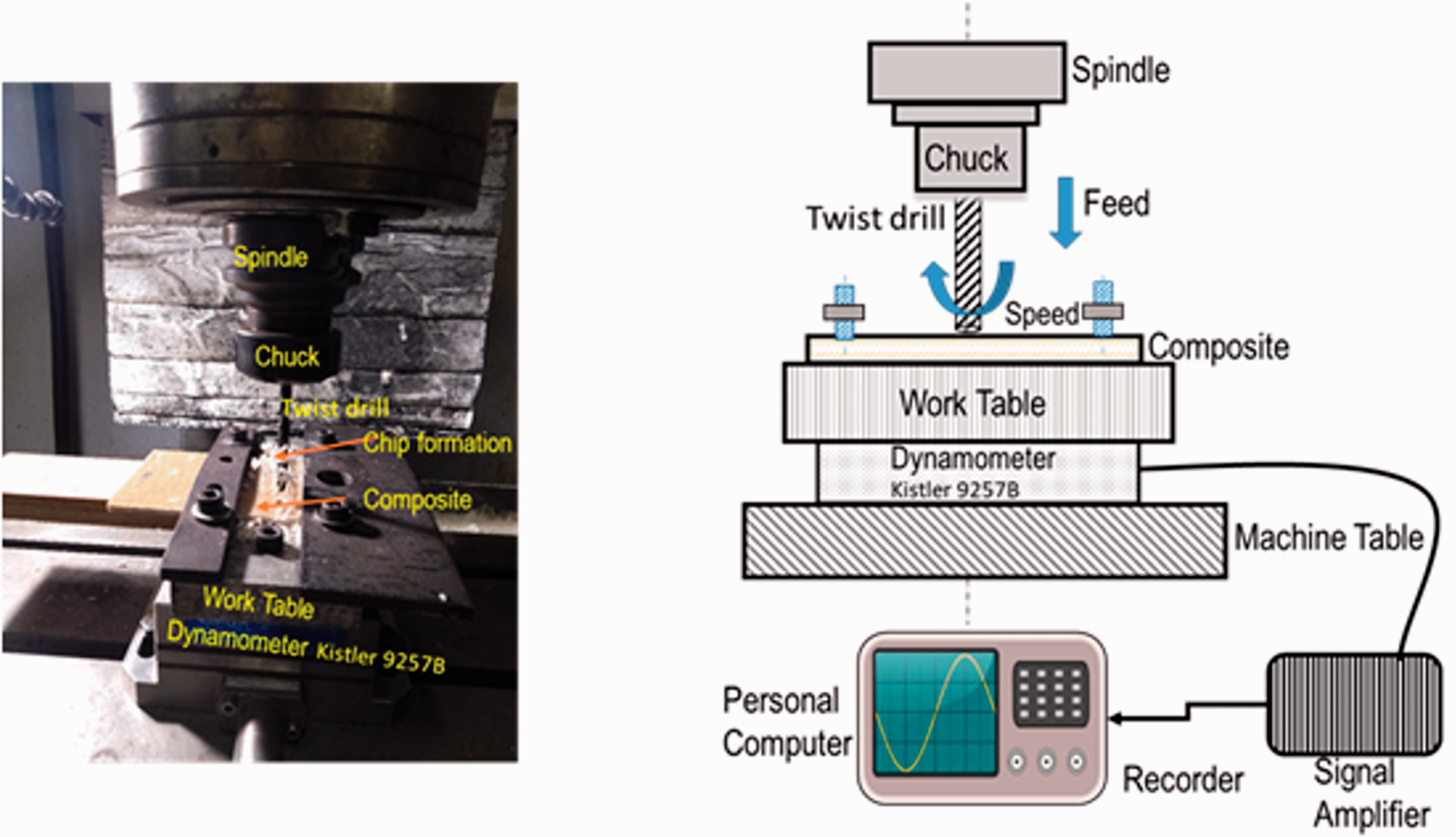
Experimental drilling setup on the CNC-VMC Machine.
Specification of the CNC VMC.

Specification of dynamometer.

The six different composite design (HR, HRW45, HRW90, FR, FRW45, and FRW90) were considered for the experiment and experimental sample was shown in Figure 6. For the drilling study, the input parameters, such as spindle speed (N) and feed rate (f), were identified through the trial experiment. The input parameters with the three-factor experimental design were shown in Tables 5 and 6. The output responses were analyzed through the thrust force (F), torque (T), and delamination factor (d).

Composite specimen for drilling.
Drilling parameters and levels for hemp and their associated types.

Drilling parameters and levels for flax and their associated types.

A Dino-Lite (Figure 7) digital microscope was used to analysis of the drilled holes. In Figure 7, the red circle indicates the maximum diameter (Dmax) of the delamination zone, and the green circle indicates the drilled hole diameter (Dmin). The delamination factor (d) was estimated as the ratio between the maximum diameter (Dmax) of the delamination zone to the original hole diameter (Dmin) by equation (1) [35].

Digital microscopic analysis.
Results and discussion
Mechanical characterization
Tensile test
The tensile stress of the neat hemp fiber withstands up to 37 MPa with an identical strain of 0.017, and the stress was linearly increased concerning the strain value (Figure 8). In the experimental investigation, the specimens were held vertically between the bottom and top heads of the UTM 5900. A tensile load was applied vertically on the composite with the crosshead speed of 1 mm/min until fracture. From the obtained results, the FRW45 composite holds better tensile properties (30.91%) than the FRW90 composite due to the adhesive bonding between the flax fibers (Figure 9).
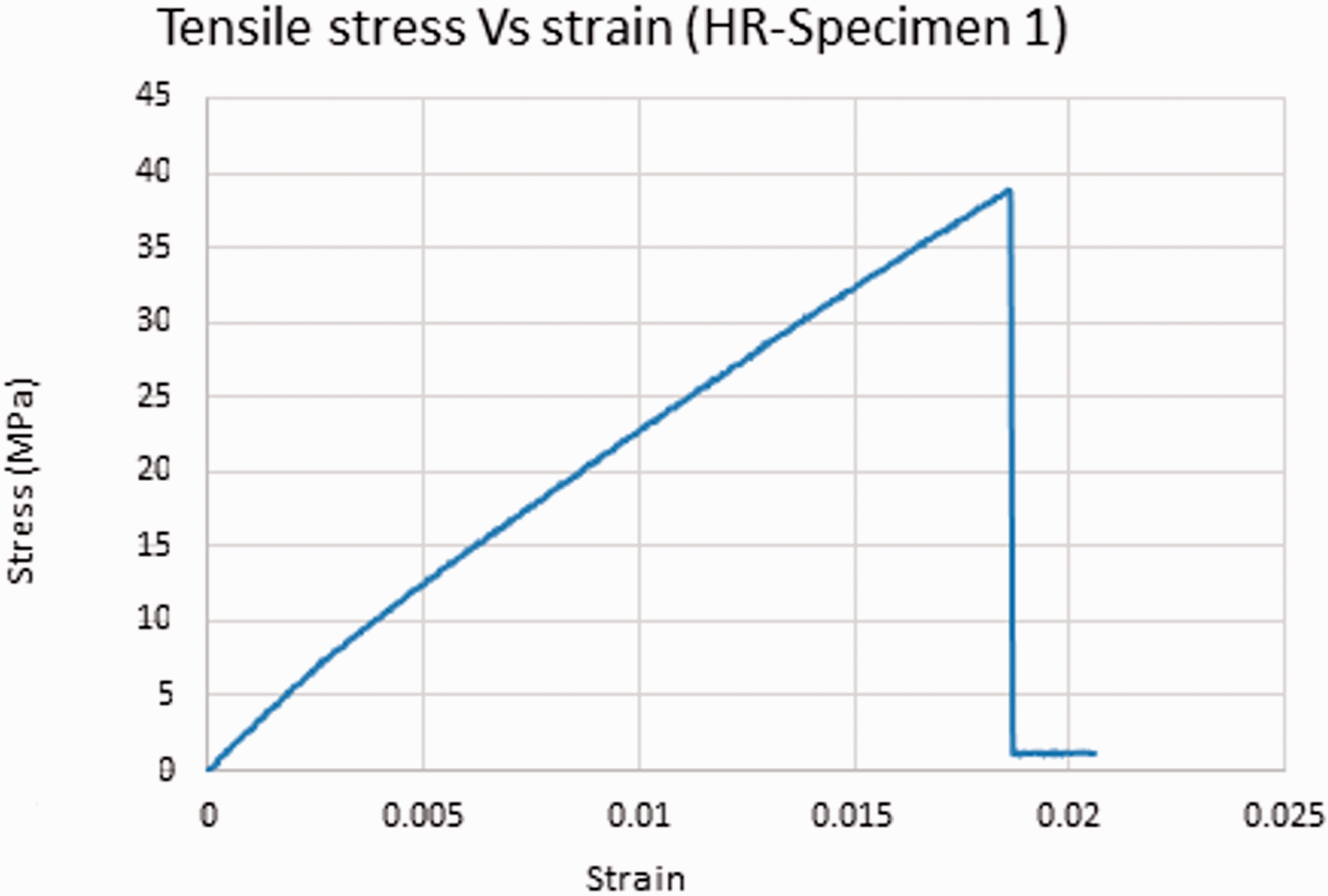
Stress vs strain of neat hemp composite (HR).

Tensile behavior of different hybrid composites.
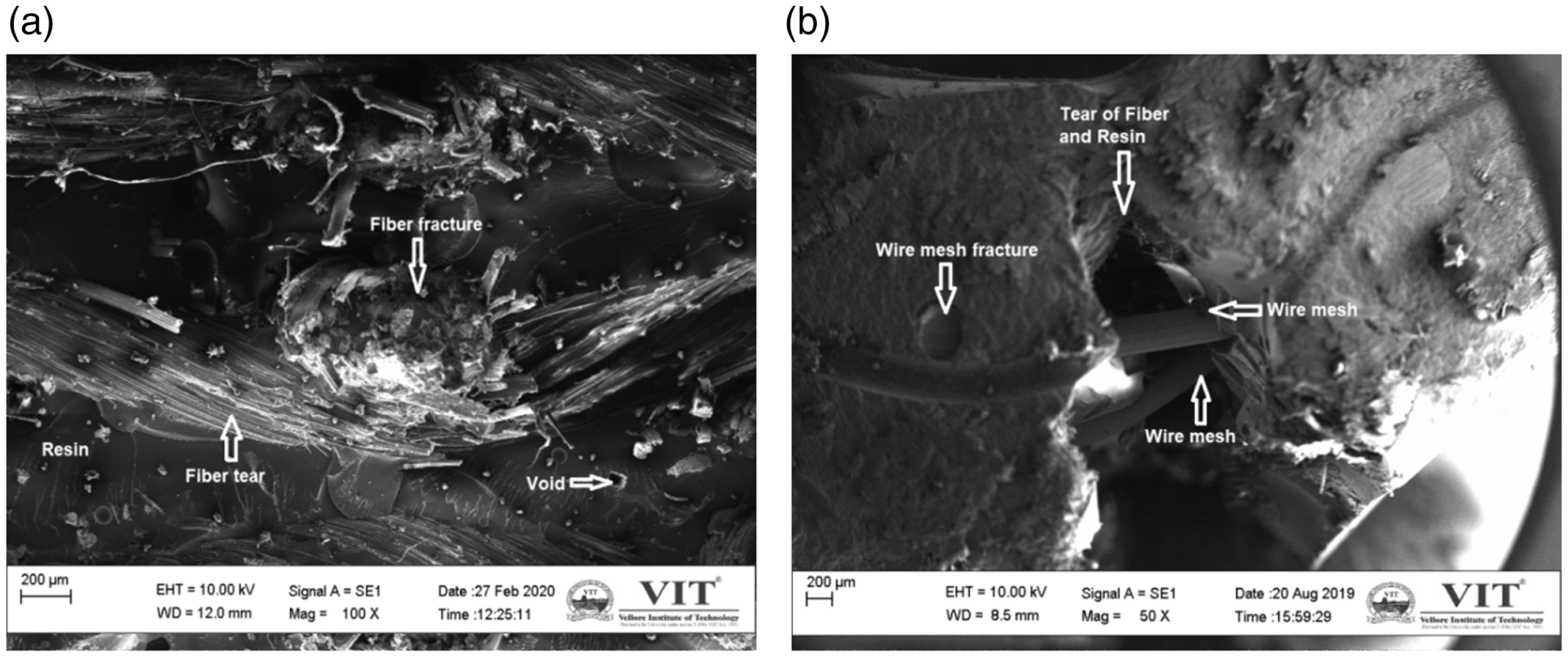
Similarly, it was found that the physical properties of the flax fiber influencing the tensile strength of the FRW45 composite, and it was 20.03% greater than the HRW45 composite. The length of the crude fiber and ligneous residues as part of the yarn structure significantly influences the tensile strength of neat flax composite (FR-27 MPa) and neat hemp composite (HR-22 MPa) (Figure 9). The appearance of the fiber fracture, fiber pull-out, wire mesh fracture, and voids were observed through the fractography image captured through the failure tensile test specimen (Figure 10(a) and (b)). The inadequate bonding between the fiber and the resin caused the fiber pull-out, and the bonding between the resin and wire mesh was visually analyzed (Figure 10(b)).

Fractography of the tensile test specimen (a) Fiber pull-out (b) Fiber and wire mesh fracture.
Flexural test
The flexural properties were analyzed with the help of the deflection curve under different loads. The FRW45 was endured the flexural load up to 120 N with the corresponding deflection of 8 mm (Figure 11). The FRW45 composite improved the flexural strength up to 7.59% compared to the FRW90 composite (Figure 12). The 45° oriented wire mesh provided better performance against the bending stress than the 90° oriented wire due to the wire mesh angle's inclination, which withstands more bending stress. However, the physical properties like the length of the crude fiber and cross-section of crude fiber on the flax fiber also play a vital role in enhancing the flexural strength of FRW45 (82 MPa) than the HRW45 (76 MPa). The Figure 12 also depicts that the neat hemp composite (HR) was shown the lowest flexural strength (58 MPa) than the neat flax composite (FR-65 MPa). It occurred due to flax fibre imparts more strength and stiffness because of its constituents (cellulose, hemicellulose, lignin, and pectin) and fibers' containment within the tissue [36]. However, the natural fiber composite's flexural strength was predominantly dependent on the fiber bundle's fiber diameter, length, and thickness. The fiber fracture and tear appearances were observed through the fractography analysis obtained from the flexural test specimen (Figure 13(a) and (b)). There was no evidence which claims the delamination between the fiber/resin/wire mesh/resin. (Figure 13(b)).

Load vs deflection of FRW45 composite.

Flexural behavior of different hybrid composites.
Fractography of flexural test specimen (a) Fiber fracture and tear (b) Wire mesh fracture.
Impact test
The impact analysis observed from the test results that the FRW45 composite showed a 10.4% better toughness value than the FRW90 composite (Figure 14). However, the FRW45 hybrid composite was exposed to the improved toughness of 60.89% more than the three-layer neat flax composite (FR) [37]. The significant adhesive bonding interpreted the wire mesh between the flax fiber and the wire mesh. It also creates a delay in crack initiation when the load was applied, which increased the load-bearing capacity or maximum load at break value. In contrast, the results associated with the HRW45 composite have shown lower impact strength (1.4 J) than the FRW45 composite (1.7 J) due to the short length of the crude fiber, and ligneous residues as part of the yarn structure significantly influence the impact strength. The Figure 14 also reveals that the neat flax composite (FR) has shown better impact strength (1.15 J) than the neat hemp composite (HR-0.85J).

Impact strength of various composites.
Hardness test
While comparing the Vickers hardness value of the 45° oriented hemp and flax fiber composite, the FRW45 composite was shown 2.5% more hardness value than the HRW45. The FRW90 composite was shown a comparatively better hardness value (24.43 VHN) than the HRW90 (22.63 VHN) (Figure 15). The Vickers hardness values were improved due to the type of fiber and reinforcement of wire mesh, which increase the composites' stiffness. The neat flax composite (FR) was shown a slightly better hardness value (21VHN) than the neat hemp composite (HR-20VHN). However, the natural fibre composite material's hardness behavior primarily depends on its properties (physical, mechanical, and chemical), level of adhesion, and fiber loading. The results further revealed that the wire mesh angle influenced the hardness enhancement. The amount of resin and fibers was predominantly responsible for enhancing the hardness value for the prepared composite.

Hardness value of various hybrid composites.
Machining characterization
Composite drilling
Delamination factor, thrust force, and torque were analyzed at different feed rates and spindle speeds for the twist drilling tool. The VF30 CNC VS experimental drilling trails and the corresponding response were reported in Tables 7 and 8. Three input levels were considered for both hemp and flax fiber composites. The output responses were measured based on the thrust force, torque, and delamination factor.
Experimental design and corresponding responses for hemp composites.

Experimental design and corresponding responses for flax composites.

The mathematical models were developed from the obtained experimental results by using regression equations [38]. The model quantitatively relates the input variable responses of the empirical equation (equation (2)).
Empirical model and data analysis
The regression equation's general format was obtained in the empirical equation (equation (2)). In the general empirical equation, the Y represents the response variable, 
The theoretical model for the thrust force (N), torque (Nm), and delamination factor (d) for the hemp composites (HR, HRW45, and HRW90) were presented (equations (3) to (5)). Likewise, the theoretical equations for flax composites (FR, FRW45and FRW90) were presented from equations (6) to (8).

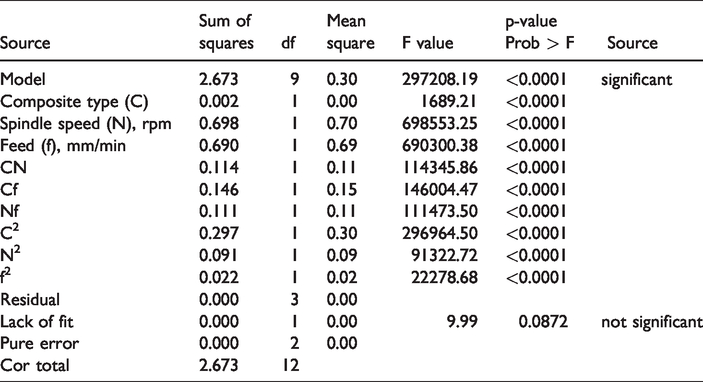
The analysis of variance had been preferred to analyze the competence of the newly developed model. It was observed from the theoretical model, the model p-values were less than 0.0500 for all the tables (Tables 9 to 14), and the obtained result supports that the developed empirical model is significant. The theoretical model was significantly compared and verified with the obtained lesser p-value (0.0001) (95% confidence) than the thrust force and torque model (Tables 9 to 14).
ANOVA for regression equation (3).

ANOVA for regression equation (4)
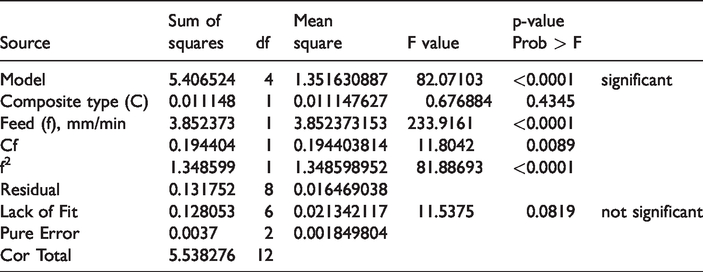
ANOVA for regression equation (5).

ANOVA for regression equation (6).

ANOVA for regression equation (7).

ANOVA for regression equation (8).
Surface response analysis
The interaction effect between the input and output responses were analyzed through response surface methodology (RSM) by the surface analysis (Figures 16 and 17). The RSM analysis observed that all the input factors such as feed rate, spindle speed, and composite type (HR, HRW45, HRW90, FR, FRW45, FRW90) contribute significantly to the predicted output responses like thrust force, torque, and delamination factor. Figure 16(a) to (f) was shown that the surface response for input and output responses of HR, HRW45, HRW90 composites. From Figure 16(a), the HR composite at a lower spindle speed of 500 rpm, the thrust force was higher, and it was decreased with the increase in spindle speed. Whereas in HRW45 and HRW90 composites, at a lower spindle speed of 500 rpm, a lower thrust force value was observed, and it increases with an increase in spindle speed. At higher spindle speed, maximum thrust force was recorded in HRW90 composite than other composites, and the wire mesh angle influences the outputs like thrust force, torque, and delamination factor specifically the HRW90 increased the thrust force to maximum compare to other composite types. From Figure 16(b), an increase in feed rate increased the thrust force for HR, HRW45, and HRW90 type composites. Figure 16(c) for the HR, HRW45, and HRW90 type composites, higher torque was observed at low feed rates and decreased with increased feed rates. Maximum torque was noted in HRW90 composite at the lowest feed rate of 50 mm/min. The higher flexural and toughness properties increased the thrust force, and torque in the wire mesh reinforced composite. It was also observed that the thrust force was affected by mesh angle, spindle speed, and feed rate.
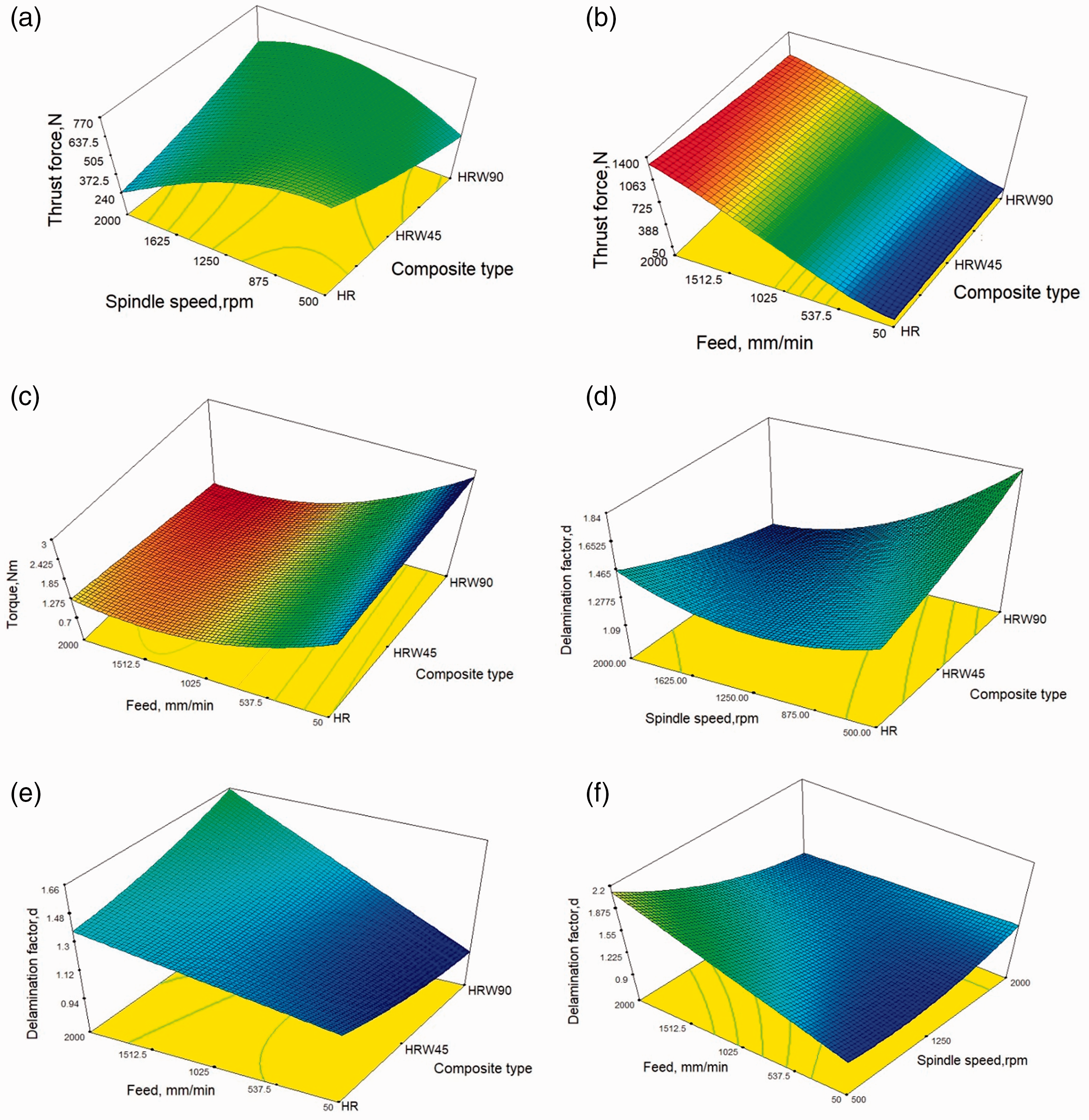
(a-f) Surface response for HR, HRW45, HRW90 composites.

Surface response for FR, FRW45, and FRW90 composites.
The delamination factor was less in HR composite at a minimum spindle speed of 500 rpm (Figure 16(d). But the wire mesh reinforced composites (HRW45 & HRW90) were shown a higher delamination factor at lower spindle speed. In general, the increase in spindle speed decreased the delamination factor. Considerably an increase in feed rate and spindle speed increased the composite's delamination (Figure 16(e) and (f)). The delamination was observed maximum in the wire mesh reinforced composites at higher spindle speed with a lower feed rate combination.
The Figure 17(a) to (f) was shown the surface response of FR, FRW45, and FRW90 composites. The Figure 17(a) was shown the decrease in thrust force with an increase in spindle speed. The maximum thrust force was obtained with 500 rpm spindle speed for wire mesh reinforced composites due to wire mesh resistance against the composite's plates' penetration. The thrust force increased with the increased feed rate for FR type composite (Figure 17(b)).
It was observed from the obtained results, the torque was maximum at a lower spindle speed (500 rpm), and it was decreased considerably with an increase in spindle speed irrespective of the composite type. The lowest torque was recorded for FR type composite at 2000 rpm, and it was maximum for the flax wire mesh composite. From Figure 17(c) and (d), increasing feed increases the torque irrespective of the composite type. At maximum feed rate, a value of 79.28%, higher torque was found in FRW90 composite.
It was observed from the Figure 17(e) and Figure 17(f), the delamination factor increases 32.89% with an increase in feed and minimum spindle speed for flax wire mesh composites (FRW45 & FRW90). The delamination factor was maximum for FR type composite at a spindle speed of 2000 rpm and feed rate of 2000 mm/min. The thrust force, torque, and delamination factor were higher for HR and FRW90 than HRW45, HRW90, FR, and FRW45, irrespective of various feed and spindle speeds. It was understood that the tensile strength properties of the former composites were better than later.
Conclusion
The present work reported a comprehensive study on the behavior of hybrid flax and hemp composite reinforced with S-2304 wire mesh. Based on the obtained results, the following conclusions were prepared. The wire mesh–epoxy significantly enriches the mechanical performance. FRW45 composite increases the tensile strength up to 20.03% over the hemp fiber composite. The wire mesh angle marginally influences the flexural and toughness properties of the hybrid composites. However, the toughness of the FRW45 composite increases by 60.89% compared to the three-layer neat fiber composite (FR). The reinforced wire mesh angle (both 45° and 90°) revealed an increase in the initial crack load. The delamination was reduced up to 25.65% in FRW90 composite and 7.43% in FRW45 composite with the higher spindle speed and lower feed rate. The feed rate significantly influences the thrust force, torque, and delamination factor in the hemp fiber composite with the wire mesh's different orientations.
In general, the flax fiber composite performs better performance with the wire mesh in all aspects. Finally concluded that for better geometrical accuracy, the delamination factor was kept at the minimum value, which was achieved by maintaining low feed and speed irrespective of the composites' type and orientation.
Footnotes
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.