
Abstract
Replacing the traditional self-lubricating fabric composites with new type of wear-resistant composite reinforced by warp-knitted fabrics PTFE-Nomex and PTFE-Nomex/Nomex (self-lubricating fiber: PTFE, reinforcing fiber: Nomex), in which the hybrid graphite/graphene particle modified phenolic is used as the adhesive resin. The influence of the fabric structure on the friction and wear properties of self-lubricating fabric composites was evaluated by the ball-on-disk and bearing friction tests. And the wear mechanism of the composites was investigated through scanning electron microscopy (SEM) and mechanical tests. The ball-on-disk friction test shows that the friction and wear properties of two kinds of composites with different structures are different with the increase of friction distance. In addition, the self-lubricating warp-knitted composite materials were prepared as self-lubricating joint bearing liners to evaluate the bearing application. It is proposed that the wear resistance of the two kinds of warp-knitted composites is poor, and the single layer is slightly better. It is related to the friction mode, mechanical and bonding properties of the bearing liners.
Introduction
Self-lubricating fabric composites composed of fabric and adhesive resin, an important class of tribo-materials which have the function of self-lubrication and wear resistance. Due to their outstanding properties, the composites have been widely used in the field of spherical bearings, especially for aviation application [1–5]. With the development of the aviation industry, the service life and bearing capacity of fabric composites are required to reach a higher level to deal with the more severe working conditions. As the key part of fabric composites, the fabrics are usually composed of different kinds of high performance fibers such as PTFE (self-lubricating function) and Nomex (reinforcing function), which together with the resin polymer enable fabric composites the characteristics of designability, high specific strength, fatigue resistance and light weight [6–9]. For the fabric weaving, parameters such as thickness, layer numbers and yarn types is correlated with the weave structure, thus influence the wettability property, adhesion property, wear debris capturing ability and load-carrying ability of the composites [10–13]. Based on that, to study the effect of fabric structure on the tribological property of warp-knitted fabric composites, it is significantly important to carry out the preparation process and tribo-tests for the warp-knitted fabric composites.
At present, the machine-woven fabrics composed of polytetrafluoroethylene fiber and aramid fiber are generally used as composite reinforcement widely [14–16]. Li et al. [17] studied the friction and wear properties of PTFE/Kevlar fabric composite from the perspective of fabric density, and found that the lower fabric density can bring the better wear resistance of the composites. However, compared with the traditional woven fabric as a composite reinforcement, the development of warp-knitted fabric is relatively late. Warp-knitted fabric is generally made up of yarns composed of one or several groups of high-strength fibers, which are connected in a circle according to certain rules [18,19]. It is characterized by complex shape and structure, strong designability, strong directional strength and impact resistance, and short process flow. The coil fiber is not easy to slip during friction, so it is considered that warp knitted fabric has better friction performance when it is used as composite reinforcement of self-lubricating fabric. Knitted fabric reinforced resin matrix composites is mainly used in the fields of wind power generation, aerospace and medical care [20–22]. In the literatures, the influence of warp-knitted fabric on the mechanical properties of composite materials is reported much. Stolyarov et al. [23] tested the shear performance of knitted fabrics with different stitch types as composite structural components, and warp knitted fabrics showed better shearing ability. Yu et al. [24] took unsaturated resin as the matrix and warp knitted fabrics with different structure of glass fiber yarn as the reinforcement to prepare composite materials through certain composite molding process, and explored the influencing factors on the tensile and bending properties of materials. It is found that the longitudinal specific strength and specific modulus of warp knitted composites are higher in the tensile test, while the result in the bending test was exactly the opposite of the tensile test. However, there are not many studies have focused on the wear resistance properties of warp knitted composites for the application of spherical bearing. Therefore, it is necessary to further explore the friction and wear properties of knitted fabric reinforced resin matrix composites.
On the base of that, this paper replaces the traditional self-lubricating fabric composites with a new type of wear-resistant composite reinforced by warp-knitted fabrics (self-lubricating fiber: PTFE, reinforcing fiber: Nomex), in which the hybrid graphite/graphene particle modified phenolic is used as the adhesive resin. The addition of hybrid graphite/graphene to warp knitted fabric composites as a solid lubricant contributes to the formation of transfer film between dual surfaces, which can effectively reduce the friction coefficient and wear rate of the composites [25,26]. Nomex fibers are heat- resistant and flame-resistant and are used in protective fabrics, garments, insulation. The wear resistance of composite can be improved remarkably when Nomex fiber is used as composite reinforcement.
The tribological behavior was investigated by the friction and wear tester and 3D digital microscope, based on which SEM was employed to study the wear mechanism of the composites. Furthermore, the most desired composites were applied to spherical bearings which were subjected to oscillating wear tests, in which the service ability of the composite under actual working conditions was evaluated. This study hopes to explore the application prospects of new materials in the field of self-lubricating bearings.
Experimental
Materials
Warp-knitted fabrics PTFE-Nomex/Nomex, PTFE-Nomex were produced on the HKS2 of warp-knitting machine (German Karl Mayer E28), which are the most basic and convenient structures in knitted fabrics. The fabrics (see Figure 1 and Table 1) were knitted with of PTFE fibers (400D) and Nomex fibers (fineness:200D) provided by DuPont Plant. The adhesive resin (204 phenolic resin) was supplied by Shanghai Plastics Research Institute Co., Ltd, China. Graphite (diameter: 48 ∼ 75 µm) and graphene (diameter: 0.8 ∼ 1 µm) were provided by Sheng-Quan Chemical Plant, China. The rest chemicals were all analytical grade and used as received.

Knitted structure of warp-knitted fabrics (a) J1 PTFE-Nomex/Nomex (b) K1 PTFE-Nomex.
Sample parameter of warp-knitted fabrics.

Specimen preparation
To obtain the graphite/graphene particle modified phenolic resin, the hybrid graphite/graphene particles was added into the ethanol diluted phenolic resin (50 wt.%). Then the resin solution was stirred uniformly by the high-speed stirrer, making sure that the particles was completely dispersed in the resin. The mass friction of the graphite and graphene particles was 2 wt.% and 0.8 wt.%, respectively, in the final modified resin.
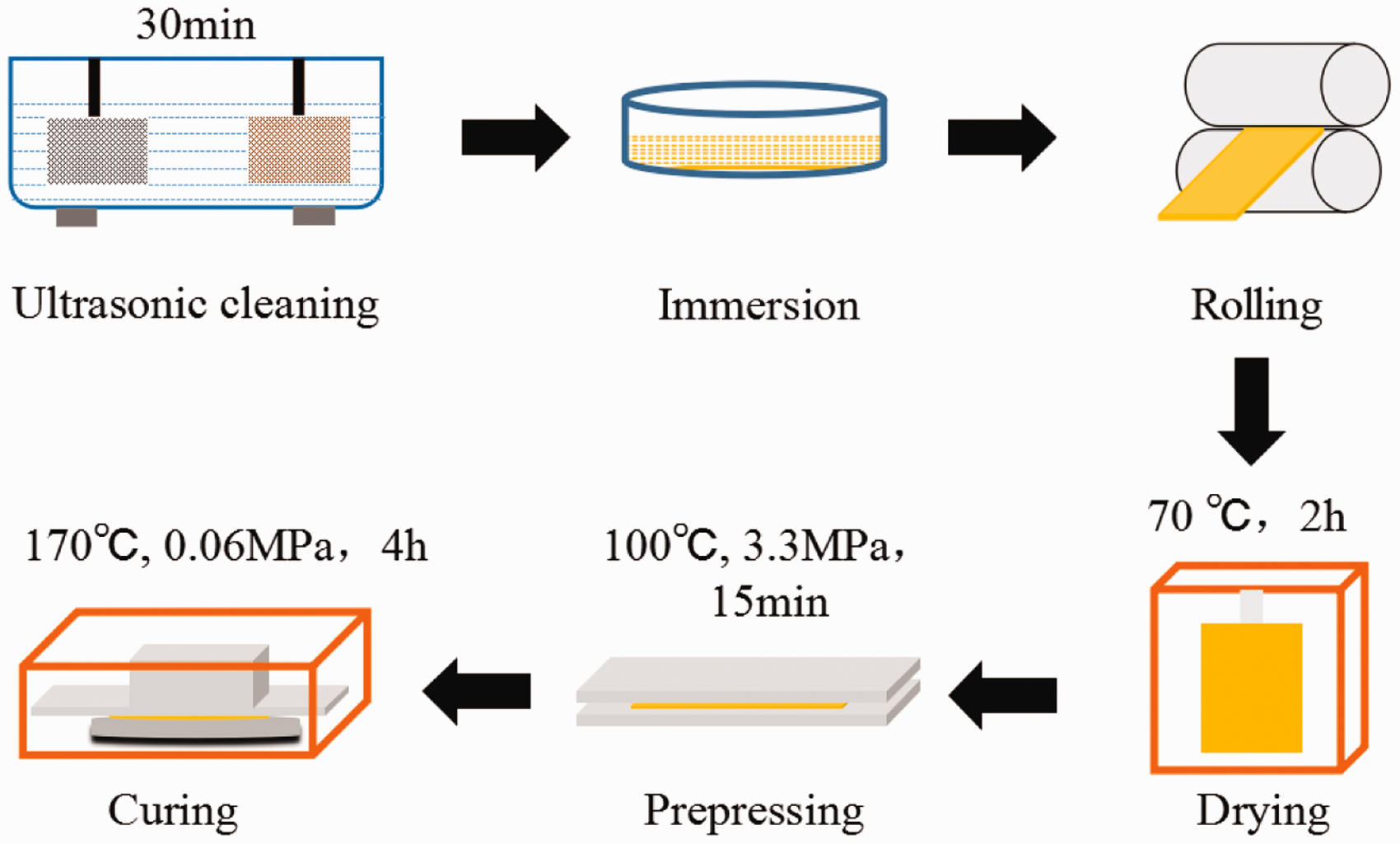
Figure 2 shows the typical preparation procedure of the warp-knitted fabric composites. The fabrics were first cleaned ultrasonically in ethanol for 30 min and dried in an oven at 70°C for 20 min. Then the dried fabrics were immersed in the graphite/graphene particle modified phenolic resin (diluted with ethanol), followed by rolling treatment through the rolling machine. The whole immersion and rolling process was repeated twice, in which the mass fraction of the fabric stayed at 70 ∼ 80% in the final samples through the control of roller distance and rolling speed. Subsequently, the ethanol was removed by drying the immersed fabrics for 2 h at 70 ∼ 120°C in an air atmosphere. Specimens were then cooled to room temperature. After being dried, the fabrics were consolidated under 3.3 MPa at 150°C and then cooled to room temperature 15 min later. Finally, the prepregs were cured onto the AISI-1045 stainless steel (φ 43 mm × 3 mm, Ra: 0.45 µm) at 170°C for 4 h under 0.06 MPa.
Tensile strength test
The tensile strength test of the fabric composites with different knit structures were investigated by MTS-CMT-4204 universal materials test machine (provided by MTS SYSTEMS Co, Ltd., China.) by GB/T 33613-2017 standards at a constant speed of 20 mm/min. Each sample of tensile test was cut into 200 mm in length and 25 mm in width, and 400 ± 10 µm in thickness. The tensile strength of the composites was calculated through the formula
Each tensile test was performed 5 times and the average value was used.
Bonding strength test
The bonding strength test of the fabric composites on spherical bearings were investigated through the CMT5105 electronic universal material testing machine equipped with fixtures (shown in Figure 3), under standards of GB/T 33613-2017. Each sample of the test was cut into 72.1 mm in length and 11 mm in width. Before testing, the composite sample was cured on the inner surface of the bearing outer ring with the adhesive resin. Each tensile test was performed 5 times and the average value was used.

Schematic diagram of bonding strength test device.

Schematic diagram of the ball-on-disk wear tester.
Friction and wear test
Ball-on-disk friction and wear test
The friction and wear behavior of the warp-knitted fabric composites was investigated by ASTMG99 standards using a MMUD-5B ball-on-disk friction and wear tester, as shown in Figure 4 (provided by Jinan HengXu Testing Machine Technology Co., Ltd, China). On the ball-on-disk teste, three stationary AISI-1045 stainless steel balls (Ra: 0.15 µm, hardness: HRC50) were fixed to the upper holder and slide over the sample disk affixed with the fabric composite. The wear tests are performed inside the testing chamber equipped with heat insulation panels. When testing, the ambient air temperature in the chamber is controlled by the heating equipment installed on the heat insulation panels. The temperature sensor embedded in the lower holder is used to give the real-time feedback of accurate composite temperature to the heating system, thus control the temperature at 25°C.
The dry sliding wear tests were performed for 125 mins, with the applied load of 30 N and speed of 0.115 m/s. After each test, the wear volume loss was acquired by measuring the cross-sectional area of the wear scar and the wear depth of the composite on a 3D digital microscope, as shown in Figure 5. Then wear rate of the composite was calculated through the formula
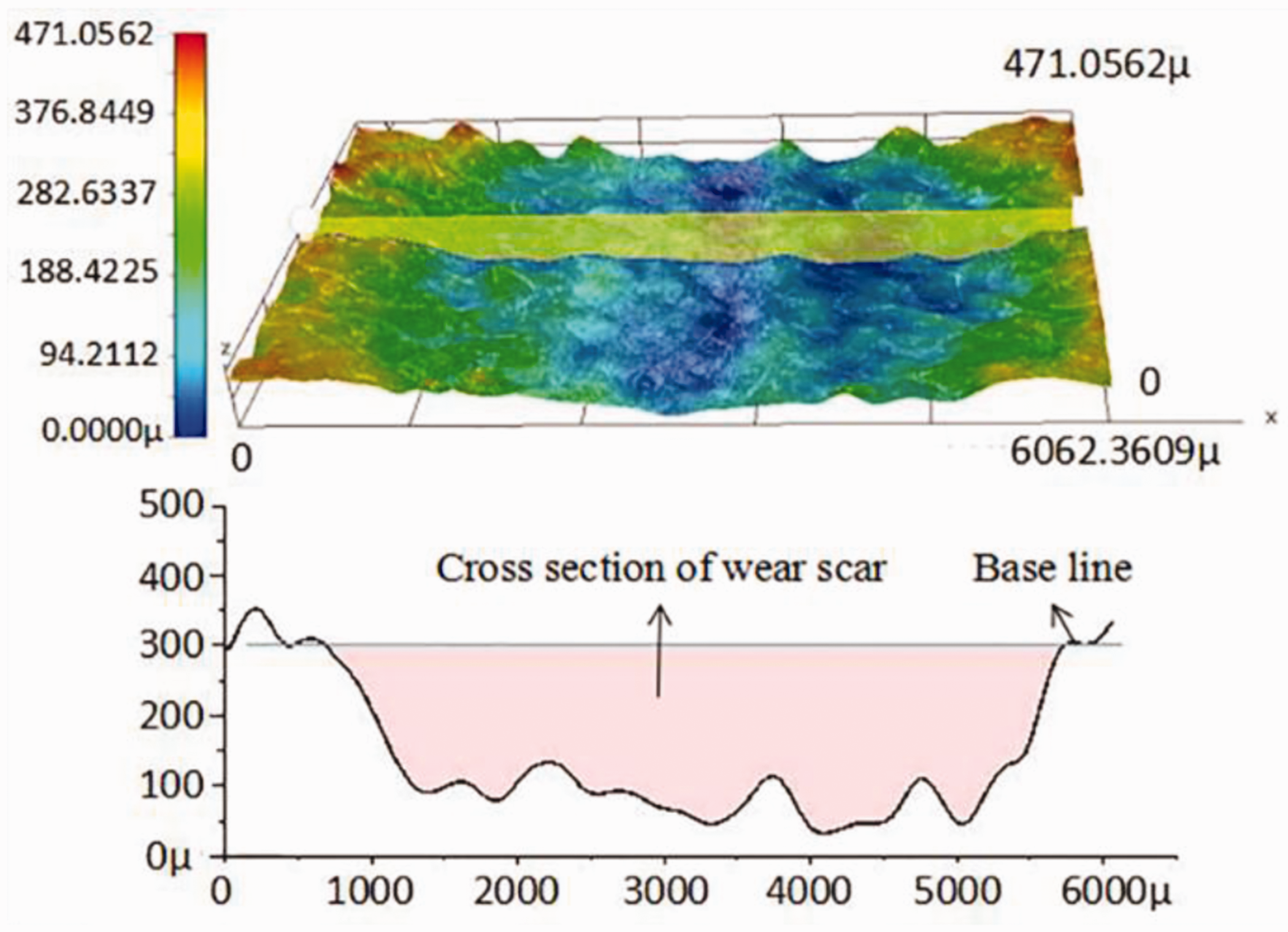
Schematic diagram of the measurement of the cross-sectional area and wear depth.
The friction torque was measured directly by the torque sensor secured on the rotating shaft, which was converted to friction coefficient by the corresponding software running on the tester. Each experiment was carried out 5 times and the average value was used.
The oscillating wear test
In specimen preparation, the curing process of self-lubricating joint bearings is shown in Figure 6, which is shown as the following: (1) Cut prepregs; (2) Prepare and polish pure PTFE mandrel; (3) Distribute adhesive evenly on the inner side of bearing outer ring and dry; (4) The inner side of the bearing outer ring dried in the air is glued again, and the bonding surface of the prepreg is glued; (5) Adhere the prepregs flat along the inner side of the bearing outer ring; (6) Insert the pure PTFE mandrel into the ring and pre cure at 130°C for 2 h; (7) After curing for 2 h at 175°C, the bearing samples were obtained.

Curing process of bearing liner.
The composite was used on the spherical bearing which was then subjected to oscillating wear test. The AISI-1045 bearing used is consisting of an inner ring (diameter: 15 mm) for friction and an outer ring (diameter: 28 mm) affixed with the fabric composite.
The oscillating wear test of the warp-knitted fabric composites was performed on the HFM-1W multi-working condition and variable-angle friction and wear tester (shown in Figure 7). On the tester, the torque sensor was secured on the main shaft which generates oscillating motion to give the in-time feedback of friction coefficient. When testing, the applied load was put on the bearing outer ring through the fixture where installed the pressure sensor. Furthermore, the displacement sensor (accuracy: 0.001 mm) equipped on the lower fixture was used to calculate the real-time wear loss. The testing parameter was shown in Table 2 and the whole test was according to the standards of SAE AS 81820 general specification of low-speed swing and self-aligning spherical bearings.
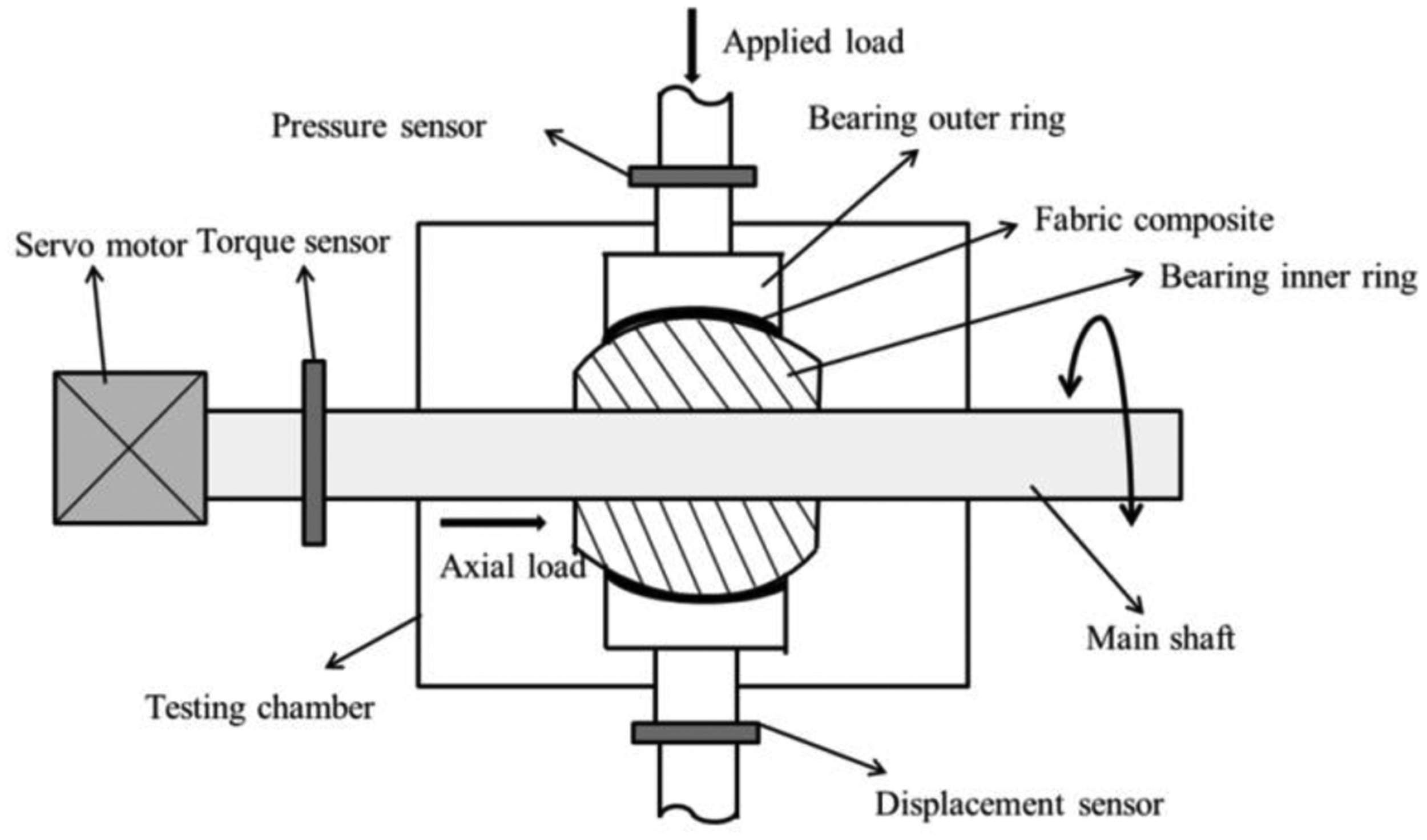
Schematic diagram of the oscillating wear tester.
Oscillating wear test parameter.

Characterization
RH-20,003D digital microscope (provided by HIROX China Co., Ltd, Japan) was firstly employed to acquire accurate 2D and 3D surface profile of the worn surfaces, then computerized image analysis software equipped on it was adopted to quantify surface parameters, such as the depth and cross-sectional area of the wear scar. The morphologies of the worn surface of the composites and counterpart balls were analyzed by Phenom PROX scanning electron microscope (provided by Phenom China Co., Ltd, Netherlands).
Results and discussion
The effect of fabric structure on the ball-on-disk friction and wear properties of composites
The friction coefficient and wear rates of the two warp-knitted composites were shown in Figure 8 with the friction condition 2.5Wr and the wear line distance 5181 m. It shows that the friction coefficient and wear rates of the two fabric composites are close with each other, and there is no obvious difference. However, with the increase of friction distance, the relationship between friction coefficient and wear rate has changed significantly (see Table 2). With the increase of revolution, the wear rate of J1 increases, but K1 has little change. Therefore, K1 PTFE-Nomex showed better wear resistance. The 3D microscopic images (see Figure 9) of the worn surface of the composites show that wear scar and the worn surface are consistent with the friction and wear results under different friction conditions.
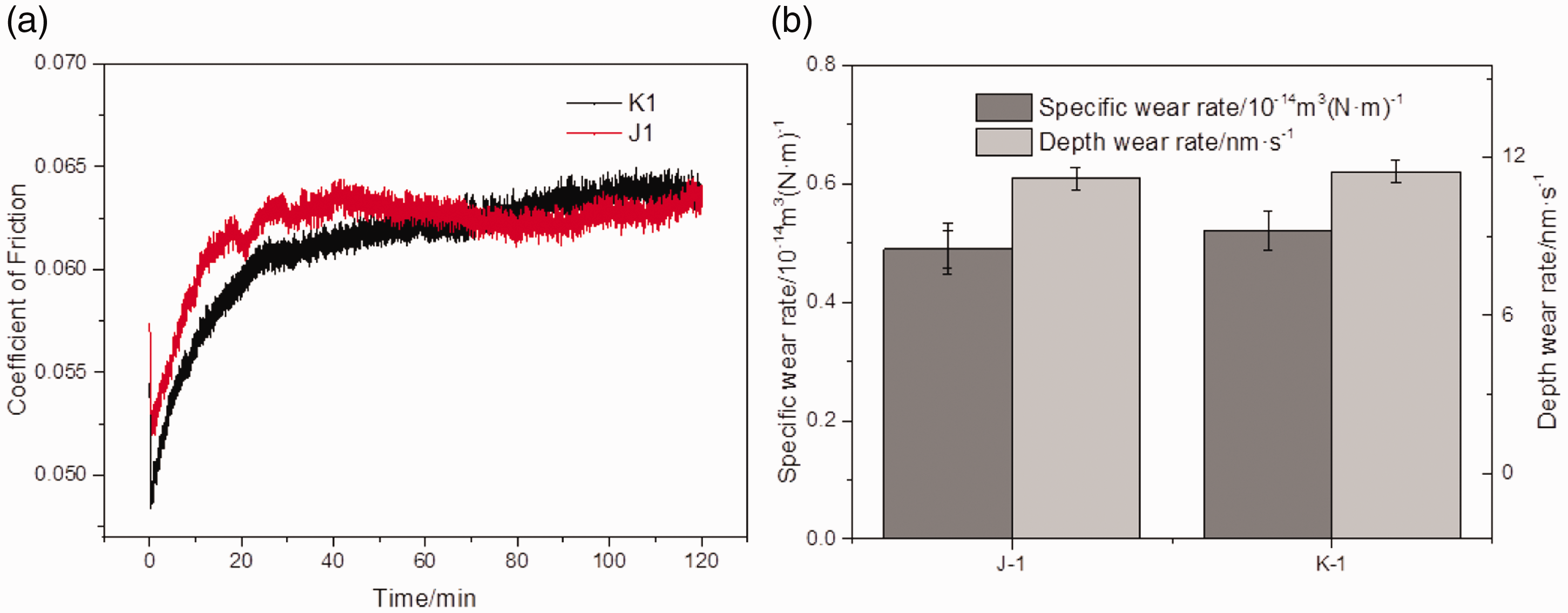
Friction coefficients (a) Wear rates (b) of two kinds of composites.

3 D and profile of the worn surfaces for the composites (a) J1 2.5wr (b) J1 5wr (c) J1 7.5wr (d) K1 2.5wr (e) K1 5wr (f) K1 7.5wr.
Figures 10 and 11 show the SEM images of the worn surface and its counterpart balls of the composites, respectively. When the friction revolution is 2.5Wr, the worn surface of the fabric composites was not seriously damaged and the resin does not fall off and form a whole with the fibers. As shown in Figure 10(b) and (c), a lot of fibers of composite J1 grinded out at 5Wr, and the fibers were deformed and pulled out. Some holes appeared at the fiber intersection at 7.5Wr which indicates the damage was more serious. It can be evidenced by the more scratch and the increased area of the transfer polymers (see Figure 11(a) to (c)). On the contrary, the wear surface of K1 is smoother and less worn. It is proposed that the friction and wear properties of composites are affected by the structure of the fabric. The resin layer is easy to be damaged because of the low density of the fabric and the poor wettability of the resin and fiber, which lead to the fiber deformation under a large extrusion pressure.
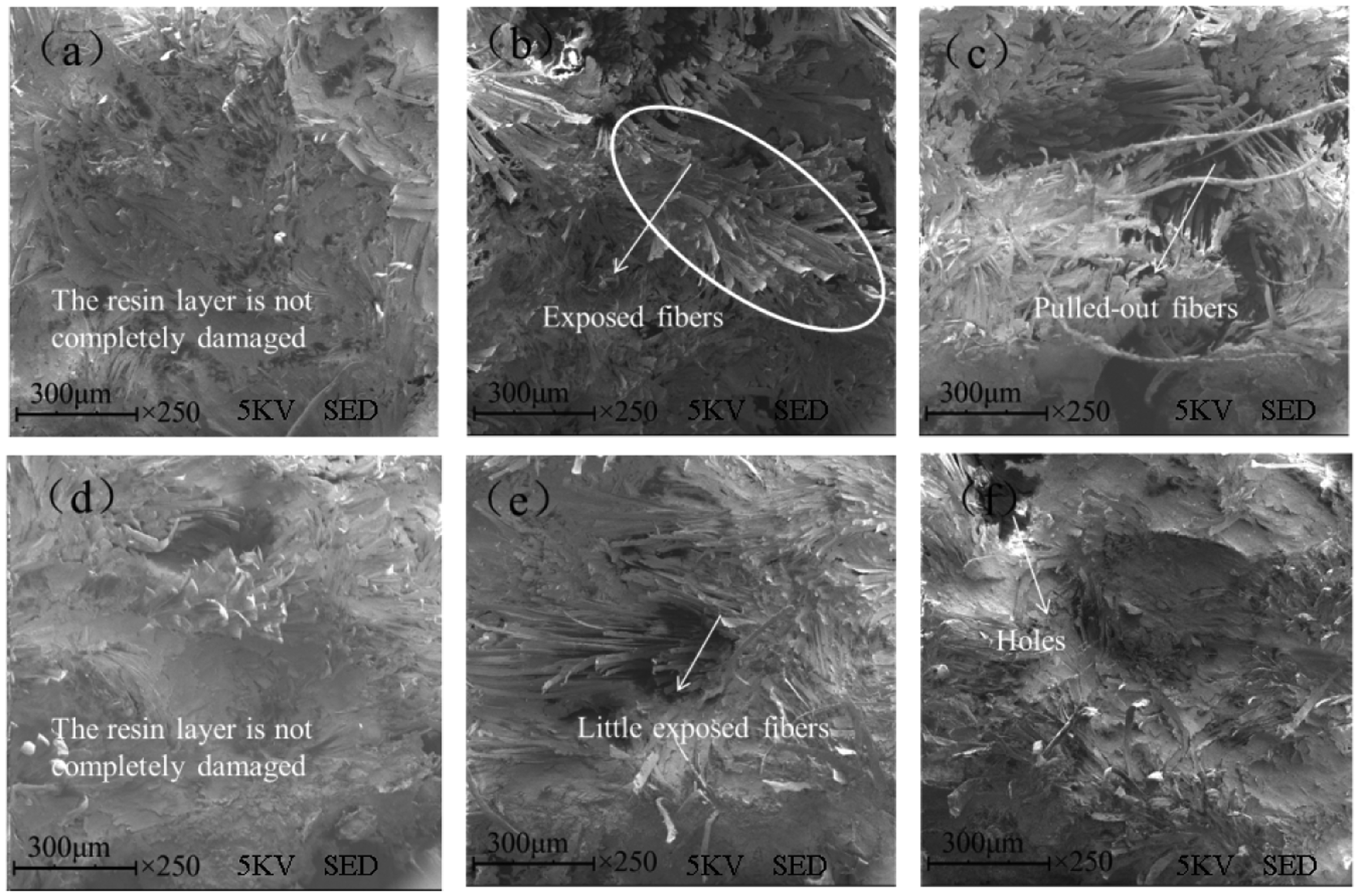
SEM images of the worn surfaces for the composites (a) J1 2.5wr (b) J1 5wr (c) J1 7.5wr (d) K1 2.5wr (e) K1 5wr (f) K1 7.5wr.
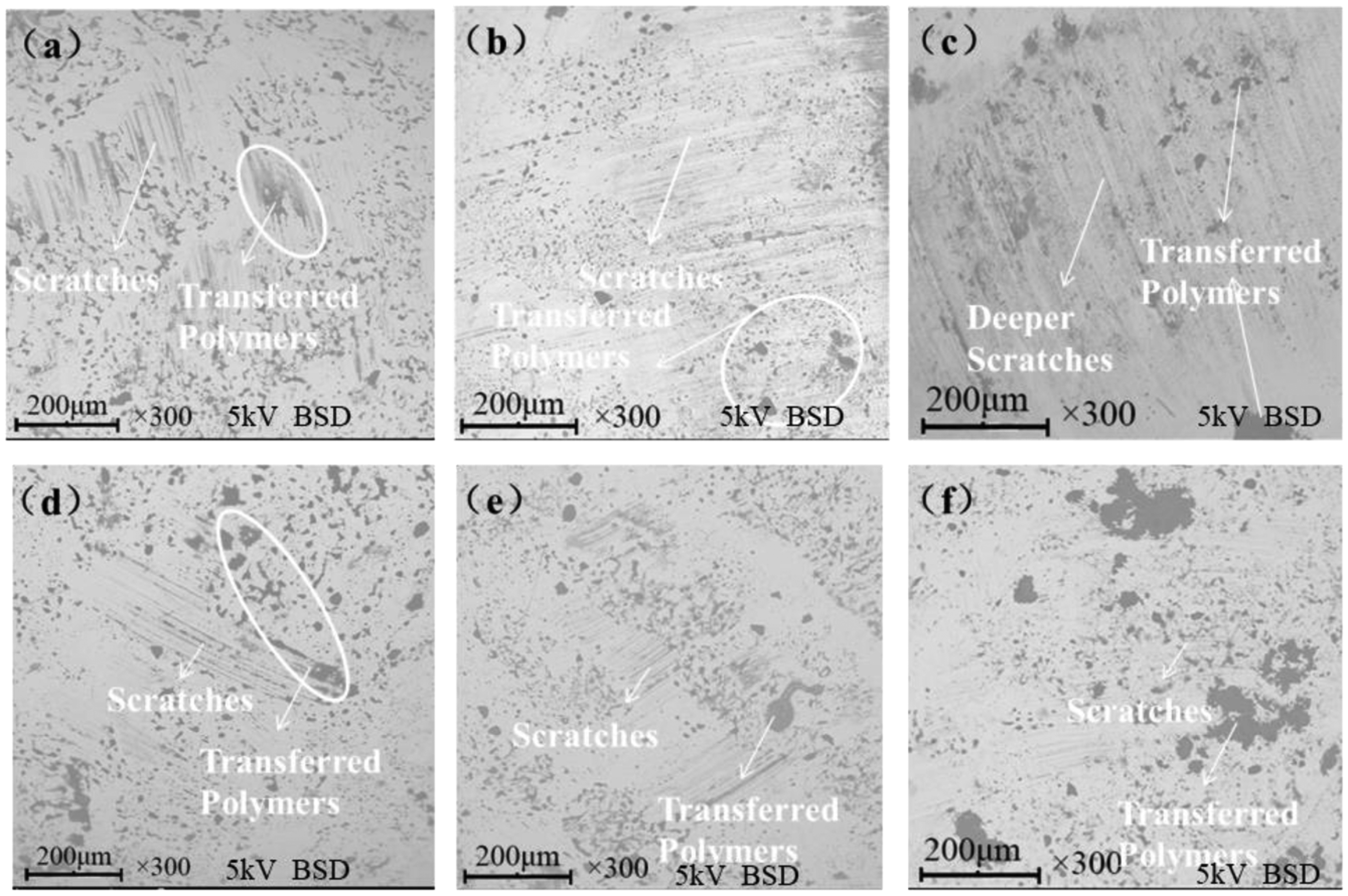
SEM images of the worn surfaces of the counterpart ball (a) J1 2.5wr (b) J1 5wr (c) J1 7.5wr (d) K1 2.5wr (e) K1 5wr (f) K1 7.5wr.
Effect of fabric structure on oscillating wear test friction and wear properties of bearing liners
In order to further evaluate the engineering service life of warp knitted composites, the oscillating wear test was carried out under actual working conditions. Figure 12 illustrated the friction coefficient of the composite as a function of oscillation times. Whether it is fabric K1 or J1, the data of the friction coefficient is in a reasonable range, and there is little difference between them. As shown in Table 3, it can be seen that the wear rate of composite K1 was better applied in bearings which was correspondent with the results obtained under ball-on-disk wear tests. However, the friction and wear performance of the bearing is generally poor compared with ball-on disk mode. It is believed that different friction methods will have an important impact on the friction and wear performance of the composites. Figure 13 shows the Optical photograph and 3D microscopic images of the worn surface of the bearing liners. The worn surface is severely damaged and a large amount of abrasive debris accumulates.

Friction coefficients of two kinds of warp-knitted fabric composites.
Wear rate of two fabrics under different friction conditions.

Figure.13. Optical photograph and 3 D and profile of worn surfaces for the Bear liners (a) K1 (b) J1 (c) K1 (d) J1.

Figures 14 and 15 shows the SEM images of the worn surface and its counterpart balls of the composite surface after ball-on-disk and oscillating wear tests, respectively. Significant wear occurred for the composites of oscillating wear test, it can be observed from Figure 14(a) and (b) that the severe fibers deformation on the worn surface and the resin was largely destroyed especially for J1. The worn surface of the inner ring for bearings exhibited deep grooves and polymer transfer films (see Figure 15(a) and (b)). On the on hand, the warp-knitted fabric structure may lead to the poor bonding performance for the composites of bearing, found from the obvious fluctuation of peel test curve (see Figure 16 and Table 4). On the other hand, the reduced loading-carrying capacity caused by the looser fabric structure compared with traditional warp knitted fabrics, which in Tables 5 and 6. As shown in Figure 17(a) and (b), the toughness of the composite is poor, the fabric structure was completely damaged. However, the fracture side of the fabric liners (K1) has burr, the toughness relatively better. After stretching, the fiber is pulled out and deformed, but part of the fabric structure can be seen, while the J1fiber has broken completely, corresponding to the micro- morphology of fracture section (see Figure 17(c) and (d)).

SEM images of the worn surfaces for the composites (a), (b) Oscillating wear test of K1 and J1 respectively, (c), (d) Ball-on-Disk wear test of K1 and J1 respectively.

SEM images of the worn surfaces of the counterpart (a), (b) Bearing inner race of K1 and J1 respectively, (c), (d) Counterpart Ball of K1 and J1 respectively.
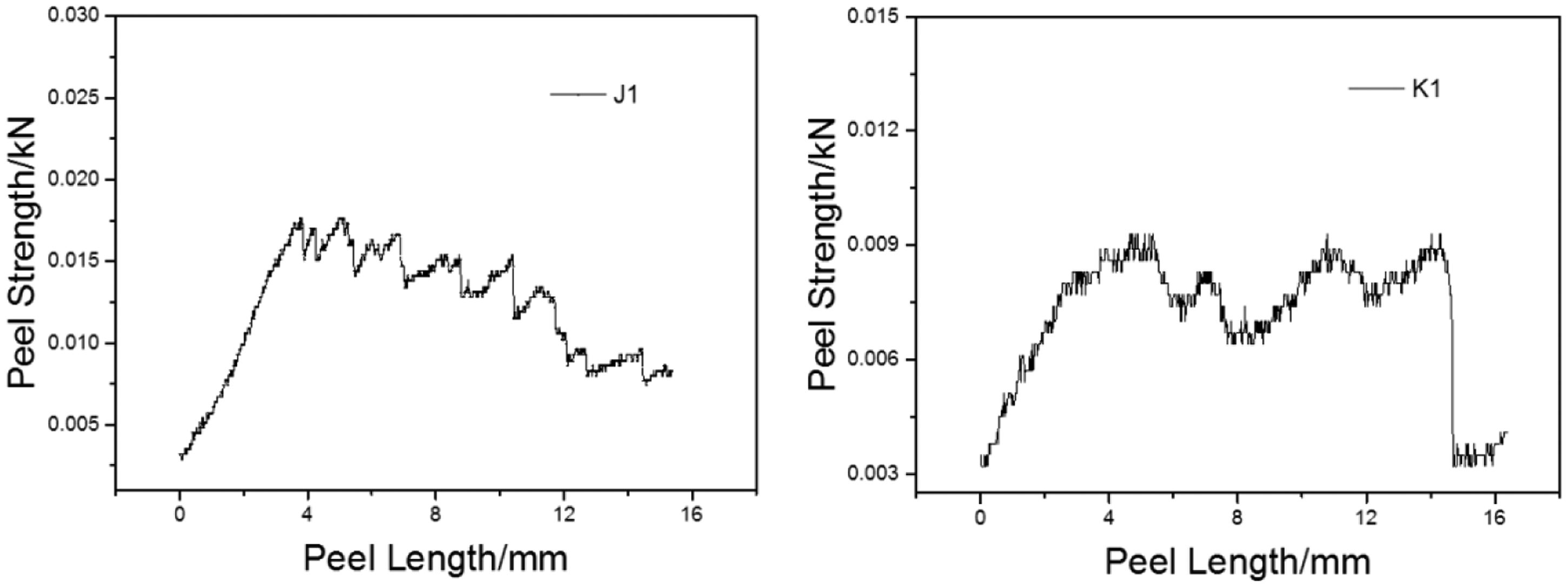
Peel test curve of two bearing liners.
The comparison of composites under different friction conditions.

The peel strength of samples.

The tensile strength of samples.


Fracture morphology of bearing liners (a), (b) Macro morphology of fracture side for K1, J1 respectively, (c), (d) Micro morphology of fracture section for K1, J1 respectively.
Figure 18 shows the wear models of the warp-knitted composites. It is believed that the tribological property is attributed to the friction methods. As shown in Figure 18(b), the sever wear occurred on the bearing caused by large contact area between the inner ring and composites, with the influence of the alternating force produced by the bearing oscillating process. Moreover, the destroyed resin and fibers deformation on the worn surface, resulting from the iron chips in the inner ring of the bearing are gradually embedded in the composite lead to the abrasive wear. Therefore, oscillating wear test aggravates the wear of the bearing in the application.

Wear models of the warp-knitted composites. (a) Ball-on-disk wear test (b) Oscillating wear test.
Conclusions
Instead of using the blended yarn woven fabric as previously studied, a new type of wear-resistant composite reinforced by warp-knitted fabrics (self-lubricating fiber: PTFE, reinforcing fiber: Nomex), in which the hybrid graphite/graphene particle modified phenolic is used as the adhesive resin, has stronger impact resistance and more complex structure. The Friction and wear properties and oscillating wear behavior of the warp-knitted composites were studied comprehensively. The results show that the warp-knitted fabrics achieve a perceptible improvement in friction and wear properties for composites under the ball-on disk wear test. SEM and 3D digital microscope analysis reveal that the influence is mainly attributed to the fabric density and loading-carrying capacity brought by warp-knitted fabric structure. Oscillating wear tests under actual working conditions were performed to have poor service ability and wear-resistant compared with ball-on-disk wear tests, which is illustrated in the wear model for the composite. It is proved that the friction modes have a great influence on the friction and wear properties of composites.
Footnotes
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: The authors acknowledge the financial support from the Program of Shanghai Academic/Technology Research (No.20XD1434300), the National Key R&D Program of China (No. 2017YFB1103400), the Key R&D Program of Guangdong Province (No.2019B010929001), and the National Science Funds of China (11972172).