
Abstract
The manufacturing of nanocomposites using the Vacuum Resin Infusion (VRI) technique can be considered a challenging task. The reason for this challenge is the high viscosity of the nanofilled resin. For large composite laminates, the nanofilled resin may be cured before complete mold filling, and thus can be considered as a waste of money. In this study, different weight fractions of TiO2 nanoparticles (0.25 wt. % and 0.5 wt. %) were added to epoxy resin. Also, different weight fractions of ethanol (0.5 wt. % and 1 wt. %) were added to both unfilled and nanofilled epoxy. The processing time, hardness, and wear behavior of the composite laminates were investigated. It was found that the addition of TiO2 nanoparticles improved the hardness and wear behavior of composite laminates but the processing time was high. Also, results showed that adding a small amount of ethanol (0.5 wt. %) and 0.25 wt. % of TiO2 nanoparticles to epoxy reinforced with chopped/woven glass fiber not only reduced the processing time but also improved the hardness and wear resistance as compared to neat composite laminates. Moreover, adding 0.5 wt. % of ethanol and 0.25 wt. % of TiO2 nanoparticles to woven E-glass/epoxy (WN0.25E0.5) gives hardness and wear resistance close to that obtained with woven E-glass/epoxy filled with 0.5 wt. % of TiO2 nanoparticles (WN0.5). It is economical to manufacture WN0.25E0.5 rather than WN0.5 as the cost and processing time of WN0.25E0.5 is lower than WN0.5.
Introduction
Nanocomposites have great attention as they can be used in engineering and technological applications [1]. Polymeric composites are considered as an important class of tribomaterials. They are used for a lot of industrial applications due to their excellent tribological behavior [2,3]. Polymers filled with nanoscale fillers possess specific features due to their high interfacial area and the short distance between the nanoparticles [4]. Nowadays, adding nanofillers with a small content to a polymer matrix has gained great attention due to its ability to attain a desirable mechanical strength. Nanoparticles addition increases wear resistance properties and improves electrical and thermal conductivity [5–7]. The wear resistance of composite laminates can be improved using nanofillers. Nanofillers reduce the high loading friction conditions so that the action of abrasive mechanisms is highly suppressed [8]. The wear behavior of the polymeric nanocomposite laminates can be only enhanced by the uniform dispersion and distribution of nanoparticles in a polymeric matrix and the strong bonding between the polymer matrix and nanoparticles [9,10]. Metallic oxide fillers were commonly utilized to strengthen epoxy composites which in turn improve their mechanical and physical properties [11–16]. Megahed et al. [17] investigated the influence of embedding silica and carbon nanofillers into epoxy resin reinforced with mixed glass fiber of woven and nonwoven tissue on the hardness and wear properties. Although silica nanofiller has a lower cost compared with that of carbon nanofiller, they give a better enhancement in the wear resistance of glass fiber reinforced epoxy (GFRE) composite laminates. Karimzadeh et al.[18] Investigate the effect of nanoclay particles on the mold filling performance during vacuum resin infusion. It was found that the mold filling time increase of 2.4 and 3 times for the samples containing 3 and 5 wt. % nanoclay, respectively, compared with than unfilled with nanoclay.
Titanium dioxide is considered to be widely used as a filler material reinforcing polymeric matrix composites. It has useful properties such as low-cost, high-effective pigment, good effectiveness in protection under ultraviolet, and is considered as a safe material [19]. Furthermore, it was found that TiO2 nanoparticles can enhance mechanical and physical properties of the polymer [20].Many researchers found that adding TiO2 nanoparticles to polymer enhances the wear resistance [5,21]. Wetzel et al. [21] investigated the influence of various amounts of micro and nano-scale particles of titanium dioxide TiO2 and calcium silicate on the impact strength and wear performance of the composite laminate. It was found that TiO2 nanoparticles exhibited a considerable enhancement in stiffness and wear resistance at low filler contents. Moreover, it was found that the optimum nanofiller content for TiO2 was found to be 4% vol. Saad and Kadhum [22] studied the influences of TiO2 nanoparticles inclusions on the tribological and mechanical behavior of polyphenylene sulfide. It was found that there is further enhancement in the tribological properties, the impact strength and hardness were obtained with the incorporation of TiO2 nanoparticles. Nallusamy [23] added different percentages of TiO2 (1%, 2% and 3%) to epoxy reinforced with E-glass. It was found that the addition of TiO2 nanoparticles improve the flexural properties of the composite laminates. The reason for this enhancement is the good bonding between epoxy and fiber. Srivastava et al. [24] reported that the inclusion of TiO2 nanoparticles into the epoxy matrix hinders the propagation of the cracks into the epoxy resulted in the development of finer waves during wear testing. However, the unfilled epoxy behaved in a brittle way, cracks were formed creating large waves, and debris was produced. As the nanofiller content increases, the number of nanofillers increases on the worn surface thus the contact region between the nanofiller and abrading disc becomes large, and consequent the better the wear resistance. Zhang et al. [25] investigated the wear resistance of epoxy by using various fillers as short carbon fiber, graphite, polytetrafluoroethylene (PTFE), and TiO2 nano-fillers. The results showed that conventional fillers as PTFE, graphite, and short carbon fiber, as well as TiO2 nano-fillers, help to improve the wear resistance of an epoxy matrix independently.
The addition of a solvent such as alcohol or acetone improves the liquidity of epoxy resin significantly [26]. The adhesive strength decreases with the enhancement of epoxy resin liquidity but the addition of a proper amount of solvent such as acetone or alcohol into the epoxy resin, its plasticity increased, and then the adhesive strength. Gonçalves et al. [27] investigated the influence of different cleaning agents such as ethanol and acetone on bond strength glass fiber posts and resin. It was found that all treated specimens had high bong strength compared with untreated specimens. Teh et al. [28] investigated the influence of ethanol on the properties of epoxy filled with mineral silica composites. It was found that the addition of ethanol increases the percentages of filler amount in the produced epoxy composites compared to non-diluent epoxy composites. The higher filler content in a diluent epoxy system gives higher stiffness and lower coefficient of thermal expansion. Wan Dalina et al. [29] investigated the effect of different solvents such as ethanol and Triton X-100 on the mechanical properties of multi- walled carbon nanotube (MWCNT) epoxy composite laminates. It was found that (MWCNT) composite laminates dispersed in ethanol exhibited better mechanical properties compared with hybrid composite laminates.
None of the above researchers studied the effect of ethanol addition on the laminates manufactured by the VRI technique. The objective of this paper is to investigate the effect of adding different weight fractions of titanium dioxide nanoparticles (0.25 wt. % and 0.5 wt. %) on both chopped and woven glass fiber reinforced epoxy composites. Hardness, wear resistance, and processing time of the manufactured composite laminates are investigated. Moreover, the influence of ethanol addition to neat and nanofilled glass fiber/ epoxy on hardness and wear resistance was conducted.
Experimental work
Materials
The polymeric matrix used in the fabrication of composite laminates was Kemapoxy 150 RGL. The properties of epoxy resin are shown in Table 1. Two types of glass fibers were used as primary reinforcements, commercially chopped and woven E-glass fibers. The chopped E-glass fiber has an areal density of 300 g/m2 while woven E-glass has an areal density of 200 g/m2. Titanium dioxide nanopowders of a diameter 18 nm were used as the secondary reinforcement. This nanopowders were supplied by US Research Nanomaterials, Inc. Titanium oxide nanoparticles were added with different weight fractions (0.25 wt. % and 0.5 wt. %). Moreover, different weight fractions of ethanol (0.5 wt. % and 1 wt. %) was added to the neat and nanofilled epoxy resin. Ethanol was used as a diluent is the availability and low cost of ethanol compared with other solvents. Also, ethanol was recommended for giving good mechanical properties compared with other solvents and enhancing the bonding strength with promoting good dispersion of nanoparticles [28,29,31].

Composite laminate fabrication
The neat and nanofilled composite laminates were produced by the vacuum resin infusion process. This process consists of three stages: pre-infusion, infusion, and post-infusion [32,33]. Wax was applied to the mold in the pre-infusion stage subsequently, the mold was left to dry. A sealant tape was then applied to the vacuum bag to adhere to the mold. Either twelve layers of woven E-glass fiber or eight layers of chopped E-glass fibers mats were placed on the surface of the mold. The resin was infused under vacuum using a vacuum pump at pressure up to 27 inHg. Epoxy matrix was infused under vacuum using a vacuum pump at pressure up to 27 inHg. It has two components, component B (hardener) and component A (resin). Adding the two components gives solvent-free and nonpigmented liquid epoxy resin. Kemapoxy 150 RGL is characterized by its high mechanical and chemical resistance. Component A mixed with component B by a weight ratio of 2:1 as per the supplier recommendations and technical data sheets. Then the two components were stirred up for about 5 min to be ready for usage. Kemapoxy 150 RGL has low viscosity so it is suitable for vacuum resin infusion process.
The inlet hose was connected to the epoxy resin inlet. The outlet port was connected to a glass tube represents the resin trap which in turn was connected to the vacuum pump. Sealant was applied to the edges of the upper mold to adhere to the mold surface. Woven/chopped glass fiber was laid on the mold surface to perform the required laminates. To enhance the resin flow and allow the uniform distribution and dispersion of resin during the infusion stage, a sufficient distance between the resin inlet and fibers was allowed. Moreover, the spacing between fiber layers must be sufficient for the uniform flow of resin. The uniform flow of resin during the infusion stage is shown in Figure 1(a) and (b). The sealant tape is then applied to the edges of the composite plate to adhere the plate to the mold. The preform is laid on the surface of the mold and beneath the composite plate to produce required laminate. After the mold has completely filled with required resin, it was left to be cured for 24 hrs at 25ºC. The final fabricated laminates were post-cured in an air circulated furnace at a temperature of 80 °C for 4 hrs. A schematic diagram of the vacuum resin infusion process used for fabricating diluent and nondiluent composite laminates is shown in Figure 2.
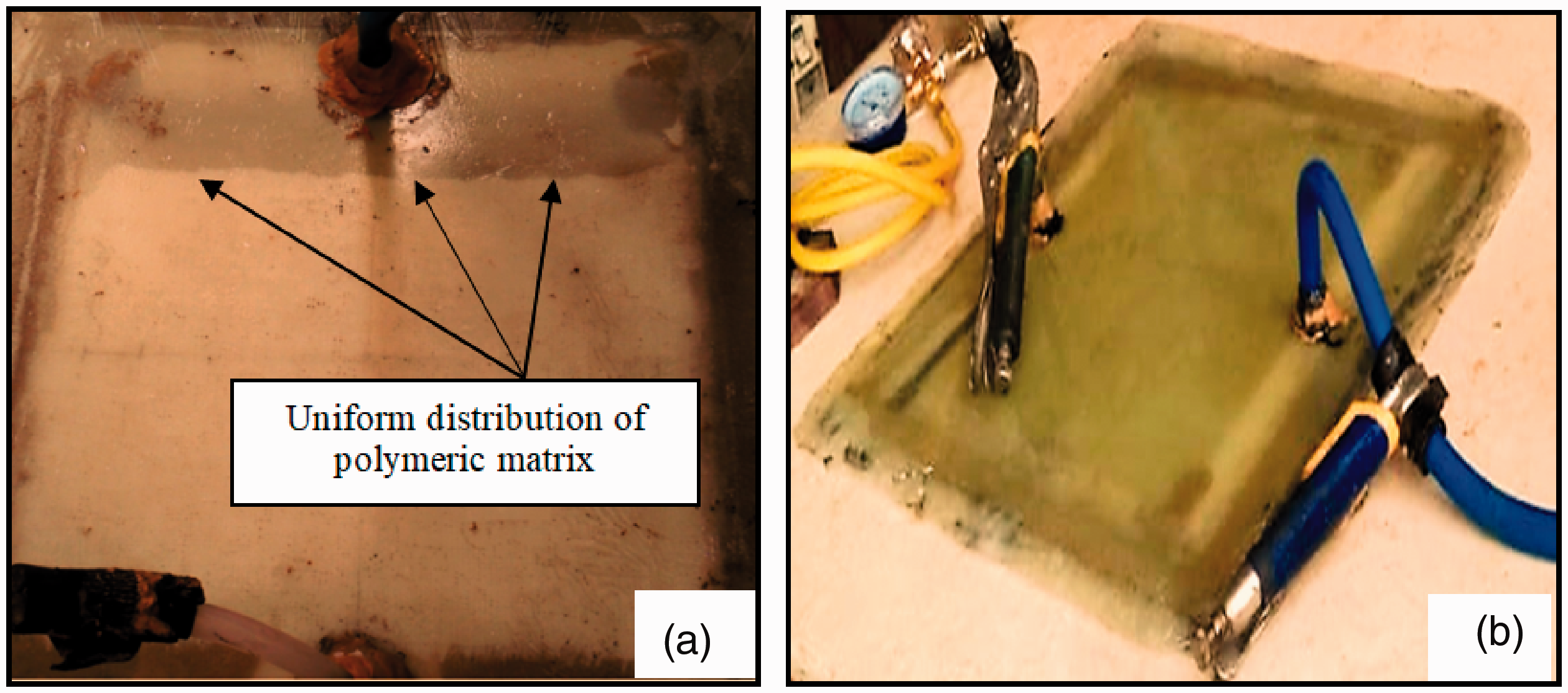
The uniform distribution of epoxy (a) the first stage (b) complete mold filling.

Schematic diagram of vacuum resin infusion process.
Nanocomposites fabrication
Different weight fractions of TiO2 nanoparticles (0.25 wt. % or 0.5 wt. %) were dispersed in epoxy by the sonication process. Blended nanofiller with epoxy resin was stirred manually for five minutes then it was sonicated with Hielscher ultrasonic processor UP 200 S (200 W, frequency 24 kHz). The sonication process was done with a pulse cycle with an amplitude of 55% for one hour. The beaker contains the mixture of epoxy and TiO2 nanoparticles was immersed in a bath of ice water throughout the sonication process to avoid the increase in temperature resulted from sonication [34]. Then, the hardener was added to the blend and was stirred manually with a ratio of 1:2 by weight of the epoxy. Ethanol was added to this blend with (0.5 wt. % or 1 wt. %) of epoxy resin. The required mixture was sucked and was distributed to impregnate the layers of woven/chopped E-glass fibers mats. The infused composite laminate remained under vacuum until hardening occurred. The curing of the produced composite laminate was post-cured in an oven. Tables 2 and 3 show the designation of diluent and non-diluent woven and chopped glass fiber/ epoxy composites, respectively.
The designation of woven glass/epoxy composites.

The designation of chopped glass/epoxy composites.

Mechanical characterization
Hardness
Barcol hardness testing is a methodology of measuring the hardness of reinforced and unreinforced polymeric matrix. The hardness was measured using the PCE-1000 N Hardness Tester instrument at eight locations along the centerline of the specimen from the left to the right end. The distance between each location is 4 mm.
Abrasive wear test
The wear test was performed according to ASTM G132. The applied abrasive wear test was conducted on the diluent and non-diluent composite laminate specimens using a pin-on-disk method. The wear test was performed under a normal load of 5 N at a sliding speed of 1.2 m/s at different time intervals 2,46,810 min. The contact area of rectangular composite specimens was loaded against a round disk, which is rotated at a constant speed of 250 rpm. The disc was provided with an abrasive alumina paper of 400 grit. A schematic diagram of the pin-on-disc wear test machine is shown in Figure 3. The pin is pressed against the disc at a load of 5 N by an arm with the attached weight.

Schematic of pin-on-disc wear test machine.
Results and discussions
Mold filling time
The mold filling time for diluent and non-diluent either neat or nanofilled woven/chopped glass fiber/epoxy composite laminates is shown in Table 4. From this table, it is clear that the addition of ethanol decreases the viscosity of neat and nanophase epoxy and thus the processing time. However, ethanol influences the hardness and wear resistance which is discussed in the next two sections.
Mold filling time for chopped/woven glass fiber/epoxy laminates.
Hardness test
The effect of ethanol content on the hardness of woven and chopped glass fiber/epoxy composite laminates is shown in Figure 4. Moreover, the values of hardness at different locations along the specimen are shown in Figure 5. It is clear from the figures that the hardness of both chopped and woven glass fiber/epoxy composite laminates increases with increasing ethanol content. The hardness improved with 11.58% and 32.5% for CE0.5 and CE1, respectively as compared with neat chopped glass fiber/epoxy composites. However, a slight increase of 7.41% and 14.31% in hardness is obtained with WE0.5 and WE1, respectively as compared with neat woven glass fiber/epoxy composites. This can be attributed to the removal of the air inside the mold and good impregnation of glass fibers due to the low viscosity of the liquefied epoxy. Minimizing voids or spaces inside the polymeric composite laminates improve the mechanical properties [35].

Effect of ethanol content on neat woven and chopped glass fiber/epoxy composites.

Hardness of neat, ethanol (0.5 wt. % and 1.0%wt. %) (a) Woven and (b) Chopped GFRE at different location along the center of specimen.
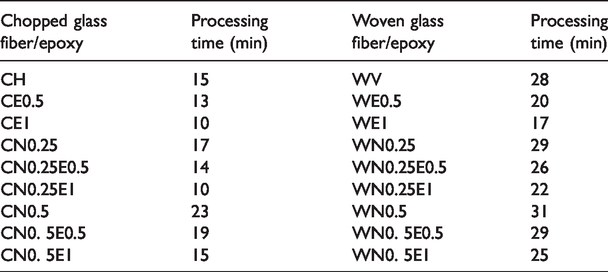
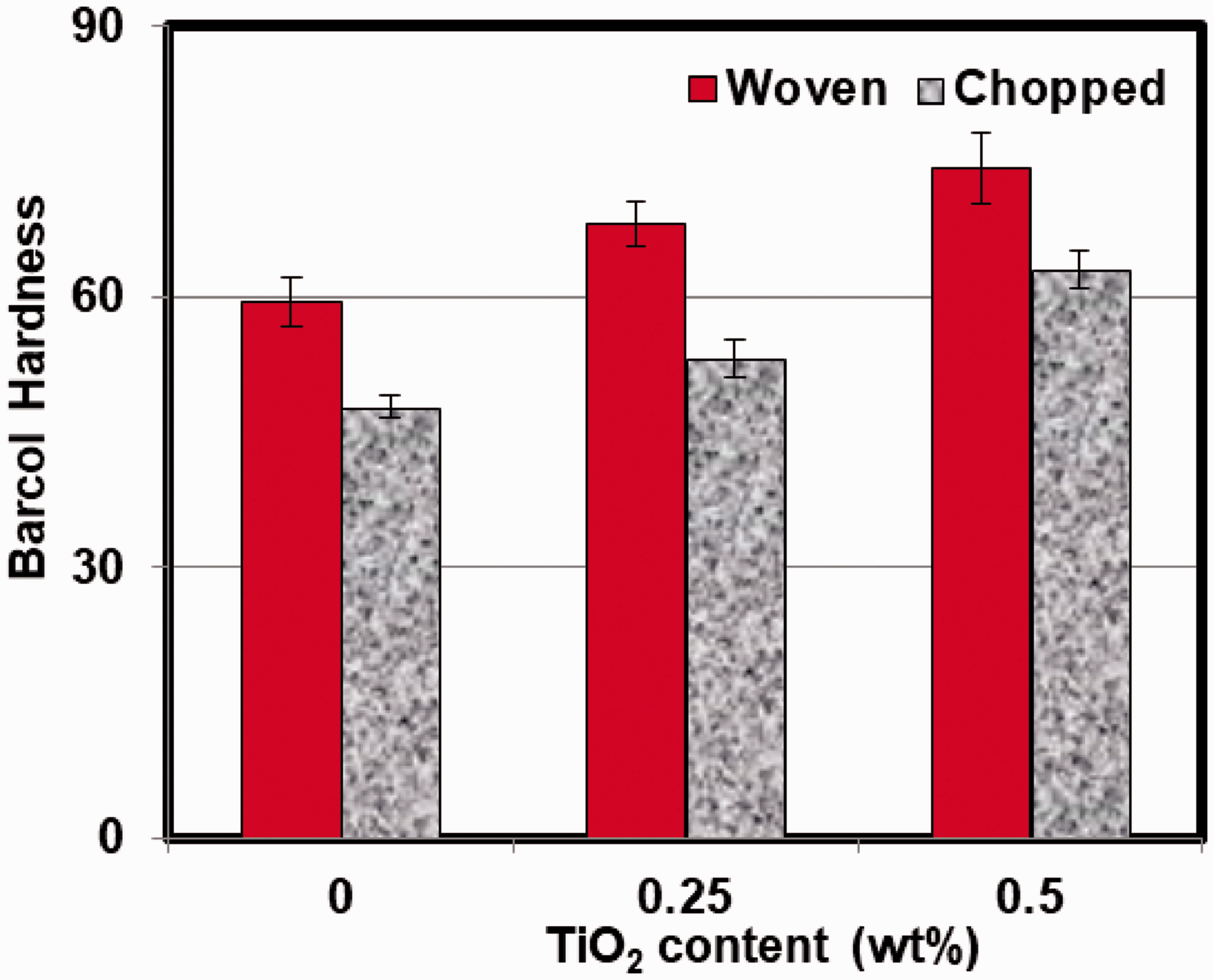
Figure 6 shows the hardness of neat and nanofilled woven and chopped glass fiber/epoxy composites. This figure indicates that the hardness of both woven/chopped glass fiber/epoxy composite laminate is enhanced with the further increase in TiO2 nanoparticles. Similar findings are also obtained by [9,17].The improvement in hardness resulted from the incorporation of TiO2 nanoparticles may be attributed to the high intrinsic hardness of the TiO2 nanoparticles. Furthermore, as the load is applied from the hardness indenter, an increase in compressive force is achieved. Hence, this indenter presses the epoxy matrix, and subsequently, fibers and nanofillers touch each other and possess resistance. Further increase in the content of TiO2 nanoparticle leads to filling in the gap by these nanoparticles present between chopped/woven glass fiber and the epoxy matrix thus form a more dense structure and thus hardness increases [36]. The values of hardness at different locations along the specimen are shown in Figure 7. The addition of 0.25 wt.% and 0.5 wt.% TiO2 nanoparticles to chopped glass fiber/epoxy composites enhance significantly the hardness by 11.26 %, and 31.94% respectively as compared with unfilled composites. The addition of 0.25 wt.% and 0.5 wt.% TiO2 nanoparticles to woven glass fiber/epoxy composites enhance the hardness by 14.48 %, and 24.9 %, respectively as compared with unfilled composites.
Effect of TiO2 nanoparticles on the hardness of neat woven and chopped glass fiber/epoxy composites.
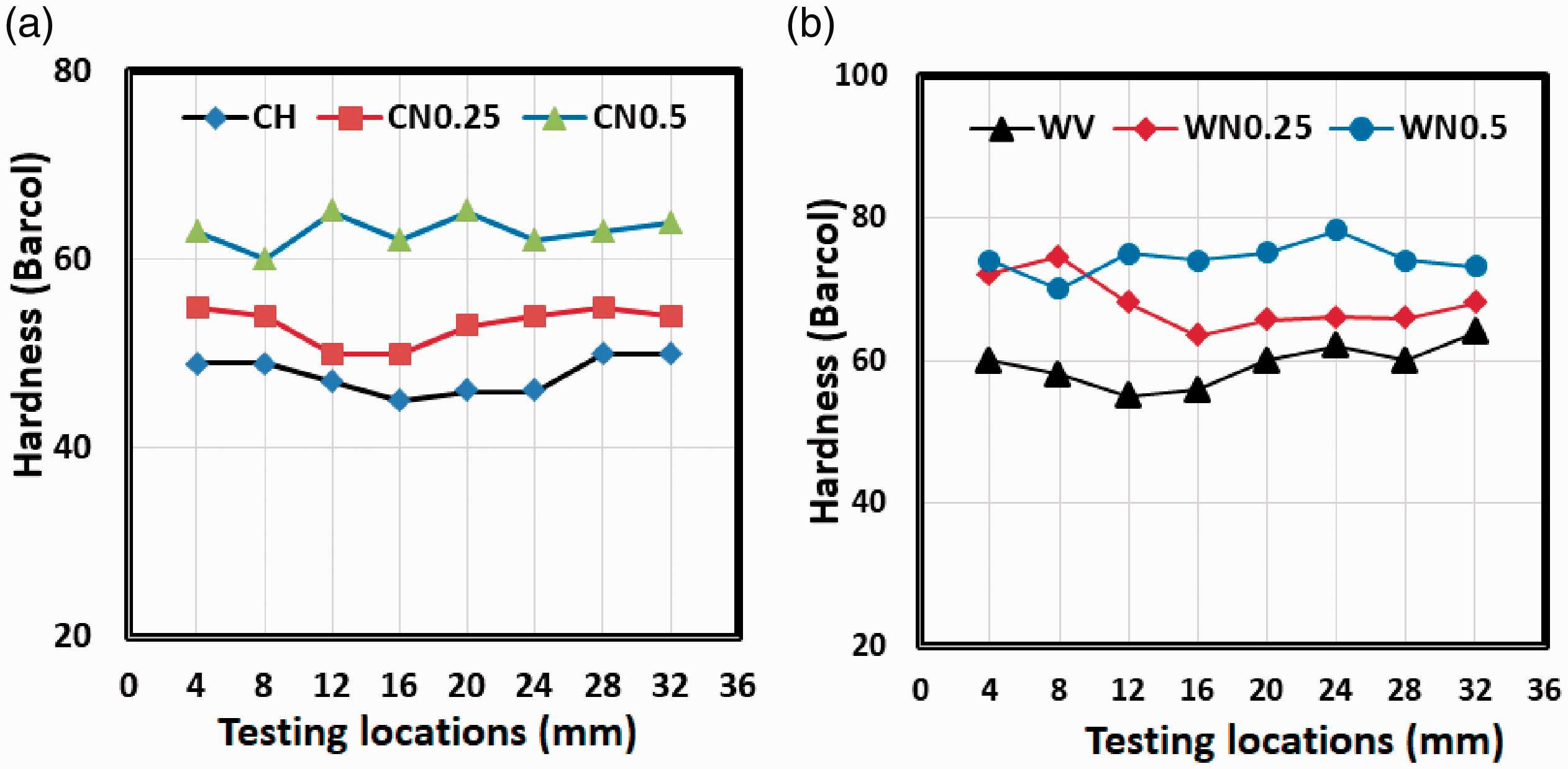
Hardness of neat, nanoparticles (0.25 wt. % and 0.5%wt. %) (a) Woven and (b) Chopped GFRE at different location along the center of specimen.
Figure 8 shows the hardness of diluent and nondiluent chopped glass fiber/epoxy composites. It is clear that chopped glass fiber/epoxy filled with 0.25 wt.% TiO2 nanoparticles and 0.5 wt.% ethanol (CN0.25E0.5) exhibits the highest hardness value. A significant improvement of 35% in hardness was attained. This may be attributed to the good dispersion and distribution of small content of TiO2 nanoparticles and the good wetting between glass fibers and epoxy matrix resulted from the dilution of epoxy with a small content of ethanol. Further increase of ethanol content added to glass fiber/epoxy filled with 0.25 wt.% TiO2 nanoparticles decreases hardness. Also, a significant improvement of 31.8% was obtained with CN0.5. Further increase in ethanol content increases the hardness over neat chopped glass fiber/epoxy composites.

The hardness of diluent and nondiluent chopped glass fiber/epoxy composites.
Figure 9 shows the hardness of diluent and nondiluent woven glass fiber/epoxy composites. A maximum improvement of 20.4% in hardness was observed with woven glass fiber epoxy filled with 0.25 wt.% TiO2 nanoparticles and 0.5 wt.% ethanol (WN0.25E0.5) as compared to neat woven glass fiber epoxy composite. Further increase in ethanol content leads to a slight increase in hardness over neat woven glass fiber/epoxy composites. On the other hand, a slight decrease in hardness was observed for WN0.5E0.5, WN0.25E1 and WN0.5E1 as compared to WV.

The hardness of diluent and nondiluent woven glass fiber/epoxy composites.
Abrasive wear test
Figure 10(a) shows the weight loss versus the abrading distance for diluent and nondiluent chopped glass fiber/epoxy composite laminates for a load of 5 N. It is clear from this figure that further addition of ethanol content leads to decrease in the weight loss and thus increases the wear resistance as compared to neat CH for all abrading distances. The wear resistance of diluent CH was significantly improved as the abrading distance increased. However, a slight enhancement has occurred in diluent woven glass fiber/epoxy composites over WV as indicated in Figure 10(b). As the abrading distance increases, the wear resistance of diluent WV by the addition of 1 wt.% ethanol increases.
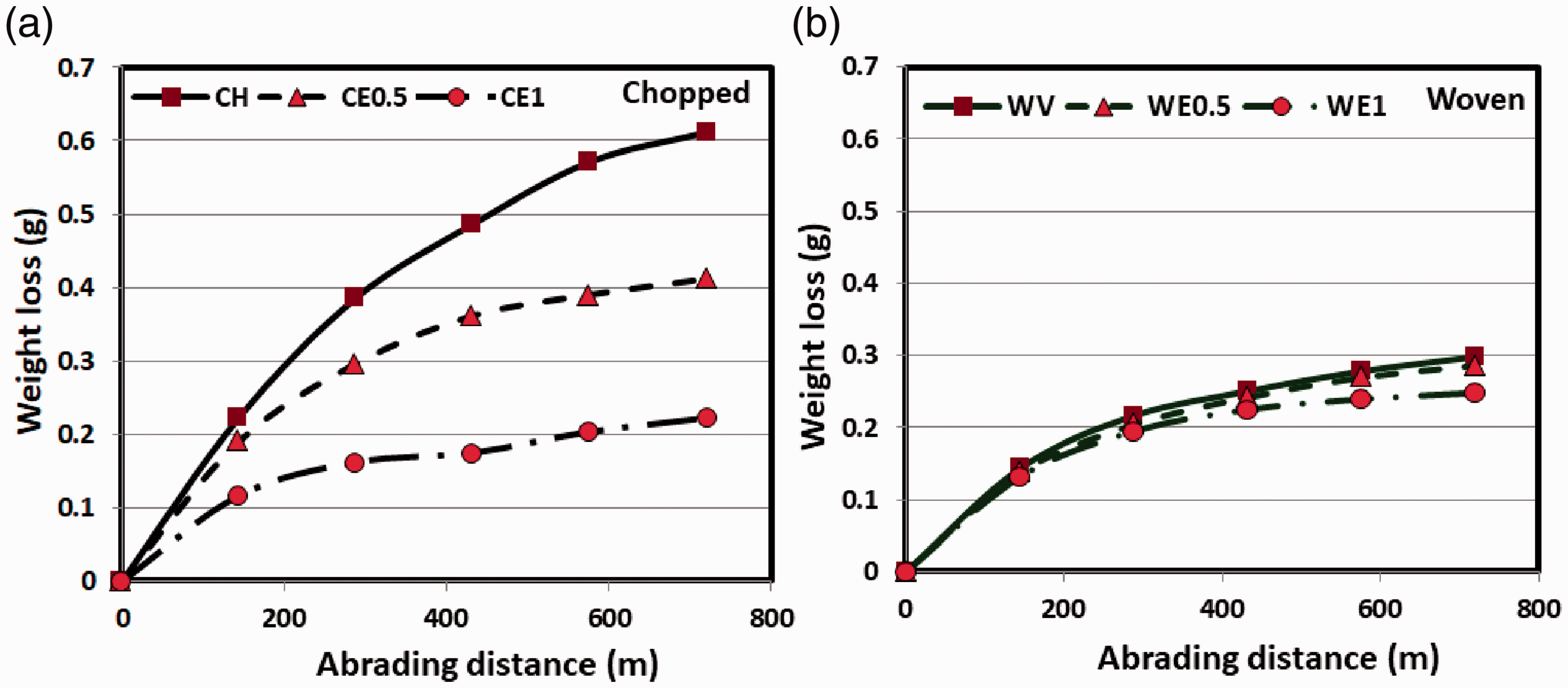
The effect of adding ethanol on the wear behavior of glass fiber/epoxy composites for load equals 5 N.
Figure 11(a) shows the effect of TiO2 nanoparticles addition on the wear behavior of chopped glass fiber/epoxy composites for load equals 5 N. It is clear from the figure that further increase in TiO2 nanoparticles content leads to an increase in wear resistance over neat CH. As the abrading distance increases, a significant improvement is observed by adding 0.5 wt.% TiO2 nanoparticles to CH. Figure 11(b) shows the effect of TiO2 nanoparticles addition on the wear behavior of woven glass fiber/epoxy composites for load equals 5 N. Further increase in TiO2 nanoparticles content leads to an increase in wear resistance over neat WV. As the abrading distance increases, the improvement in wear resistance is increased with adding 0.5 wt.% TiO2 nanoparticles to WV. The incorporation of nanoparticles improves the wear resistance as the rolling action of TiO2 nanoparticles that hinders the rise in the friction force. Furthermore, the TiO2 nanoparticles are presented as spacers thus a reduction of adhesion between the contact surfaces occurs, dispersion of. Moreover, TiO2 nanoparticles located in the contact area reduces the stress concentration on either chopped or woven glass fibers thus protected the epoxy matrix in the interfacial areas from subjecting to thermal and mechanical failure [37].

The effect of adding TiO2 nanoparticles on the wear behavior glass fiber/epoxy composites for load equals 5 N.
Figure 12(a) shows the effect of adding ethanol and 0.25 wt.% TiO2 nanoparticles on the wear behavior of chopped glass fiber/epoxy composites for load equals 5 N. It is clear from the figure all the modified CH composites have good wear resistance over neat CH. The diluent composite CN0.25E0.5 exhibits the best wear resistance as compared with other composites. Also, adding 1 wt.% ethanol to CN0.25 enhances the wear resistance over CN0.25 and CH. Adding 0.5 wt.% of ethanol to 0.25 wt.% of TiO2 nanoparticles gives better wear resistance than adding 1 wt.% of ethanol so it is recommended to add small content of ethanol to enhance processing time and wear behavior of neat chopped glass fiber/epoxy composites. Figure 12(b) shows the effect of adding ethanol and 0.25 wt.% TiO2 nanoparticles on the wear behavior of woven glass fiber/epoxy composites for load equals 5 N. It is clear from the figure that WN0.25E0.5 and WN0.5 possess the best wear resistance as compared with neat and other composites. However, adding 1 wt.% ethanol deteriorates the wear resistance as compared with neat WV. Increasing the content of ethanol added to CN0.5 leads to a decrease in wear resistance as compared to neat WV and WV filled with 0.25 wt.% TiO2 nanoparticles. For adding 0.25 wt.% TiO2 nanoparticles to WV, it is recommended to add small content of ethanol to enhance processing time and wear behavior of neat woven glass fiber/epoxy composites.

The effect of adding ethanol and 0.25 wt. % TiO2 nanoparticles on the wear behavior of glass fiber/epoxy composites for load equals 5 N.
Figure 13(a) shows the effect of adding ethanol and 0.5 wt.% TiO2 nanoparticles on the wear behavior of chopped glass fiber/epoxy composites for load equals 5 N. It is clear from the figure all the modified CH composites have good wear resistance over neat CH. The hybrid composite CN0.5 exhibits the best wear resistance as compared with other composites. Adding 0.5 and 1 wt.% ethanol to CN0.5 enhances the wear resistance over CH. Adding ethanol 1 wt.% to CN0.5 enhances the wear resistance as compared to CN0.5 filled with 0.5 wt.% ethanol. Figure 13(b) shows the effect of adding ethanol and 0.5 wt.% TiO2 nanoparticles on the wear behavior of woven glass fiber/epoxy composites for load equals 5 N. The hybrid WN0.5E0.5 has weight loss close to the neat WV, however, adding 1 wt.% ethanol deteriorates the wear resistance as compared with neat WV and WN0.5.

The effect of adding ethanol and 0.5 wt. % TiO2 nanoparticles on the wear behavior of glass fiber/epoxy composites for load equals 5 N.
Figure 14 shows the influence of adding ethanol and TiO2 nanoparticles on the wear behavior of chopped glass fiber/epoxy composites for load equals 5 N and abrading distance of 720 m. From this figure, all diluent and non-diluent neat and nanofilled chopped glass fiber/epoxy composites have better wear resistance as compared with neat CH. Adding of 0.5 wt.% ethanol to chopped glass fiber/epoxy filled with 0.25 wt.% TiO2 nanoparticles resulted in a maximum improvement of 83.7% as compared to neat CH. This is followed by an improvement of 73.5% in wear resistance for CN0.5 as compared to CH. Both the diluent nanocomposites CN0.5E1 and CN0.25E1 almost possess the same wear resistance. However, industrially and economically, it is preferred to produce CN0.25E1 because it has low cost and low processing time compared with CN0.5E1.

The effect of adding ethanol and TiO2 nanoparticles on the wear behavior of chopped glass fiber/epoxy composites for load equals 5 N and abrading distance of 720 m.
Figure 15 shows the effect of adding ethanol and TiO2 nanoparticles on the wear behavior of woven glass fiber/epoxy composites for load equals 5 N and abrading distance of 720 m. Both WN0.5 and WN0.25E0.5 shows an improvement of 66.9% as compared to neat WV. However, industrially and economically, it is preferred to choose adding 0.5 wt.% ethanol to woven glass fiber/epoxy filled with 0.25 wt.% TiO2 nanoparticles instead of WN0.5 to decrease the cost resulted from increasing content of TiO2 nanoparticles and the fast mold filling resulted from adding ethanol. Adding 1 wt.% of ethanol to 0.5 wt.% of TiO2 nanoparticles decreases its wear resistance as compared to neat WV. The improvements in weight loss for load equals 5 N and abrading distance of 720 m for the diluent and non-diluent fabricated composites are indicated in Table 5.

The effect of adding ethanol and TiO2 nanoparticles on the wear behavior of woven glass fiber/epoxy composites for load equals 5 N and abrading distance of 720 m.
The improvement in weight loss for chopped/woven glass fiber/epoxy for load equals 5 N and abrading distance of 720 m.

Figure 16 shows the scanning electron microscope (SEM) image of woven glass fiber/epoxy filled with 0.25 wt.% TiO2 nanoparticles and 0.5 wt.% ethanol and its corresponding EDX spectrum. A good interfacial bonding has occurred between nanophase epoxy and woven glass fiber. This may be attributed to the good impregnation of glass fiber with diluent nanophase epoxy as adding 0.5 wt.% ethanol decreased the viscosity of nanophase epoxy thus increased the velocity of the flow during vacuum suction of the blend resin and hence improves the wettability of woven glass fiber. Figure 17(a) and (b) shows the SEM image of worn surface of neat chopped glass fiber/epoxy composites and chopped glass fiber/epoxy filled with 0.25 wt.% TiO2 nanoparticles, respectively. It is clear from Figure 17(a) shows that after subjecting neat CH to abrading wear, epoxy matrix wear, fiber wear and fracture, and interfacial debonding occurs. Neat CH is easily torn off due to bad bonding which is damaged due to repeated ploughing action of the abrasives on the abrading rotating disk. Wear debris is removed as small particles and part of fiber detachment has occurred. However, reinforcing CH with 0.25 wt.% TiO2 nanoparticles played a good role in reducing the friction and wear resistance as shown in Figure 17(b). Increasing wear resistance of CN0.25 is due to a relatively good interfacial bond. In addition, the presence of TiO2 nanoparticles decreased the formation of wear debris.
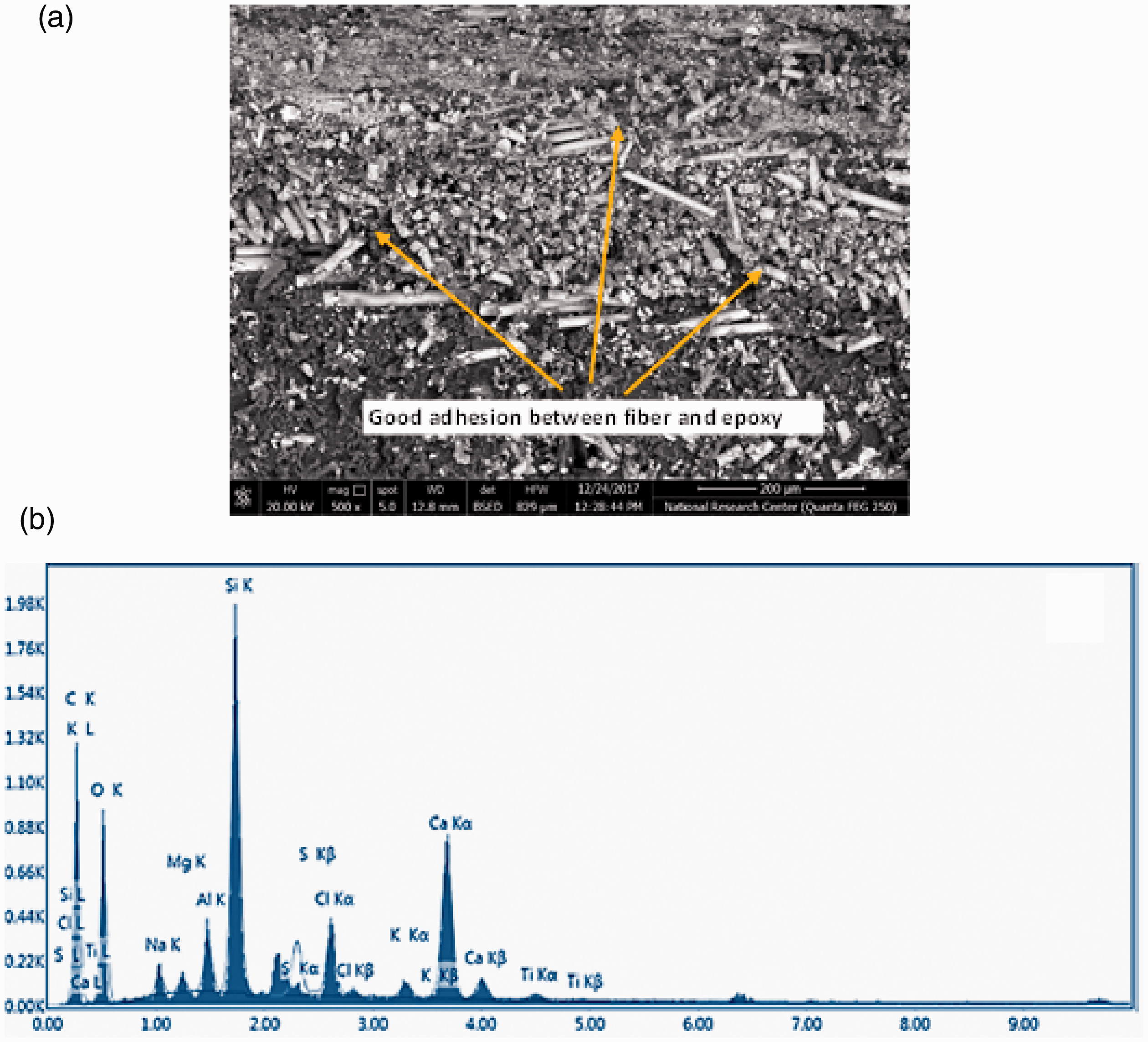
SEM image of (a) woven glass fiber/epoxy filled with 0.25 wt. % TiO2 nanoparticles and 0.5 wt. % ethanol (b) its corresponding EDX spectrum.
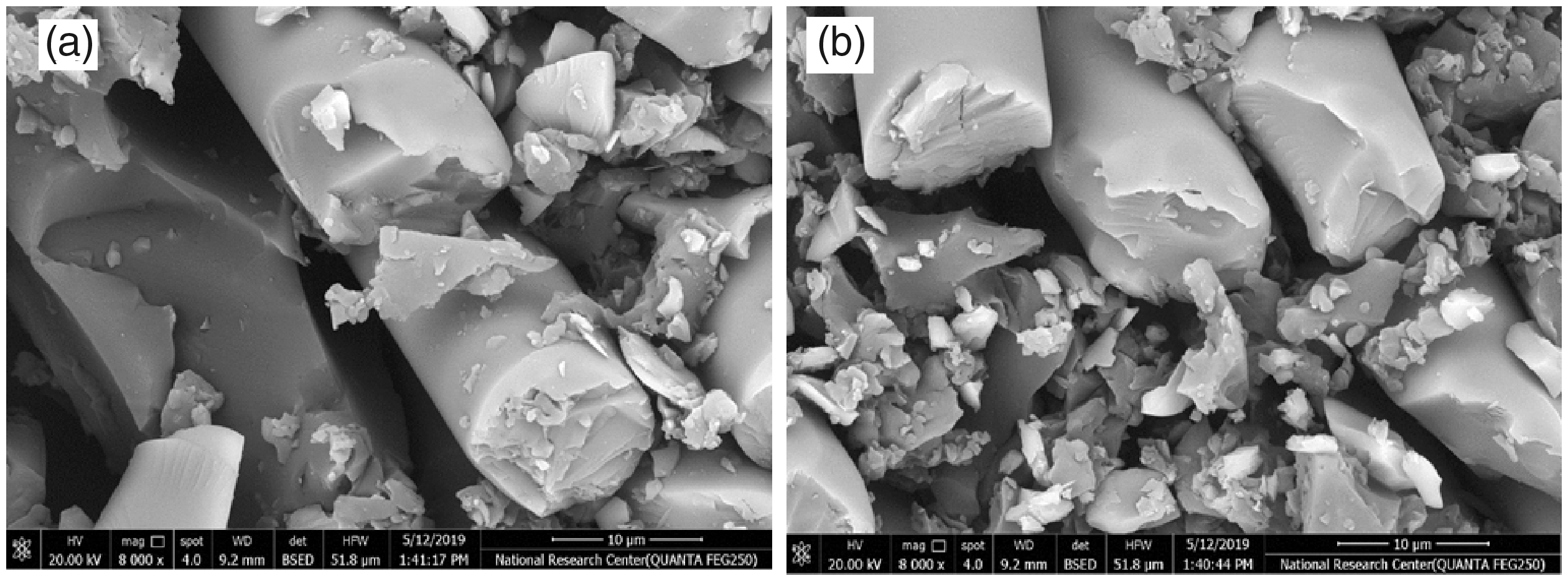
SEM image of worn surface of (a) neat chopped glass fiber/epoxy composites (b) chopped glass fiber/epoxy filled with 0.25 wt. % TiO2 nanoparticles.
Most composite products are fabricated from polymer reinforced with either chopped or woven glass fiber. Composites prepared from chopped fibers exhibit the lower processing time as compared to composites prepared from woven fibers. However, the mechanical properties of composites prepared from woven fiberglass are higher than that obtained with composites prepared from chopped fiberglass. Differentiating between the two types of fibers is an important issue in industry applications. In this study, selecting unfilled or filled chopped glass fiber reinforced epoxy if the time is a critical factor in fabricating products in the industry. However, if the mechanical properties are the essential parameter in choosing the products, so unfilled or filled woven glass fiber reinforced epoxy should be selected as in automobiles and aircraft.
Conclusions
In this paper, the influence of adding 0.5 wt.% and 1 wt.% ethanol on the hardness and wear performance of both neat and nanofilled woven and chopped glass fiber/epoxy composite laminates was investigated. It was found that the neat and nanofilled resin viscosity decreases with increasing ethanol percentage, consequently the mold filling time decreases. Furthermore, the increase in the ethanol content leads to an increase in hardness and wear resistance of both neat chopped and woven glass fiber/epoxy composites. Besides, the increase in the TiO2 nanoparticles content leads to significant enhancement in hardness and wear resistance of both neat chopped and woven glass fiber/epoxy composites. However, high content of TiO2 nanoparticles increases viscosity and thus, processing time. A maximum improvement of 35% and 83.7% in hardness and weight loss for load equals 5 N and abrading distance of 720 m was attained with chopped glass fiber/epoxy filled with 0.25 wt.% TiO2 nanoparticles and 0.5 wt.% ethanol, respectively. A maximum improvement of 20.4% and 66.9% in hardness and weight loss for load equals 5 N and abrading distance of 720 m was attained with woven glass fiber/epoxy filled with 0.25 wt.% TiO2 nanoparticles and 0.5 wt.% ethanol respectively. Economically, it is preferred to choose chopped or woven glass fiber/epoxy filled with 0.25 wt.% TiO2 nanoparticles and 0.5 wt.% ethanol to enhance hardness and wear resistance as compared to neat composites. This choice is based on enhancing the tribological performance of woven/chopped glass fiber by decreasing the cost by using a small quantity of TiO2 nanoparticles and decreasing the mold filling time results from adding ethanol.
Footnotes
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.