
Abstract
An experimental investigation on the mechanical performance of interlayer hybrid flax-basalt-glass woven fabrics reinforced epoxy composite laminates has been performed. The tensile, flexural, in-plane shear, interlaminar shear, bearing, and impact properties of the fabricated laminates were investigated. Test specimens were fabricated using vacuum bagging process. Failure modes of all specimens were recorded and discussed. Results proved that the mechanical properties of flax-basalt-glass hybrid laminates are highly dominated by the reinforcement combinations and plies stacking sequence. Hybridizing flax fiber reinforced composite with basalt and/or glass fabrics provides an effective method for enhancing its tensile, flexural, in-plane shear, interlaminar shear, and bearing properties as well as controls the impact strength of the composite. The fabricated hybrids are found to have good specific mechanical properties benefits. Amongst the studied flax/basalt/glass hybrids, FBGs has the highest tensile properties, GBFs has the highest flexural and impact properties, and GFBs has the best shear and bearing properties. Flax-basalt-glass hybrid composites with different layering sequence seem to be an appropriate choice for lightweight load bearing structures.
Keywords
Introduction
Polymer composites are widely used in aero-structures, renewable energy, piping systems, automotive and marine industries because of their higher strength and stiffness to weight ratios compared to common metals. The complete and accurate knowledge of the mechanical properties of polymer composites are important in approaching the design requirements or in developing new composites. Several experimental and theoretical studies have been carried out to study the static and dynamic behaviors of fiber reinforced composite laminates [1–12].
In recent years, there is an increasing demand for using the natural fibers as an important class of reinforcement materials in polymer composites because of their light weight, low cost, environmental averseness, good thermal and acoustic insulation, and acceptable specific mechanical properties in addition to their renewability, biodegradability, and recyclability [13–15]. These benefits make natural fibers suitable for total or partial substitution of synthetic fibers in several industrial applications [16,17]. Despite the attractiveness of natural fiber reinforced composites, they have some limitations such as poor interfacial adhesion with the matrix, low thermal stability during processing, poor moisture resistance, and lower mechanical properties compared with synthetic fiber reinforced composites [18–20].
Flax fiber is one of the most promising natural fibers because of its wide commercial availability in the required form at low cost and comparable specific mechanical properties to those of glass fiber [21]. In spite of the excellent damping properties of flax fiber reinforced composites they have lower stiffness and strength than glass and carbon fiber reinforced composites [22,23]. Several studies have been reported on flax fiber reinforced composites [24–27]. On the other hand, basalt is a natural mineral fiber obtained from basaltic volcanic rock. It has several outstanding properties such as high mechanical strength, high temperature resistance, and high chemical stability, good resistance to weather, non-combustibility, and non-toxicity. Owing to these advantages, several works have reported on using basalt fiber as a reinforcement phase in polymer composites [28–30]. The disadvantages of basalt fiber are its higher cost and density compared with E-glass fiber.
Hybrid composites are designed in such a way to create structures with a balanced effect from the reinforcing fibers by keeping the advantages of these fibers and alleviating some of their disadvantages [31–33]. The hybridization with stronger synthetic fibers can overcome the drawbacks of natural fibers i.e. can enhance the stiffness, strength, and moisture resistant of natural reinforced composites. The popularity of hybrid composites is rapidly increasing due to their capability to provide freedom to tailor the composites realizing properties that cannot be obtained in single reinforced composites. Moreover, the hybridization process can be considered as a feasible solution to promote more extensive use of natural fiber reinforced composites in many applications [34].
In the open literature, several studies have been carried out to characterize synthetic/synthetic, natural/synthetic, and natural/natural binary hybrid fibers reinforced composites consisting of two fiber types in a common matrix. The following sections are devoted to review some studies that have been performed to investigate the effect of the hybridization process on the mechanical properties of flax fiber reinforced composites. Zhang et al. [35] reported that increasing the glass fiber volume fraction improves the tensile properties of flax/glass hybrid reinforced composites, whereas the stacking sequence has a distinct effect on the tensile strength and strain, but not on Young's modulus. The interlaminar shear strength and interlaminar fracture toughness of the hybrid composites were found to be higher than those of pure glass composite. Selver et al. [36] studied the effect of the layering sequence on tensile and flexural properties of flax/glass and jute/glass hybrid composites. Results indicated that the stacking sequence has no effect on the tensile properties, whereas notable effect on the flexural strength was found. Fiore et al. [37] proved that the addition of glass fiber external layers to flax/epoxy composite laminates positively improves the mechanical behavior of fastened joints. Cihan et al. [38] reported that the hybridization of flax fiber with glass fiber results in an enhancement in the damping properties that is when flax plies are placed on the skin layers, whereas the tensile strength and stiffness significantly decrease. Kumar et al. [39] reported that the tensile strength of glass/flax reinforced vinyl ester hybrid composites depends on the interfaces between flax and glass layers and more than that of the pure glass reinforced composite. Also, the flexural strength of hybrid composites mainly relies on the position of the glass layers. The highest impact strength was noted for hybrids with glass ply on both extreme ends. Barouni and Dhakal [40] found that the hybridization of flax fiber reinforced composite with glass fiber reveals a much higher impact performance with the benefits of having lower environmental effects than pure glass reinforced composite.
Regarding the hybridization of flax fiber with carbon fiber, Dhakal et al. [41] recorded a noticeable improvement in the mechanical properties and water repellence behavior of flax/epoxy composites as a result of carbon fiber addition. Assarar et al. [42] reported that the tensile strength of flax/carbon hybrid composite is between that of pure flax and pure carbon composites. The bending stiffness and damping properties are proven to be highly dependent on the position of flax layers within the hybrid composite. When flax layers are on the outside of carbon reinforced composite laminate, the damping coefficient is enhanced, and the flexural stiffness is reduced. Flynn et al. [43] investigated the tensile, flexural, impact, and vibration behaviors of a fixed layup of flax/carbon hybrids at various flax fiber volume fractions. It was revealed that hybridizing carbon fiber with flax fiber is an effective method to control the mechanical properties as well as the vibration damping of the composite. For hybridizing flax fiber with basalt fiber, Fiore et al. [44] recorded the effect of basalt fiber hybridization as double external layers on the flexural and impact properties of flax reinforced composite under different environmental conditions. It was indicated that the flexural strength, flexural modulus, and impact strength of flax/basalt hybrid composites are higher than those of flax reinforced composite. The same finding was reported for flax/basalt reinforced vinyl ester hybrid composite laminates [45,46]. Almansour et al. [47] reported a significant enhancement in mode II fracture toughness and an improved durability and water repellence behavior of flax reinforced vinyl ester composites with basalt fiber hybridization.
Only few studies were dedicated for the ternary hybrid fibers reinforced composites consisting of three fiber types embedded in a common matrix. Ramnath et al. [48] found that abaca-jute-glass (A-J-G) ternary composite shows higher tensile properties than abaca-glass (A-G) and jute-glass (J-G) binary hybrid composites. The flexural and shear properties of A-J-G composites are lower than those of A-G composite but higher than those of J-G composite. The absorbed energy of A-J-G composite during the impact test is lower than that of A-G and J-G composites. Srinivasan et al. [49] indicated that flax-banana-glass hybrid composite has lower tensile strength and higher flexural strength, shear strength and absorbed energy compared with the binary hybrids i.e., flax-glass and banana-glass composites. Ramnath et al. [50] reported that jute-banana-glass hybrid composite exhibits higher tensile, flexural, shear and impact properties compared with binary hybrids i.e. jute-glass and banana-glass composites.
The mechanical properties of ternary hybrid composites based on basalt fiber in combination with flax, hemp and glass fibers were evaluated [51,52]. It was found that hybrid laminates show an intermediate performance between basalt fiber reinforced laminate on the highest side, and flax and hemp fiber reinforced laminates on the lowest side. Ternary hybrids have been fabricated using two different stacking sequences keeping carbon fiber on the outside, whilst basalt and flax fibers were disposed internally either in a sandwich or in an intercalated sequence. Tensile, flexural, interlaminar shear, and falling weight impact tests were performed. Intercalation of basalt with flax layers proved beneficial for flexural and interlaminar shear strength. The differences between the two laminates were quite limited in impact performance. However, the presence of a compact core of flax fiber laminate or else its intercalation with basalt fiber layers has a predominant effect on impact damage features, with intercalation increasing their complexity. Hybridization of natural fibers seems to be a good way to increase its used domain.
It is clear that the hybridization of natural fibers seems to be a good way to increase its used domain. Overlooking the aforementioned literature, the effect of combining three different fiber types embedded in a single common matrix on the mechanical behavior of a composite is not comprehensively investigated. The concept of ternary hybrid composite proved beneficial for giving enhanced specific mechanical properties with reduced cost. So, the objective of the present work is to fabricate ternary hybrids including flax, basalt, and glass fibers in an epoxy matrix with different relative fiber amounts and different layering sequences. Hybrid laminates were fabricated by hand lay-up, then consolidated by vacuum bagging. The mechanical performance of the fabricated laminates was investigated and compared by performing the tensile, flexural, in-plane shear, interlaminar shear, bearing and Izod impact tests. The aim is to demonstrate the possibility of a synergistic effect between three different fiber types embedded in a single matrix.
Materials and methods
Raw materials
Woven flax, 2 × 2 twill weave basalt, and plain weave E-glass fabrics were used as reinforcements in the production of the proposed hybrid composite laminates. Flax, basalt, and glass fabrics have the same areal density (200 g/m2) and were supplied by, respectively, Quanzhou Flax and Jute Co. Ltd. China, Mainland, Quanzhou Basalt Manufacturing Co. Ltd. China, Mainland, and Goshi Glass Fiber Weaving Co. Ltd. Egypt. Each fabric has the same number of yarns in weft and wrap directions. Figure 1 shows the surface images of flax, basalt, and glass fabrics used in the present study. All fabrics were used as received without any kind of surface treatment. The untreated used fabrics have smooth surfaces without any obvious grooves or saliencies. The matrix used in this work is epoxy (Kemapoxy 150 RGL) supplied by Chemicals for Modern Buildings Co. Ltd. Egypt. The matrix material is formed with an epoxy-to-hardener weight ratio of 2:1.
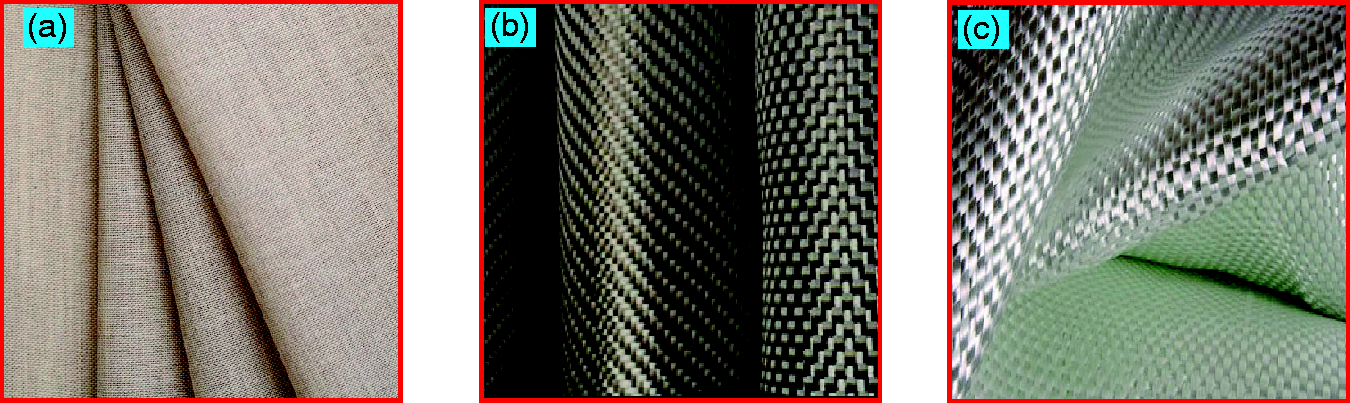
Surface images of (a) flax, (b) basalt, and (c) glass fabrics used in this study.
Fabrication of composite laminates
The composite laminates were fabricated using vacuum bagging process at 0.88 bar at room temperature for 24 hours. Then, they were let to cure for seven days. After curing, the fabricated laminates were visually inspected for any geometrical irregularities or material imperfections. Six plies of single or hybrid fabrics were adopted in each composite laminate. The lay-ups of the fabricated laminates are shown in Figure 2.

The lays-ups of the fabricated flax, basalt, and glass fabrics reinforced epoxy hybrid composite laminates.
Fiber volume fraction calculation
The relative and overall fiber volume fractions were determined as follows [53,54]

Details of the fabricated laminates (F= flax, B= basalt, and G= glass).

Mechanical testing
In this study, the tensile, flexural, in-plane shear, interlaminar shear, and bearing tests were carried out on the universal testing machine (Type: Jinan WDW 100 kN). As known, speed of loading strongly influences the mechanical properties of fiber reinforced composite materials. Large changes in the mechanical properties occur with increasing the testing speed. Therefore, a low crosshead speed of 2 mm/min was recommended by ASTM standards for all static tests of polymers. Many studies in the literature recommended low crosshead speed of 2 mm/min for static tests of polymer composites [1,55–59]. The impact tests were carried out on Izod impact testing machine (Type: a Avery Denison) at a velocity of 3.65 m/s. All tests have been performed at room temperature. For each test, five identical samples of each composite were tested, and the average value was recorded.
Tensile test
Test specimens were cut into strips with 250 mm long and 25 mm width according to ASTM D3039 [60]. Four rectangular aluminum tabs were bonded to the gripping portion of each test specimen using epoxy adhesive. These tabs reduce the stress-concentration from the testing machine grips, prevent the specimen slippage, transfer the load from the machine to the specimen, and prevent the specimen crushing between the grips [61]. A single strain gauge was bonded on the center region of each test specimen using an adhesive to determine the actual tensile modulus. The stress-strain curve for each specimen was recorded using the obtained experimental data. Then, the ultimate tensile strength (


Flexural test
Flexural properties of manufactured composites were determined with help of three-point bending tests in accordance with ASTM D790 [62] using test specimens with dimensions of 170 mm length and 15 mm width. Load-displacement curves were recorded for every sample and the values for flexural strength (


In-plane shear test
The in-plane shear characteristics of the fabricated hybrid composites were determined using Iosipescu shear test. According to ASTM D5379 [63], the dimensions of test specimens are 76 mm length and 19 mm width. A 90ᵒ double V-notches, with a radius of the notch root of 0.157 mm, were machined at specimen mid-length through its thickness for a depth of 3.8 mm. Two strain gauges were stacked at ±45° directions at the specimen center. The in-plane shear strength (


Interlaminar shear test
In the present study, short beam shear (SBS) tests were employed to determine the apparent interlaminar shear strength (ILSS) of the fabricated hybrid composites following ASTM D2344 [64]. The standard requires a span-to-thickness and length-to-thickness ratios of, respectively, 4.5 and 6.0. Each specimen was placed on two roller supports allowing lateral motion and the load was directly applied at its center. In this test, the specimen was loaded until reaching the complete failure and the failure load (
Bearing test
Following ASTM D5961/D5961M [65] standard, bearing tests were performed for specimens with dimensions of 130 × 36 mm2. In pin-loaded tested specimens, three basic failure modes can be noticed: net tension, shear-out, and bearing. Mixing of these modes also can be observed depending on the edge distance-to-hole diameter ratio (
Impact test
Izod impact tests were carried out to estimate the energy absorbing capacity of the fabricated hybrid composite laminates using Izod impact testing machine (Type: Avery Denison) at a velocity of 3.65 m/s. According to ISO 180 [67] standard, the sample size was 64 × 12.7 mm2. Both un-notched and notched coupons were impacted in the flatwise and the edgewise directions, respectively. For the notched specimens, a 45° V-notch of depth of 2.5 mm was inserted into the specimen thickness. Using the absorbed energy (

Microstructure examination
Damage in polymer composites depends on many factors such as the fiber type, fiber orientation, fiber volume fraction, matrix type, lay-up sequence and fiber–matrix interfacial bonding. In order to understand the failure of the fabricated hybrids under different loading conditions, the specimens were examined using scanning electron microscope (SEM) JSM 6100. Fractured surfaces were coated with gold and kept in an ionizer. Images were taken by subjecting the surfaces to a voltage of 20 kV.
Specific properties
In many engineering applications, the concept of specific properties being sound aiming for weight reduction, especially when the tested specimens are manufactured from different constituent materials. The specific property can be obtained via dividing the measured value of the specimen’ property by its measured density using Archimedes (buoyancy) method.
Results and discussions
The obtained experimental results from several mechanical tests, i.e. tensile, flexural, in-plane shear, interlaminar shear, bearing, and impact, are presented and discussed. In addition, the failure signs due to the different loading conditions are figured out.
Tensile properties
Ultimate tensile strength, strain to failure and Young’s modulus
Tensile stress-strain curves of flax-basalt-glass reinforced epoxy composite laminates with different relative fiber amounts and different layering sequence are shown in Figure 3(a) and (b). It is clear from Figure 3(a) that for F6 non-hybrid composite, the stress-strain curve exhibits an essentially linear elastic region up to a certain load followed by a nonlinear region with a slow stress rise. Consequently, F6 composite presents the lowest tensile strength and the lowest apparent tensile modulus, whereas it gives the highest strain to failure. This behavior is mainly due to the high elongation of flax fiber and hence a good ductility of F6 composite was attained. The low strength of F6 can be attributed to the weak interfacial bond between flax fiber and its matrix. This is consistent with that obtained for kenaf fiber reinforced polypropylene composite [68]. As reported by Bisanda [69], the smooth surface of untreated flax fiber provides low surface tension and low work of adhesion. The stress-strain curve for G6 non-hybrid composite behaves a rapid and steep stress rise up to the maximum point followed by a catastrophic failure. Such behavior means that G6 composite possesses higher tensile strength and higher apparent tensile modulus compared with all tested composites. Also, G6 composite shows lower tensile failure strain indicating a brittle property compared with F6 composite. A similar trend was noticed for B6 non-hybrid composite with lower strength and higher strain to failure compared with G6 non-hybrid composite. As reported by Dorigato and Pegoretti [70], the mechanical properties of basalt fiber strongly depend on its chemical composition. Basalt fibers have some surface defects, which make the measured mechanical properties remarkably lower than their expected values. The mechanical strength of basalt fibers is thought to be closely related to the presence of surface heterogeneities such as surface flaws, structure defects and impurities. Surface heterogeneities are expected to act as stress-concentrators facilitating the fracture development [71].

Tensile stress-strain curves of flax-basalt-glass reinforced epoxy hybrid composite laminates (obtained from the testing machine).
Also, it is seen from Figure 3(a) that the stress-strain curves of GBBs hybrid composite behaves like G6 and B6 composites with intermediate properties between B6 and G6 composites. The behavior of GFBs is also similar to G6 and B6 composites with lower properties. That is due to the presence of flax fiber layers. The behavior of GFFs hybrid composite is similar to that of F6 composite with higher strength, higher modulus and lower strain to failure. The behavior of hybrid composites depends mainly on the relative fiber amounts, i.e. increasing the amount of glass and/or basalt fabrics in hybrid composites increases the tensile strength and modulus but decreases the strain to failure. This result is consistent with that obtained by Zhang et al. [35] for glass/flax hybrid composites. It is noticeable from Figure 3(b) that the stress-strain relationship is linear up to the maximum point followed by sudden catastrophic failure. The layering sequence has a noticeable effect on the tensile properties.
As shown in Figures 4 and 5, the tensile strength and failure strain of F6 composite are about, respectively, 0.07 and 5.02 times those of G6 composite and about 0.1 and 4.53 times those of B6 composite. Consequently, its hybridization with glass and/or basalt fabrics improves the tensile strength but decreases the ductility of flax reinforced composite. The tensile strength and failure strain of GBBs are about 8.36 and 0.76 times those of GFFs due to the presence of basalt fiber instead of flax fiber in the specimen core. Generally, hybrid composites display intermediate tensile properties between those of F6, B6 and G6 composites.
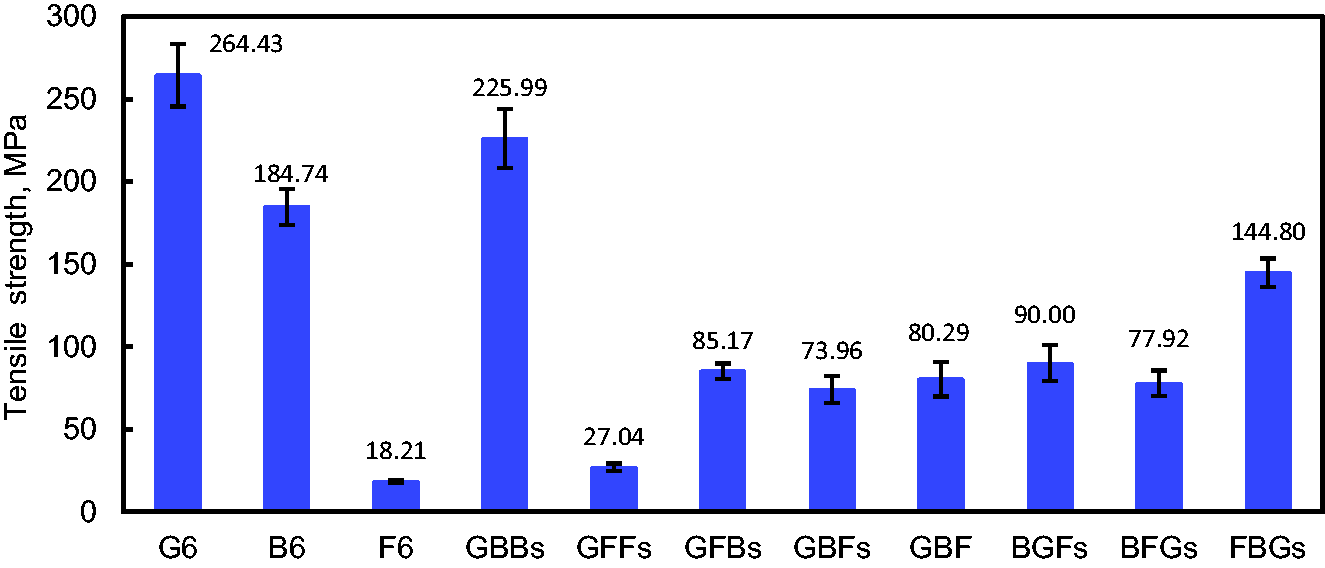
Ultimate tensile strength of flax-basalt-glass reinforced epoxy hybrid composite laminates.
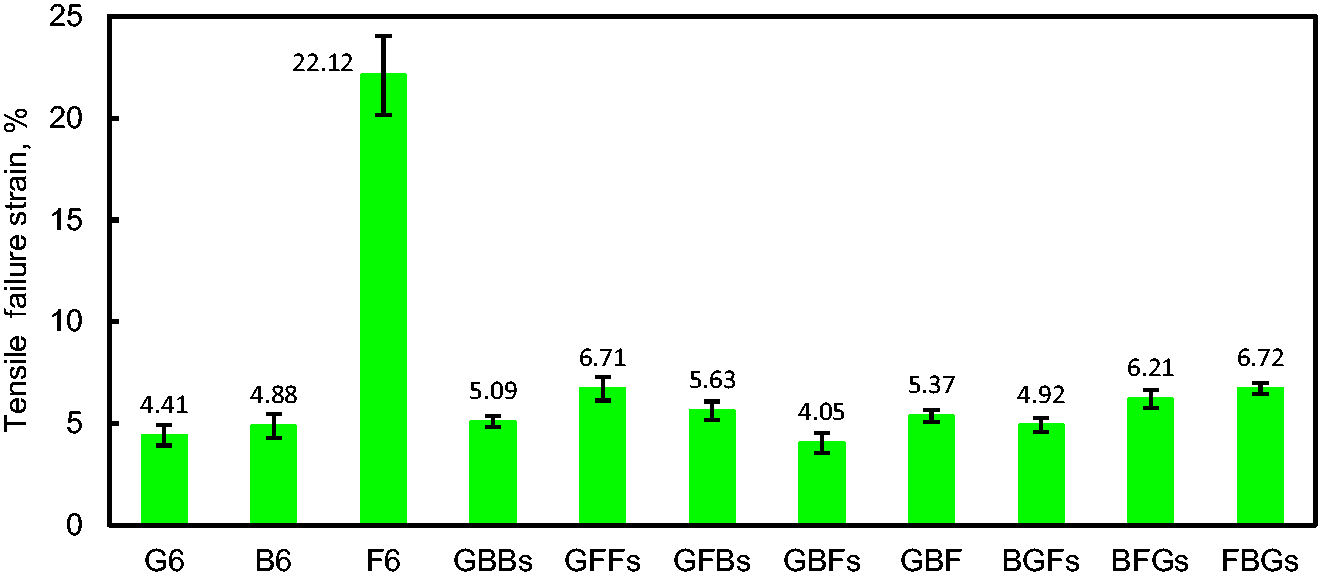
Strain to failure of flax-basalt-glass reinforced epoxy hybrid composite laminates.
The layering sequence obviously affects the tensile strength and failure strain of hybrid composites. It was observed that the tensile strength and failure strain of the FBGs composites i.e., glass fiber was used as the core material, are higher than those when glass fiber was used as the skin material i.e., GBFs composite. The tensile strength and failure strain of FBGs are about 1.96 and 1.66 times those of GBFs, respectively. This could be due to the improved load transfer from the weak outer flax layers to the strong inner glass layers, and consequently the crack arrest is enhanced. Similar results were obtained by Attia et al. [72] for glass/polypropylene hybrid fibers reinforced epoxy composites. In the case of FBGs, glass layers are supported and covered by flax and basalt layers due to the stacking sequence. This support leads to delay in the failure of glass layers which means that the location of the glass layers is of a great importance in improving the tensile properties of hybrid composites. This observation goes well with that obtained by Gemi et al. [73] for glass/carbon/glass hybrid composite. Also, the present findings go with those obtained by many researchers, among them are [74–79]. Also, it was noticed that, the tensile strength and failure strain of BGFs are, respectively, about 1.16 and 0.79 times those of BFGs.
It is clear from Figure 4 that the tensile strength of GFBs and GBF laminates is 1.15 and 1.09 times that of GBFs laminate. This can be due to the intercalation of basalt fiber layers with flax fiber ones which results in an improved rigidity. This is consistent with that obtained by Nisini et al. [80]. The enhanced tensile strength for the alternating stacking sequence may be caused by the bridging effect of the glass fiber layers between the failed basalt and flax layers. Kretsis [81] has concluded that in hybrid composites, the weakest fibers break first to form cracks that are bridged by the surrounding composite, thus allowing the stronger fibers to reach their ultimate strength.
The toughness modulus, a measure of the absorbed energy until the complete fracture of the specimen, is shown in Figure 6. It was observed that the toughness modulus of G6 and B6 composites are about 1.69 and 1.18 times that of F6 composite. As reported by Ramnath et al. [48], the adequate interfacial adhesion and good wetting of the fiber by the epoxy matrix ensure good toughening. In its absence, there is little contribution from fiber peeling and breakage and the measured value is attributed to the toughness of the matrix alone over a reduced section caused by the presence of the non-adhering fibers. The high degree of adhesion allows a full contribution from the matrix and extra contributions from the fiber.
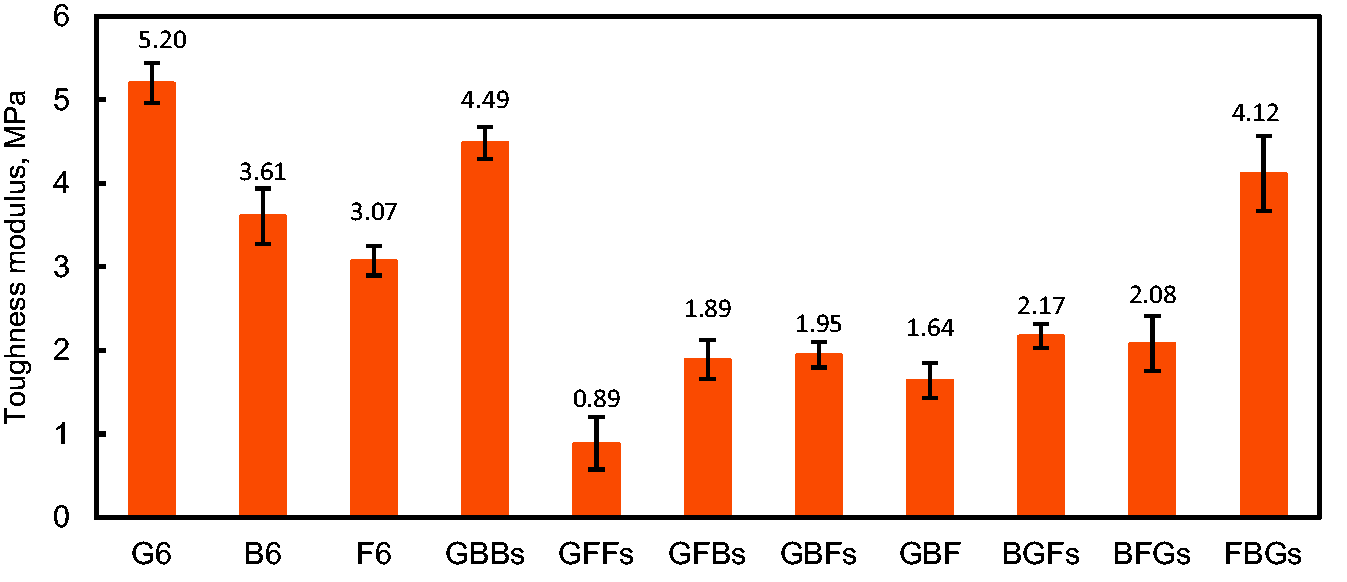
Toughness modulus of flax-basalt-glass reinforced epoxy hybrid composite laminates.
The Hybridization of basalt fiber with glass fiber enhances the toughness modulus, i.e. GBBs has a toughness modulus of about 1.24 and 0.86 times that of B6 and G6, respectively. Toughness modulus of GFFs is about 0.29 and 0.17 times that of F6 and G6, respectively. It is clear that the addition of glass fiber to flax fiber has a negative effect on the toughness modulus. That is because flax fiber and glass fiber reduce the tensile strength and failure strain, respectively, of GFFs. For hybrids having the same number of flax, basalt, and glass reinforced layers, arranging glass fiber layers in the core of the composite leads to a considerable improvement in the toughness modulus. Specifically, the toughness modulus of FBGs which is about 1.98, 1.90, 2.51, 2.11 and 2.18 times that of BFGs, BGFs, GBF, GBFs, and GFBs hybrids.
Based on the strain gauge readings, Figure 7 illustrates the longitudinal stress-strain curves of the tested composites. Utilizing this data, the actual modulus of elasticity was calculated at 0.3% longitudinal strain. The relative fiber amounts have a visible effect on the longitudinal stress-strain curves as shown in Figure 7(a) but the layering sequence has a slight effect as shown in Figure 7(b). It can be extracted from Figure 7(a) that as the amount of glass and/or basalt fiber content increases, the actual modulus of elasticity is significantly increased. G6 composite has the highest actual modulus of elasticity (the highest slope), followed by GBBs composite. The lowest actual modulus of elasticity was noticed for F6 composite.

Tensile stress-strain curves for flax-basalt-glass reinforced epoxy hybrid composite laminates (obtained from strain gauge readings).
For more illustration, the actual (

Young’s modulus of flax-basalt-glass reinforced epoxy hybrid composite laminates.
It is clear from Figure 8 that both the apparent and actual Young’s moduli follow the same trend. The actual Young’s modulus of G6 composite is about 1.27 and 5.95 times that of B6 and F6 composites, respectively. Hybridizing flax reinforced composite with glass and/or basalt fibers i.e. GFFs and GFBs composites increases the tensile modulus by about 92.64 and 186.62%, respectively. Hybridizing basalt reinforced composite with glass fiber i.e. GBBs composite enhances Young’s modulus by 7.14%.
For ternary hybrids, FBGs exhibits the highest Young's modulus which represents, respectively, 1.18, 1.14, 1.14, 1.04, and 1.16 times that of BFGs, BGFs, GBF, GBFs, and GFBs hybrids. Generally, hybrid composites containing the same relative fiber amounts tend to show the same modulus of elasticity since the major variation is only in their layering sequence. Under tensile load, all layers are subjected to the same strain and the properties primarily depend on fiber strength, modulus, length, orientation, and content and fiber/matrix interfacial bonding. These factors do not vary considerably within the current hybrids [82]. The obtained tensile moduli of elasticity of the hybrid composites is dominated by the relative fiber amounts, not by the layering sequence. Zhang et al. [35] reported in his work on flax/glass hybrid composites that the stacking sequence has a distinct effect on the tensile strength and strain, but not on Young's modulus.
Failure modes of tensile specimens
In G6 and B6 composites, longitudinal splitting was observed due to the fiber parallel to the loading direction.
The damage pattern and the spaces between the fissures running transversally as delamination in the fiber/matrix interface zone. These cracks, perpendicular to the applied load, presented interspaces, which are possibly related to the separation distance between the transversal yarns of the woven fabric. Cracks are initiated in the crimp zones within the bundles, into the fibers that form the thread. Cross-over points act as stress concentrators contributing to damage initiation. The crack started in the gauge length and proceeded perpendicularly to the applied load. Generally, fiber-matrix debonding, delamination, matrix fretting, matrix cracking, and fiber splitting with audible sound were noticed for B6 and G6 composites, Figure 9.

Failure signs of tensile flax-basalt-glass reinforced epoxy hybrid composite test specimens.
For F6 composite, cracks appear transversally to the applied load direction Transversal cracks development and coalescence of the initial cracks induce the final fracture. Samples did not display any longitudinal cracking pattern or splitting along the sample previous to total failure since they fractured with the first main horizontal cracks. Growth of additional cracks along the sample is avoided since the initial crack has enough energy to take the sample to a catastrophic fracture. Interfacial failures coalesce inflicting damage to the polymeric matrix causing main visible and audible cracks. Once the sample is saturated due to stress distribution, cracks lead to total fracture of the material. The crack started in the gauge length and proceeded perpendicularly to the applied load. Generally, fiber and matrix breakage accompanied with a complete separation of the specimen into two parts across its width in the gauge length was noticed for F6 composite as shown in Figure 9. The relative fiber amounts and the layering sequence obviously affect the failure mode of tested specimens as shown in Figure 9. The dark color of basalt fabric, shown in Figure 1, explains why some of the resultant manufactured composites seems to be black as shown in Figure 9.
Flexural properties
Flexural strength, modulus and strain
The average flexural strength and modulus for flax-basalt-glass reinforced epoxy hybrid composites are shown in Figures 10 and 11, respectively. They almost have the same trend. It is clear that G6 has the highest flexural strength and modulus whilst F6 has the lowest values. The flexural strength and flexural modulus of B6 fall between those of G6 and F6 composites. From these figures, it can be extracted that the flexural strength and flexural modulus of G6 composite are, respectively, 5.56 and 3.04 times those of B6 composite and 10.03 and 9.2 times those of F6 composite. Hybridizing flax reinforced composite with glass fiber (i.e. GFFs) improves the flexural strength and flexural modulus by about 61.21 and 63.38%, respectively. Whilst, hybridizing basalt reinforced epoxy composite with glass fiber (i.e. GBBs) enhances the flexural strength and flexural modulus by 296.37 and 93.95%, respectively, which goes with the findings reported by [83]. Hybrid composites exhibit average values of flexural strength and modulus between those of non-hybrid composites. This observation goes with that obtained by [84] for carbon-basalt reinforced epoxy composites. G6 composite has highest flexural resistance due to the high stiffness of glass fiber. Moreover, the adhesion between the glass fiber and the epoxy matrix is better than that for the other two fibers i.e., basalt and flax. Untreated flax and basalt fibers have smooth surfaces, which results in poor interfacial compatibility between epoxy and the untreated fibers. Weak interaction leads to many gaps in the fiber–matrix interfaces [85].

Flexural strength of flax-basalt-glass reinforced epoxy hybrid composite laminates.

Flexural modulus of flax-basalt-glass reinforced epoxy hybrid composite laminates.
The hybrid asymmetric composite GBFBFG was tested under flexural loading by two ways. So, it was coded as follows: GBF when the compressive side of flexural specimen was glass fiber followed by basalt fiber and GFB when the compressive side was glass fiber followed by flax fiber. It could be observed from Figures 10 and 11 that both the flexural strength and flexural modulus show an increasing trend with increasing the glass and/or basalt fiber content relative to flax fiber content. In contrast, the peak strain increases with increasing flax fiber amount as shown in Figure 12. Dorigato and Pegoretti [86] noted a remarkable increase in the flexural strength and flexural modulus with the increase of carbon fiber content from 0 to 1 in carbon/basalt hybrid composites.

Flexural strain of flax-basalt-glass reinforced epoxy hybrid composite laminates.
It is clear from Figures 10 and 11 that the layering sequence has a significant effect on the flexural strength and flexural modulus of hybrid composites. Strong effect of the layering sequence on the flexural properties of hybrid composites were reported in the literature by [87,88]. GBFs hybrid laminate appears to be the best stacking configuration for its relatively high flexural strength and flexural modulus. The flexural strength and flexural modulus of GBFs are, respectively, 3.60 and 4.48 times those of the composite with the opposite arrangement i.e. FBGs. This may be justified from the fact that the flexural strength and stiffness are controlled by the fiber type at the outer layers [89]. By placing the high stiffness glass fiber away from the neutral axis and the low stiffness flax fiber at the neutral axis, the flexural modulus is enhanced significantly, which is also proved by other researchers [88]. Complicated stress state exists in the bending failure process for composite laminates. The previous studies shown in [90,91] indicated that the stress distribution across the specimen thickness varies from compressive side to tensile side under bending. When the glass fiber layers on the compressive and tensile sides (GFBs) were replaced by basalt fiber layers (BFGs), flexural strength, flexural modulus and flexural strain exhibit obvious drop by 31.45 and 15.29, and 28.90% respectively, Figures 10 to 12.
Comparing hybrids containing the three fiber types with glass fiber at the external layers, the flexural strength of GBFs is about 1.35, 1.14, and 1.57 times that of GFBs, GBF and GFB, respectively. Also, when basalt fiber being at the external layers of hybrid composites, the flexural strength of BGFs is about 1.45 times that of BFGs. The flexural modulus of GBFs is about 1.63, 1.24 and 1.56 times that of GFBs, GBF and GFB, respectively. The flexural modulus of BGFs is about 1.05 times that of BFGs. Selver et al. [36] indicated that the stacking sequence has a notable effect on the flexural strength of flax/glass and jute/glass hybrid composites.
Figure 12 shows that the maximum flexural strain was noticed for F6 composite, which is about 9.25 and 5.56 times that of G6 and B6, respectively. Hybridizing flax or basalt reinforced composite with glass fiber (GFFs or GBBs) reduces the flexural strain by 89.19 and 39.86%, respectively. Also, the layering sequence has a noticeable effect on the flexural strain as the highest and lowest flexural failure strains were recorded for GFBs and GBFs composites, respectively.
Failure modes of flexural specimens
The common failure modes under flexural loading are compressive failure, tensile failure, shear and/or delamination [92]. In the present work, the dominant failure mode of G6 and B6 composites are a penetrated macro-crack starting from the mid-length of the compression side and propagating across the specimen width towards the edges. No crack was found on the tension side. This indicates onsite of brittle fracture from the compressive side in bending, leading to a catastrophic failure of the entire laminate, Figure 13. In case of F6 composite, multiple fiber breakages localized in the tensile side and kinking band and macro-buckling in the compressive side were noticed, Figure 13. This failure resulted from the nucleation of matrix cracks which then triggered debonding phenomena, with increasing transverse cracks leading to complete failures across the specimen width. The failure in hybrid composites is a mixed mode between the abovementioned ones depending on the layering sequence i.e., the fiber type at the external layers, and the relative fiber amounts. Also, bending of fibers in the external plies, delamination, matrix fretting, kinking band, matrix cracking and fiber breaking can be observed in hybrid composites.

Failure signs of flexural flax-basalt-glass reinforced epoxy hybrid composite test specimens.
In-plane shear properties
In-plane shear strength and modulus
In-plane shear strength for flax-basalt-glass composite laminates are illustrated in Figure 14. For parent composites, it was observed that the in-plane shear strength of G6 composite is 2.11 and 2.34 times that of B6 and F6 composites, respectively. The incorporation of glass fiber in flax and basalt reinforced composites i.e. GFFs and GBBs, respectively, rises the in-plane shear strength by about 29.02 and 75.47%. In general, the in-plane shear strength of flax reinforced composite has been greatly enhanced by adding the glass and basalt fibers, regardless the glass and basalt plies location and amount. It is clear that the layering sequence has a remarkable effect on the in-plane shear strength of the hybrid composites. For hybrids containing the three fiber types, the in-plane shear strength of GFBs is the highest presenting respectively, 1.07, 1.45, 1.03, 1.18, and 1.27 times that of GBFs, GBF, BGFs, BFGs, and FBGs. The in-plane shear strength of GFBs is about 1.07 times that of GBFs. The introduction of intercalated basalt layers between the central flax layers appears to delay the collapse of flax core. The strength of BGFs is about 1.14 time that of BFGs.

In-plane shear strength of flax-basalt-glass reinforced epoxy hybrid composite laminates.
Figure 15 shows the relationship between the shear stress

In-plane shear stress
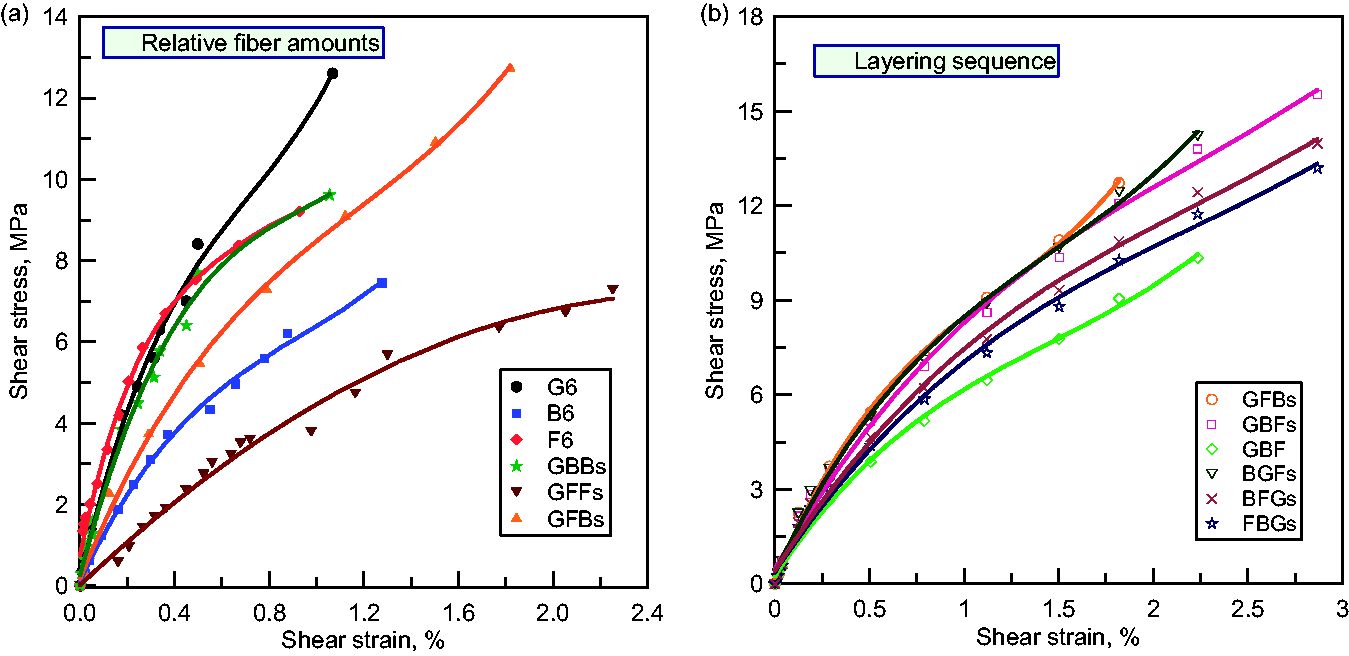
In-plane shear stress
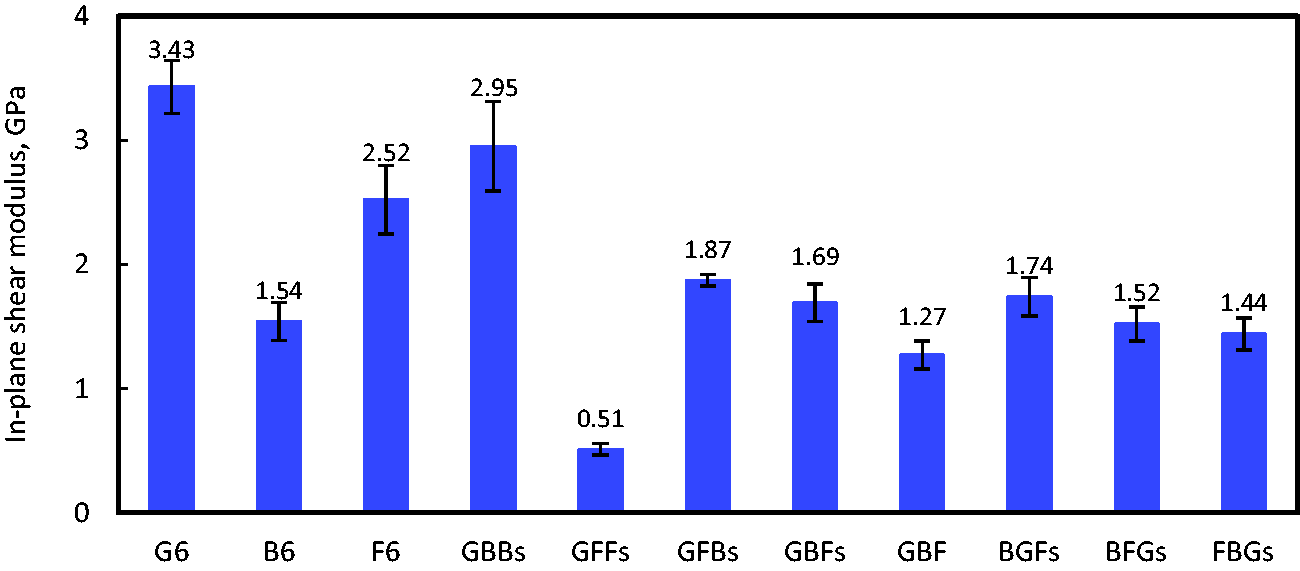
In-plane shear modulus of flax-basalt-glass reinforced epoxy hybrid composite laminates.
Failure modes of in-plane shear specimens
In in-plane shear test specimens, failure occurs in the notch tip area owing to the stress concentration caused by the existence of geometry and material discontinuities at the free edges of the notches [93]. Delamination connecting the roots of the V-notches was observed for G6, B6 non-hybrid composites and all hybrid composites, Figure 18. A crack parallel to the loading direction leading to complete fracture was noticed for F6 composite, Figure 18. This observation goes well with that obtained for unidirectional glass/random glass reinforced epoxy hybrid composites [55].

Failure signs of in-plane shear flax-basalt-glass reinforced epoxy hybrid composite test specimens.
Interlaminar shear properties
Interlaminar shear strength
The typical interlaminar shear stress-displacement curves for flax-basalt-glass reinforced epoxy composite laminates as obtained from the testing machine are shown in Figure 19. The curves of G6, B6, GBBs, GFBs, GBF, BFGs, and FBGs composites show a nearly linear elastic trend during the early stage of loading. After that a slight nonlinearity was noticed. This continues until the peak point is reached. After this point the behavior of the composites shows a gradual stress decrease. For F6 and GFFs composites, after the linear elastic trend, a deviation from the linearity was noticed, Figure 19(a). It can be observed from Figure 19, that there is no an irregular pattern, as the curves follow a smooth path without abrupt change in displacement. For GBFs and BGFs, a linear trend was noticed followed by catastrophic failure and sudden stress drop, Figure 19(b).

Interlaminar shear stress-displacement curves of flax-basalt-glass reinforced epoxy hybrid composite laminates.
The curves in Figure 19 do not indicate a linear behavior up to failure except those for GBFs and BGFs. This is a common occurrence in interlaminar shear tests by SBS tests, whose consequence is that usually only the linear part of the diagram is considered, as closer to pure shear mode [94]. The low performance in some cases is due possibly to an early onset of the bending mode. This behavior may indicate a higher proneness to delamination due to a scarce quality of the interface. The highest and lowest peaks were observed for GFBs and B6 composites, respectively.
Interlaminar shear strength (ILSS) values for the tested composite specimens are demonstrated in Figure 20. It was noticed that ILSS of G6 composite is 2.35 and 2.09 times that of B6 and F6 composites, respectively. GFFs and GBBs hybrid composites show an improved ILSS by 53.82 and 81.36% compared with F6 and B6 composites, respectively. Also, GBFs, glass skin and flax core, gives an improvement of 23.8% in ILSS compared with FBGs, flax skin and glass core. Regarding GFBs, GBFs, and GBF hybrid composites with glass fiber skin, ILSS of GFBs is about 1.23 and 1.51 times that of GBFs and GBF, respectively. When basalt fiber being at the external layers, ILSS of BGFs is about 1.35 times that of BFGs.

Interlaminar shear strength of flax-basalt-glass reinforced epoxy hybrid composite laminates.
It could be seen from Figure 20 that GFBs and BGFs hybrids possess higher ILSS, compared with those of G6, B6 and F6 which is consistent with that obtained by [35]. The enhancement in ILSS by hybridizing flax, basalt and glass fibers mainly depends on the fiber bridging among glass, basalt and flax fibers which was mainly caused by the twisted flax yarn structure and rough surface of flax fiber compared to their glass and basalt counterparts. This result agrees with that obtained by Zhang et al. [35] who attributed this to the natural growth characteristics of flax fiber. The flax yarns were made by twisting a bundle of short single flax fiber for industry application requirements as the lengths of most natural fibers are less than 20 mm due to their natural growth characteristics. Therefore, some single fibers are stretched from the flax yarns which made the flax yarn structure like a tree full of branches. Moreover, the glass and basalt fiber yarns show the regular-knit structure and flax fiber show much rougher surfaces than that of basalt and glass fibers. All of the above produce large amount of fiber bridging and fiber entangling within flax/glass and flax/basalt fiber hybrid interface and the out-layers flax fibers serve as the Z-directional reinforcements, thus contribute to the increased ILSS of hybrid composites.
Comparing the in-plane shear strength values shown in Figure 14 with ILSS values shown in Figure 20, it is clear that both strengths have the same trend. Also it was noticed that the in-plane shear strength values are about three times in average those ILSS values for all tested composites.
Failure modes of interlaminar shear specimens
Interlaminar shear stress is responsible for an important failure mode known as delamination. Failure takes the form of localized material damage under the loading nose. This damage is caused by the stress concentration resulting in matrix fretting and fiber breakage. A tensile stress is generated at the bottom of the specimen due to the bending moment. This stress is significant enough to cause transverse tensile cracks. A little delamination can be seen close to the specimen center (i.e., between the crushing zone at the top surface and tensile damage at the bottom), possibly due to the lack of a large shear stress in this region as stated by [95]. All specimens have horizontal splits accompanied with broken fibers and resin cracks on the specimen tensile side as shown in Figure 21. In all cases, the fracture surface was located in the middle plane of the laminate, where the shear stress reaches its maximum intensity. The behaviour of hybrid laminates is strictly related to the type of laminae involved in the delamination process [56,86].

Failure signs of interlaminar shear flax-basalt-glass reinforced epoxy hybrid composite laminates.
Bearing properties
Bearing strength
Bearing stress-displacement curves for flax-basalt-glass reinforced epoxy composite laminates are shown in Figure 22 as obtained from the testing machine. These curves have a linear trend up to a certain point at which the deviation from the linearity was observed. The nonlinear trend was due to the progressive debonding of fiber/matrix interface owing to the bearing load. Progressive loading leads to ‘brooming’ failure at the edge of the hole at which the first-peak was observed. The stress subsequently increased in a nonlinear fashion accompanied with several peaks up to the ultimate strength followed by a stress decrease. These peaks denote the complexity of the failure mechanism as reported by [2,96]. The slope of the linear trend could be related to the joint stiffness. The significant stress fluctuation in the bearing stress plateau can be identified due to the compression collapse of the epoxy matrix just behind the pin/hole contact area. This behavior is consistent with that obtained for pinned hybrid glass-flax composite specimens [97]. Glass and basalt fibers have tensile strength values higher than flax fiber. Consequently, their addition in the laminate has a positive influence on the bearing properties. In fact, as shown in Figure 22, higher bearing strength of flax-basalt-glass hybrid laminates was noticed compared with F6 composite. The glass and basalt laminates show higher failure stresses, but also large deformations at failure can be identified. At large deformations, the stress-displacement curves lost the linear trend. This behavior is due to a partial compression collapse phenomenon of some laminae in the hole’s contact area.

Bearing stress-displacement curves of flax-basalt-glass reinforced epoxy hybrid composite laminates.
The bearing strength for non-hybrid and hybrid composite laminates are displayed in Figure 23. It was noticed that the bearing strength of G6 composite is 1.32 and 5.69 times that of B6 and F6 composites, respectively. Hybridizing flax reinforced composite with glass fiber (GFFs) improves the bearing strength by about 23.97%. This is consistent with Fiore et al. [37] who proved that the addition of glass fiber external layers to flax/epoxy composite laminates positively improves the mechanical behavior of fastened joints. Whilst, hybridizing basalt reinforced epoxy composite with glass fiber (GBBs) reduces the bearing strength by 29.92%. It is clear from Figure 23 that the layering sequence has a noticeable effect on the bearing strength of hybrid composites. Placing glass fiber at the composite skin and flax fiber in the core (GBFs) gives an improvement of 9.63% in bearing strength compared with the composite with the opposite arrangement (FBGs). Comparing the hybrids with glass fiber at the external layers (GFBs, GBFs, GBF), the bearing strength of GFBs is about 1.39 and 1.44 times that of GBFs and GBF, respectively. Also, when basalt fiber being at the external layers, the bearing strength of BGFs is about 1.23 times that of BFGs. The presence of flax in the stacking sequence of hybrid composites leads to a decrease in the maximum load carried by the pin-loaded specimens due to the lower tensile strength of flax fiber compared with glass and basalt fibers. The tensile strength of flax fiber is influenced by natural defects distributed on its surface that act as fracture activation sites. This agrees with that obtained by [98].

Bearing strength of flax-basalt-glass reinforced epoxy hybrid composite laminates.
Failure modes of bearing specimens
Net-tension, shear, and bearing are the main failure modes encountered in composite structural applications. Combination of these, i.e., mixed modes may also appear [99]. Net-tension occurs catastrophically and presents the least strength. Therefore, it is an unwanted mode. This mode of failure was noticed for F6, GFFs composites, Figure 24. The net tension fracture area is characterized by local fiber detachments from the matrix coupled to the net-tension crack, local layer detachments, and weakening of the fibers, probably due to the worsening of the fiber-matrix adhesion; the matrix softening; and the reduced tensile properties of the natural fibers. Fracture cracks go normal to the loading direction starting from the hole and propagating to the specimen sides. As shown in Figure 24, stacking sequence has a clear effect on the failure mechanism of pin-loaded specimens. Mixed modes (net-tension/shear-out) were observed for GBBs, GFBs, GBFs, and GBF composites. Fracture cracks go parallel to the loading direction starting from the sides of the hole. These local damages can be attributed to the onset of joint damaging phenomena due to shear-out mode, which acts synergistically to net-tension one, thus reducing the mechanical strength of the joint. Mixed modes (bearing + net-tension) were observed for G6, B6, FBGs, BFGs, and BGFs, Figure 24. The failure process zone due to bearing is evident, with large delaminated area. Large compression collapse area on the pin/hole contact surface area was noticed. The reasons of the failure of bearing specimens are in-plane shear 0ᵒ fibers due to the circumferential stress, interlaminar shear between the adjacent layers, transverse cracks owing to compression and/or buckling of 0ᵒ fibers and net tension failure, Figure 24. There is a visible surface whitening around the hole in the area between the hole and the free edge from laminae debonding due to bearing collapse, in addition to the net-tension fracture. This phenomenon is progressive damage that produces non-linear deformation curves, Figure 24.
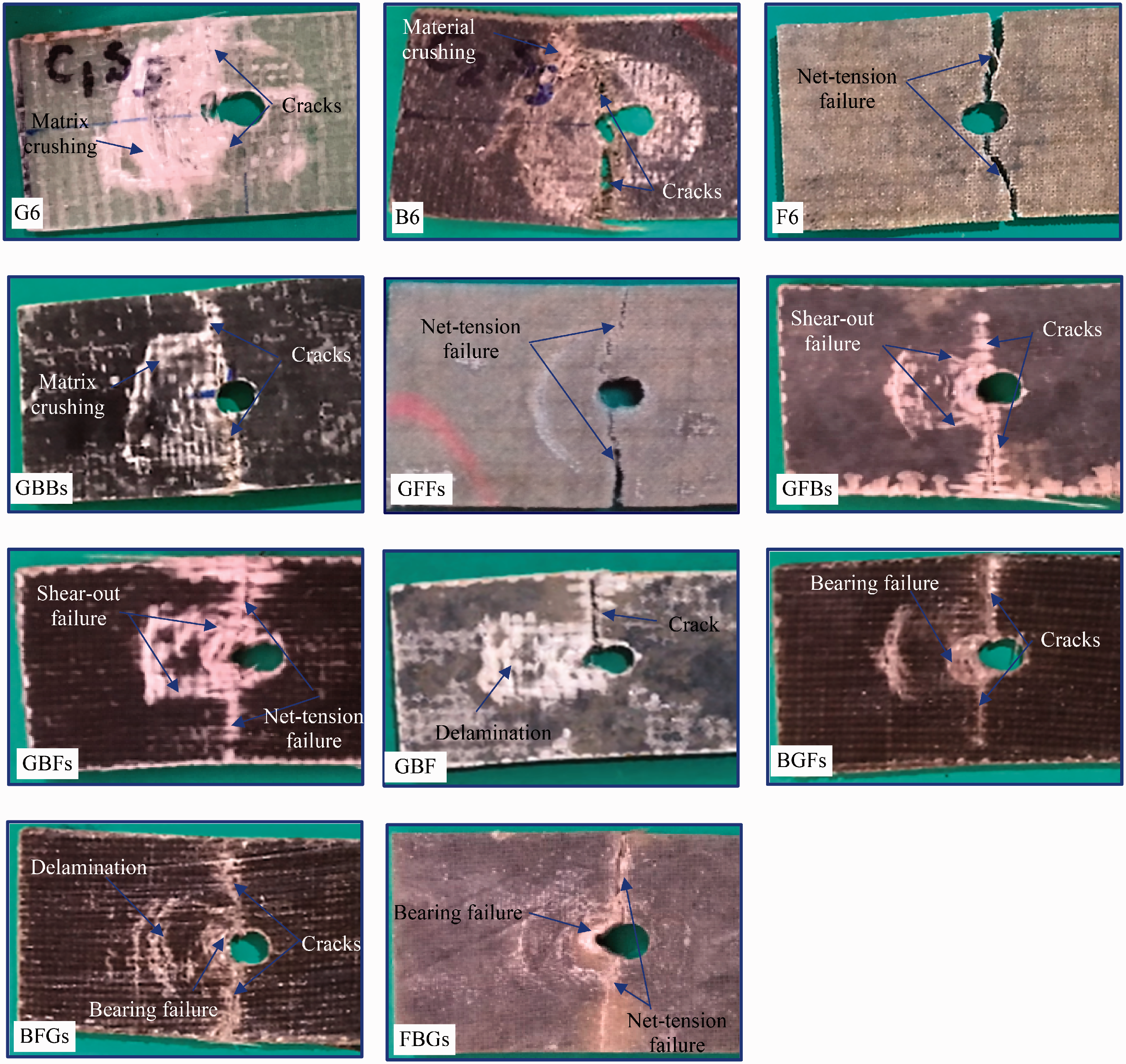
Failure signs of tensile pin loaded flax-basalt-glass reinforced epoxy hybrid composite test specimens.
Impact properties
Impact strength
The impact properties of composite laminates are related to its toughness, which depends on many factors such as the properties and volume fractions of the constituents, fiber-matrix interface, layering sequence, and geometry of the laminate in addition to the test conditions [100]. The impact strength for notched edgewise and un-notched flatwise specimens,

Impact strength of flax-basalt-glass reinforced epoxy hybrid composite laminates.
For all fabricated laminates, it can be seen that the impact strength of notched specimens is higher than that of the un-notched specimens. However, non-hybrid flax composite exhibits the lowest impact strengths (
The impact strengths
Un-notched impact response of hybrid composite laminates appears to be dominated by the front layer (impacted surface) [46]. Flatwise impact strength of GBFs (where G-fiber is at the impacted surface) is about 1.54 times that of the composite with the opposite arrangement (FBGs). Mallick and Broutman [101] have found that stacking sequence of the fibers is more important than composition in determining impact toughness. Resin toughness rather than fiber strength and stiffness is the major parameter influencing the impact resistant properties of the composite [102].
Failure modes of impact specimens
(a) Notched edgewise specimens
The common failure modes for composite specimens tested in edgewise Izod impact can be one of the following; complete break, hinge break, partial break and non-break. The observed mode for all tested composites is hinge break as shown in Figure 26. Fiber breakage due to sudden impact and surface cracks were observed for F6 composite. Matrix cracking behind the V-notch was observed for B6. Fiber breakage and matrix fretting can be noticed for G6 and hybrid composites.

Failure signs of flax-basalt-glass reinforced epoxy edgewise impact specimens.
(b) Un-notched flatwise specimens
It is clear from Figure 27 that failure in un-notched impact specimens takes the form of horizontal cracks across the specimen width. These cracks initiated in the impacted face and propagated across the specimen thickness. Also, delamination between the adjacent layers can be noticed.

Failure signs of flax-basalt-glass reinforced epoxy flatwise impact specimens.
Microstructure examination
All microscope images were taken through the laminates thickness after testing. Figure 28 shows SEM images of fractured surfaces of tensile specimens. Fiber breaking, matrix dislocation and fiber-matrix debonding was observed in G6 composite. Fiber breakage and matrix micro-cracking were noticed in B6 composite. Whilst matrix micro-cracking, matrix dislocation and fiber pull-out were noticed for F6 composite. Also, surface cracks were noticed for all test specimens leading to complete fracture of the specimen into two parts. Figure 29 shows SEM images of the fractured flexural specimens (sectional view). Bending of fibers in the external plies, interphase delamination found at the cross section of the composite, kinking band, matrix cracking and fiber breaking were observed.
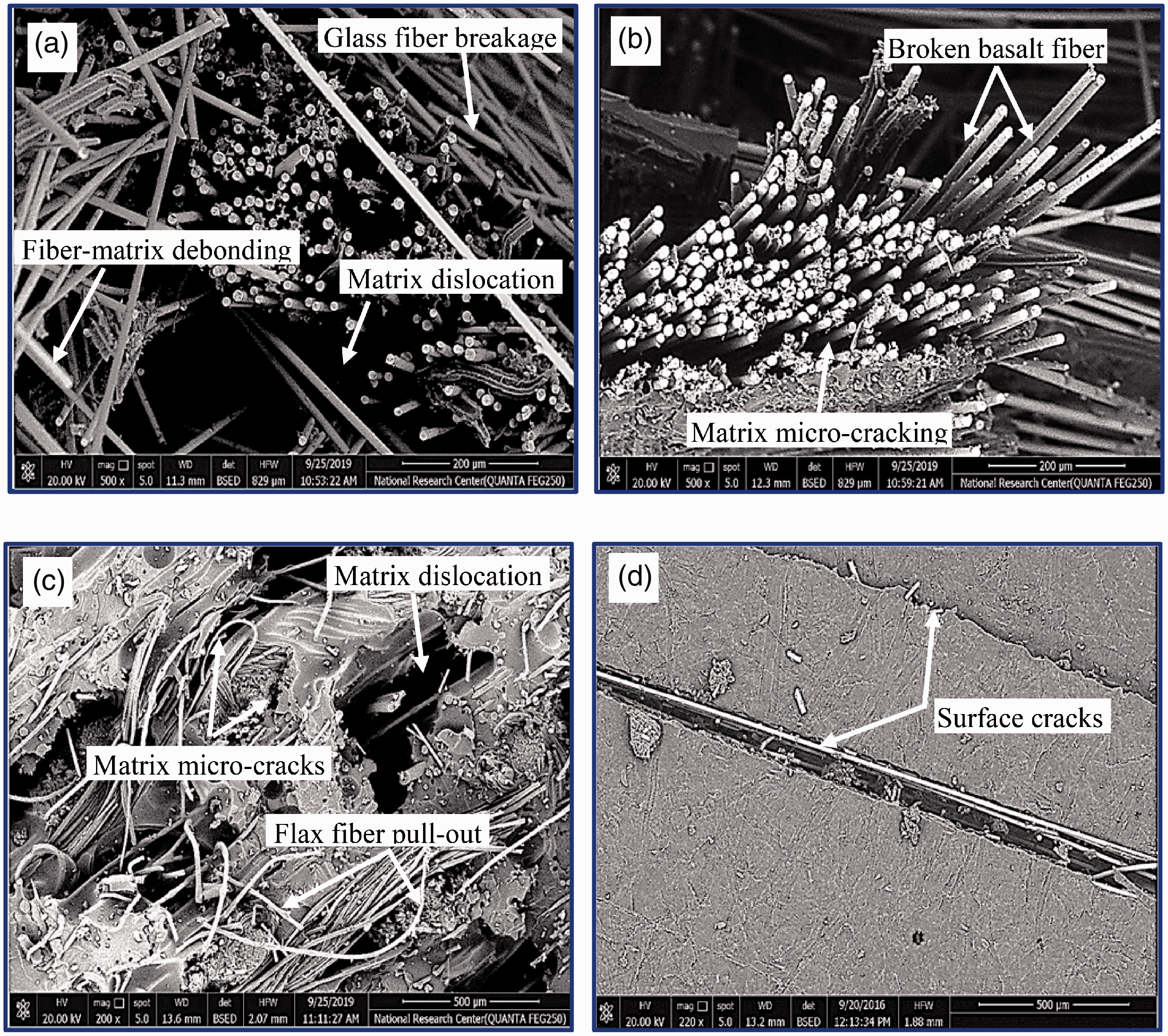
SEM of failed tensile specimens, sectional view of (a) glass/epoxy (G6), (b) basalt/epoxy (B6), (c) flax/epoxy (F6) composites and (d) surface view.

SEM of failed bending specimens, sectional view.
Specific properties
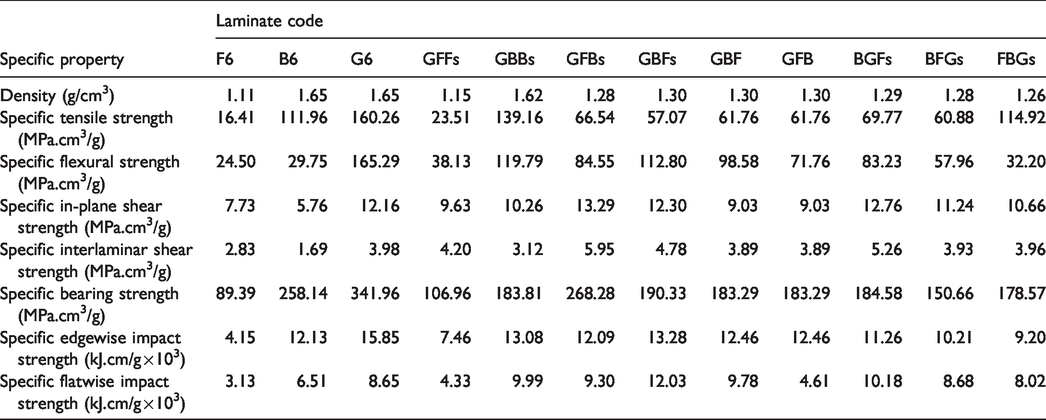
Hybrid composites containing flax fiber can be recommended in that it brings to a significant weight reduction. Table 2 summarizes the different specific properties of the fabricated composite laminates with respect to their experimental densities. Comparing the parent composites, one can found that G6 composite has the highest specific tensile, flexural, in-plane shear, interlaminar shear, bearing, edgewise and flatwise impact strengths, whilst the lowest were noticed for F6 composites. Regarding the hybrid composites, GBBs followed by FBGs show the highest specific tensile strengths, whereas GBBs followed by GBFs show the highest specific flexural strengths. The highest specific in-plane shear strength was noticed for GFBs followed by BGFs. The same result was noticed for specific ILSS. The highest specific bearing strength was for GFBs and GBFs. The highest specific impact strengths were for GBFs followed by GBBs for notched impact strength and BGFs for un-notched impact strength. In engineering applications, designers often need to ensure the specific structural performance. It would be more effective to combine the specific mechanical properties in the design stage. Figure 30 shows a radar chart for the hybrid composite laminates by considering the specific studied mechanical properties i.e. tensile, flexural, in-plane shear, interlaminar shear, bearing, edgewise impact and flatwise impact strengths.
Specific mechanical properties of the different fabricated laminates.

Specific mechanical performance of hybrid composite laminates. The hybrid laminates have been normalized to flax/epoxy composite laminate.
Conclusions
An experimental study on the mechanical performance of flax (F)-basalt (B)-glass (G) fibers reinforced epoxy hybrid composites in interlaminated configuration is presented in this paper. Test specimens were fabricated using vacuum bagging process and their tensile, flexural, in-plane shear, interlaminar shear, bearing and impact properties were obtained. The effects of the relative fiber amounts and the layering sequence on the studied mechanical properties were investigated. The main conclusions that can be drawn are the following: Adding glass fiber to flax reinforced composite (GFFs) improves, respectively, the tensile, flexural, in-plane shear, interlaminar shear, bearing, edgewise impact and flatwise impact strengths by 48.49, 61.21, 29.02, 53.82, 23.97, 86.36, and 43.48%. Adding glass fiber to basalt reinforced composite (GBBs) improves, respectively, the tensile, flexural, in-plane shear, interlaminar shear, edgewise impact and flatwise impact strengths by 22.33, 296.37, 75.47, 81.36, 6.13, and 50.95%. Whilst a reduction was noticed in bearing strength by 29.92%. The mechanical properties of hybrid composites strongly depend on the position of glass, basalt and flax layers within the hybrid composite. FBGs hybrid composite performed better in tension, GBFs hybrid performed better in flexural and impact but GFBs hybrid exhibits the highest in-plane shear, interlaminar shear and bearing strengths. Regarding the hybrid composites, GBBs followed by FBGs show the highest specific tensile strength, whereas GBBs followed by GBFs show the highest specific flexural strength. The highest specific in-plane shear strength was noticed for GFBs followed by BGFs. The same result was noticed for specific ILSS. The highest specific bearing strength was noticed for GFBs and GBFs. The highest specific impact strengths were GBFs followed by GBBs for notched strength and GBFs followed by BGFs for un-notched strength. The present study suggested a radar chart approach by considering seven factors (tensile, flexural, in-plane shear, interlaminar shear, bearing, edgewise impact and flatwise impact strengths) to analyze the performance of the proposed hybrid composites. The benefits of the proposed hybrid composites include: (a) excellent specific mechanical properties, (b) cost effectiveness, and (c) the capacity to be environmentally friendly. Hybrid composite materials have extensive engineering applications where strength to weight ratio, low cost and easy of fabrication are required. The proposed hybrids are suitable alternative materials in general industrial applications such as housing, automobile and packaging industry.
Footnotes
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.