
Abstract
In the weaving industry, cotton yarn undergoes mandatory sizing to uniformly pass the threads through the mechanisms of weaving machines, reduce breakage and improve the weaving process. Sizing is only necessary for weaving, and then sizing substances are removed from the fabric. With a successful combination of the sizing process and special processing of fabrics, significant progress is achieved in the technology of manufacturing fire-resistant fabrics and a significant economic, environmental effect. The purpose of the study is the development of a fire-retardant composition based on collagen, a method of grafting collagen to cellulose at the stage of sizing cotton yarn and obtaining fire-resistant textile material. By grafting a sizing composition containing collagen, polyacrylamide, boric acid, urea and potassium persulfate to cellulose, a highly effective fire-resistant material was obtained. The introduction of collagen and polyacrylamide in the composition sticks together the fibers of the yarn, at the same time makes the cotton material non-flammable when exposed to direct fire, reduces the time of smoke and the coefficient of smoke formation, which made it possible to obtain fire-resistant textile material belonging to a high category. By combining the processes of sizing and fire retardant processing of the main and weft yarns using biodegradable collagen, the technological operations of the production of fire-resistant material are reduced, which contributes to the conservation of natural resources and the solution of an acute environmental problem.
(Fire-resistant fabric processing at the stage of sizing cotton yarn)
Introduction
The hypothesis of the study is that if it is successful to select a substance or several substances that combine sizing and fire retardant properties that are capable of chemically bonding with the fibers of the material, select combined application modes, significant progress is achieved in the technology of manufacturing fire-resistant fabrics. At the same time, significant economic and environmental effects are achieved. The theoretical basis of the research is the mechanism of film formation, adhesion and fire protection of materials with polymers and the energy of intermolecular bonds. The protection mechanism is determined by the influence of substances that do not ignite at a combustion temperature, decompose with the release of inert gas (nitrogen) and steam (water), which make it difficult to ignite the material to be protected, substances that form a dense film between air and material (collagen). The introduction of a nitrogen-containing, hardly combustible polymer as a binder into the composition and grafting the composite flame retardant to the fibers of the textile material increases the protection efficiency.
To obtain high-quality spinning fabric on a high-speed loom, yarns are required that have a uniform sizing, a uniform percentage of moisture [1]. For sizing weaving, water-soluble natural (starch, cellulose derivatives, proteins) and synthetic (polyvinyl alcohol (PVA), polyacrylamide (PAA), polyacrylic acid (PAA)) polymers are used. Starch based compositions are inexpensive and provide good sizing characteristics for cotton, but they are brittle and cause loss during weaving, are unstable and difficult to apply, and are also not suitable for synthetic fibers and mixtures thereof. PVA has a stable film, good adhesion, provides excellent sizing characteristics for synthetic fibers and their mixtures, but is expensive and does not decompose in textile waste treatment plants. The lack of biodegradability of PVA leads to serious environmental problems. Dry grains of corn distillers containing proteins and carbohydrates were used as sustainable and environmentally friendly adhesives as substitutes for starch and PVA. The sizing provided a similar increase in tensile strength, better abrasion resistance, and significantly higher biodegradation than PVA [2].
Biodegradable sizing agents have been developed from soy protein and soy flour isolates to replace PVA for high speed weaving [3]. The main disadvantage of using soy protein as a base sizing is their formation of films with low flexibility, which leads to poor-quality sizing and low weaving efficiency [4]. Some additives may physically modify the secondary structure of soy protein [5]. Saccharides in soy flour and saponified oil contribute to the improvement of protein-based films [6]. The use of proteins as the basis for sizing cotton yarn can potentially provide acceptable sizing characteristics and be cost-effective [7]. It is known to use gelatin protein as a sizing agent [8]. Hydrolysates of skin collagen with various average molecular weights were selected as raw materials for paper sizing [9].
Sizing treatments and sorting by sizing entail additional costs, water and energy consumption, and also cause environmental pollution. These problems inhibit the development of the textile industry [10]. Another problem with the sizing process is the generation of a significant amount of waste. It was noted that the waste during knitting and the installation of the loom was negligible, while the waste in the sizing area was significant [11]. Temporary use of any sizing agents is a necessary process, it is unsatisfactory from the point of view of environmental and economic aspects: they are required only for the weaving process, and then they are washed and must be removed. To solve this problem, a completely new approach to the sizing process is required. Sizing substances must constantly remain on the surface of the threads, performing a certain function, for example, a fire retardant layer [12].
Starch and PVA do not perform a fire-retardant function; nitrogen-containing protein sizing agents are suitable for this. Significant fire retardant effect is achieved in the case of grafting of flame retardants, including protein sizing, to the fibers of the textile material. Cellulose and protein macromolecules contain active functional groups that can participate in chemical interactions and in grafted copolymerization. Grafted copolymerization, as a way to purposefully change the properties of natural polymers, has long been successfully used by researchers. To obtain grafted natural and synthetic copolymers, redox systems, including PP, are used [13]. A grafted copolymer of cellulose with acrylic monomers was synthesized using PP [14]. A grafted copolymer of hydrolyzed potato starch with methacrylic acid is used for sizing cotton yarn [15]. Fire-resistant material obtained on the basis of a grafted copolymer of polyethylene terephthalate and maleic acid [16].
Molecules of protein polymers (natural silk, gelatin, collagen, etc.) contain a large number of carboxyl, amine, imine, sulfide, hydroxyl and other functional groups, which, under certain conditions, are active centers capable of initiating grafted copolymerization. Therefore, researchers pay great attention to the synthesis of grafted copolymers of proteins with the participation of individual functional groups [17,18]. Various proteins are flame retardants to protect textile materials. Fish DNA, casein, whey protein, and plant-based biomacromolecules such as spinach juice, banana juice, coconut shell extract are well known as fire-resistant materials for cellulose and protein textiles [19].
The creation of fire-resistant textile materials that meet the requirements for combustibility, smoldering, flame propagation on the surface, the ability to smoke, physical-mechanical and fire-technical properties remains one of the important tasks. In this regard, urgent tasks include the development of a combined sizing and fire retardant technology using new grafted copolymer compositions. In our opinion, and in accordance with the conclusions of the analyzed information, a bifunctional composition for sizing and imparting flame retardant properties to textile materials should consist of at least two components – a flame retardant that protects against fire and binds or film-forming polymer. Natural protein substances and nitrogen-containing synthetic polymers can perform both functions. In connection with the foregoing, the aim of this study is to combine the sizing and fire retardant treatment of cotton fabric with a collagen based composition that performs the functions of sizing and fire retardant component. The goal is to get the composition and introduce it into the material at the stage of sizing cotton yarn.
Materials and methods
Objects of study
Collagen solution
Waste from raw cattle skin, which we received from a leather processing enterprise in Tashkent, was cleaned of wool. It was cut into 3–4 mm pieces and placed in a container. A 2–3% sodium hydroxide solution was poured into the container at a weight ratio skin : solution of 1.2 : 2. Pieces of the skin swell in an alkali solution for 12–24 hours. Then the solution was mixed until a homogeneous mass was formed, heating, if necessary, to a temperature of 50 °C. The solution was sieved through a sieve with mesh sizes of 0.05–0.1 mm. Acetic acid was added to the sieved solution to neutralize it to pH = 6.8 ± 0.2. The concentration of the collagen solution was determined by the weight of the dry residue.
Bleached cotton cellulose (CC) from lint was obtained in the Yangiyul paper mill (Republic of Uzbekistan) using the current technology.
Polyacrylamide (PAA) – a product of the polymerization of acrylamide, produced by JSC Navoiyazot (Republic of Uzbekistan). A PAA solution was used in the work.
Acrylic emulsion (AE) is obtained by emulsion polymerization of methyl acrylate and is a milky white liquid, miscible with water in any proportions, produced by JSC Navoiyazot (Republic of Uzbekistan).
Acrylic acid (AA) was distilled under vacuum before use.
Methyl methacrylate (MMA) was purified by distillation at normal pressure.
Potassium persulfate (PP) was purified from impurities by recrystallization from water.
Boric acid (BA), carbamide (urea), ammonium hydrogen phosphate (ammophos) – white crystalline substances, was used without preliminary preparation.
Cotton yarn, fabric, starch sizing were obtained from a textile enterprise in Tashkent.
Synthesis of grafted copolymers
The synthesis of grafted copolymers of collagen with acrylic monomers was carried out according to the method described in Karimov et al. [20], cellulose with acrylic monomers according to the method described in Rafikov et al. [21]. The monomer (AA, MMA), a solution of collagen or CC, and an initiator (PP) were loaded into the flask. The flask was immersed in a thermostat with a temperature of 60 °C. The copolymers were synthesized with constant stirring of the reaction mass in solution (collagen-AA-PP-water) or in a heterogeneous mixture (collagen-MMA-PP-water, CC-AA-PP-water, CC-MMA-PP-water). After five hours, the reaction mixture was removed from the thermostat, cooled to room temperature. Then the reaction mixture “collagen-AA-PP-water” was poured into a glass with ethanol. The grafted copolymer was purified by ethanol extraction. A grafted copolymer from the collagen-MMA-PP-water reaction mixture was precipitated and purified with acetone. The grafted copolymers of CC fibers were isolated by filtration, purified using ethanol and acetone. The resulting copolymers were placed in a desiccator connected to a vacuum pump and dried to constant mass.
Methods for producing flame retardant textile materials
Fire-resistant textile materials were obtained in two ways: 1. Fire-resistant fabric treatment; 2. Processing the warp and weft during sizing.
A fire retardant composition was obtained by mechanical mixing of the components in a container (Table 1).
The composition for sizing yarn and flame retardant material treatment.
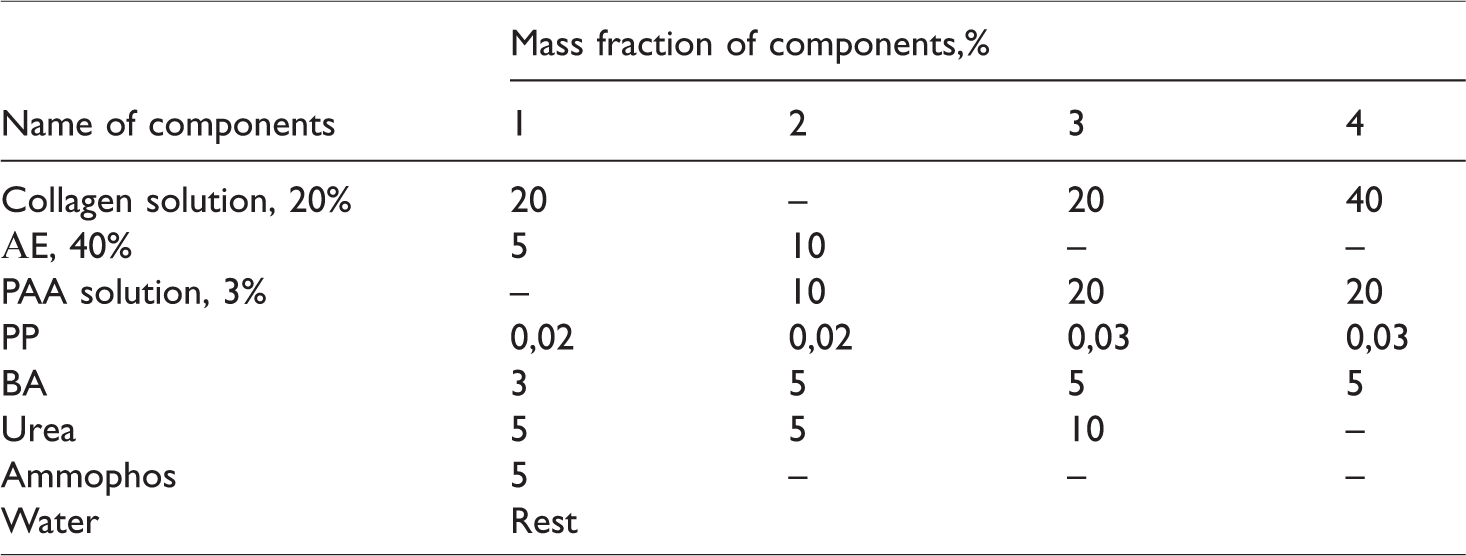
According to the primary results of the study, the best expected result was obtained using fire retardant composition № 3. The following studies on the sizing of threads and fire retardant processing of fabrics were carried out using this composition.
Fire retardant fabric processing
For successful application of the composition, preliminary preparation of the surface of the web is necessary in order to clean the materials from the sizing and other substances used in spinning and weaving [15]. As you know, in the process of sizing removal, the fabric, in addition to the sizing applied to the weaving, is cleaned of water-insoluble by-products contained in cotton.
The preparation of the canvas was carried out in two stages. First, the fabric was kept in a 5% soap-soda solution at a temperature of 90–95°C for 25–30 minutes. After washing in water and pressing, the fabric was kept at room temperature for 2 hours in solutions: а)
The composition was applied to the canvas using the following technology [22]: impregnation of the fire-retardant composition into the fabric; squeezing using squeeze shafts; drying at a temperature of 60–70°C; heat treatment at a temperature of 125–130°C for 5–7 minutes.
Fire-resistant processing of yarns at the stage of sizing
To combine the processes of sizing and fire-retardant processing of textile material, sizing was carried out with a fire-retardant composition. For sizing the warp yarn, a SHB-11/180 sizing machine was selected. The volume of the sizing vessel is 250 liters, and the sizing temperature was 70–75°C. Weft yarn, which comes directly from the spinning, is used as is, but sometimes it is rewound into small bobbins on a winding machine [23]. We carried out the sizing of the weft yarn with a fire retardant composition using a single thread sizing machine. In order to create a convenient winding for the next stage of the process, the weft yarn was rewound into 30 g shuttle bobbins. Fabric formation was made from warp and weft yarns that were sizing with a fire retardant composition. While observing the weaving process, it was found that processing with the composition positively affected the weaving process: the process became much easier and there were no cases of breakage of threads.
For comparative studies of physical-mechanical and fire-technical properties, fire-resistant fabrics were obtained in several ways (Table 2).
Methods of obtaining samples fire-resistant textile materials.

Methods of researching the properties of materials
The IR spectra of the samples were recorded in potassium bromide pellets on a Parker– Elmer System 2000 FT–IR spectrometer in the frequency range 400–4000 cm–1.
1H NMR spectra were recorded on a UNITY-400+“Varian” nuclear magnetic resonance spectrometer at an operating frequency of 400 MHz, trifluoroamine solvent.
The pH of the solutions is determined on an “EasyPlusTM Titration” automated titrator.
Enlarged images of canvases and threads were taken on a digital USB microscope, magnification up to 103 times.
The physical-mechanical properties of textile materials were studied at the CENTEXUZ TITLI certification center, room temperature – 20 ± 3°C, relative air humidity – 65 ± 5%. The linear density of the threads was determined using a reel “HM-3” and special scales “SK-60H” (Japan). The rupture characteristics of the yarns were determined using the STATIMAT C device (automatic tensile testing machine, Japan), which operates on the principle of a constant strain rate according to the standards DIN 51 221, DIN 53 834, ISO 2062. The breaking load of materials was determined on an AO-1 dynamometer (tensile testing machine), the maximum breaking strength of the device was 1000 N. The air conductivity of the materials was determined using an AP-36OSM air conductivity measuring instrument, the dimensions of the sample were 160x160 mm, and the pressure drop was 125 Pa. The abrasion resistance of the materials was determined on the device “Abrasive device M 235/3”, the dimensions of the sample is a circle with a diameter of 50 mm.
Fire-technical properties of fire-resistant textile materials were studied at the research center of the Institute of Fire Safety of the Ministry of Emergencies of the Republic of Uzbekistan. Using installation shown in Figure 1, was determined the loss of mass of the sample after exposure to fire for 30 s, the time of residual combustion, the time of smoldering, the length of the burnt part of the material.

Installation for determining the flame retardant properties of textile materials: 1 – tripod; 2 – a tray for charred residues; 3, 4 – holders; 5 – strap for fixing the sample; 6 – sample; 7 – gas burner attached to a tripod.
The coefficient of smoke formation of the samples was determined under the following conditions: temperature – 20 ± 3°C; atmospheric pressure – 97 ± 3 kPa; relative humidity – 65 ± 5%. Characteristics of measuring instruments: “Installation for determining the smoke generation coefficient”, type stopwatch – C-1-2a, sample size 40 × 40 × 0.5 mm, heat flux power P = 475 W (U = 235 V). The smoke generation coefficient D is determined by the formula:
Results and discussion
The mechanism of interaction of components
To elucidate the mechanism of interaction of components of fire-resistant textile material, IR and 1H NMR spectroscopic studies of the interaction products of CC and collagen with PP, AA and MMA were performed. The characteristic absorption bands of bonds in a macromolecule were found in the IR spectra of CC and collagen [20,21].
In the IR spectra of collagen and PP, absorption bands are found that are related to stretching and deformation vibrations of bonds in molecules (Table 3). In the IR spectra of the products of the interaction of collagen with PP, changes are observed in comparison with the starting materials (Figure 2).
The results of the analysis of the IR spectra of collagen, PP and the product of their interaction.


IR spectra of collagen (a) and the product of the interaction of collagen with PP (b). Conducted an analysis of changes in the spectra (Table 3).
In the product of the interaction of collagen with PP, the absorption band width
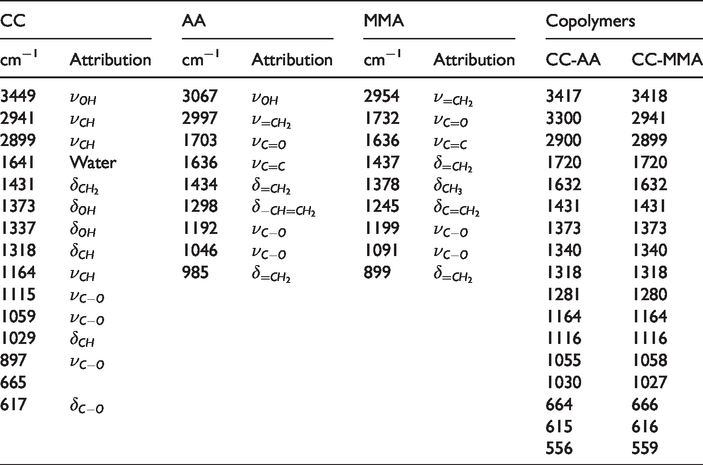
Analyzed the IR spectra of CC, AA, MMA and their copolymers (Table 4). The characteristic absorption bands of bond vibrations during the transition from one polymer to another hardly change; their frequency is located in a narrow range. The coincidence of the frequencies of the absorption bands in different copolymers indicates a sufficiently high purity of the original cellulose. In all copolymers there are crystalline regions, the spectrum of which appears at 1372-1374 cm–1 and amorphous regions, the spectrum of which appears at 2898-2900 cm–1. The copolymers retain absorption bands of stretching and deformation vibrations of the
The results of the analysis of the IR spectra of CC, monomers and copolymers.
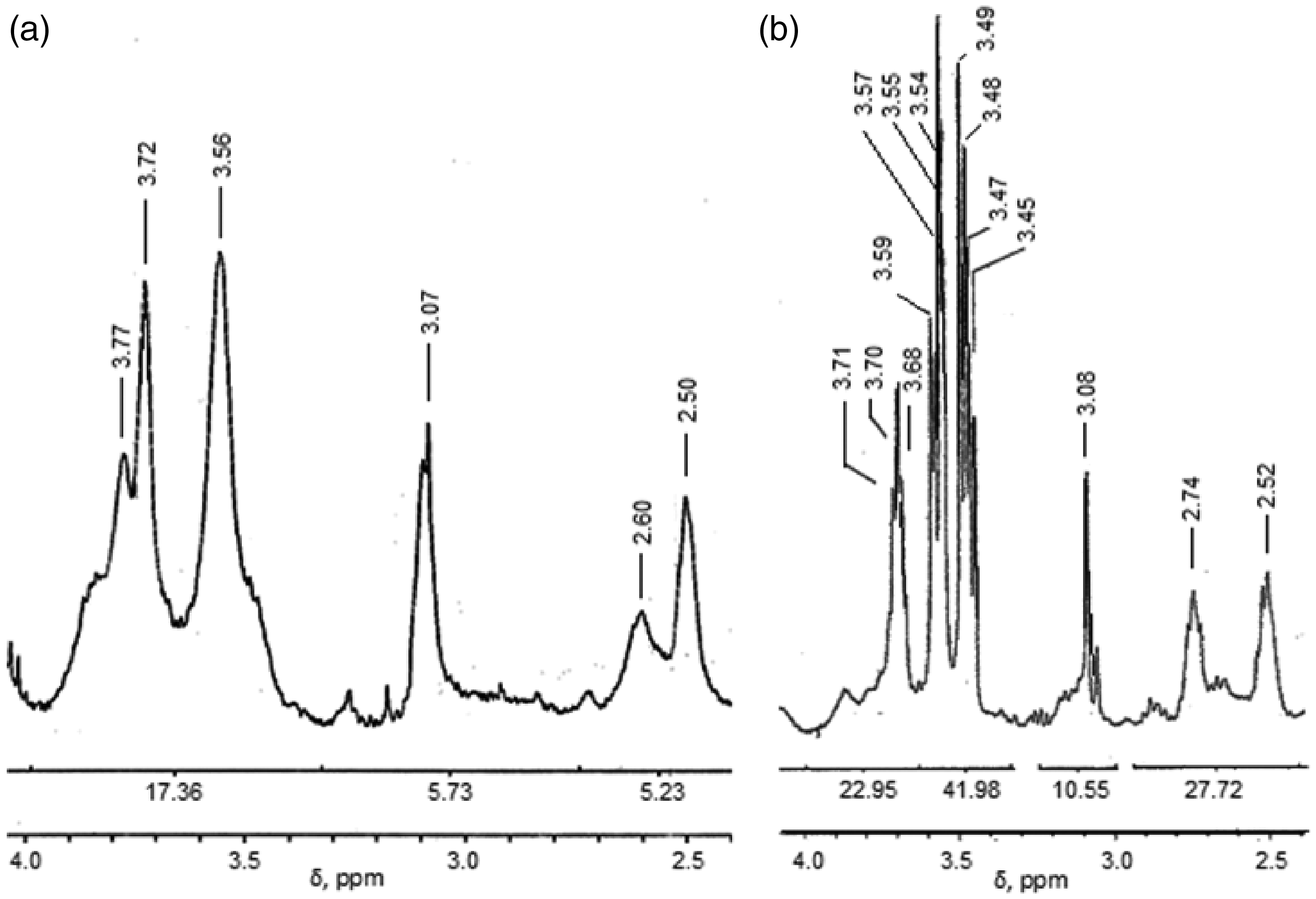
The 1H NMR spectra of cellulose and its copolymers were analyzed (Figure 3). The results of the analysis are summarized in Table 5. In the 1H NMR spectra of cellulose, signals of chemical shifts of protons of CH and CH2 groups were detected. There are multiple signals related to the protons of OH groups in the region of 2.5–4.5 ppm 1H NMR signal at 6.59 and 7.68 ppm refers to protons CH2OH.

1H NMR spectra of cellulose (a), copolymers of cellulose with MMA (b) and AA (c).
The results of 1H NMR spectral studies of grafted copolymers of CC.

*: d – doublet, s – singlet, q – quartet, m – multiplet; **: md – medium, lw – low, st – strong.
In the 1H NMR spectra of the copolymers of cellulose with AA and MMA, some changes were found in comparison with the spectra of cellulose (Table 4). Signals disappeared at 6.59 and 7.68 ppm. The number decreased and the position of the signals changed at 0.5–2.0 ppm. Intense and numerous signals appeared in the area of 2.0–5.5 ppm. The analysis showed the disappearance of some signals in the copolymers (2.72 ppm), an increase (3.25 ppm) or a decrease (3.56 ppm) of the intensity, an offset (2.96 by 3.03 ppm, 4.19 at 4.29 ppm and 4.43 at 4.59 ppm) of others. Moreover, the shift is observed mainly in the region of higher values of chemical shifts. Mono signal at 5.19 ppm turns into a singlet and a doublet with maxima of 5.09, 5.20 and 5.24 ppm. New 1H NMR signals appear at 3.72, 4.12, 4.15, 4.29 ppm and etc.
The shift of signals indicates the participation of protons in the reactions of interaction between cellulose, initiator and monomer. The new signals most likely relate to the protons of the grafted polymers and the OCH and OCH2 groups that bind it to cellulose. The observed changes in the 1H NMR spectra of the copolymers confirm the results of the analysis of IR spectra. Graft copolymerization is initiated through the oxygen atoms of cellulose. The growth of the grafted chains occurs according to a radical mechanism.
Now we analyze the 1H NMR spectra of collagen and its copolymers with acrylic monomers (Figure 4, Table 6). The chemical shift at 0.85 ppm, both in collagen and in its copolymers, is assigned to the protons of the CH3 group of alanine, valine, leucine and trionin. The chemical shift at 1.14 ppm probably refers to the protons of proline bound to nitrogen. Intense absorption bands at 1.32 ppm and 1.83 ppm probably belong to protons bound to nitrogen, the first for the –NH– groups, and the second for the primary amino groups of lysine and arginine and products of partial hydrolysis of the protein during its isolation. Signals of chemical shifts at 1.55 ppm and 1.67 ppm apparently belong to the protons of –CH2– groups bound to methylene groups. The proton of the peptide group shows a signal in the areas of 1.95 ppm, 2.23 ppm and 2.50 ppm Signal at 2.60 ppm refers to the proton of methylene groups of phenylalanine or histidine. Chemical shifts at 3.56–4.52 ppm belong to the proton –CH2–OH groups of serine, trionin, =CH–OH groups of hydroxyproline and –COOH groups of dicarboxylic acids, as well as products of partial protein hydrolysis.
1H NMR spectra of collagen (a) and a copolymer of collagen with AA (b).
The results of 1H NMR spectral studies of grafted collagen copolymers.

*: s – singlet, d – doublet, q – quartet, m – multiplet; **: st – strong, md – medium, lw – low.
In the 1H NMR spectra of the copolymers of collagen with AA and MMA, some changes in chemical shifts are observed. The signals of chemical proton shifts of the methyl, methylene groups of collagen and monomers are stored in both copolymers. The proton intensity of the vinyl groups of the monomers decreases, or they disappear in the copolymer. The signal intensity of the protons –NH– peptide group decreases at 1.32 ppm. Signal at 1.83 ppm in both copolymers remains almost unchanged. In the collagen copolymer with AA in the regions of 3.45–3.71 ppm, in the collagen copolymer with MMA in the regions of 3.40–3.71 ppm intense chemical shifts appear, attributed to protons of PAA or polymethylmethacrylate (PMMA). New absorption band at 2.74 ppm in copolymer AA and 2.70 ppm in the MMA copolymer most likely refers to the –CH2–NC2 proton, which indicates the grafting of PAA or PMMA to the nitrogen atom of the peptide group. This confirms the results of IR spectroscopic studies. The initiation of copolymerization is carried out by the interaction of free nitrogen electrons with electrons of double bonds of monomers, the growth of grafted polymer chains as a result of the sequential addition of the following monomer molecules by a radical mechanism.
According to the results of IR, 1H NMR spectroscopic studies, the following reaction scheme for the graft copolymerization of CC and collagen is proposed.
The formation of active centers in the interaction of cellulose and collagen macromolecules with PP:
The initiation and growth reactions of grafted polymer chains:



In the presence of CC, collagen and PP in the system, cellulose is grafted with collagen:
Joining macromolecules of AE or PAA to active centers:
The interaction of BA with cellulose fiber:
Production and properties of flame retardant textile materials
Preparation of fabric for processing
Preliminary preparation was made with solutions: а)
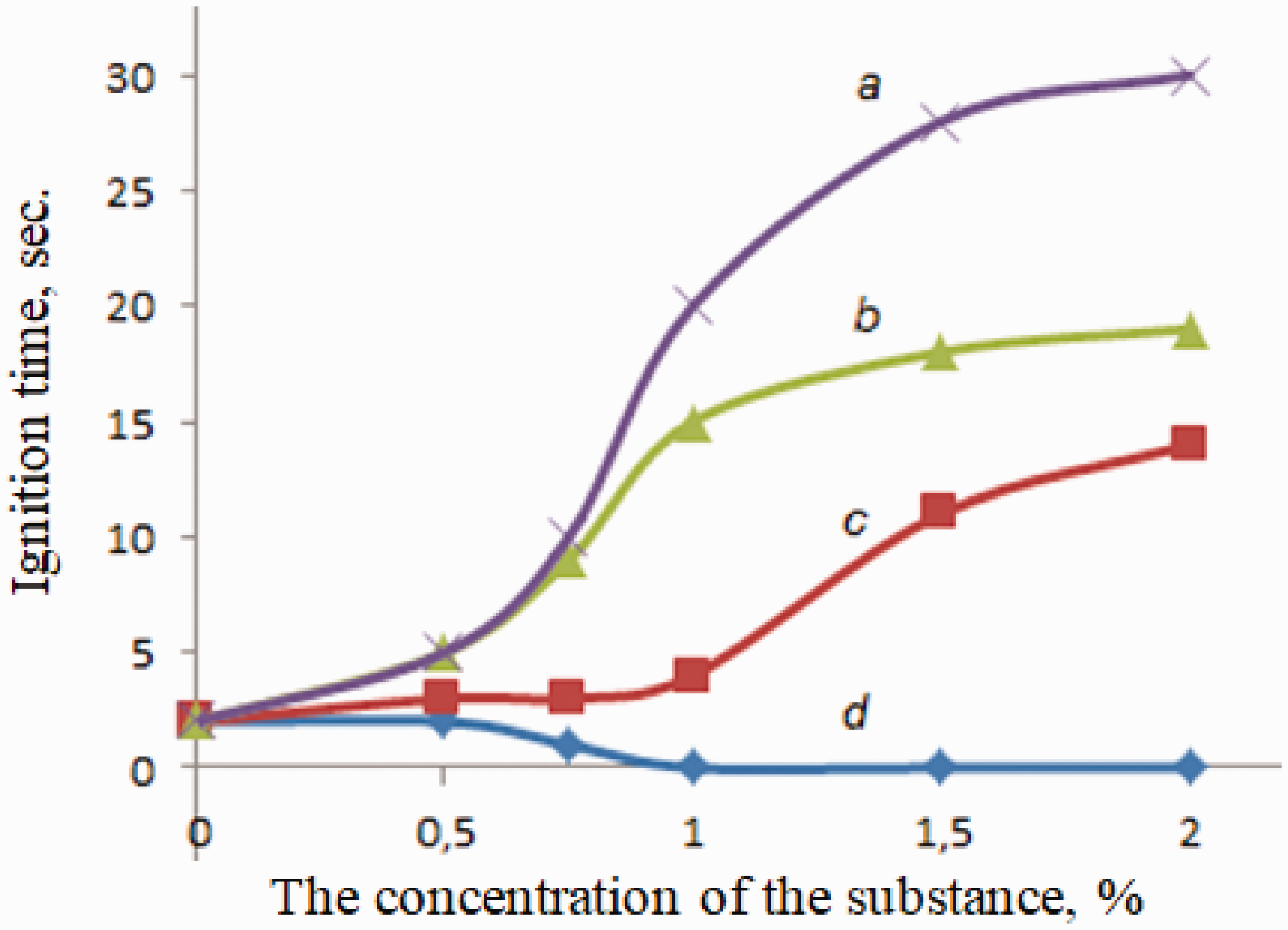
The dependence of the ignition time of the web on the concentration of the pre-treatment substance.
Due to the fact that the basis of the material is cotton fiber, it is unstable to acid, even under the influence of diluted acid, a decomposition process is observed. The solution
It was found that during preliminary processing in an alkaline medium, the fire resistance of the material can last up to 30 seconds. The reason for this is that alkali dissolves well the lignin of cellulose, sizing and other by-products, while increasing the porosity of cellulose. As a result, the hydroxyl groups of cellulose interact with PC under spatially and energetically favorable conditions, the number of active sites for grafted copolymerization increases, and the composition binds strongly to cellulose.
When exposed to caustic alkalis on the canvas, it began to swell, the surface gradually began to smooth and shimmer like silk, strength increased, and the absorption process of the composition improved. According to the research results, treating with a 2% NaOH solution before impregnating the textile fabric with the composition turned out to be the best option.
Yarn sizing
The main indicator of the quality of sizing is the adhesive strength of the sizing agent with the surface of the threads. It is determined by a number of physical-mechanical properties of the sizing strands, such as breaking load and elongation. Table 7 summarizes the physical-mechanical properties of the yarns coated with a fire-retardant composition and traditional starch sizing.
The effect of sizing on the physical-mechanical properties of the threads.

As can be seen from the data of Table 7, when using a starch solution, the strength of the thread increases, the tensile elongation decreases, the linear density increases by 71% compared with original thread. Of the three indicators, only one, the breaking load, can be considered positive. An excessive increase in linear density, firstly, leads to an increased consumption of the sizing substance, and secondly, it is difficult to remove it during the chemical finish of the fabric. When sizing with a collagen solution, the breaking load increases even more, the linear density of the yarns increases by 32%, but the elongation of the yarns decreases by 56%. A film of pure collagen turned out to be more fragile. The presence of PAA in the fire retardant composition improves the elasticity of the film, therefore, the elongation at break is almost the same as the original thread, which is a positive point. Thus, the flame retardant composition turned out to be the most suitable sizing solution.
A noticeable improvement in the structure of fibers and material as a result of processing can be seen in Figure 6.
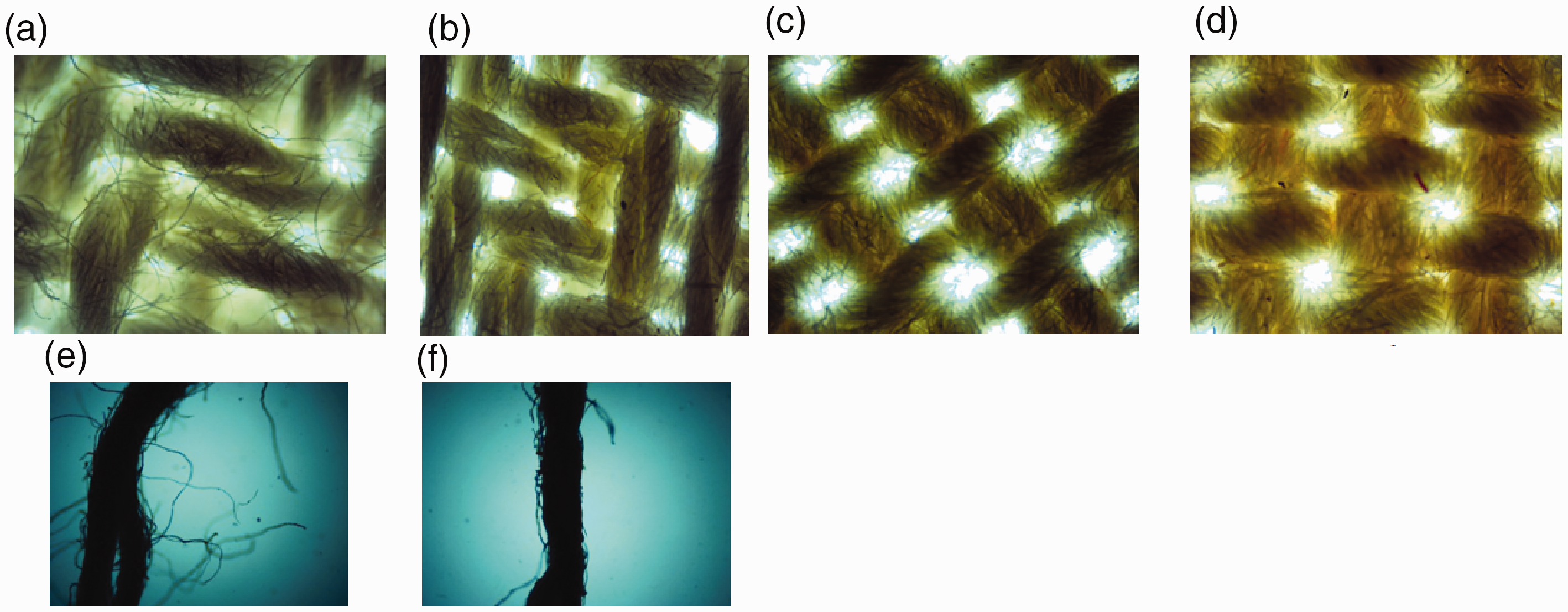
Enlarged images of threads and materials: (a and c) untreated fabrics; (b and d) the base and weft of fabrics are sized with a fire retardant composition; (e) not sizing thread, (f) sizing thread.
It should be noted that as a result of a good absorption of the composition into the threads, small fibers, whose ignition energy is low, almost disappear. And in the material woven from these threads, the porosity of the fabric is preserved, which is especially necessary to ensure sufficient air conduction.
The effect of sizing on the fire resistance of the material was determined along the length of the burnt part of the fabric with direct exposure to fire (Figure 7).

The dependence of the burn length on the time of the fire: 1-untreated, processed 2-warp, 3-warp and weft.
The burnt part of the fabric with processed warp and weft threads is 4–5 times less than untreated fabric and 3–4 times less than fabric with treated warp threads. It became known that the fire-technical properties of fabrics with processed warp and weft threads fully comply with the standards of fire-resistant fabrics.
Materials properties
The following studies were carried out with the aim of a comprehensive assessment of the physical-mechanical and fire-technical properties of fabrics obtained in various ways. Methods of obtaining materials are shown in Table 2. First, the physical-mechanical properties of the materials were investigated (Table 8).
Physical-mechanical properties of fire-resistant fabrics obtained in various ways.

*1 – Yarns and fabric were not processed, 2 – Fire retardant processing surface of the fabric, 3 – Fire retardant treatment of warp yarn only, 4 – Fire retardant processing of the main yarn, then the surface of the fabric, 5 – Fire retardant processing of warp and weft yarns.
From the Table 8 shows that any kind of treatment positively affects the mechanical stability of the fabric. Most importantly, the mechanical properties of the fabric with processed warp and weft yarns showed a high result, while maintaining a high level of air permeability compared to other methods. The air conductivity coefficient of this sample is even higher than that of untreated fabric, and the surface density is increased by only 25%. This circumstance provides excellent sanitary and hygienic properties of special clothing made of such a fabric. On fire-technical properties, samples 2, 4 and 5 showed positive results. Among them, the minimum mass loss under the influence of fire (5%) and the maximum oxygen index LOI (29%) are observed in the sample with processed warp and weft threads (Figure 8).

Dependence of mass loss, % (a) and oxygen index, % (b) of samples on the method of obtaining material.
Continuing experiments on the study of fire-technical properties, we determined the ability of ignition and sustainable combustion of fabrics. The residual burning time, smoldering time, and the length of the charred part of samples 2, 4, and 5 allows us to classify them as fire-resistant materials (Figure 9). The best indicators are samples № 4 and № 5. In these samples, the cotton is completely covered with a protective film, so there is no instant contact between the cotton and fire. After removing the fire, smoldering ceases immediately.

Diagram of fire-technical properties of fabrics obtained in various ways: a – is the residual burning time, s; b – smoldering time, s; c – is the length of the charring part, %.
For industrial implementation, the most promising and economically profitable way is № 5. In this method, flame retardant processing of the material occurs at the stage of sizing the threads. The size will forever remain in the material, performing a fire-retardant function.
Another important indicator was determined – the smoke generation coefficient fire-resistant textile materials (Table 9).
The smoke generation coefficient of fire-resistant fabrics obtained in various ways.

The smoke generation coefficient of the fabric obtained by sizing (2) corresponds to a group of materials with moderate smoke formation. The coefficient of smoke formation of fabrics obtained by processing the warp threads, then by sizing (4), as well as by sizing the warp and weft threads (5), corresponds to the best group of materials – with low smoke forming ability.
A preliminary check of the stability of the size and flame retardant during wet processing was carried out. After soaking in hot water and a 2% soap solution, 15% of the starch sizing remains, the collagen sizing is removed almost completely, partially (about 10%) the fire-retardant sizing is removed. If subsequently it is required to remove the size, only collagen should be used. If you leave the size in the material forever, you need to use a fire retardant composition. Collagen protein molecules contain many functional groups; reagents can be selected for chemical finishing and dyeing of the material.
Thus, comprehensive studies of the physical-mechanical and fire-technical properties of fire-resistant fabrics obtained by various methods make it possible to evaluate the fabrics obtained by treating warp and weft with a fire-retardant composition as difficult combustible textile materials and consider them to the best variant.
Findings
Grafting of a composition containing collagen, boric acid and urea as a flame retardant, collagen and polyacrylamide as a flame retardant and binder polymers, using potassium persulfate, to cellulose of textile material allows obtaining a highly effective fire-resistant material. The introduction of grafted collagen and polyacrylamide into the composition, along with making the material non-flammable when exposed to direct fire, reduces smoke time and smoke generation coefficient, makes it possible to produce fire-resistant textile material belonging to the highest category. Sizing with a fire-retardant composition of the main and weft yarns using collagen, grafting, subsequent fabric formation reduces the technological operations of the production of fire-resistant material, contributes to the conservation of natural resources, as well as solving the environmental problem. The main advantage of the method is that there is no need to remove the size after the formation of the fabric, it must be left forever. The proposed processing method is designed for cotton fabric. It can be applied to other natural fibrous materials from flax, wool and silk. The high physical-mechanical and fire-technical properties of the materials make it possible to recommend them in the production of special clothing for employees of the fire safety service, employees of enterprises associated with high temperature and fire.
Footnotes
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.