
Abstract
By virtue of the light-weight, high conductivity, and extraordinary strength, carbon nanotube yarns (CNT yarn, CNTY) are attractive candidates for promoting wearable electronic textiles. However, the unstable conductivity of the CNTY due to piezoelectric characterization of the CNTs may severely affect the conductive performance of the CNTY that is woven into smart textiles. Herein, we report a highly stretchable and stable electro-conductive yarn fabricated by wrapping CNTY on the multifilament polyester yarn (MPY). The stretchable CNTY/MPY wrapping yarn exhibited not only significant-high tensile force (∼727.60 cN) but also ultra-high tensile strain (∼142.76%) compared to pristine CNTY (tensile force ∼211 cN, strain ∼20%). Furthermore, the CNTY/MPY wrapping yarn displayed very limited decrement (<0.5%) of resistance changes after cyclic loading and could still work even during ∼60% stretching. Moreover, this CNTY/MPY wrapping yarn presented steady-state temperature (205.5 °C) with a high quick electro-thermal response (with 1 s) when applied with 2 V voltage. In addition, the CNTY/MPY wrapping yarn could retain the electro-thermal stability when sewed into gloves, displaying low temperature-changes (<2%) under various deformations. Our work explored the potential applications of CNTY/MPY wrapping yarn for wearable smart textiles.
Keywords
Introduction
Smart textiles have attracted much attention due to their promising applications, including physiological signals monitoring devices, supercapacitors, energy storage devices, stretchable circuits [1–4]. As an important portion of smart textiles, wearable electronics are widely known as electronics or conductive materials which are generally combined with textiles. However, the traditional conductors such as metal or carbon fibers are rigid and brittle, improper to be integrated with deformable and stretchable electronic devices [5]. Therefore, it is essential to explore stretchable electro-conductive yarn with stable electrical properties in wearable electronics at any deforming (e.g., bending, torsion, folding, and stretching) [6–10].
In the past few years, to obtain the stretchable electro-conductive yarn, the utilization of various conductive materials has been carried out by scholars. Such as the conductive polymer coating fiber [11,12], metal nanowires [13], graphene/reduced graphene oxide fiber [14]. However, these fibers processes very limited tensile strains and far away from the general requirement for notable deformation (strain >10%) [15] of conductive stretchable yarns.
Notably, carbon nanotube yarn exhibits excellent mechanical and electrical properties showing good elastic strain (∼5%), failure strain (∼20%) as well as excellent wear resistance, due to the superb features of inherent individual CNT. Hence, numerous attempts have been taken to innovate the stretchable conductor based on carbon nanotube yarn [16–19]. For instance, in order to prepare a CNT-Ni-Cu composite fiber as the flexible conductor, coating on CNT fiber with Cu metal layer and introducing a buffer layer of Ni nano particles buffer layer before depositing the Cu layer, which exhibits high strength (>800 MPa) and large electrical conductivity (>2 × 107 S/m) [20]. Yin et al. [21] fabricated silk-sheathed CNT wire by deposing and electro spun silk nanofiber on the surface of the CNT core yarn, which had good flexibility, excellent robustness, and stable properties during external variables. Kim et al. [8] manufactured another type of yarn by letting CNT fibers grown on a flexible substrate and thus had a highly elastic strain along with extreme sensitivity, responsive, and durability. Nevertheless, the resistance of these conductive CNT yarns/fibers are unstable under deformation (especially: tension, stretching, bending) due to the inherent resistance of CNTs increases linearly with tensile strain increase (piezoelectric characterizations), which leads to a deterioration in electrical performance. Accordingly, the requirements of the stretchability and the electro-stability of the conductor wires were still great challenges for smart wearable electronics.
Herein, we report a simple technique by wrapping carbon nanotube yarn on the multifilament polyester yarn to form a spring-like structure, displaying a high tensile force (∼727.60 cN), excellent tensile strain (∼142.76%) along with stable electrical property of this CNTY/MPY wrapping yarn. In this particular helical structure, the multifilament polyester yarn core yarn was adapted to support the strength and elasticity for the CNT sheath yarn. Meantime, the core yarn protects the helical sheath yarn from fracture during the stretching and bending process. The CNTY/MPY wrapping yarn showed a stable electrothermal property in different strains (0%, 10%, 20%, 30% and 40%), and the temperature could be accurately controlled by an applied voltage. These yarns could be threaded into various textile structures, which provided an essential basis for the applications of the high tensile strain, outstanding electrical stability as well as great electrothermal stability smart wearable textiles.
Materials and methods
Materials
In this work, carbon nanotube sheath yarn (density was 0.629 g/cm3, twist angle ∼ 30°) with a diameter of 165 µm was purchased from the Suzhou Institute of Nano-Tech and Nano-Bionics, which was synthesized by the chemical vapor deposition (CVD) method. The multifilament polyester yarn (density, 1.89 g/cm3) was utilized as a core yarn with a linear density of 265 dtex/48 f (195 µm) supplied by Zhejiang guxiandao material Co. LTD (China).
Methods
Fabrication of the CNTY/MPY wrapping yarn
The CNTY/MPY wrapping yarn with a unique helical core - sheath structure was prepared from a purpose built controllable wrapping device. The carbon nanotube yarn formed a helical sheath was wrapped on the core yarn of multifilament polyester yarns using a motor (pretension was 0.1 N), where the two ends of core yarn were attached to two motors. To test the mechanical and electrical properties of CNTY/MPY wrapping yarn, we prepared different wrapping numbers of the yarn. Twist per meter (TPM) were 400, 700, 1000, 1300, 1700, respectively.
The CNTY/MPY wrapping yarn was obtained by wrapping a CNTY on the multifilament polyester yarn, as shown in Figure 1. The picture of the purpose built controllable wrapping device was shown in online Figure S1. The helical structure of carbon nanotube yarn and intrinsic elasticity of multifilament polyester yarn endow the CNTY/MPY wrapping yarn with excellent mechanical and electrical stability. Besides, the ultralight CNTY sheath yarn and multifilament polyester core yarn in together provide the feature of light-weight to CNTY/MPY wrapping yarn, establishing this wrapping yarn as lighter yarn to replace the conventional metal electronics conductor in wearable smart textiles.

Fabrication of CNTY/MPY wrapping yarn, the schematic illustration for the fabrication process of CNTY/MPY wrapping yarn.
Characterization
The Scanning Electron Microscope (SEM, TM3000, Hitachi) and Polarized Light Microscopy (Nikon LV 100Pol, Olympus) were carried out to characterize the surface morphology of the CNTY/MPY wrapping yarn and CNTY. Notably, the microstructure and the microstructural property of CNTs were observed by Transmission Electron Microscopy (TEM, JEOLJEM-2100 at 200 kV) and Raman Spectroscopy Analyses (Renishaw in Via Raman microscope, 532 nm), respectively. The pure CNTY was qualitatively and quantitatively analyzed by Fourier transform infrared spectroscopy (FTIR, Spectrum Two, UK). All samples were measured at 20 ± 1°C and 65 ± 2% relative humidity.
The tensile property and the cyclic loading - unloading tests of the yarn were tested with a tensile testing machine (XS-2, Shanghai Xusai Instrument Co. LTD., China), in which the clamp distance and the crosshead speed were 10 mm and 1 mm/min, respectively. The electrical conductivity of the yarn was tested using a two-point probe measurement method (clamp distance was 10 mm). A digital multimeter (Agilent, 34,405 A, USA) was used to test the changing of the resistance during the stretching process. The electro-thermal property of the yarns observed with a thermal camera (Fotric 225, IRS SYSTEM, USA).
Results and discussion
Morphological characterization
Figure 2(a) showed the Scanning Electron Microscopy (SEM) image of the CNTY/MPY wrapping yarn (diameter 250-300 µm), where the CNTY was uniformly wrapped on the multifilament polyester yarn. Figure 2(b) and (c) were the SEM images of the CNTY at different magnifications, showing a twist angle of ∼30 degrees. The Transmission Electron Microscopy (TEM) images as shown Figure 2(d) exhibited the flexible CNTY was composed of tangled multi-walled carbon nanotubes (diameter 10–20 nm, 20 walls).

(a) SEM image of the CNTY/MPY wrapping yarn, (b) SEM image of the sheath CNTY, (c) Magnified view of the CNT bundles, (d) TEM image of the CNTY.
Property characterization of carbon nanotube yarn
Figure 3(a) and (b) have shown the stress-strain and resistance change ratio-strain curves of the carbon nanotube yarn, respectively. According to Figure 3(a), the tensile stress, tensile strain and modulus of the carbon nanotube yarn were obtained respectively about 124.41 MPa, 21.16%, and 3.05 GPa. Figure 3(b) revealed the liner increment on the electrical resistance changing of the carbon nanotube yarn in respect to strain, along with the value of 514 S/cm and 2.45 which corresponds to the electrical conductivity and gauge factor of carbon nanotube yarn.

(a) Tensile stress – tensile strain curve and (b) Resistance change ratio – tensile strain curve, (c) Raman spectra and (d) Fourier transform infrared spectroscopy image of pristine CNTY.
Figure 3(c) showed the Raman spectrum of CNTY, where D peak and G peak represented respectively, defect or heteroatom doping of a carbon atom lattice and in-plane stretching vibration of a carbon atom sp2 hybrid. The structure quality of the CNT through the ratio of the intensity of the D peak to the G peak that is ID/IG value [22,23]. In this work, the ID/IG value (0.25) of the CNTY indicating fewer defects within the CNTY structure. In addition, the function group of carbon nanotube was characterized by the Fourier transform infrared spectrum, as shown in Figure 3(d) and online Table S1, where the E1u vibration peak of the carbon nanotube was a peak at 1629 cm−1 representing a graphitized structure of the carbon nanotube [24].
Tensile properties
The Figure 4(a) and online Figure S2 showed the tensile force of the CNTY/MPY wrapping yarn (TPM 1700) was higher than the sum of the tensile force (727.60 cN) of multifilament polyester yarn (491.5 cN) plus carbon nanotube yarn (185.4 cN). Because there was a force enhancement between the carbon nanotube yarn and multifilament polyester yarn, which can be explained to three points [25]. Firstly, during the stretching process, there was a lateral compression effect of the CNTY/MPY wrapping yarn under axial load, which called the Poisson's ratio [26]. This consequence of lateral compression leads to a contraction between the carbon nanotube yarn and the multifilament polyester yarn and the tensile force of CNTY/MPY wrapping yarn was increased [16,27]. Secondly, the contact area between the CNTY and MPY increased due to the lateral compression, which is beneficial to the load transferring between the inner and outer layer of CNTY/MPY wrapping yarn. Thirdly, the CNTY was densification due to the compression effect, and the Van Der Waals of the CNTs increased and thus the strength of the CNTY increased, as shown in Figure 4(c) and online Figure S3 [24].The tensile force of the CNTY/MPY wrapping yarn increased due to the synergistic effect between the carbon nanotube yarn and multifilament polyester yarn.

(a) Mechanical performance of tensile force-strain of the different twist numbers of CNTY/MPY wrapping yarn, Pristine CNTY, and Multifilament polyester yarn, (b) Tensile force - time curves at cyclic loading, (c) Schematic diagram of the interactions between carbon nanotube yarn and multifilament polyester yarn before and after stretching.
Moreover, the tensile force and tensile strain of the CNTY/MPY wrapping yarn with TPM 1700 were 727.60 cN and 142.76%, respectively, which was 2.4 times of the CNTY/MPY wrapping yarn with TPM 400 (tensile force 297.9 cN, strain 35.33%), demonstrating that the higher wrapping numbers (TPM1700) [28] endowed both higher tensile force and tensile strain with CNTY/MPY wrapping yarns. Because the increase of the wrapping number and twist angle leads to an increase in the tensile force and tensile strain of the spring-like CNTY loop opening phenomenon, as shown in Figures 4(a), 5, and 6.

(a) to (f) Polarized light microscope images of the CNTY/MPY wrapping yarn (TPM1700) at different tensile strain (strain 0%, 20%, 40%, 60%, 80%, 100%).

Twist angle of CNTY/MPY wrapping yarn with different twist.
Furthermore, the tensile force of the CNTY/MPY wrapping yarn with a “spring-like” structure decreased approximately by 14% after the first five cycles, which was due to the stress relaxation and the realignment of CNTs in the initial stretching stage [29]. The tensile force maintains then a constancy during the following loading-unloading period (tensile strain was 20%), as shown in Figure 4(b). This CNTY/MPY wrapping yarn demonstrated a relatively large failure strain and mechanical properties compared to pure carbon nanotube yarn, typically within the range of 142.7%.
Electrical properties
As shown in Figure 7(a), the CNTY/MPY wrapping yarns with suitable TPMs (400-1700) exhibit stable electrical resistance at a range of strain, while the pristine CNTYs electrical resistance increases linearly with the tensile strain. In addition, CNTY/MPY wrapping yarns electrical stability under strain increased with the increment of TPMs (stable up to 10%, 25%, 35%, 45%, 60% for TPM 400, 700, 1000, 1300, and 1700, respectively). Similarly, the relative resistance change ratio of the CNTY/MPY wrapping yarns have the same trend while the TPM 400, 700, 1000, 1300, and 1700 are stable up to 10%, 25%, 35%, 45% and 60% respectively (Figure 7(b)). This behavior comes from the exceptional spring-like structure of the CNTY/MPY wrapping yarn and large elasticity of MPY (142.99%, online Figure S4). Within a specific tensile strain (<60%), only the straight core yarn (multifilament polyester yarn) of the CNTY/MPY wrapping yarn was stretched, while the spring-like sheath yarn (carbon nanotube yarn) was slightly deformed. Therefore, the CNTY/MPY wrapping yarn showed a stable electrical property where the resistance change ratio lower than 0.11 at the initial strain. On the other hand, when the CNT sheath yarn in totally straightened, the electrical resistance change ratio of the CNTY/MPY wrapping yarn increased with the increment of the applied strain, due to the piezoelectric characterization [30] of the CNTY under load.
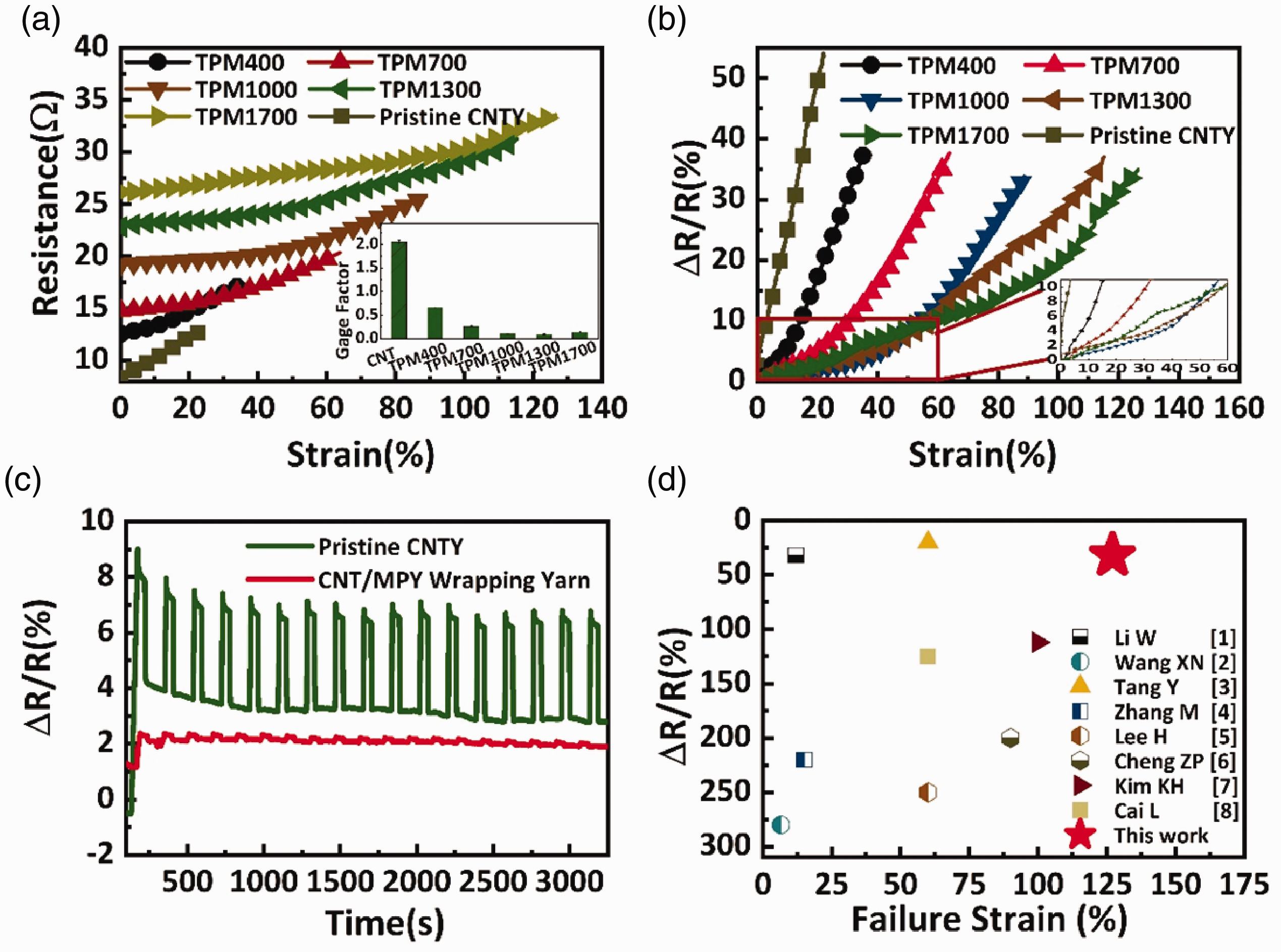
(a) Resistance-tensile strain curves and gauge factor of pristine CNTY and CNTY/MPY wrapping yarn, (b) Resistance changing ratio - tensile strain curves of the pristine CNTY and CNTY/MPY wrapping yarn, (c) Resistance change ratio - time curves during cyclic loading of pristine CNTY and CNTY/MPY wrapping yarn, (d) Resistance change ratio - tensile strain of conductive yarn/fiber reported in references.
Furthermore, the sensing properties of the carbon nanotube yarn was characterized by the gauge factor, which was calculated based on relative resistance change ratio at a specific strain.
The resistance change ratio of the CNTY and CNTY/MPY wrapping yarn under cyclic loading was measured as shown in Figure 7(c). The resistance change ratio of the CNTY/MPY wrapping yarn was relatively constant (≤1%) during the subsequent cyclic loading. In contrast, the pristine CNTY has a decrease of 6.5% due to the improvement of the bundle orientation and structural compactness, confirming that the CNTY/MPY wrapping yarn has strong protective effect on the CNTY [31]. Different form the elastic cotton/polyurethane (PU) core-spun yarn [32], which has an admirable strain, high gauge factor but unstable electrical properties. The CNTY/MPY wrapping yarn not only exhibited high electrical stability but also excellent flexibility (strain > 60%, △R/R < 10%). In addition, compared with other metals (copper wire, conductive coating fiber) [20], within a specific strain range (within 60%, TPM 1700), the resistance change ratio of the CNTY/MPY wrapping yarn was lower than 8% under various deformation conditions (torsion, bending, folding, and stretching, as shown in Figure 8). This excellent performance of stretchable and stable electrical property of CNTY/MPY wrapping yarn could replace metal wires in stretchable smart textiles.

Photographs of the CNTY/MPY wrapping yarn under (a) stretching, (b) bending and (c) knotting.
The CNTY/MPY wrapping yarn maintained high stretchability and stable electrical properties (strain > 60%, △R/R < 10%) compared with CNT-based composites [31,33], metal nanowires [34,35], graphene-based composites yarn [1], and graphite composites yarn [14] in literature, as shown in Figure 7(d), which displayed either high strain and unstable electrical property or stable electrical property but low strain.
Electrothermal properties
With the increase of the applied voltage, the temperature of the CNTY/MPY wrapping yarn also displayed a gradient increased simultaneously. The surface thermal temperature of the CNTY/MPY wrapping yarn was almost equal under the same voltage showing the deviation floats within 2°C, which indicated the accurate control of the temperature of the CNTY/MPY wrapping yarn by the voltage, as shown in Figure 9(a) and (b). Finally, it represented a highly repeatable, stable, and a promising potential in the intelligent temperature control field.

Electrothermal properties of CNTY/MPY wrapping yarns. (a) Temperature-time under different voltages conditions, (b) A stepped voltage from 0.5 to 2.0 V and then from 2.0 to 0.5 V of CNTY/MPY wrapping yarn, (c) Electrothermal behaviors of CNTY/MPY wrapping yarn under bending and (d) Optical images and thermal images, (e) Different tensile strain of temperature-time curves at 1 V voltage and (f) Optical micrographs and thermal images, (g) Photograph of a bulb connects with CNTY/MPY wrapping yarn based on different strains.
To demonstrate the multifunctionality of CNTY/MPY wrapping yarn in smart textiles, the CNTY/MPY wrapping yarn was embedded into fabric as an electrothermal glove. The surface temperature of the glove had a slight decrease (∼2%) from 41.1°C to 40.6°C and then kept a near constancy which proves that the CNTY/MPY wrapping yarn has potential applications for thermal gloves or electrothermal fabric, as shown in Figure 9(c) and (d) and online Figure S6. In addition, the CNTY/MPY wrapping yarn showed a stable thermal property at different tensile strains (TPM 1700, the voltage was 1.0 V, and the tensile strain was 0%, 10%, 20%, 30%, and 40%, respectively), where the temperature was changed within 1%, as shown in Figure 9(e) and (f). This CNTY/MPY wrapping yarn as a conductive yarn was connected to a small bulb. The bulb showed a stable brightness under different tensile strains (0%, 40%), explaining the good elasticity and stable electrothermal performance of the CNTY/MPY wrapping yarn, as shown in Figure 9(g).
Conclusions
In this study, we proposed an effective method to fabricate CNTY/MPY core-sheath yarn by wrapping the CNTY on the multifilament polyester yarn without damaging its structure. The lightweight CNTY/MPY wrapping yarn showed high tensile force (∼727.60 cN), high tensile strain (∼142.76%) as well as stable electrical and electrothermal properties to withstand various deformation, including bending, torsion, folding, and stretching. Moreover, the CNTY/MPY wrapping yarn can be sewn into fabrics or connected with bulb, showing excellent electrothermal stability during different deformations. The CNTY/MPY wrapping yarn due to its excellent electrical stability, mechanical properties as well as stable electrothermal performance has a great potential in smart textile electronic.
Supplemental Material
sj-pdf-1-jit-10.1177_1528083720957404 - Supplemental material for Highly stretchable electro-conductive yarn via wrapping carbon nanotube yarn on multifilament polyester yarn
Supplemental material, sj-pdf-1-jit-10.1177_1528083720957404 for Highly stretchable electro-conductive yarn via wrapping carbon nanotube yarn on multifilament polyester yarn by Xiaoxiao Wei, Mohamed Amine Aouraghe, Shasha Pang, Farial Islam Farha, Sidra Saleemi, Kun Zhang, Wei Liu and Fujun Xu in Journal of Industrial Textiles
Footnotes
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, author-ship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: The Fundamental Research Funds for the Central Universities (Grant No. 2232019 G-02) and DHU Distinguished Young Professor Program, as well as Shanghai Natural Science Foundation (Grant No.17ZR1400800) and Shanghai Education Committee (Grant No. ZZgcd14016).
Supplemental material
Supplemental material for this article is available online.
References
Supplementary Material
Please find the following supplemental material available below.
For Open Access articles published under a Creative Commons License, all supplemental material carries the same license as the article it is associated with.
For non-Open Access articles published, all supplemental material carries a non-exclusive license, and permission requests for re-use of supplemental material or any part of supplemental material shall be sent directly to the copyright owner as specified in the copyright notice associated with the article.