
Abstract
This article investigates melt spinning of polypropylene (PP) with high-density polyethylene (HDPE) and linear low-density polyethylene (LLDPE) blend fibers at different compositions, as well as the effects of HDPE and LLDPE on the bonding ability of blend fibers in thermal bonding process at different temperatures have been studied. HDPE and LLDPE were added to PP at 3, 5, 7, and 10 wt% to measure the upper threshold of such blends. While HDPE was added up to 7 wt%, PP/LLDPE blend fibers were only spun up to 3 wt% of LLDPE. Differential scanning calorimetry (DSC) revealed that increasing both HDPE and LLDPE contents lead to higher crystallinity values due to polyethylenes nucleating effect on PP. By adding HDPE and LLDPE, the tensile strength of blend fibers before and after bonding was decreased drastically compared to pure PP fibers. On the other hand, the addition of HDPE to PP and increasing bonding temperature enhanced bonding strength.
Introduction
The blending of polymeric materials has always been an efficient and cost-effective way to enhance properties and develop innovative materials [1–5]. Besides, blending provides other features such as easier processability and reduction in the cost of the final product in which there is no requirement for synthesizing new materials [6,7].
Among commercially available polymers, polypropylene (PP) and polyethylene (PE) have been used extensively due to their suitable physical and processing properties [8]. Low-cost [9], heat resistance [10], chemical resistance [11], low surface energy [12], ease of processability [13], and good mechanical properties make PP a perfect material in a variety of applications [14,15]. However, the unfavorable plastic-like properties of PP fibers and its low impact strength are the main shortcomings of PP which can be enhanced by using tougher and softer materials such as polyethylene, block copolymers such as styrene-ethylene/butylene-styrene (SEBS), as well as elastomers such as ethylene-vinyl acetate (EVA) [7,14,16,17]. Among the aforementioned polymers, PE is one of the polymers of interest due to its high ductility [18], low cost, and low melting point [19] which make it advantageous in melt processing. PP/PE blend fibers can be compounded at different compositions with varying cross-section configurations such as sheath-core, side-by-side, islands-in-the-sea, and segmented-pie to provide specific properties for different applications [20]. Among many polymer blends combinations, PP/PE blends have proven good compatibility with superior mechanical properties compared to other polyblend fibers due to their analogous chemical structures [20,21]. However, they are considered immiscible blends due to the saturated sp3 carbon atoms as well as the lack of polar groups in their structures [21].
PP fibers have been comprehensively used in different applications. One of the most demanding areas is in manufacturing of nonwoven fabrics. PP is used widely in medical [22,23], hygiene [24], filtration [25,26], automotive [27], and geotextile [28] applications; thus, it is necessary to provide both technical and desirable tactile-feel aspects of the final product [17]. By blending PP with other polymers such as PE, those features may be achieved. Moreover, it has been always appealing to increase bonding speed commercially. One of the proper ways is to use lower melting point polymers [29]. This feature can be provided by blend fibers. As a result, polymer with lower melting temperature melts easily whereas the other one lingers unharmed in the thermal bonding process [30–32].
Furthermore, polyethylene may be individually used in different polyblend fibers combinations to provide lower thermal bonding temperatures and delivers smooth fiber handle as well [33]. When PP/PE blend fibers used in the thermal bonding process, polyethylene with a lower melting point, melts quickly and its molecular chain segments diffuse into across fiber-fiber boundaries leading to stronger bonds [33].
PP/PE bicomponent sheath-core fibers have been investigated by different researchers. Likewise, bonding formation in such bico fibers in nonwoven processes such as thermal calender bonding has been explored. The production of bicomponent fibers is more time-consuming and more expensive than polyblend fibers (the fibers produced in this study), as extra extruder and spinnerets with different capillary configurations are required. Nevertheless, implementing PP/PE blend fibers to evaluate their thermal bonding capability has not been done so far. This work studies the feasibility of melt spinning of PP/HDPE and PP/LLDPE blend fibers in an industrial scale and the influence of HDPE and LLDPE on the bonding strength of blend fibers was investigated.
Experimental
Materials and blend preparation
High melt flow fiber grade PP, FM HPPZ30S, was purchased from FM Plastics (Bultwag, Netherlands). HDPE, HD 6719, was obtained from ExxonMobil (Huston, USA) and LLDPE, M500026 was supplied by Sabic (St. Louis, USA). Table 1 represents the properties of raw materials. PP was melt-blended and spun with 3, 5, 7, and 10 wt % HDPE and LLDPE to produce fibers. However, blend compositions of 90/10 wt % of PP/HDPE, as well as 95/5 and 93/7 wt % of PP/LLDPE, were not possible to be spun due to the weak melt strength [34] and high melt flow instabilities of molten polymers [35]. Figure 1 shows the design of the experiment and the feasibility of fiber formation at different blend compositions of this study.
Physical properties of PP, HDPE, and LLDPE used in this study.

Melt flow index (MFI) values were measured with 2.16 kg weight.

Design of experiment of pure PP and blend polymers.
Melt spinning
The melt spinning was carried out by physical mixing of pure components followed by using a single-screw extruder (Automatik, Germany, screw diameter of 36 mm, L:D = 24) equipped with a 3.3 mL/rev metering pump and a double-head spinneret (each consists 36 holes, and diameter of 250 µm). As illustrated in Table 2, the temperatures of spinneret and extruder remained constant for all samples. The emerging as-spun fibers were then drawn and collected by a winder at 2000 m/min spinning speed.
The temperature of the different zones of extruder and spinneret.

Bonding
The thermal calender bonding method was utilized to bond pure PP fibers and blend fibers. To study the effect of temperature on the mechanical properties of fibers, other bonding variables such as pressure and rolls speed (300 RPM to keep realistic contact time of 9 ms [36]) were set constant.
To assess the bonding capability of each fiber individually, fibers were crossed over perpendicularly then attached to a Kraft paper, eventually bonded by smooth calender (Figure 2). This method is inspired by Chidambaram et al. [36] which is the most efficient way to discover the strength of thermally point bonded fibers.

Configuration of tensile tests for measurement of (a) bonded fiber strength and (b) bond strength [36].
Three different bonding temperatures (145, 150, and 155 °C) were applied based on polypropylene melting temperature (163 °C). Bonding temperatures below 145 °C generated weak bonds that detached easily. This is due to the lack of sufficient activation energy to mobilize polymer chains; thus, less fiber-fiber fusion may occur [37]. On the other hand, bonding temperatures beyond 155 °C extremely damaged the fibers and caused them to stick to the surface of the calender rolls. Therefore, three mentioned bonding temperatures were applied in this study.
Characterization
The linear density of pure PP, PP/HDPE, and PP/LLDPE blend fibers was calculated by the electronic yarn length measurement system model YG086. 50 m of each sample was weighed by an analytical balance with 0.0001 accuracies. For each sample, the measurement was replicated five times and an average value was documented in g/50 m, then the denier (g/9000 m) of fibers was determined accordingly.
The birefringence (Δn) of the filaments was measured using the Amplival Interphako model (Carl-Zeiss-Lene, Germany) interference microscope. This microscope consists of two refracting prisms. One is located in the microscope objective and the other one is in the microscope tube. By rotation at its subtractive or crossed position, the objective prism is adjusted. Fibers' birefringence and refractive indices can be measured by applying subtractive and crossed positions, respectively [38]. The samples were immersed in a liquid with a refractive index of 1.475 at 30 °C. Afterward, by adjusting the microscope in its subtractive position, non-duplicated images were obtained in which the birefringence can be determined by equation (1):
Where, λ, h, t, b and a are light beam wavelength, distance between two fringes, filament thickness, fringes displacement perpendicular and parallel to the filament axis, respectively.
Tensile properties of fibers, bonded fibers, and the strength of bonds were investigated by an INSTRON universal testing machine (INSTRON 5560) according to ASTM 3822-95a. Ten specimens were analyzed for each condition.
The gauge length was chosen 100 mm with a 50 mm/min strain rate for melt-spun fibers. On the other hand, to measure the fibers and bond strength of bonded specimens, the gauge length was decreased to 20 mm. Additionally, the strain rate was 5 and 50 mm/min for bond strength and fiber strength of bonded fibers, respectively. 50 replicates were implemented in both cases for each specimen.
The thermal properties and crystallinity of blends were characterized by differential scanning calorimetry (DSC) via Discovery model (TA instruments, USA) according to ASTM D3418-97. The samples were analyzed under ultra-high pure nitrogen (flow rate of 50 ml/min), equilibrated at 25 °C for 10 minutes, and heated to 200 °C with a heating rate of 10 °C/min. The crystallization of individual components of the blends was calculated by the following equation [39].
Where, ΔHm,i, ΔHref, and Wi are melting enthalpy of each component, melting enthalpy of 100% crystalline polymer and concentration of the component, respectively. ΔHref for PP, HDPE, and LLDPE is 209, 293, and 293 J/g, respectively [39].
Results and discussion
Linear density of fibers
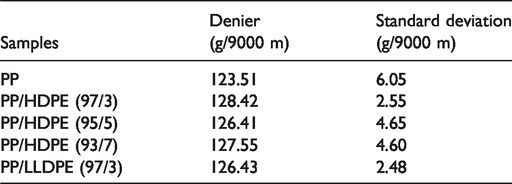
The linear density of pure PP and their blends with HDPE and LLDPE (presented in Table 3) was measured to find out any significant differences in the spinning line and monitor the process. As it would be expected, regardless of blend compositions, the blending process does not have any substantial impact on the linear density of blend fibers. In other words, the linear density of different samples proposed good processing conditions. The noteworthy point is that blend fibers with a fine diameter of approximately 2 deniers per filament (D.P.F) at an industrial scale spinning speed of 2000 m/min, were obtained. Spinning speed and throughput are the most crucial factors in the determination of linear density of fibers.
The linear density of PP fibers and their blends with HDPE and LLDPE.
Birefringence
The orientation of polymer chains substantially affects the mechanical properties of fibers [40]. Birefringence is also an indicator of the degree of chain orientation [41]. This implies that the higher the birefringence, the higher the degree of polymer chains elongated in the fiber’s axis, hence improving mechanical properties. Figure 3 shows the birefringence of PP fibers and their blends with HDPE and LLDPE. As it is shown, PP fibers had the highest birefringence, and adding HDPE and LLDPE decreased the birefringence, slightly. Overall, the birefringence of all samples was low which is due to their no-draw spinning condition [42]. Polypropylene used in this study has a broad molecular weight distribution (MWD) which can be easily deformed under shear stresses, reducing elongational viscosity at higher spinning speeds and decreasing stress-induced orientation. Consequently, the fibers’ birefringence will be lower than those made by narrower molecular weight distribution polymers [43–45]. Gregor-Svetec et al. [46], using interference microscopy, demonstrated that voided structures such as PP/PE blends have opaque places relevant to the reduced density at those regions. This is associated with poor development of birefringence in these fibers and confirms defects presence inside fibers structures which are in well-agreement with tensile measurements [47].

Birefringence of pure PP, PP/HDPE, and PP/LLDPE blend fibers.
Thermal characterization
Figure 4 illustrates the DSC thermograms of PP and HDPE fibers and Table 4 summarizes their thermal properties. According to the thermographs and table results, two individually separated transition peaks are detected in the blend fibers. The lower melting point corresponds to PE, and the higher transition peak is related to the PP melting point. This means that both polymers are thermodynamically immiscible [48]. Also, by increasing the amount of the second component, the melting point of each part remains constant which confirms the two polymers have fewer interactions with each other. Incorporation of 5–7 wt % HDPE to PP increases PP’s crystallinity by 21% due to the nucleating effect of HDPE. Conversely, HDPE’s crystallinity decreases slightly by increasing its concentration. This can be ascribed to the high crystallization rate of HDPE which inhibits further polymer chains mobilization in the crystal structure [49]. Moreover, PP’s crystallinity increased significantly (27%) with adding only 3 wt % LLDPE which approves LLDPE higher contribution as a nucleating agent compared to HDPE. LLDPE has a linear structure with many short branches which create more intercrystalline links with PP, thus decreasing the spherulite size of PP and increasing its crystallinity accordingly [50]. This observation is directly proportional to the PP melting enthalpy which is increased up to 56% at 3 wt % LLDPE.

DSC thermograms of PP, PP/HDPE, and PP/LLDPE melt-spun fibers.
Melting temperature, melting enthalpy, and crystallinity of each component in pure PP fibers and their blends with HDPE and LLDPE.

Tensile properties
Figure 5(a) and (b) demonstrate the tensile strength and elongation at break of the melt-spun fibers, respectively. As illustrated, the tensile strength and elongation at break decreased gradually with adding HDPE content which is mainly due to the immiscibility and poor adhesion of two phases, resulting in phase separation of two domains [51]. This leads to heterogeneous fibers with different rates of crystallization which ultimately reduces mechanical strength [52]. In addition, it has been proved by Lin et al. that adding HDPE to PP results in void formation in morphology due to poor adhesion of particles which validates the lower mechanical strength of blend fibers [53]. These results are in strong correlation with the birefringence data. Overall, higher elongations at break are preferred as it leads to homogenous force distribution during bonding [54].

(a) Tensile strength and (b) elongation at break of the melt-spun fibers.
Figure 6 demonstrates the tensile strength of the fibers before bonding and after bonding at different temperatures (145, 150, and 155 °C bonding temperatures). The strength of the bonded fibers decreases compared to not-bonded fibers in all samples, which shows bonding damages fibers through thermal degradation, leading to a structural breakdown. Increasing bonding temperature intensifies this effect. Furthermore, tensile strength decreases with increasing HDPE concentration which is in positive correlation with non-bonded fibers. However, at 155 °C bonding temperature fiber strength indicated a cumulative effect on 3 wt % HDPE which confirms the optimum temperature for bonding without any deterioration in mechanical properties.

Tensile strength of bonded fibers.
Figure 7 depicts the bonding strength of thermally-bonded fibers at different bonding temperatures. Bonding at higher temperatures (up to 155 °C) resulted in enhanced bonding strength. This is due to the increased chain mobility and rearrangement possibility of polymer chains in a limited calendering period. Moreover, HDPE improved the bonding strength of PP/HDPE blends due to the lower melting temperature of HDPE (Tm = 131 °C) compared to the higher melting temperature of PP (Tm = 163 °C). This causes HDPE to be meltdown before PP which facilitates polymer chains mobilization, hence relocating them on the bonding areas. In addition, 3 wt % LLDPE did not exhibit any significant changes in bonding capability of pure PP, and the bond strength almost remained the same as pure PP. This trend can be attributed to the higher nucleating effect of LLDPE, generating higher values of crystallinity compared to the HDPE which is well-aligned with DSC results [55,56]. This behavior inhibits further efficient bond formation. Thus, the bonding of PP/HDPE (93/7) fibers at 155 °C leads to the highest bonding strength. Obviously, figure 8 depicts the process optimum conditions to obtain the highest bonding strength.

The bonding strength of blend fibers at different temperatures.
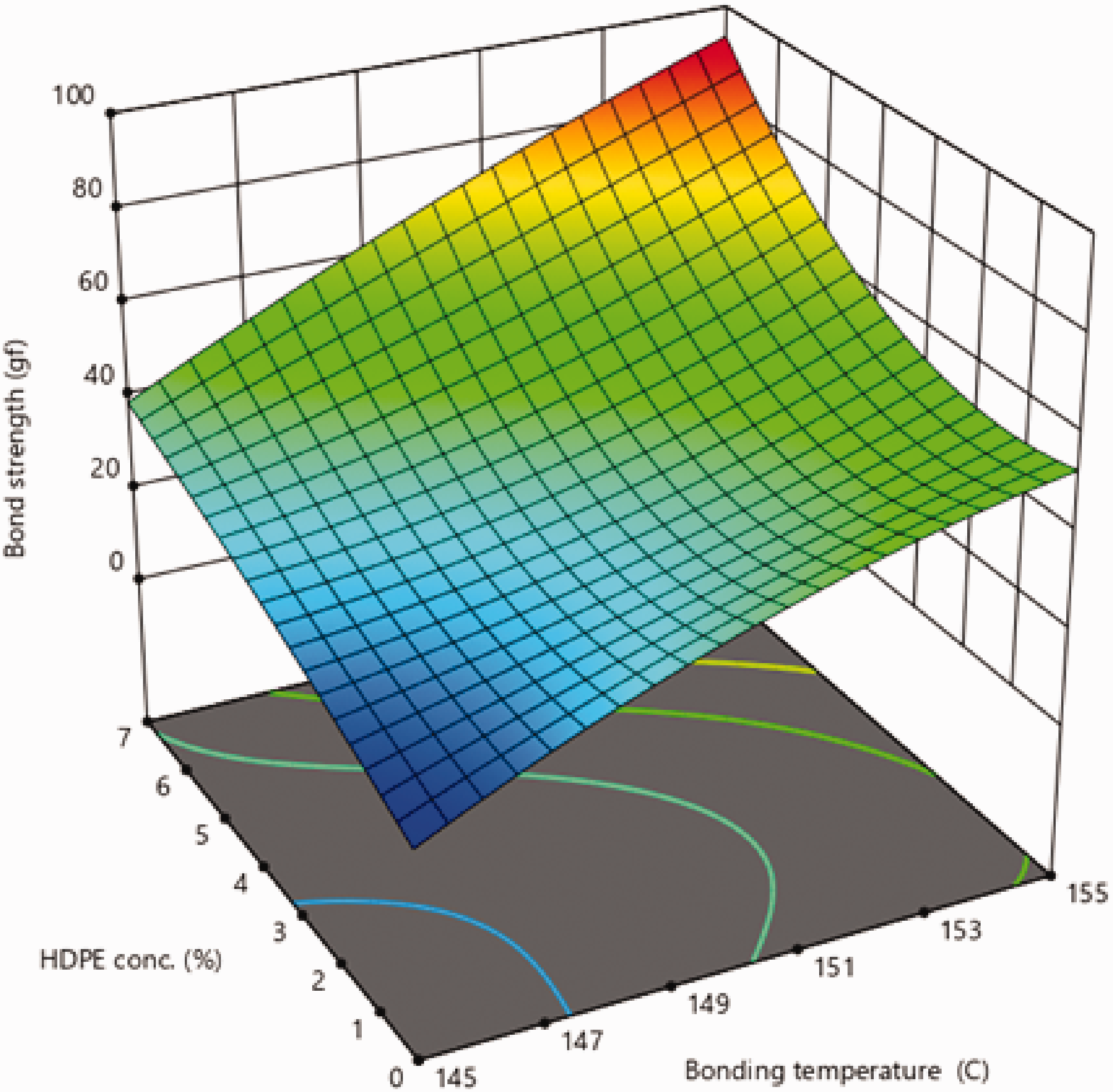
Relationship of bond strength with bonding temperature and PE concentration.
Conclusions
To enhance the bonding ability of pure polypropylene fibers, two different types of polyethylenes, HDPE and LLDPE, were integrated into the fiber spinning process. Interestingly, very fine blend fibers (2 deniers per filament), without any compatibilizers, were achieved at 2000 m/min spinning speed which is highly considerable at industrial scales. Consequently, blend fibers with different composition ratios were obtained (up to 7 wt % HDPE and 3 wt % LLDPE). DSC results revealed that adding HDPE and LLDPE increase PP’s crystallinity by 22% and 60%, respectively. For the former, this amount of crystallinity does not interfere with efficient bond formation whereas the latter did not demonstrate any improvement in bonding strength due to the higher crystallinity of the fibers. It was noticed that blend fibers had lower tensile properties compared to pure PP due to the immiscibility of the components as well as weak interfacial adhesion. The poor tensile properties of blend fibers were approved by their birefringence measurements which showed blend fibers had lower molecular orientation. This characteristic is an advantage in the thermal bonding process where interlocked fibers can be fused more easily in less oriented structures. The blend fibers contained 7 wt % HDPE reduced tensile strength of non-bonded fibers and bonded fibers by 16% and 11%, respectively. Conversely, incorporation of 7 wt % HDPE into PP increased bonding strength up to 70% at 155 °C bonding temperature.
Footnotes
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.