
Abstract
A composite designed for soundproofing integrates both sound absorption materials and
Introduction
Utilizing natural fibers for end-of-life textiles and transforming them into textile products has proven to be a highly effective approach. Over time, there has been a concerted effort to regulate fiber consumption due to the abundant availability of natural fibers. As end-of-life textiles became essential, the natural fiber industry and artisans focused on maximizing output using these materials. Within the textile industry, coir and jute have been recognized as valuable sources of raw material. However, the dwindling resources for producing primary synthetic fibers, coupled with the rising global population, underscore the importance of prioritizing natural fibers in textiles. 1 It is imperative to develop processes for fabricating textiles that can be easily converted into composite materials. Manufacturers are increasingly expected to take responsibility for producing composite and end-of-life products. Coir and jute production, particularly in cloth-making, processing, and textile finishing industries, lend themselves well to the creation of composite materials. However, existing natural fiber composite manufacturing systems fall short, particularly for end-of-life industrial textiles and technical textiles. 2 This deficiency can be attributed to the limited number of industries employing these techniques. Nevertheless, if manufacturing processes were optimized for ease of production, these sectors could experience significant development. Despite the substantial production of coir and jute waste fibrous materials, industries are actively seeking applications where waste materials can be transformed into value-added materials. 3
The potential of textile-based fiber-reinforced composite materials for various applications has been highlighted in recent research. According to Bogale et al., 4 these materials offer promising properties suitable for composite preparation.4 In industries such as automotive manufacturing, where functionality is paramount, textiles are frequently chosen as composite materials. 5 Particularly in vehicle interiors, components such as engraved parts exemplify the utilization of textile-based materials. These materials, often a combination of different fibers, exhibit robust structural strength and are commonly bonded seamlessly, enhancing both esthetic appeal and functionality. In addition to their decorative qualities, these materials play a crucial role in noise control within vehicles, effectively dampening sound waves emanating from various sources, including the engine compartment and interior surfaces. Awgichew et al. 6 elaborate on the applications of natural fiber composite materials in noise reduction, including wall claddings, acoustic barriers, and noise absorbers for passenger vehicles.6 Furthermore, the versatility of these composite materials extends beyond the automotive sector, with potential applications in building construction. As noted by Abedom et al., 7 composite materials composed of natural fibers like coir and jute offer advantages such as enhanced structural integrity, insulation properties, and eco-friendliness. These materials facilitate proper ventilation within structures, contributing to occupants’ comfort and well-being. In terms of manufacturing, these environmentally friendly composites can be efficiently compression molded into various shapes, offering benefits such as increased bending stiffness, improved fire resistance, and cost-effectiveness. Additionally, unlike some synthetic alternatives, they do not pose odor issues, making them highly desirable for a range of applications.7
The utilization of waste coir and jute in the formation of composites, alongside biodegradable melt-blown polymers such as Polyvinyl acetate (PVA), Polylactic Acid (PLA), and Phenethylamine (PEA), has been extensively investigated. 8 These natural fiber composite materials exhibit promising acoustical properties, rendering them suitable for a multitude of applications including sound barriers, wall construction, road surfaces, interior linings for various spaces like auditoriums, halls, and apartments, as well as in automotive, aircraft, ducts, enclosures for noise equipment, and machinery insulation.9,10 Compression molding, a technique adept at utilizing fibrous raw materials, offers versatility in application. Coir fibers, known for their higher density owing to cellulose content, present a viable option. In contrast, jute fibers may excel in different scenarios. 11 Consequently, this study focuses on characterizing compression-molded composites using waste coir and jute fibers to ascertain their thermal insulation and sound-absorbing properties. 12 The significance of this research lies in its comprehensive analysis of crucial properties such as thickness, density, porosity, air permeability, thermal conductivity, and sound insulation capabilities of natural fiber composites. Understanding these properties is pivotal for tailoring these materials to effectively absorb sound and provide thermal insulation, making them indispensable for practical applications.
Experimental methods
Materials
Extraction of coir fibers
The materials employed in this investigation encompass coir and jute fibers, serving as the foundational elements for the fabrication of composites. Coir, derived from the husk of coconuts, distinguishes itself into two varieties: brown coir, sourced from fully ripened coconuts, and white coir. Brown coir, renowned for its heightened thickness, strength, and superior abrasion resistance, constitutes the focus of this study. Comprising approximately 44% cellulose, and 45% lignin, along with 3% pectin and associated compounds, alongside a 5% water content, coir fibers exhibit a robust constitution. The elevated lignin concentration contributes to its rigidity and durability, rendering it a preferred choice for applications such as mats, brushes, and composite material preparation. 13
Extraction of jute fiber
This fiber is extracted from the stem and foliage of the jute plant through a meticulous process. The initial step involves a procedure known as retting. During retting, the jute stems are gathered into bundles and submerged in water. These bundles are then arranged in stacks and left on the ground for 4–5 days to facilitate the natural shedding of leaves. Once harvested, the stalks of jute plants are carefully bundled and submerged in water for approximately 20 days. Subsequently, the fibers are meticulously separated from the stem in lengthy strands and rinsed in clear, flowing water. The conventional retting method is employed to effectively extract fibers from the plants. Following this, the fibers undergo thorough washing to remove any residual impurities. The pre-dried fibers are then processed within jute plants to initiate the production of jute yarn. This intricate process ensures the quality and integrity of the final product (Figure 1).

(a and b) Coir/jute fibers.
Resin and hardener
The epoxy resin employed in this process is Araldite LY 556, also known as Biphenyl-A-Diglyceryl-Ether. It is combined with the hardener HY 951 in a
Properties of coir and jute fibers.

Composites preparation
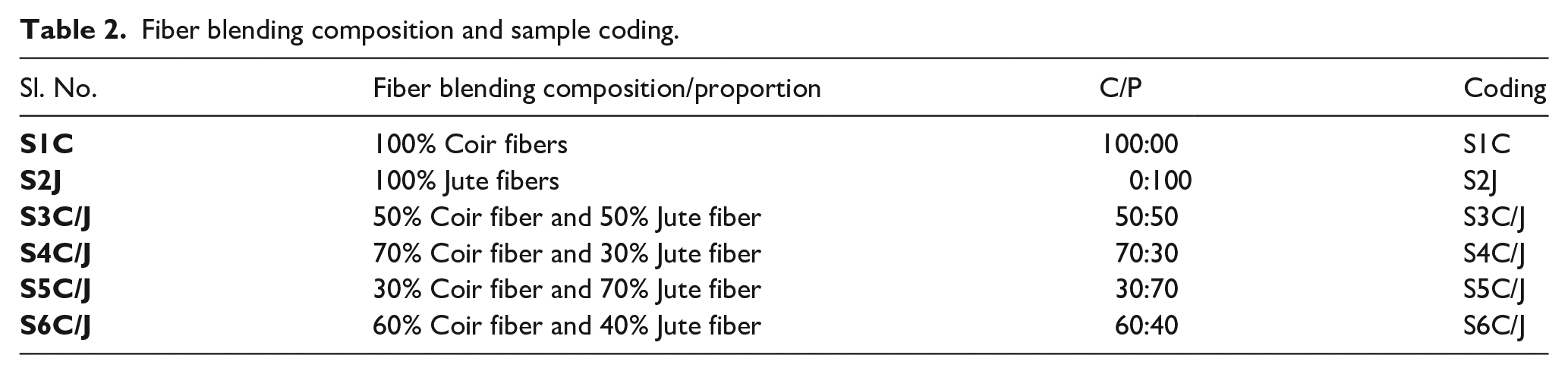
The selection of raw coir and jute fibers for the composite groundwork is based on their specific characteristics, including a length of 10 mm and a diameter of 0.5 mm. The pressure range applied during the formation of composite materials using these natural fibers varies between 2 and 69 MPa. This composite is prepared through a compression molding process, utilizing a steel die measuring 300 mm × 300 mm × 3 mm. For testing purposes; six distinct coding plates are arranged, each containing a different blend of coir and jute fibers according to the American standard for testing materials size. These blends include 100% Coir (SC1), and 100% Jute (SJ2), as well as various mixtures such as 50/50% Coir/jute (S3C/J), 70/30% (S4C/J), 30/70% (S5C/J), and 60/40% (S6C/J). A detailed composition breakdown is provided in Table 2. In the mixing process; the fibers undergo an agitating process within a scattering blender at a temperature of 180ºC and a rotating speed of 50 rpm. Pentafluorobenzyl alcohol (PFB) particles are introduced into the blend, and the agitation continues for 10–15 minutes at the same speed. Subsequently, this mixture is combined with the matrix and poured into the die. The composite is then left to cure at room temperature for 3 days to achieve the required size and stability of the composite plate. Upon completion of the curing process, the composite samples are now ready for utilization, possessing the desired physical and sound absorption properties as determined through testing (Figure 2).
Fiber blending composition and sample coding.

(a and b) Coir/jute fibers composite samples.
Testing methods
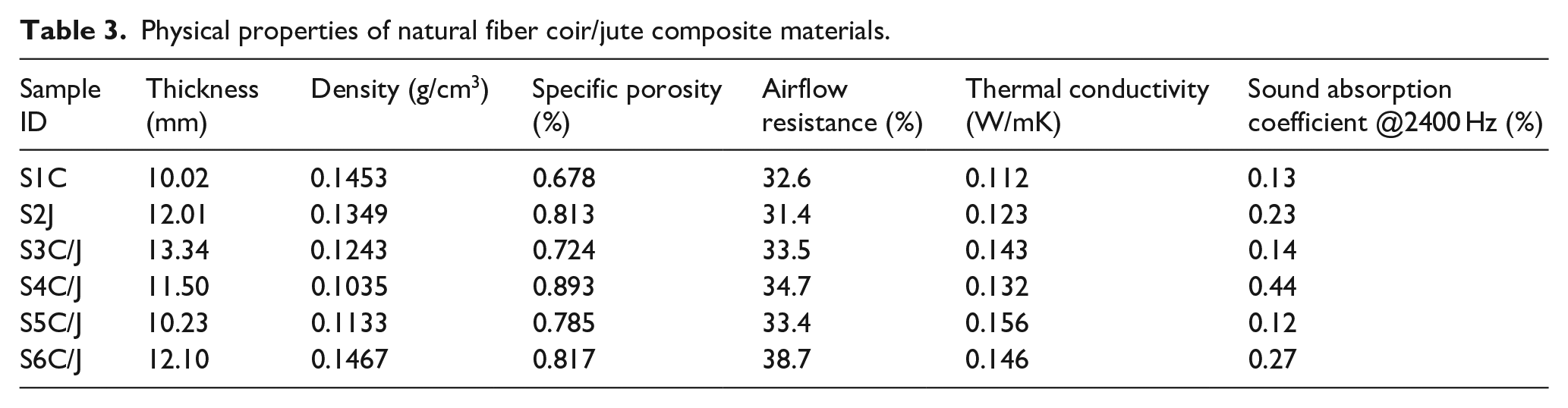
The distinct characteristics of both the fiber matrix and its arrangement significantly influence the physical and sound absorption properties of a composite material. To evaluate these properties, various composite samples were prepared by established standards. Thickness measurements were carried out following ASTM D5729, density assessments were conducted as per ASTM D 3776, and porosity evaluations also adhered to ASTM D 3776 guidelines. Airflow resistance was determined through ASTMD 737 testing, thermal conductivity was measured using ASTM D 6343 procedures, and assessments of sound absorption properties were performed by ASTM E 1050 standards. Average values obtained from each test were meticulously recorded for analysis (Table 3).
Physical properties of natural fiber coir/jute composite materials.
Measurement of thickness
The sound absorption capacity of natural fiber composite materials is significantly impacted by their thickness. To precisely measure this thickness, a specialized device known as a handheld thickness gage is employed. This gage boasts a maximum capacity of 10 mm with an impressive accuracy of 0.01 mm. Its function is to ascertain the thickness of composite materials with meticulous precision. In practice, the process involves placing the composite sample onto the gage’s anvil and applying a specified pressure onto it. Through this controlled procedure, the gage accurately determines the thickness of the sample. The readings provided by this gage are exceptionally precise, down to a resolution of 0.01 mm, as outlined. 15
Measurement of density
Density provides a convenient method for determining the mass of an object based on its volume, or conversely, its volume from its mass. It is typically expressed in units of kilograms per cubic meter. Additionally, the weight of an object can be determined by multiplying its mass by acceleration due to gravity.
Measurement of porosity
Porosity is quantified by a decimal number typically less than one. To convert this value into a percentage, simply multiply it by 100%. This calculation yields the porosity of the sample, expressed as a percentage. Porosity is ascertained by dividing the volume of voids within a material by the total volume of the composite, then multiplying the quotient by 100 to derive the percentage. The formula for porosity (%) is represented as follows:

Measurement of airflow resistance
Measurement of thermal conductivity
Lee’s disk method is a specialized approach crafted for the precise calculation of thermal conductivity, particularly tailored for primary thermal insulators like polystyrene. This method employs a composite sample with a significant surface area to expedite the attainment of thermal equilibrium, ensuring accurate measurements. To apply Lee’s method in determining the thermal conductivity of a poor conductor, such as glass in disk form, the following formula can be employed:

Here, H represents the steady-state rate of heat transfer, k denotes the thermal conductivity of the sample, A stands for the cross-sectional area, and (T2 −T1) signifies the temperature difference across the sample of thickness x. 16 This method offers a robust framework for accurately determining the thermal conductivity of materials, facilitating comprehensive analysis and application in various fields (Figure 3).

Thermal conductivity testers.
Analysis of scanning electron microscope (SEM)
The Scanning Electron Microscope (SEM) operates by directing a focused electron beam across a surface, generating a detailed image.
Measurement of sound absorption coefficient
The coefficient tests for samples are conducted by

Impedance tube method of sound absorption SAC (1050 E).
Results and discussion
Influence of thickness
Sound absorption refers to the extent of energy dissipation encountered by a sound wave as it traverses through a specified thickness of material. When transitioning from air into an absorbent substance, the sound wave undergoes either reflection or absorption, leading to energy loss and dampening effects. In composite materials, sound absorption occurs as sound waves are converted into heat, a crucial process for effective soundproofing. Research demonstrates that noise reduction primarily occurs at lower frequencies as the material thickness increases. Conversely, the impact of thickness on noise reduction at higher frequencies appears negligible. Figure 5 illustrates that thicker materials exhibit superior sound absorption capabilities. For instance, sample S6C/J, boasting a thickness of 12.10 mm, achieves a sound absorption coefficient of 0.27%. While augmenting thickness can bolster the absorption of low-frequency sound, its influence on high-frequency sound remains minimal. This phenomenon arises because increased thickness endows the sample with a new maximum speed for air particulate waves, thereby enhancing its acoustic performance at lower frequencies. The porosity characteristics of a material also play a pivotal role in sound absorption. Materials with numerous small pores exhibit heightened sound absorption, whereas those with larger pores demonstrate weaker absorption properties. Notably, an increase in thickness amplifies the absorption of low-frequency sound but has little impact on high-frequency sound. An analysis employing one-way ANOVA with a 95% confidence level underscores the profound influence of composite material thickness on both sound and thermal insulation in the developed samples (p < 0.0001, R² = 0.900277). This analysis reveals a statistically significant difference (p < 0.05). Similar conclusions were drawn by previous studies.19,20

Influence of thickness on SAC.
Influence of density
Materials with higher densities, like concrete or solid plywood, tend to reflect more sound than they absorb. Conversely, materials with lower densities, such as melamine foam or cork, have a greater tendency to absorb sound. Additionally, thicker materials exhibit a broader range of sound absorption across frequencies compared to thinner ones. As a porous material’s mass density increases, its absorption efficiency for low-frequency sound improves while its efficiency for high-frequency sound decreases. This relationship is illustrated in Figure 6, where the density correlates with the sound absorption coefficient of the sample. For instance, coir fiber composites, with a density of 0.1467 kg/cm3 (composed of 40% epoxy resin and 70% coir fiber), demonstrate notable sound absorption characteristics. Sample S6C/J, sharing this density, boasts the highest sound absorption coefficient at 0.27%. This outcome can be attributed to its elevated fiber content and molecular fraction. Similarly, samples like S1C, S1J, and S3C/J exhibit comparable density and sound absorption behavior. Achieving soundproofing requires the material to fall within an optimal density range. If the density is too high, sound waves are reflected off the surface; if it’s too low, they are transmitted through. Therefore, finding the balance is crucial for effective soundproofing. Statistical analysis using a one-way ANOVA with a 95% confidence level underscores the impact of composite material weight on the sound and thermal insulation performance of natural coir/jute fiber composites (p = 0.0001, R
2
= 0.89719).
21

Influence of density on SAC.
Influence of specific porosity
The porosity in this area follows an ascending trajectory along the porosity-sound absorption curve. Within this range, sound absorption performance escalates alongside increasing porosity. However, beyond a certain peak point, a rise in porosity initiates a decline in sound absorption efficiency. Smaller pores exhibit enhanced sound absorption, whereas larger pores tend to yield weaker sound absorption effects. Alyousef emphasized the significance of augmenting porosity in coir/jute fiber composites to achieve a high sound absorption coefficient, advocating for an increase in porosity as sound waves propagate.
22
Referring to Figure 7, the sample labeled (S4C/J) demonstrates a specific porosity of

Influence of porosity on SAC.
Influence of specific airflow resistance
Airflow resistance refers to the hindrance encountered by air particles as they traverse a material. This resistance is quantified by the ratio of pressure gradient within the material to the linear velocity of airflow, under conditions of steady airflow. In essence, higher airflow resistivity correlates with reduced air permeability, thereby impeding the passage of sound waves into the material and diminishing its sound absorption capabilities. However, a decrease in airflow resistivity concurrently reduces the efficiency of transforming sound energy into thermal energy. Observing Figure 8, it becomes evident that the S6C/J sample exhibits notably high airflow resistivity, marked by a value of 38.7 pa.s/m, thereby inducing a significant enhancement in airflow resistance, Similarly, the S4C/J and S3C/J samples demonstrate moderate airflow resistivity, with values of 33.5 pa.s/m and 33.4 pa.s/m, respectively. Notably, jute displays lower air permeability compared to coir composite materials. An increase in composite density corresponds to a reduction in airflow resistance, owing to heightened resistance against airflow resulting from the consolidation of material bonding. This augmentation is further accentuated by the increased short fiber content, occupying air voids within the structure. The airflow resistivity of fibrous porous materials is intricately linked to various factors including fiber morphology, size, density, porosity, tortuosity, and arrangement. ANOVA results affirm that the airflow resistance of the composite significantly influences both sound and thermal insulation values of the developed samples (p < 0.0001, R
2
= 0.87045). Consequently, it can be inferred that a reciprocal relationship exists between the airflow resistance of the developed composites and their sound and thermal insulation attributes. These findings confirm those of Rodríguez et al. (2022), further emphasizing the critical interplay between airflow resistance and the acoustic and thermal properties of composite materials.

Influence of air flow resistance on SAC.
Analysis of thermal insulation property
Thermal conductivity stands as the primary benchmark for evaluating the effectiveness of thermal insulation materials, with lower values signifying superior resistance. According to Rodríguez et al., the average thermal conductivity coefficient ranges from 0.050 to 0.132 W/mK for materials subjected to 15 minutes of pressing, and from 0.062 to 0.143 W/mK for those pressed for 25 minutes.
24
In Figure 9 the thermal conductivity of various sound-absorbing materials is depicted. Notably, the composite sample exhibits lower thermal conductivity compared to prevalent market materials such as polystyrene and mineral wool, indicating superior thermal insulation properties. For instance, the thermal conductivity of samples comprising 90% rigid polyurethane foam with blend ratios of 30/70 (S5C/J) and 60/40 (S6C/J) is reported as 0.156 W/mK and 0.146 W/mK, respectively. This represents an enhancement over rigid polyurethane foam, renowned for its exceptional insulation capabilities. Comparing mineral wool (0.034 W/mK) with polystyrene (0.04 W/mK) reveals superior thermal insulation values.
24

Thermal conductivity on SAC.
Analysis of surface morphology
A scanning electron microscope (SEM) operates by projecting and scanning a focused stream of electrons over a surface, enabling the creation of highly detailed images. As these electrons interact with the sample, they generate various signals, providing valuable insights into the surface’s topography and material composition. In Figure 10(a) and (b), SEM pictures of diverse tensile test samples are depicted. For the hybrid composite samples, particular attention was given to examining the phenomenon of fiber pullout. Upon analysis, it was observed that while there were fewer voids in the extracted fibers, significant fiber breakages were evident. SEM image 6 (A and B) illustrates this observation. Notably, these specimens exhibited lower strength attributes compared to others, primarily due to inadequate interfacial bonding, leading to fiber detachment from the resin surface. In composites with 7 wt% fiber content, pulled-out fibers were visibly present. Conversely, in composites containing 20 wt. %fibers with a length of 14 mm, a robust matrix/fiber adhesion was observed.

(a and b) SEM micrographs of fractured surface of coir/jute composites.
Analysis of sound-absorbing property
Absorption, in this context, pertains to the reduction of resonating frequencies within a cavity by incorporating insulation between its walls, ceilings, or floors. Acoustic panels play a pivotal role in mitigating reflections, thereby attenuating the overall sound within a room post-soundproofing. Research indicates that composites comprised of coir/jute fibers exhibit notably superior sound insulation compared to those reinforced with cotton fibers, making them viable materials for sound isolation, particularly at specific high frequencies. The findings demonstrate a direct correlation between frequency and the sound absorption coefficient (SAC) across all samples (SC1, SJ2, S3C/J, S4C/J, S5C/J, and S6C/J), with SAC increasing as frequency rises. Moreover, increased thickness corresponds to enhanced sound absorption performance. For instance, at the highest frequency of 4000 Hz, SAC values range between 0.44%, 0.27%, and 0.23% for S4C/J, S6C/J, and S2J respectively. Similarly, the average SAC values for S3C/J, S1C, and S5C/J, standing at 0.14%, 0.13%, and 0.12% respectively, reflect this trend. Notably, samples S4C/J, S6C/J, and S2J exhibit consistent values from 0 to 1000 Hz, as depicted in Figure 11, showcasing the variation of the acoustic absorption coefficient with the percentage of binder mixed with natural fiber. The data reveals that the acoustic absorption coefficient is significantly enhanced in the frequency range of 100–850 Hz when utilizing a composition of 80% rigid polyurethane foam and 20% coir fiber, compared to other materials used. Furthermore, the coir/jute composite demonstrates superior sound wave absorption properties in the frequency range of 1100–2800 Hz when juxtaposed with samples consisting solely of rigid polyurethane foam. Critical physical properties such as fiber thickness, density, and porosity significantly influence the sound absorption performance of natural fibers, showcasing their efficacy across various frequencies. By incorporating porous layers and perforated plate backing with coconut coir fiber, the resulting sound absorber panel exhibits promising potential as an environmentally friendly product. These innovative sound absorption panels offer cost-effective, lightweight, and eco-friendly alternatives to materials such as jute, glass fiber, and mineral-based synthetics.
28

Sound absorption coefficient of coir/jute hybrid composites.
Conclusion
Natural fibers such as coir and jute are abundant and readily accessible materials found in nature, boasting exceptional properties including biodegradability, high sound absorption capabilities, strength, specific rigidity, and superior damping capacity. This study focuses on fabricating a hybrid composite reinforced with coir and jute fibers, offering significant practical advantages due to its affordability, inherent safety, and eco-friendliness. Both experimental and analytical methodologies were employed to determine the sound-absorbing coefficients of coir and jute fiber materials. A comparison of the sound absorption coefficients obtained through experimental means, specifically using an Impedance tube, was conducted. The results highlighted the remarkable performance of porous natural coir and jute composites in absorbing high-frequency sound waves, particularly those above 2000 Hz. Although differences were noted, the composite containing 15% coir and jute exhibited the lowest thermal conductivity value. Visual analysis of the composites post-tensile testing, as depicted in images (a) and (b), revealed crucial insights. It was evident that poor interfacial bonding resulted in fiber detachment from the resin surface. Notably, composites with 10% fiber content and 3 mm length displayed visible pulled-out fibers, whereas those with 15% fiber and 12 mm length exhibited robust matrix/fiber adhesion. The significance of thermal and acoustic insulation was underscored, with thermal insulation impeding heat transfer and acoustic insulation mitigating sound transmission or reverberation. By meticulously considering parameters influencing performance during the preparation of natural fiber-reinforced composites, enhancements in acoustical, thermal, and other critical characteristics can be achieved. This research underscores the growing interest in utilizing natural fiber-reinforced composites due to their environmental sustainability and economic advantages.
Footnotes
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.