
Abstract
Auxetic materials have negative Poisson ratio which has a multiple ranges of functional applications. The helical auxetic yarn was successfully developed through direct twist system by using core and wrap yarn or filament, which shows Auxeticity when the HAY is stretched in longitudinal direction in response it expand in transverse direction, Helical Auxetic Yarns were developed using various parameters of the core and warp filament, these parameters are wrapping angle (Twist per meter), diameter ratio, and modulus ratio. The strength of Helical yarn was characterized using single yarn strength and Image J software was used for the calculation of poisson’s ratio. According to test results, it is concluded that the core filament of helical auxetic yarn increased its thickness in transverse direction under stress, and a considerable negative poisson’s ratio was calculated. The values of negative poisson’s ratio described that the auxeticity had a direct relation with core filament thickness or diameter and inversely proportional to the linear density of wrap filament, in case of the wrap angle the auxeticity of HAY yarn had an inverse effect with wrap angle. Kevlar/polypropylene combination sample showed maximum auxeticity at a 15-degree angle while Kevlar/nylon combination sample showed minimum auxeticity at a 25-degree wrap angle.
Introduction
Currently, the auxetic materials are the hot issue in research, many researchers have manufactured and found numerous types of materials showing auxeticity, such as auxetic composites, skin showing auxeticity polymers and foam and textile materials showing auxeticity [1–6]. Auxetic materials are entirely different from ordinary materials, due to the unique structural arrangement it has exceptional physical properties. When force is applied in the longitudinal direction it grows transversely and give materials with well-performing in electromagnetic shielding efficiency and protection against extreme cold properties in textiles products, the reason is the shrinkage of pores in the fabric due to auxetic behavior under tension. in the textile field, massive research has been done on auxetic fabrics by changing the structural components, to achieve negative poisson’s ratio [7–10]. The helical auxetic yarn(HAY) was also developed successfully [11–13]. The development of auxetic yarn creates a fantastic impact on the improvement in the performance of overall textile materials. By using advanced software geometrical mechanical and finite element geometrical mechanical analysis method, the mechanical properties of helical auxetic yarn HAY were studied mathematically which were ground-breaking methods for the study of outside contour extension of auxetic materials under pressure or stress and could obtain noticeable phenomena of the geometry structure [14,15].
Materials having auxetic nature shows negative poisson’s ratio. It can be explained that by applying force in the longitudinal direction its cross-section will be increased and if it is compressed by applying force in the longitudinal direction its cross-section will be reduced, this behavior of auxetic materials is entirely different as compared to conventional materials [2]. Auxetic materials have excellent mechanical properties like shear toughness, fracture toughness [16,17], improve indentation hardness [18] dissipate the effect of strain energy [16]. All these extraordinary properties make the auxetic materials for use in versatile areas of application, including sports, fashion, defense and medicine [19–21]. Auxetic woven structure composites are used in protection against blast mitigation and body armor protection [22].
The helical auxetic yarn has great capability to enhance the auxetic effect of fabric, therefore it considers the most appropriate structure to be selected for research. Helical auxetic yarn shown −6.8 negative poisson’s ratio which is the highest published negative poisson’s ratio of any auxetic material to date. Fabric developed from Helical auxetic yarn increases the mechanical properties. Previous research by authors identified key factors that can affect the poisson’s ratio of helical auxetic yarn, such as initial wrapped angle, core and wrap yarn tensile modulus and linear density of the core and wrap the yarn.
A double helix auxetic yarn (DHY) was produced by Miller et al. [11]. There were two constituting yarns in this resultant yarn. The wrapped yarn was Ultra-high molecular weight polyethylene (UHMWPE) with a linear density of 220 dtex. And a core yarn of polyurethane of 0.64 mm diameters. The initial wrap angle was 70 degrees. According to reports, the wrap material must be of greater stiffness than the core yarn. As a result of longitudinal stretch, the initially wrapped yarn became straight while the core yarn wrapped along the stiff yarn which had a diameter equal to the diameter of the core yarn.
In this study woven auxetic fabrics were developed. Honeycomb woven structure were used, in which cotton is in warp and elastane in weft. The results show that the comfort properties and Piezoresistive conductive nature of auxetic fabric is higher than non-auxetic fabric. In medical and in wearable garments auxetic fabric is considered best [23]. Single layer two dimensional auxetic woven fabric were developed through auxetic honeycomb geometry (AHC). The poisson’s ratio of developed fabric was −0.77 in warp direction and −0.17 in weft direction, in this study mechanical properties of auxetic and non-auxetic fabric were compared. Both fabrics have same specifications and loom settings. Significant increase was shown in tensile strength of auxetic fabric (AF) as compare to non-auxetic fabric (NAF) both in warp and in weft direction. Similarly, the AF shows higher tear strength. In cut resistance test the AF shows 56% increase in warp and 46% increase in weft direction [24].
This yarn reported a negative Poisson’s ratio of -2.1 magnitude. The thicker core material in this assembly performed two functions, a lateral deformation as a result of applied longitudinal stretch and secondly return to its original position after removal of the external stretching force. Similar work was performed by Nazir et al [25]. The helical auxetic yarn was developed by varying the wrap angle from 8° to 20°. by reducing the wrap angle the auxeticity increases. The woven fabric that was developed from HAY shows also auxeticity during a tensile test. Three different weave designs (plain, twill, and matt) were also examined to study the effect of it on auxeticity. The results showed that the most stable woven structure was a matt structure. Due to varying the pore sizes these auxetic fabrics can be used in filtration and impact applications [25]. The use of polyurethane as a core material and polyamide as a wrapping material was suggested by Sloan et al. [26] in the production of double helix auxetic yarn. Along with this they also concluded from their data that auxetic behavior of the DHY is greatly dependent on the initial wrap angle. This auxetic behavior depends in terms of magnitude as well as the strain range over which it can be observed. Auxeticity in the composites also play important role as in this study multilayer orthogonal through thickness fabrics were developed and study the effect of float length of binding yarn and ground weave on poisson’s ratio. The result shows that increasing both the float length and binding yarn, the auxeticity of fabric also increases. The composite developed from 3D Auxetic fabric shows better energy absorption due to easy mobility of yarn in structure [27].
J. Sahari et.al studied the effect of sugar palm fiber content in biocomposite on water absorption, mechanical properties and thermal properties. The results showed that the mechanical properties of sugar palm sugar composite increase with increasing fiber content. Thermal stability also has direct relation with fiber content. The negative effect of water uptake and moisture was observed on fiber content in both biocomposite [28].
Ravirala et al. reported a novel method of producing auxetic polyester fibers [29]. To get a particle size less than 150 micro-meter the polyester granules were grinded to carry out the extrusion process. The higher temperature of 230°C was maintained for the extrusion. Then the temperature was gradually decreased until the required viscosity at which a free flow can be conducted through the die-zone. Minimum draw ratio along with the viscosity of the powder bulk are the important considerations in producing auxetic fibers. The critical factors that control the production of auxetic fibers include take-up speed, screw speed, and viscosity. A direct impact of taking up speed was observed on screw speed. An increase in width accompanied by the increase in length as a result of the tensile load was observed. Similarly, reduction in width was observed when length reduced after the removal of tensile load. Hence this behavior confirmed the auxeticity of the produced fibers. Due to unique properties auxetic materials have been widely used in different area of application, in filtration, in medical textiles it can be used as controlled drug delivery, in protective textiles etc.
This study focuses on the development of helical auxetic yarn by using a combination of high-performance fibers and conventional fibers also study the effect of different levels of twist per meter.
Materials & method
Materials
The materials used in this research work were Kevlar, UHMWPE, Nylon, and Polypropylene fiber in filament form. Kevlar and UHMWPE among these was the stiffer part in the composite yarn while nylon and polypropylene will be the less stiff and stretchy components of the HAY (helical Auxetic yarn). The Specification of materials used in the study was given in Table 1.
Materials specifications.

Kevlar was purchased from iTextiles Karachi. While Dyneema was provided by Midas Safety Pvt limited, Polypropylene and Nylon are purchased from the local market.
Methodology
Development of helical auxetic yarn
In this study helical Auxetic yarn was developed by varying the wrap angle, for this purpose locally developed Direct Twist machine was used. Figure 1 shows the direct twist machine Schematic diagram and original image.12 samples were prepared by varying the core and warp yarn. in the first sample, 600 denier Nylon filaments were used as a core yarn and 200 Denier Kevlar yarn was wrap over it at an angle of 15, 20, 25. Similarly, in the next sample only change the wrapped yarn and use UHMWPE (Dyneema). In the third set of samples change the core yarn with polypropylene, while the wrapped yarn is UHMWPE (Dyneema). In the fourth set of samples, the same polypropylene core yarn was used only to change the wrapped yarn with Aramid fiber (Kevlar). The parameter of the Direct Twist machine set for the development of Helical Auxetic yarn is given in Table 2.

Schematic diagram of direct twist machine.
Parameter of direct twist machine.

Calculation of negative Poisson’s ratio and wrap angle
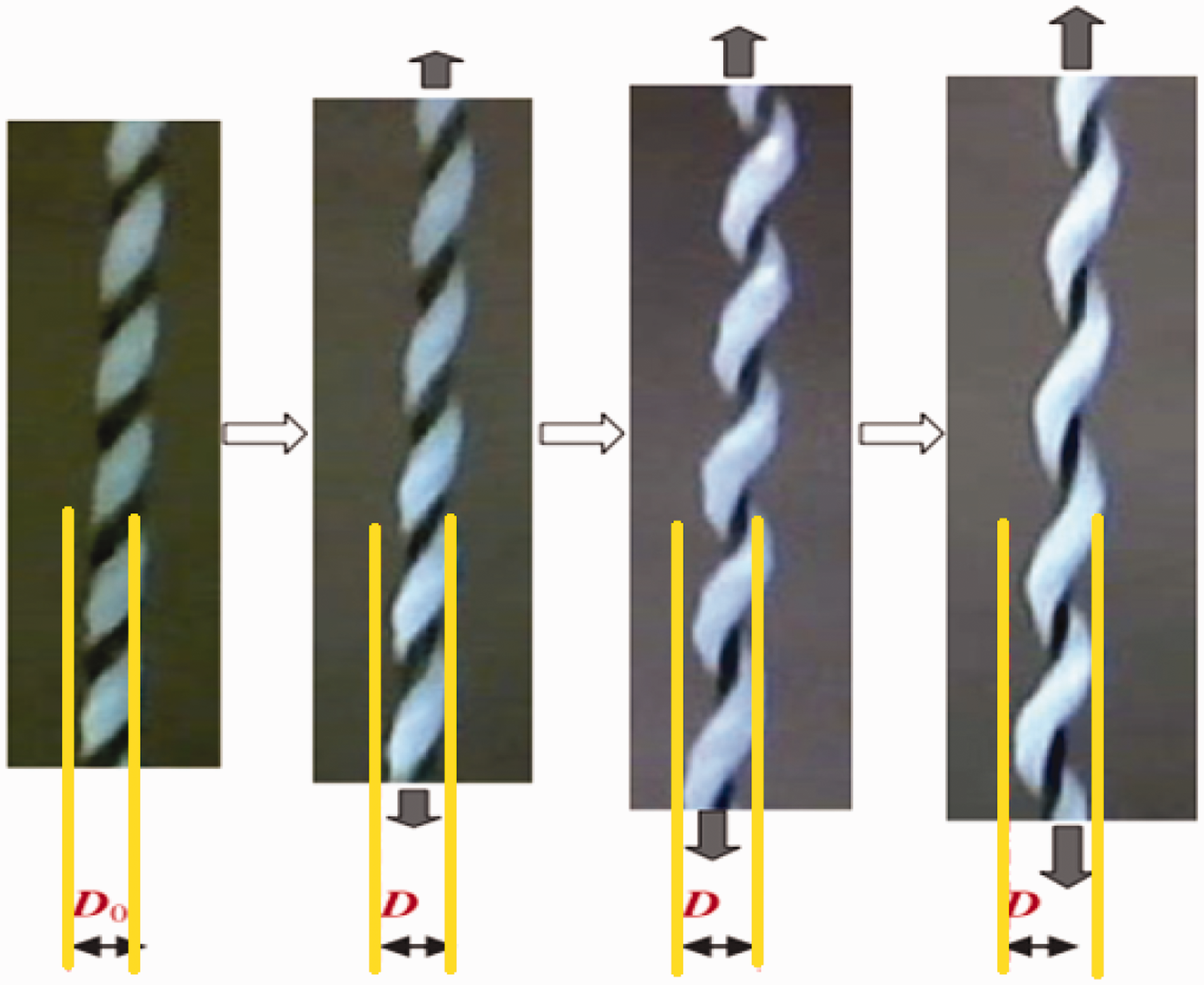
By using the universal testing machine in the National Textile University NTRC lab (Faisalabad, Pakistan) as shown in Figure 1. This instrument works on principle of Constant rate of Elongation at 1mm/sec, the gauge length set for the test was 250 mm. with the help of DSLR camera pictures were recorded during the entire process until core or warp component of HAY was broken, for image investigating ImageJ software was used to determine the thickness of the resultant HAY at resting position and at under tension position. For measuring the wrap angle image j software was used as shown in Figure 2. The Figure 3 explains the calculation of axial strain in helical auxetic yarn.

Measuring the wrap angle through ImageJ software.

Analyzed image of Nylon/Dyneema HAY on ImageJ software.
Diameter of yarn calculated from ImageJ software.

A sample is Nylon/Kevlar sample B is Nylon/Dyneema sample C is PP/Dyneema and sample D is PP/Kevlar.
Calculation of Poisson’s ratio
The software used for the study of auxeticity of Helical auxetic yarn was ImageJ software. It is a comprehensive software, easy to use, the analyzed image is shown in Figure 2.
With the help of image j software, the diameter of yarn can be calculated. Poisson’s ratio is basically the ratio of lateral strain over the axial strain formula is given in equation (1).
Where ɛx is lateral strain and ɛy is the axial strain. Both lateral and axial strain formula are given in equations (2) and (3) respectively below.

Results & discussion
The Figure 5 represents the developed HAY samples with different combinations of wrap and core yarns. Figure 6 represents the core and wrap yarn young’s modulus values, the results show that UHMWPE (Dyneema) had the highest value 121 Gpa and Kevlar had a value of 112.4 Gpa while polypropylene had the lowest young’s modulus value 1.2 Gpa, nylon had a value of 3 Gpa. Young’s modulus is a very important property, it directly affects the auxetic behavior of helical yarns, therefore it must be kept under consideration.

Young’s modulus of core and wrap yarn.
Breaking Strength
For calculation of Tensile properties of yarn, the instrument used was Universal testing machine TESTEX, installed in National textile research Center NTU Faisalabad, The breaking strength of the core and wrap yarn individually and helical yarns at different angles and with the different combinations are shown in Figure 7. The results show that in case of individual yarn the maximum breaking strength is of Dyneema which was 40.76 N. while in case of varying angle the strength decreases with increasing the angle, it is due to that by increasing the angle the number of turns per unit also increase, due to which the yarn become brittle and reduce the flexibility hence reduces the strength. therefore at 25 angle all combinations show less strength as compared to respective sample in lower angle, in case of combination the Nylon and Dyneema sample in all angles shows the highest breaking strength as compared to other combinations. The maximum strength was of Dyneema and nylon sample at 15 angle which was 50.12 N.

Breaking strength of samples.
Table 3 presents the linear density and tenacity of core yarn, wrap component and resultant Helical Auxetic yarn, the Tenacity values of HAY with wrap angle 15°, at this angle the HAY shows maximum Auxeticity.
Linear density and tenacity comparison.

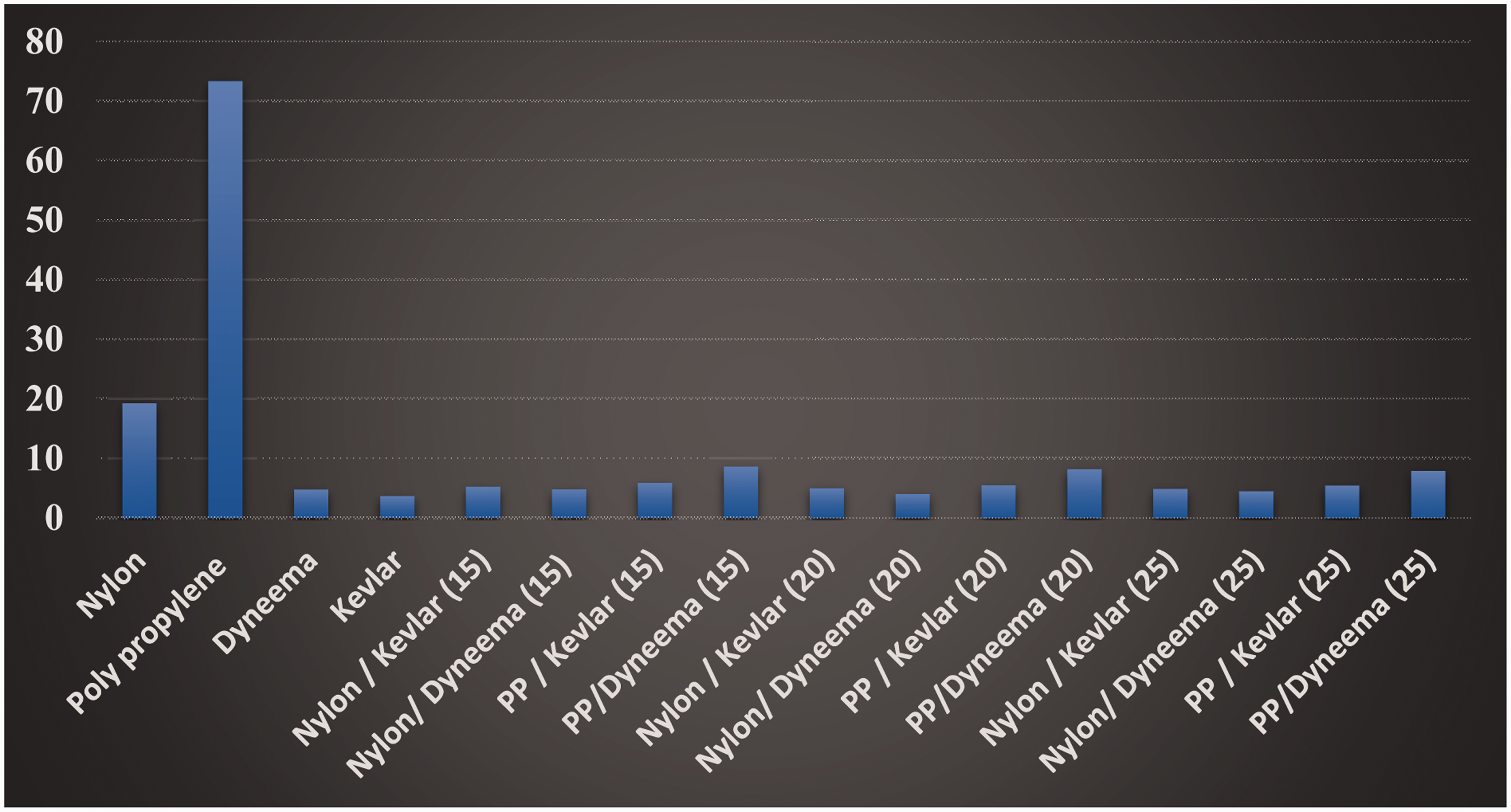
Maximum strain %
The maximum strain percentage values of individual and helical yarn are shown in Figure 8. The only polypropylene shows the maximum Breaking strain % about 73.34% while all of the rest either individual or helical yarn shows minimum strain %. It’s also very important to get maximum auxeticity, in the case of helical yarn the strain % reduces with an increase in angle in all combinations, in case of materials the helical yarn of polypropylene combination shows maximum breaking Strain. The wrap angle have inverse relation with elongation, by increasing the initial wrap angle. The reason is that yarn friction increases with increasing the wrapping angle which decrease the displacement of yarn and hence yarn elongation decreases.
Maximum strain %.
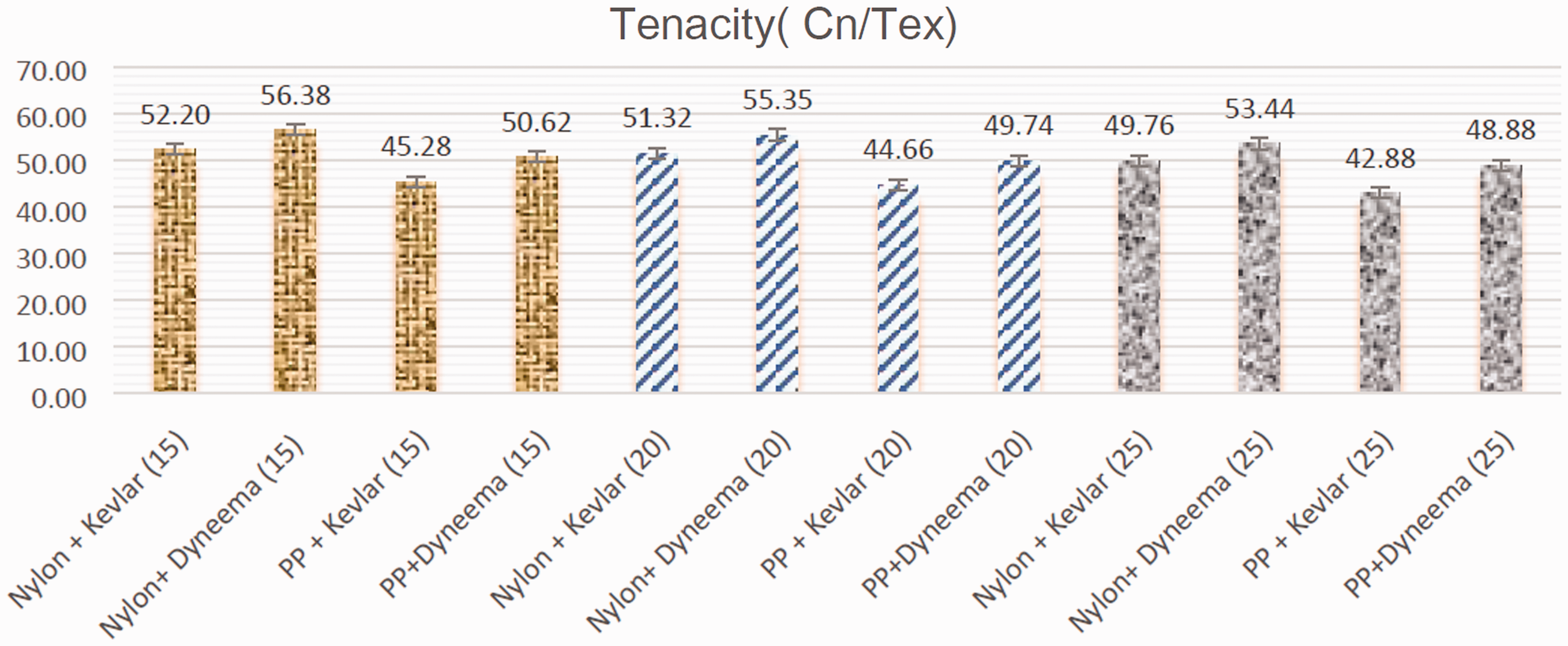
The tenacity of Helical Auxetic yarn are shown in Figure 9. Nylon/Dyneema sample has the highest tenacity value. Polypropylene/Kevlar has the lowest tenacity values. Different samples were developed by varying the component and wrapping angle, the results are described below.
Tenacity of helical auxetic yarn.
Auxeticity test results of HAY sample at different wrapping angle
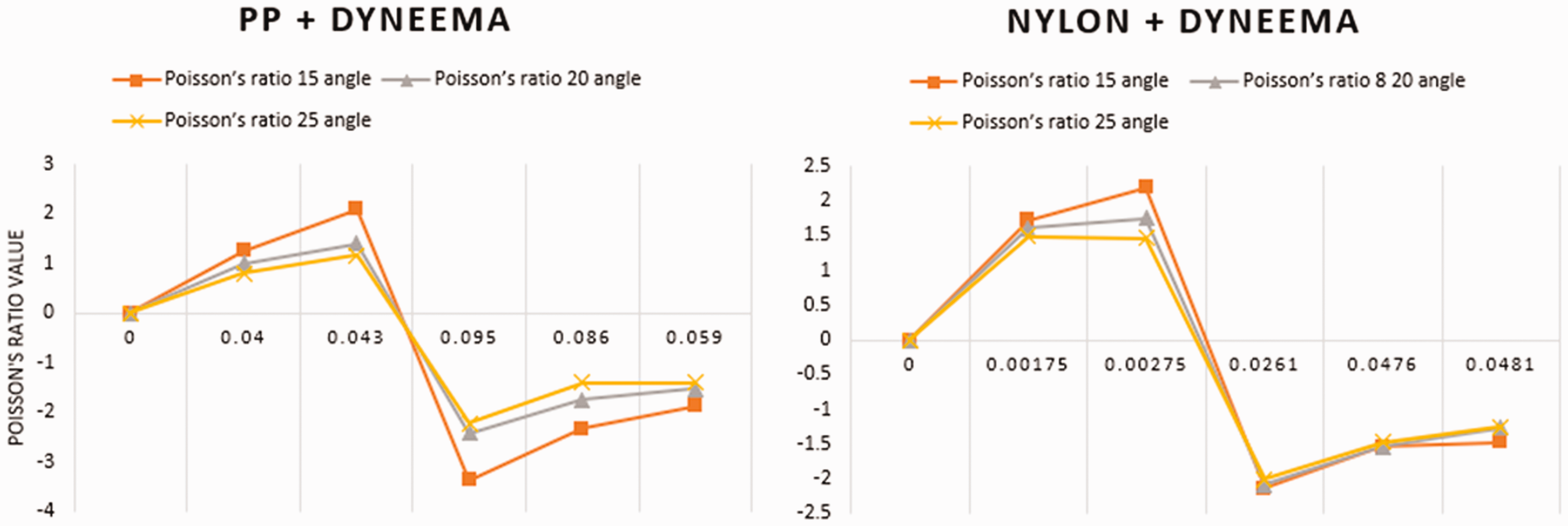
Figures 10 and 11 show the results of poisson’s ratio of Dyneema and Kevlar sample with polypropylene and nylon, at different wrapping angle, the maximum negative poisson’s ratio was achieved at 15° and minimum negative poisson’s ratio was achieved at 25°. In all the three cases the poisson’s ratio was calculated positive than after applying more their diameter is increased greater as compare to its axial strain so poisson’s ratio becomes negative. the reason behind the less negative poisson’s ratio might be that by increasing wrapping angle the wrapped yarn covered more tightly the core yarn, so it exerts force over the core yarn and restricts its expansion. Vice versa in case of reducing the wrapping angle. The almost same trend was shown in all samples, at first, the auxeticity was not shown than gradually increases after the maximum the auxeticity again reduces. The maximum auxeticity was shown by the HAY sample polypropylene and the Dyneema sample and least auxeticity were shown by sample nylon and Kevlar.
Nylon & PP with Dyneema.
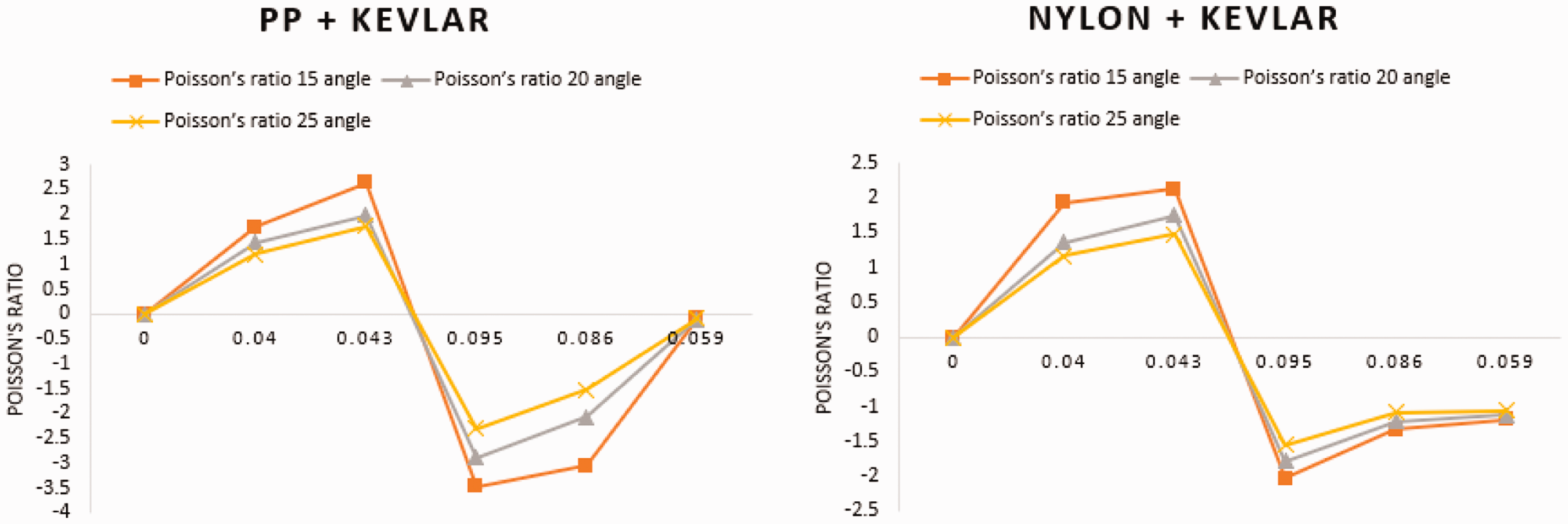
PP and Nylon with Kevlar sample.

Poisson’s ratio of helical auxetic yarn.
Effect of wrapping angle
Poisson’s ratio for different wrapping angle 15°, 20° and 25° are −3.37, −2.5, −2 respectively. As reduce the wrapping angle negative poisson’s ratio increases, this trend is observed for all the HAY samples the reason is that by increasing the wrapping angle, the length of wrap yarn increased per helical unit of HAY, due to this the core filament suffer additional shrinkage in cross-section, causing from the wrapped yarn compressional forces. Hence at the same longitudinal strain, the position of wrap and core filament interchanged, and the wrap filament extruded the core yarn much more extremely with a greater helical angle. The Figure 12 shows the Poisson’s ratio of HAY samples with different wrap angle.
Effect of components tensile modulus on auxeticity of HAY
For the development of helical auxetic yarn, two different modulus yarn are used as wrap yarn and two different elastic behavior yarn is used as core yarn. Results show that the tensile modulus of wrap yarn greatly affects the auxeticity of HAY, Dyneema filament had higher modulus as compare to Kevlar and in case of core, yarn polypropylene had higher elongation percentage as compared to nylon so, therefore, the sample Dyneema/polypropylene show maximum auxetic behavior while sample nylon/Kevlar poor auxetic behavior. By observing the helical auxetic yarn deformation mechanism, it was stated that the tensile modulus of wrap filament is higher than the core filament, so during compression deformation in lateral direction wrap yarn was in a dominant position as compare to core filament. Due to high modulus, the wrap filament extruded the filament in core with a high force; in the meantime, the wrap filament flattened to dislocate the core yarn. All the discussion concluded that the wrap filament tensile modulus had an important effect on the external contour modification of auxetic yarn under strain. There is a direct relationship between the tensile modulus and the auxeticity of HAY.
Multiple regression equation
The results are verified through Multiple regression equation and study the effect of Helical Auxetic yarn strength on core yarn strength, wrap yarn strength and wrapping angle. The results of multiple regression are given below

ANOVA


from multiple regression, the p value of core yarn strength, wrap yarn strength and wrap angle is less than 0.05 which indicates that all these factors are significant. The predicted equation for the strength of Helical Auxetic yarn is given below.
Equation (1) predicated strength of helical Auxetic yarn
Where in equation
The equation suggested that the effect of core yarn and wrap yarn strength have direct relation with the strength of helical auxetic yarn while the effect or wrap angle is inverse with the strength of helical auxetic yarn.
Conclusion
By using direct twist machine, the helical auxetic yarn was developed by Combining wrap and core filament. In this study It was observed that the parameters affect the negative Poisson’s ratio of helical yarn under strain. The parameters are diameter ratio of wrap and core filament, helical angle of wrap yarn and tensile modulus of filament use as wrap component. From results, it was concluded that the auxeticity of HAY was depended on greater value of diameter ratio between core to wrap filament and lower the angle of the wrap over core filament, also greatly influence the auxeticity of HAY by the greater modulus of the wrap over core filament. The Polypropylene/Kevlar helical Auxetic yarn showed a higher value of negative poisson’s ratio as compared to other combinations. The auxeticity of all the auxetic yarn increases by decreasing the helical angle while decreases by decreasing the diameter of the wrap filament. The results also showed that the lowest auxeticity was achieved at a 25° and the highest auxeticity was observed at 15°. Moreover, it was also confirmed that increasing core/wrap diameter and component modulus, negative poisson’s ratio of helical auxetic yarn also increased. This study delivers a decent reference for manufacturing yarn with auxetic behavior and represents a guide to creating and manufacturing auxetic yarn for use in technical textile applications.
Footnotes
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.