
Abstract
Natural fibres find their application as a reinforcing agent for polymer composites to obtain parts with improved mechanical properties. Manufacturing of non-metallic products is incorporated with natural fibres for better strength and to reduce cost. Rotational moulding is a process used for the manufacturing of hollow plastic products, especially water tanks, plastic fuel tanks, barrels, kayaks, refrigerated panels, etc. Incorporation of natural fibres to reinforce polymers in rotational moulding process is a tedious task; since there is no control over fibre and polymer powder mixture, which is rotating bi-axially, it may lead to fibre agglomeration. The present work investigates the mouldability of linear low density polyethylene composites with tampico and coir fibre as the reinforcement agents using a bi-axial rotomoulding machine. NaOH-treated fibres with 5, 10 and 15% by weight have been added to the linear low density polyethylene matrix, and the composites were prepared by rotational moulding process. Mechanical properties such as tensile strength, flexural strength, impact strength and hardness have been investigated. Dynamic mechanical behaviour such as storage modulus, loss modulus and tan δ of the different composites has been investigated with dynamic mechanical analyser. Fractured surfaces were examined qualitatively with the help of a scanning electron microscope for determining the interfacial properties and fibre adhesion between the fibres and the linear low density polyethylene matrix.
Introduction
Rotational moulding, otherwise called as rotomoulding or slush moulding, is a well-known technology to produce hollow stress-free plastic products [1–3]. Natural fibres find their application as reinforcement for polymeric materials, and the adhesion of these fibres with matrix depends upon the type of surface treatment done on fibres [4–8]. The adhesion of natural fibres with the polymer matrix is the most significant, since it contributes sufficient mechanical strength to the composite parts. Portunus sanguinolentus shell powder, jute fibre, coconut leaf sheath, etc. were effectively used as potential reinforcement for epoxy-based composites with better mechanical properties [9–12]. But the formation of bubbles will lead to a drastic decrement in the mechanical properties of composites. If there is an adequate treatment of fibres done before moulding, then it is easy to produce bubble-free products [3,13]. Sisal fibre-reinforced high density poly ethylene (HDPE) with fibres treated with alkali shows thermal degradation due to larger sintering time, and it can be avoided by proper optimization of sintering time. The studies on banana and abaca fibre-reinforced polymer composites made by rotational moulding shows better mechanical properties especially in flexural strength and tensile modulus with treated fibres under NaOH solution [14]. The fibre–matrix adhesion and voids were qualitatively analysed with the help of scanning electron microscope (SEM), and also dispersion and agglomeration can be determined with the same [15,16]. Morphological characterization of ricinus communis fibre-reinforced polyester composite reveals that there is a mechanical interlocking of fibre and matrix, which leads to improved mechanical strength [17]. The rough surface of fibres induced better adhesion with the matrix and imparted more mechanical strength to the composites [18–21]. Fibre matrix bonding, size, voids, fibre pullout, filler distribution, cracks, etc. can be investigated qualitatively with SEM analysis [9,16,22,23]. Potassium hydroxide (KOH)-treated coir fibres under different soaking time and varying concentration under a soaking time of 48 or 96 h at a KOH concentration of 8, 2 and 5%, respectively, proved an effective influence on the enhancement of mechanical properties such as tensile strength, flexural strength and compressive strength [24]. Water absorption test conducted among the unidirectional (UD) and randomly oriented bamboo fibre composite inferred that UD fibre-reinforced composite absorbs more water than randomly oriented fibres [25,26]. Introduction of Kevlar fibre and bagasse as reinforcement in vinylester resin reported that the homogenous composites show improved tensile strength than graded composites, but flexural strength and impact strength seem to be higher for graded composites than homogeneous composites [27]. Incorporation of Madar fibre as reinforcement material in the polyester matrix showed improved mechanical properties when fibre weight percentage was 15% with a fibre length of 15 mm when compared to a weight percentage of 20 with the same 15 mm length fibres [28]. Jute, sisal and cabuya fibres were used as the reinforcement with HDPE matrix, and the mechanical properties were investigated. The results have satisfactorily proved that the reinforced polymer composite showed enhanced mechanical properties compared to the unreinforced polymer products [29]. Effect of fibre content on the mechanical properties of agave, coir and pine fibres treated with maleated polyethylene (MAPE) investigated the mechanical properties of composites upto a fibre weight percentage of 30. The results were compared with that of the untreated fibre composites and found to be significantly improved by the MAPE treatment [30]. The mechanical properties of wollastonite-reinforced medium density poly ethylene (MDPE) show a monotonical increment in tensile modulus, impact strength and improved processability. Kenaf/glass fibre-reinforced polypropylene hybrid composites were investigated for impact strength and presented that the hybrid composites have better impact strength than non-hybrid composites [31,32]. Pineapple leaf fibre-reinforced epoxy composites were compared with coir fibre epoxy composites, and the results obtained favoured the pineapple fibre epoxy composites with improved tensile strength than coir fibre epoxy composites [26]. While evaluating bamboo fibre-reinforced composite, discontinuous fibres-reinforced composites supported higher torques than UD fiber-reinforced composites, even with a mass concentration of inferior fibre [33].
The viscoelastic properties of various natural fibre-reinforced polymer composites have been analysed and reported by the researchers. Kevlar fibre and bagasse as reinforced vinylester resin under dynamic mechanical analysis (DMA) showed an improved storage modulus (E′) concerning the increase in fibre content. Loss modulus (E″) plotted against the hike in temperature also shows the same pattern as in the case of E′. The damping factor, tan δ, was reported as high for pure vinylester compared to fibre-reinforced composites up to a temperature range of 30–90°C [27]. The coir fibre epoxy and pineapple leaf fibre epoxy composites under dynamic loading conditions show higher stiffness up to a fiber vol% of 34. The loss factor tan δ was observed to be lower for pure epoxy compared with that of fibre-reinforced composites [34]. It was also reported that the coir fibre epoxy composite showed better glass transition temperature compared to pineapple leaf fibre epoxy composite [34]. Studies indicated that the introduction of nanoparticles into the fibre-reinforced matrix will improve the damping characteristics that lead to vibration control applications [35]. Many works of literature highlighted the need for fibre treatment before composite preparation. It was also reported that the surface treatment of fibres leads to better tensile and flexural properties of the composites [36,37].
Since the rotational moulding is a powder processing technique, the natural fibre addition to be also used in the form of powders was reported so far. But the present work investigates the mouldability of linear low density poly ethylene (LLDPE) with long fibres as reinforcement and successfully incorporates up to 15 wt% of long fibres with LLDPE matrix. Tampico fibre used in the present study was not yet explored as reinforcing material in the rotational moulding process. Coir fibre reinforcement and LLDPE matrix combination processed by rotational moulding have never reported so far. Hence Tampico and coir fibres were selected as the potential polymeric reinforcement for LLDPE. Mechanical characterization, morphological analysis and DMA of Tampico and coir fibre-reinforced LLDPE under different fibre weight fraction were investigated and compared with the experimental values obtained for unreinforced LLDPE. Void content analysis was also performed in order to correlate the results obtained during mechanical characterization. The present work successfully incorporated the natural fibres in rotomoulded polymeric materials without affecting the strength of the products. Rotomoulded products are larger in size and weight when compared with polymeric materials produced by compression and injection moulding. In the present work, the fibre addition up to 5 wt% enhanced the mechanical strength, and fibre addition up to 10 wt% has got near similar strength as that of unreinforced polymer products. The 10% fibre addition itself can reduce the cost of the product and also effectively reduce the overall usage of polymers. Hence it is socially and economically relevant and attributes to sustainable manufacturing.
Experimental
Fourier transformation infrared spectroscopy
To evaluate the chemical changes during the NaOH treatment and to identify the effect of NaOH treatment on fibres, FTIR spectroscopy is used. The interaction of functional groups with the natural fibres after NaOH treatment needs to be analysed to confirm the effect of treatment on the fibres. Perkin Elmer Spectrum 100 FTIR Spectrometer, collecting 60 spectra per second is used for the study. Wavelength from 4000 to 500 cm−1 is considered for spectral analysis.
Materials
Tampico fibres and coir fibres (compositions is included in Table 1) were used as the reinforcement material for the composites. Tampico fibre, otherwise called as Mexican fibre, is extracted from a plant named ixtle. Coir fibres were collected from the small-scale coir manufacturing units functioning in the coastal areas of the state of Kerala, the southernmost state in India. LLDPE granules for rotomoulding grade were supplied by the distributors of Gas Authority of India Limited (GAIL – polymers). LLDPE is a hybrid polyethylene having inherent properties of both LDPE and HDPE. It has a density of 910 to about 940 kg/m3. Sodium hydroxide (NaOH) solution and stearic acid were used for fibre preparation. A bi-axial rotomoulding machine (EN 300) with mould size of 300 mm × 300 mm × 300 mm was used for moulding the composites to a hollow cube shape. The charge weight is calculated as per the required mould thickness of 5 mm.
Composition of coir and Tampico fibre used for composite preparation.


SEM image of (a) Tampico and (b) coir fibre.
Fibre preparation and surface treatment
Both Tampico and coir fibres were washed manually in distilled water after a soaking period of 24 h under the standard room temperature and pressure. Once rinsing is over, the excess water content is drawn out using a centrifuge. Then the fibres were dried in sunlight for 24 h and were readied for fibre treatment. Alkali treatment was preferred since it gave better adhesion between the fibres and matrix [36]. The cleaned natural fibres were dipped in 5% NaOH solution for another 24 h to remove the extractives and lignin on the surface of fibres. Then, it is dried in direct sunlight for 48 h followed by applying stearic acid over the fibres. It is done in order to achieve better fibre dispersion and to reduce the agglomeration. The SEM images of treated fibers are shown in Figure 1. Pressure sprayer is used for applying stearic acid over dried fibres. Then, it is chopped to 5 mm length fibres with the help of a chopper machine.
Preparation of composites
Composites were prepared by adding treated fibres upto 15% by weight with the LLDPE matrix. Three different composites were made with both coir fibre and Tampico fibre as the reinforcement with a fibre addition of 5, 10 and 15% by weight. Metered quantity of both fibres and polymer were blended for 8–10 min in a dry blending machine. The charge weight was calculated as per the mould dimensions for a thickness of 5 mm. The equation used for calculating the charge weight is given below
Charge weight = total surface area of the mould × required thickness × density of LLDPE
Cube-shaped mould with 30 cm dimension and made of stainless steel was used for the preparation of composites. The mould was attached with a bi-axial rotation arm which rotates the mould in two perpendicular axes simultaneously with a major axis to minor axis speed ratio of 4:1. The driving torque was given from an electric motor attachment. The whole system was confined inside a heated oven, where the temperature was maintained up to 240°C during heating mode. Cooling time provided is 30 min after the oven is switched off. Fan cooling is employed for adequate curing and easy removal of product from the mould. Silicon spray was used as the mould releasing agent, so that the composites were removed without damage to the adhered surface. Six different composites were prepared to compare it with the non-composite LLDPE product. The nomenclature was abbreviated as listed in Table 2.
Designation of composites prepared by rotational moulding.

Mechanical characterization
Hardness was measured as per the Shore D scale standard by averaging the values obtained after inspecting eight samples at the different sides of the composite cube. Tensile strength was identified as per ASTM D638-14. Five samples were cut out from different sides, mostly randomly, and the values obtained were averaged for the determination of tensile properties. Instron Universal testing machine was used for conducting the study. Flexural strength was also determined at room temperature with the same Instron device with a crosshead speed of 2 mm/min. ASTM D 790-17 was followed for the study for five samples cut out from different sides of the mould. Tinius Olsen H25KL with 25 kN load cell is used for tensile and flexural test. The impact strength was also determined as per ASTM D256-10 by testing eight samples. The schematic diagram of test specimen is indicated in Figure 2.
Morphological characterization
Fractured surfaces of the tensile testing specimens were qualitatively analysed morphologically with the help of SEM, TESCAN-VEGA3. Gold sputtering was done using JEOL-JFC 1600 auto fine coater on the exposed surfaces of the composite specimens to improve the interaction of electrons with the sample surfaces. Sputtering resulted in initiating a conductive surface over a non-conducting polymer, so that the electron-specimen interaction is possible. SEM images of the fibres, fibre-pullout surfaces, bubble formations and fibre matrix adhesions were collected at different magnification.
Dynamic mechanical analysis
The damping characteristics of composites under oscillating force conditions were determined using DMA techniques. TA instrument DMA Q800 was used for the analysis. Samples with a size of 70 mm × 10 mm × 5 mm cut out from the rotomoulded parts were used as the specimen. Experiments were carried out in three-point bending mode starting from –130 to 150°C at a frequency of 1 Hz and amplitude of 15 μm. Storage modulus, loss modulus and tan δ were plotted against the temperature to determine the composites with better viscoelastic properties.
Results and discussion
Fourier transformation infrared spectroscopy
Spectra for the elucidation of chemical compositions of treated and untreated Tampico and coir fibres were compared with the help of IR spectroscopy. Untreated Coir fibre (UCF), Treated Coir Fiber (TCF), Untreated Tampico Fiber (UTF) and Treated Tampico Fiber (TTF) were considered for spectral comparison. The infrared region is divided into three regions, namely, near, middle and far, where the wave number stretches from 12,800 to 200 cm−1. The middle-to-far region comprises of wave number 4000–200 cm−1, which is more useful in analysing the organic compounds. Untreated fibres, both coir and Tampico, have got a peak indication in FTIR spectra between 1350 and 1450 cm−1. This is due to the hemicelluloses and wax materials present in the fibres. Also, the availability of OH group increases the esterification process [38–40]. As a result, the peak is observed at 1428 and 1386 cm−1 for untreated coir and Tampico fibre, respectively. This peak observed at fingerprint region depicts the influence of O–H bending with medium appearance. The peaks observed for UTF and UCF between 500 and 750 cm−1 depict the presence of cellulose which is not found in treated fibres [41]. The reaction of NaOH with natural fibre (N.F*) is expressed as
In Figure 3, the treated fibres do not have any peak indications in FTIR spectra between 1350 and 1450 cm−1. This concludes that the NaOH treatment on bamboo fibres were effective in removing the hemicellulose and lignin.

(a) Flexural specimen, (b) impact specimen and (c) tensile specimen.

FTIR spectra studies for treated and untreated fibres.
Mechanical characterization
Effect of fibre content on tensile strength
Tensile properties of all the composites were estimated as per ASTM D638-14 standards and compared with the test results of LLDPE samples (Figure 4). It was found that in both the cases, i.e. Tampico and coir fibre composites, the tensile strength increases with the fibre content of 5 wt%. But the further increase in fibre content considerably decreases the tensile strength. Composites of both Tampico and coir with 15 wt% show poor tensile strength compared to unreinforced LLDPE. The fibre matrix debonding is much higher for high wt% of fibres. This is the reason for the drastic reduction in tensile strength at the higher fibre content. But, when comparing the properties of 15 wt% coir and Tampico composites, Tampico-reinforced composites (T15) show a higher tensile strength (12.45 MPa) than coir fibre-reinforced (C15) composites (10.96 MPa). This is because of the inherent properties of Tampico fibre and also with less lignin content after NaOH treatment. It was reported that the pine and agave fibre at 10 wt% as reinforcement in linear medium density polyethylene under same processing conditions have tensile strength near to 20 MPa. But, further addition of fibres drastically reduced the ultimate tensile strength of the composites [30]. The rotational moulding process is a low shear process, where stress-free products are obtained [42]. Incorporation of long fibres in the polymer matrix in the rotomoulded product is a tedious task. Hence the most random orientation of fibres is expected and achieved. Since no control over fibre orientation is possible, that was reflected in the tensile properties of composites at higher fibre weight percent.
Effect of fibre content on flexural strength
Flexural strength of all the composites was estimated as per ASTM D790-17 standards and compared with the test results of unreinforced samples (Figure 5). There was considerable improvement in the flexural strength of composite by the addition of natural fibres up to 5 wt%, and beyond that, the flexural strength gets decreased. This is due to the bonding between the fibres, and matrix tends to deteriorate by further fibre addition. Tampico fibre composite shows a superior outcome compared to coir fibre composites. The T5 composite has marked a percentage increase in strength by 13.24%, while C5 has indicated a hike in strength by 8.06% when compared with the flexural strength of 14.88 MPa obtained for neat LLDPE. The fibre intensity was found to be more at the inner surface of the mould than the outer periphery. Since the rotation speed was less than 40 r/min for the rotational moulding process, the long fibres find it difficult to penetrate through the molten polymer as in the case of high speed centrifugal casting process. Also, the void formation for C15 and T15 composites was observed to be more when compared with C5 and T5 composites.
Effect of fibre content on impact strength
The impact strength was determined as per ASTM D 256-10 standards. Both coir and Tampico fibre composites at 5 wt% have near same values obtained as that of neat LLDPE (Figure 6). Further reinforcement with coir and Tampico produces an adverse result with the same trend obtained in flexural properties of Tampico fibre composites. More fibre content produces micro-cracks and bubble formations. The same tendency as in the case of flexural strength is observed in the impact strength too. It was observed that lower fibre content enhances fibre distribution, and higher fibre content enhances fibre agglomeration. This could be the reason where agglomerated fibres reduce the impact strength of the composites. C15 and T15 give very fewer values in the range of 20 kJ/m2. Fibre agglomeration was also identified in the morphological characterization of impact specimen surfaces.
Effect of fibre content on hardness
Hardness values of the composites were estimated on the shore D scale (Figure 7). Addition of fibres as reinforcement in LLDPE matrix found to be significant while estimating hardness values. In both the fibre composites, the hardness values obtained was better than the unreinforced LLDPE. At 15 wt% of fibre addition, in both the cases, the hardness property is found to be the best. The estimated hardness values of C5 and T5 composites were less compared to the neat LLDPE. The mechanical properties, especially the hardness values, are largely depended on the processing conditions and void formations. The outer surface of the product, which was in contact with the mould, was subjected to hardness test. The surface property may vary with the application of quantity of demoulding agent, cooling time, etc. The present work has taken care of monitoring the silicon spray quantity and cooling time, and hence the hardness values obtained were independent of these manual errors.
Morphological characterization
Figures 8 to 10 represent the SEM images of coir fibre-reinforced LLDPE composites captured with reference to the fractured surfaces of the test specimens. It was observed that the formation of bubbles inside the matrix was more when the wt% of fibre increases. These cracks and micro cracks adversely affect the mechanical strength of the composites. Figure 8(a) shows the formation of bubbles inside the matrix, captured from the impact specimen of C15 composites. Figure 8(b) also has represented the micro void formations inside the matrix. This is the main reason for the drastic reduction in tensile and impact strength when wt% of fibre was increased. The SEM image of the tensile specimen for C5 (Figure 9) shows perfect bonding between the matrix and the fibre. It was also observed that the fibre surface was rough enough to have a better bonding with the LLDPE matrix. The adhesion was achieved by proper surface treatment with NaOH. The impact test specimen of C15 composites was qualitatively analysed and represented in Figure 10. The reason for the reduction in impact strength with 15 wt% fibre content can be observed in the SEM image. Fibre debonding, fibre pullout, matrix crack formation and voids were clearly visible with a magnification of 200×. Further reduction in length of fibre is advised for getting better mechanical strength at higher weight percent of fibres.

Tensile strength of composites compared with LLDPE.

Flexural strength of composites compared with LLDPE.

Impact strength of composites compared with LLDPE.

Hardness values of composites compared with LLDPE.
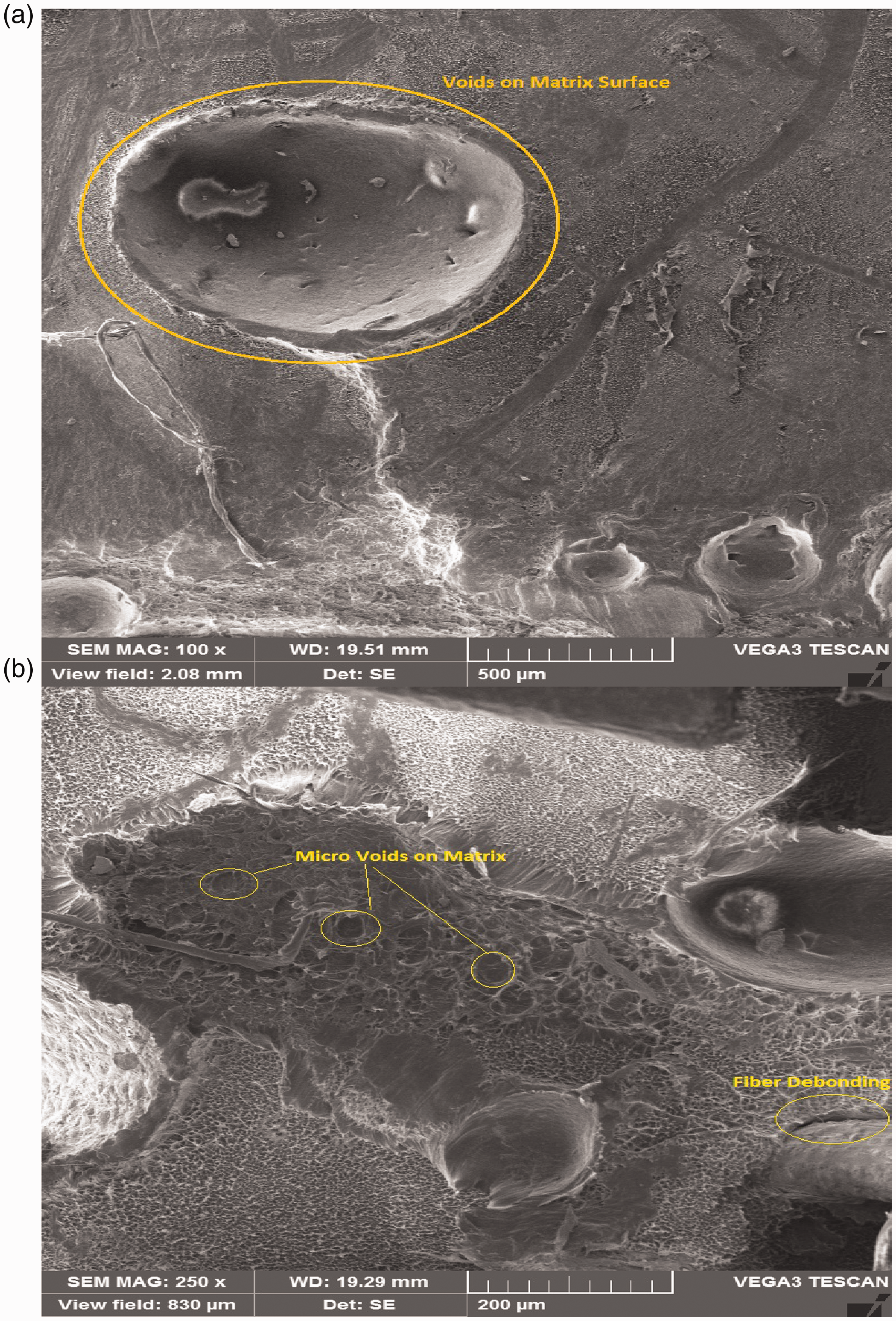
SEM image of coir fibre-reinforced LLDPE composites shows voids and micro voids on composite matrix.

SEM image of the fractured surface of the tensile specimen of coir fibre-reinforced LLDPE (C5).
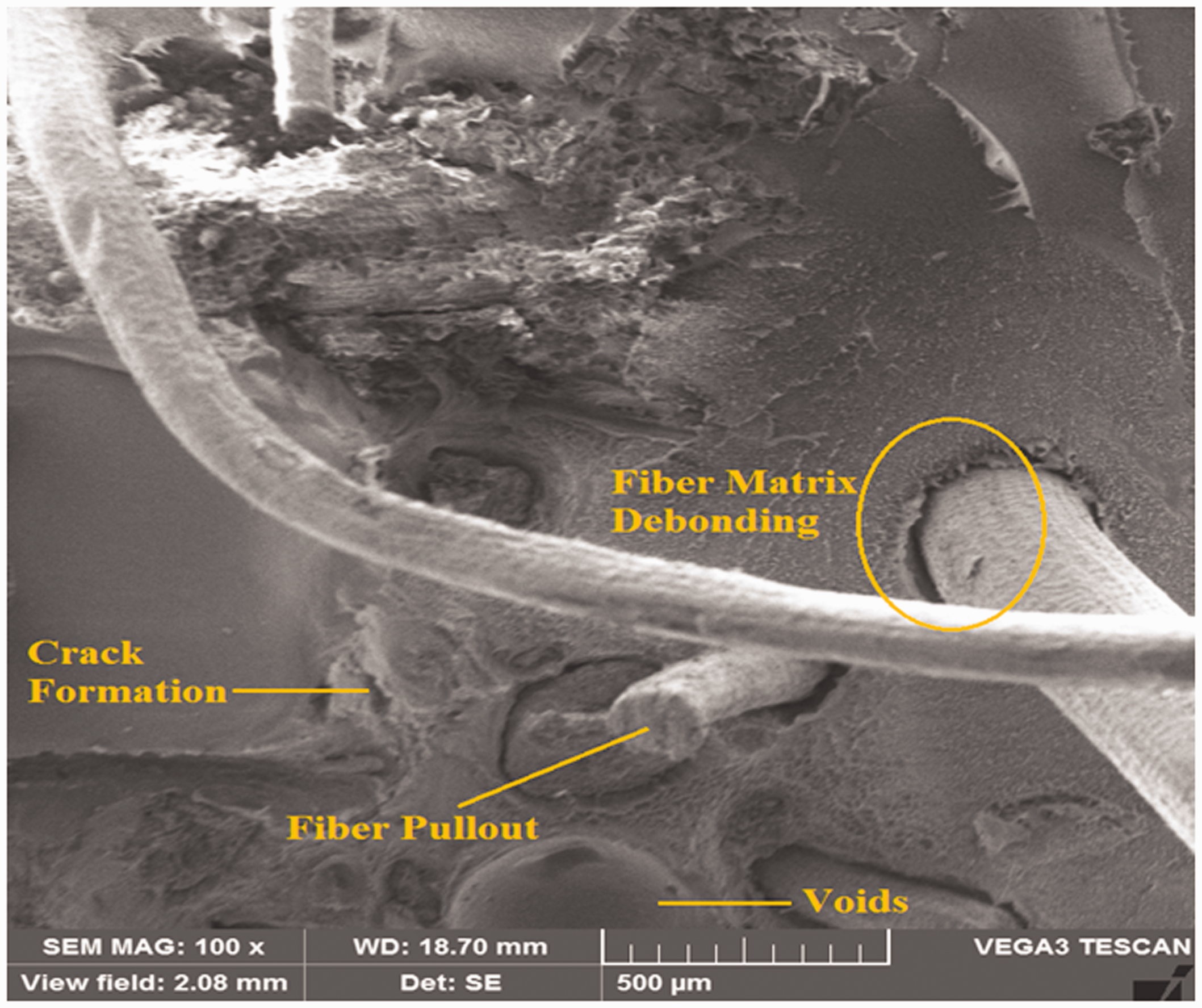
SEM image of the fractured surface of impact specimen of coir fibre-reinforced LLDPE (C15).
Figures 11 to 14 represent the SEM images of the fractured surfaces of test specimens of Tampico fibre composites. The flexural specimen of T15 was qualitatively analysed and represented in Figure 11. The least flexural strength among all the composites was marked against T15 composite. The fibre matrix adhesion represented in the figure was confined to a small portion of the fibre, and debonding dominates the remaining length of fibres. Fibre pullout was also observed; it collectively reduced the flexural strength of T15 composites. Analysing Figure 12, which represents the fractured surface of tensile test specimen of T15 composites, envisages the reason for the inverse effect of tensile strength with fibre addition of 15 wt%. The fibre–matrix debonding and fibre pullout were perfectly observed from that image. Figure 13 represents the SEM image of the fractured surface of tensile strength specimen corresponding to T5 composite. The number of fibres present per unit area was observed to be very less, and fibre pullout is more. The peeled fibre surface was also observed. The impact test specimen of T5 composite was qualitatively analysed with a magnification of 500×. The Tampico fibre was randomly oriented, and mostly, these fibres were orthogonal to each other which provide better impact strength among the other composites.

SEM image of the fractured surface of flexural test specimen of tampico fibre-reinforced LLDPE (T15).
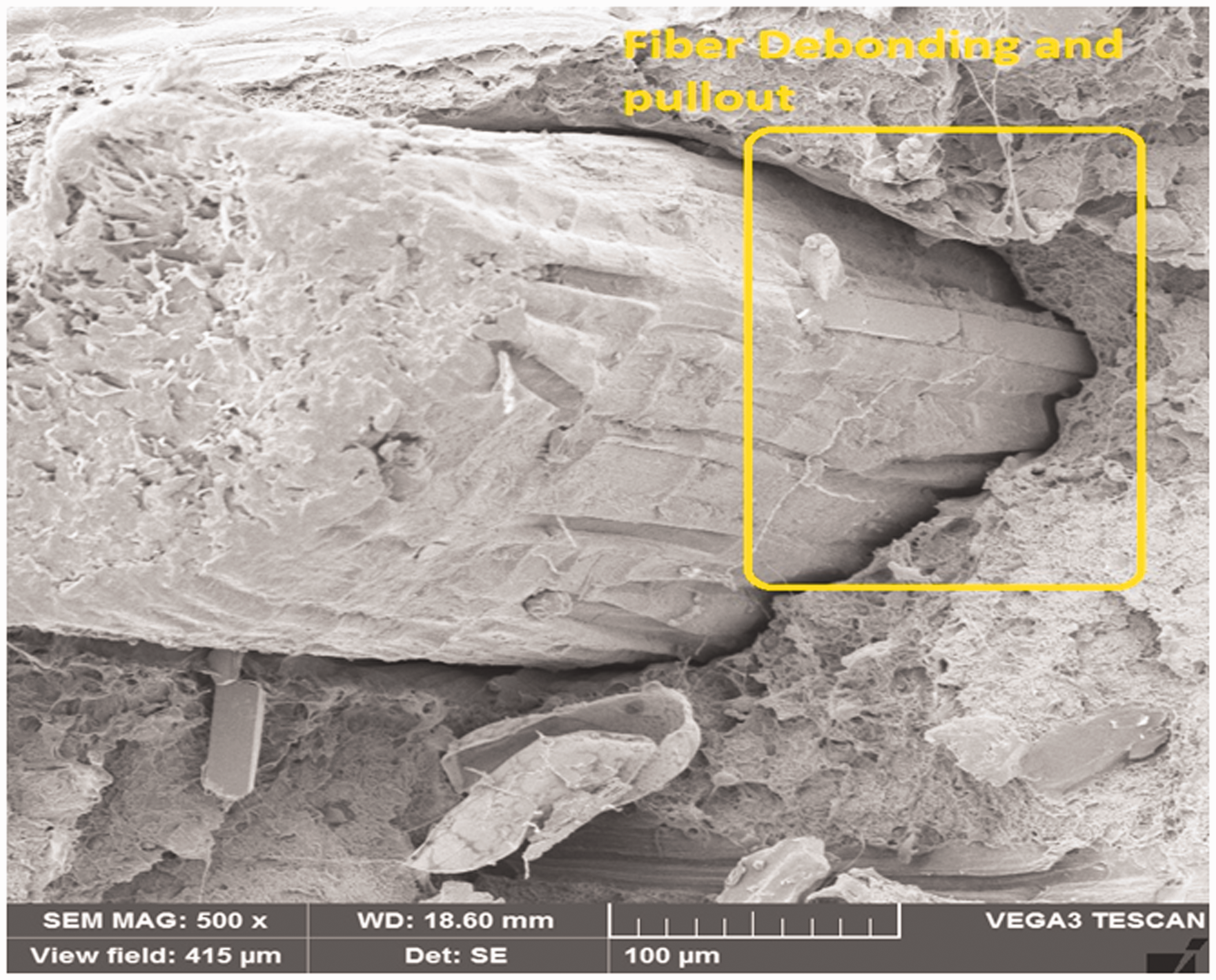
SEM image of the fractured surface of the tensile specimen of tampico fibre-reinforced LLDPE (T15).
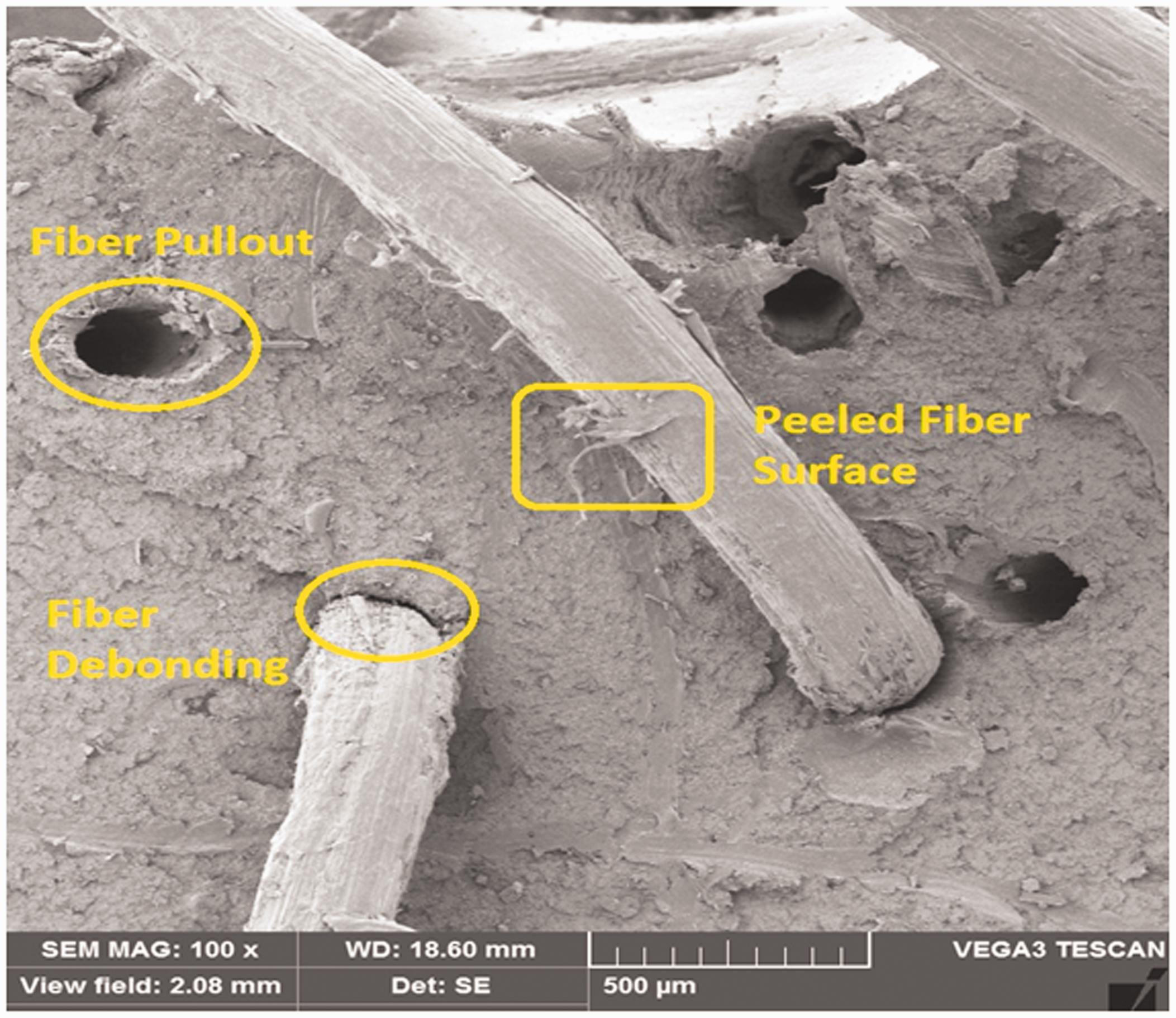
SEM image of the fractured surface of the tensile specimen of tampico fibre-reinforced LLDPE (T5).

SEM image of the fractured surface of impact specimen of Tampico fibre-reinforced LLDPE (T5).

Storage modulus of unreinforced and reinforced LLDPE.

Loss modulus of unreinforced and reinforced LLDPE.
Dynamic mechanical analysis
The energy stored by the material when subjected to an oscillating load is termed as storage modulus. The fibre reinforcement above 10 wt % does not have any significant improvement in storage modulus for the composites produced by rotational moulding process. The C5 and T5 composites have better damping properties when compared to unreinforced LLDPE. The unreinforced LLDPE performs much similar to 10 wt% composites of both coir and Tampico fibres in storage modulus. With the addition of fibre above 10 wt%, an inverse result was found than expected. The damping capacity of coir fibre as compared to Tampico fibre is better, and thus, coir fibre composites bring out better storage modulus values. The storage modulus values obtained for C5 and T5 go beyond 1800 MPa, which was 55% more than the other composites taken for study. It is also recommended that the usage of coupling agents can give better storage modulus; hence storage modulus largely depends on the fibre–matrix interaction [43]. It is also reported that the adhesion of fibres with matrix significantly affects the storage modulus. In mechanical characterization and morphology of the specimens, it is recorded that there is poor adhesion at 15 wt% of fibre addition. This is the reason for poor damping characteristics shown by C15 and T15 composites (Figure 15).
The energy dissipated by the material when subjected to an oscillating load is termed as loss modulus. It largely depends on the hardness or stiffness of the material. Loss modulus also shows an identical pattern as in the case of storage modulus. At lower temperature, i.e. at –130°C, both C5 and T5 crossed 150 MPa when compared with other composites with E″ value of less than 100 MPa. Upon heating, both E′ and E″ were found to be gradually decreasing since the force required for deformation is very less at a higher temperature. Increased fibre content abated the loss modulus for both Tampico fibre composites and coir fibre composites. Loss modulus curves are found to be maximum at the initial temperatures and then decreasing gradually at higher temperatures. This is due to the fact that at higher temperature, the polyethylene chains are free to move than at lower temperatures (Figure 16).
Damping factor or tan δ is the ratio of loss modulus to storage modulus of any material. The temperature corresponding to the initial peak point in Figure 17 is considered as the glass transition temperature (Tg) of polymer composite. It was observed that Tg is in between –121 and –108°C, and beyond this temperature, the composites exhibit poor damping characteristics. Glass transition temperature is the characteristics property of a polymer or a polymer composite, and a positive shift of tan δ is observed as shown in Figure 17. It is the temperature at which the transition from rubbery to glassy state happens for a polymer composite. A polymer is generally selected for the damping purpose if its Tg is in the region of the known temperature. Thus, the glass transition temperature is extremely important in damping-related problems. Beyond 150°C, there is a rapid hike of modulus and the value goes to infinity and hence assumed that permanent deformation has happened for the composite samples.

Tan δ of unreinforced and reinforced LLDPE.
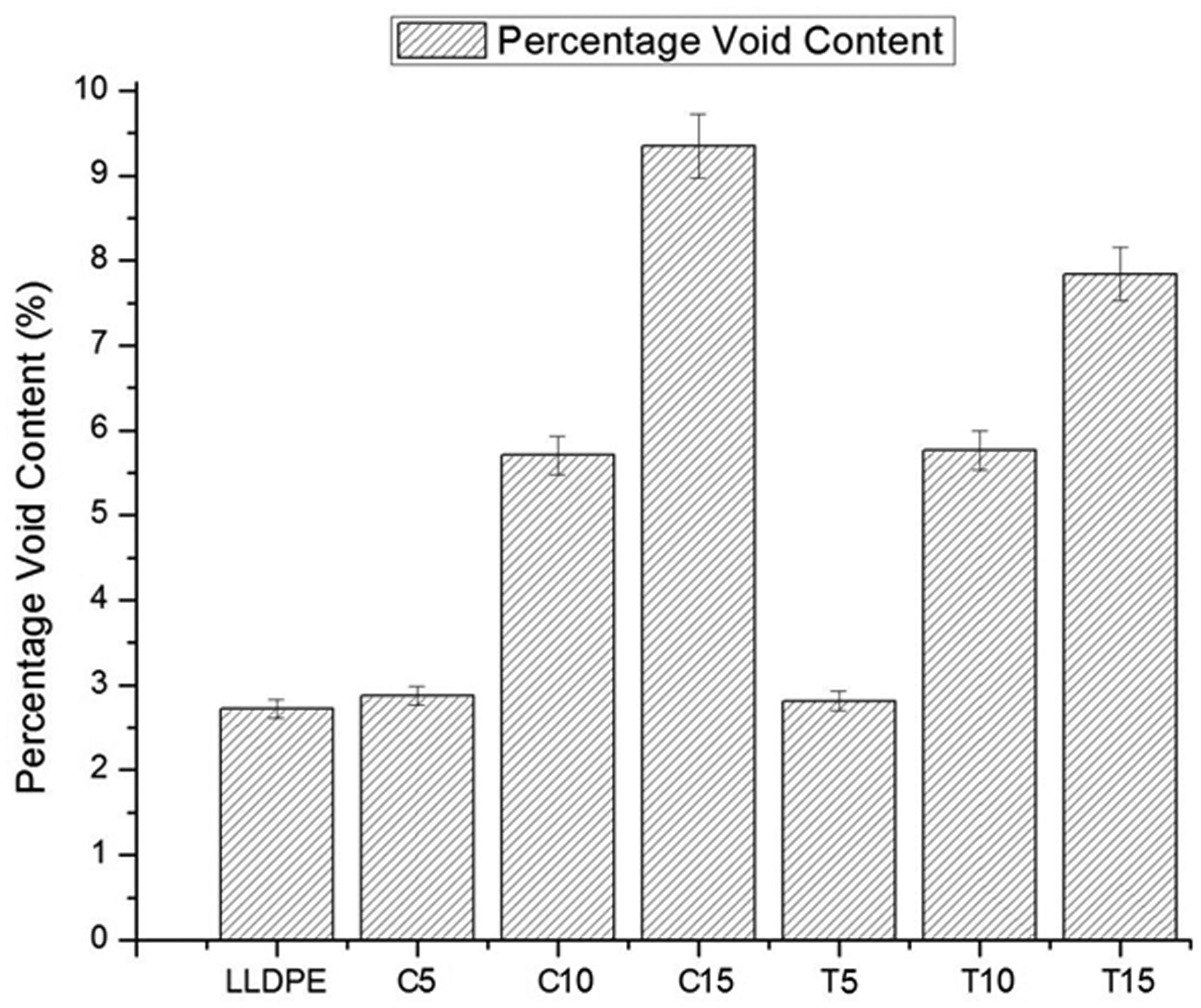
Percentage void content of composites compared with unreinforced LLDPE.
Void content test
The morphological investigations favourably identified the presence of voids in the polymer matrix. It is necessary to conduct void content test on the samples, since it majorly influences the mechanical strength of the composites. Accordingly, the samples were tested for determining the percentage of voids as per ASTM D 2734-94 standards (Figure 18). The void content can be calculated by an empirical equation given as
Theoretical density for each composite can be calculated by knowing the weight fraction of fibres and composites and also the density of both matrix and fibres. Experimental density is obtained by buoyancy method.
The void formation for unreinforced LLDPE was found to be minimum, and it was observed to be increasing with increase in fibre content. At higher wt% of fibre addition, the void content was found to be increased up to 230% for coir fibre and 180% for Tampico fibre. This hike in voids reflects in decline in mechanical properties at higher fibre addition. Since the rotomoulding process does not apply any external pressure on the mould while processing, the entrapped air finds it difficult to penetrate and escape from the matrix. When fibres are added, the viscous polymer accommodates these randomly oriented and unevenly dispersed fibres. Thus, the surface and internal bubble formation is more when compared with unreinforced LLDPE. The void formation can be controlled to some extent by mould pressurization technique during the heating zone while processing the composites [44,45].
Heat transfer analysis
The oven residence time and internal air temperature are the two processing parameters, which are very much significant in rotational moulding process. During the rotational moulding process, the composites become under cooked, if the processing time is not sufficiently maintained, and overcooked if the processing time exceeds the limit. For producing perfectly cooked composites, analysis of the aforesaid parameters is very important. The three different temperatures were sensed and recorded while processing the composites viz oven temperature, mould temperature and internal air temperature at a regular interval time of 5 min. First, 30 min of the processing time was considered as heating cycle, and the remaining 30 min was considered as cooling cycle. While processing unreinforced LLDPE, the variation of internal air temperature from oven temperature was found to be less since the heat energy being supplied onto the system was transferred through the mould and maintained. When the fibres were added, the heat energy supplied by the oven was absorbed by the fibres, thereby reducing the internal air temperature. The trend keeps on increasing up to 15 wt% composites (both T15 and C15) which can be inferred from Figure 19 that these fibres act as thermal insulators, where the heat energy supplied was absorbed by the fibres. Variation of oven, mould and internal air temperatures versus oven residence time plotted for all the six composites.
Conclusions
The present work successfully incorporated long fibres up to 15 wt% into LLDPE matrix. Further increase in fibre content reduces the mouldability of hollow products and remains as fibres rather than the reinforcement. The results are summarized as follows: Tensile strength is observed to be improved by the addition of fibreas upto 5 wt% and further addition reduces the tensile strength of the composites and goes below than the tensile strength of unreinforced LLDPE. Hence it can be concluded that in the case of long fibres, the fibre addition up to 5 wt% provides better mechanical properties. It was observed that the coir fibre composite C5 marked the maximum tensile strength of 17.2 MPa when compared with unreinforced LLDPE of 15.62 MPa. The same trend was observed for flexural and impact strength of the composites. Hence it can be concluded that long fibre reinforcement is recommended in rotomoulding parts with only 5 wt% for better mechanical properties than the unreinforced one. Incorporation of 5 wt% natural fibre in a 1000 l hollow tank made of rotomoulding will be around 1.5 kg. The price of natural fibre compared with that of LLDPE is considerably very less, and thus, the effective cost of the products can be reduced without compromising the mechanical properties. This is the economical relevance of the present work. The biodegradability of natural fibres is an added advantage which imparts social relevance too. Morphological characterization of composite with 15 wt% fibres reveals the presence of voids, micro voids and bubbles in matrix–fibre interfaces. Also, the fibre–matrix debonding is more when the percentage of fibre inclusion is increased. The morphological image of treated fibres used in this study reveals the effect of NaOH treatment, since the surface is free of cellulose, hemicullose and lignin. The surfaces became rough enough to perform as a good reinforcing material with strong adhesion with the matrix. FTIR spectroscopic results also indicate the effect of NaOH treatment since peaks obtained at 1428 and 1386 cm−1 for untreated fibres were not found in treated fibre spectrum. The storage modulus and loss modulus were found to be improved for 5 wt% fibre addition of both Tampico and coir fibre composites than LLDPE. Tan δ graph has also been plotted, and the glass transition temperature is found to be in the range of –121 to −108°C.
Footnotes
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.