
Abstract
In the present study, the effect of adding various percentage (0.1, 0.3, 0.5, and 0.9 wt.%) of carbon nanotubes on the impact properties of hybrid composites reinforced with the different stacking sequence of Kevlar fibers and ultrahigh molecular weight polyethylene was investigated. The obtained results showed that the composite with the configuration of sandwiched ultrahigh molecular weight polyethylene layers by Kevlar layers had the higher impact properties as compared with other hybrid configurations. Adding 0.1 wt.% carbon nanotubes in this configuration was caused to increase the normalized absorbed energy more than 6.5 times. The fracture surface of this configuration showed that the branching and expanding the damage area were the dominant mechanisms for the energy absorption of impactor. Also, the field emission scanning electron microscope illustrated that the carbon nanotubes by bridging, pulling out, and fracturing mechanisms increased the capability of energy absorption in the hybrid composites.
Keywords
Introduction
Nowadays, fiber-reinforced polymers (FRPs) are generally used in different industries like automotive, transportation systems, civil engineering, marine industries, etc. [1–3]. Due to their applications in various industries, the different loading conditions are applied on the FRPs [4]. Impact loading is one of loading conditions, which can be applied on these structures. Among various types of fibers, the Kevlar and ultrahigh molecular weight polyethylene (UHMWPE) fibers are popular for producing a composite with a high resistance ability versus the impact conditions. The Kevlar as a polymeric fiber has a low density and high tensile strength, which lead to an impact resistance structure. Also, it is a light fiber and has five times more impact resistance than the steel in the same weight [5–7]. The UHMWPE fiber is known as a thermoplastic fiber, which has an extremely long macromolecule chains and high modulus. Due to low density, its specific modulus is 15 times greater than steel’s specific modulus. Also, as comparison with the Kevlar, the UHMWPE fiber has the higher resistance against the impact loading (approximately 40%) [8].
In addition to using the fibers with the high resistance against the various loading, adding the nanoparticle like silica [9], zirconia [10], nanoclay [11], and carbon nanotubes (CNTs) into the polymers has a great influence on the mechanical properties. The CNT is one of the nano materials that can be combined with the matrix and make better its properties, due to high aspect ratio, good adhesion with that, and high strength, stiffness, and Young’s modulus. Adding the CNTs into the polymeric matrix can be a desirable method in composite structures, so that it can improve the mechanical properties of composites. This improvement can be due to the capability of CNTs for increasing the stresses transfer from matrix to fibers into the composite structures [12]. Sharma et al. [13] included the CNTs as a second reinforcement into the epoxy matrix and then fabricated the Kevlar–CNTs/epoxy composites. The obtained results showed that the CNTs reduced the localized stress at the interface between Kevlar and epoxy, which was caused to improve the tensile strength and dynamic mechanical properties. In the study of Soliman et al. [14], the low-velocity impact strength of carbon fibers-epoxy composite containing the different percentage of functionalized CNTs was investigated. They reported that adding the CNTs increased the impact response, so that adding 1.5 wt.% CNTs into the epoxy enhanced the absorbed energy about 50%.
Zhang and Zhang [15] investigated the impact properties of polypropylene composites including the various lengths of CNTs. They observed that the toughening effects of multi-walled carbon nanotubes (MWCNTs) depended on testing temperatures, so that, above the glass transition temperature, both shorter and longer CNTs enhanced the impact energy. But, the longer ones enhanced the energy more than shorter ones. Ismail et al. [16] investigated the impact and after-impact behaviours of flax/glass and flax/carbon hybrid composites containing CNTs. Their results showed that the flax/glass hybrid composite had the better impact properties as compared with the flax/carbon hybrid composite. Also, due to more occurred damages in the flax/carbon hybrid composite, it had the lower after impact strength as compared with the flax/glass hybrid composite. Farhan et al. [17] surveyed the addition of CNTs on the low velocity impact and compression after impact properties of the bamboo/glass fibers hybrid composite. The obtained results depicted that adding the CNTs enhanced both impact and compression after impact properties of hybrid composite as compared with neat hybrid composite.
As previously mentioned, the Kevlar and UHMWPE have a good potential for using the composite structures. However, the reported researches about the hybrid structures of Kevlar and UHMWPE were too limited [18]. As far as known, the research about the adding nanoparticles into the hybrid Kevlar–UHMWPE composites was not performed yet. Therefore, the aim of this research is to add the CNTs into the hybrid Kevlar–UHMWPE composites for investigating the impact properties of these hybrid structures.
Experimental
Materials
In the present study, the epoxy resin based on epoxy bisphenol A (epoxy 828) and polyamine hardener (CETEPOX1312-05) were used as matrix (Aditya Birla, India). The density, viscosity, tensile strength, elastic modulus, and shear strength of this epoxy matrix are 1160 kg/m3, 12 Pa s, 69 MPa, 2.75 GPa, and 41 MPa, respectively. The Kevlar 49 (Colan, Australia) in the form of woven fabric with a surface density of 175 g/m2 and UHMWPE fabric (Dyneema sb21, Netherlands) with the surface density of 140–150 g/m2 were used as reinforcements. Also, the carboxylated MWCNT (Cheaptube, USA) with the specific surface area of 233 m2/g, length of 10–30 μm, outer surface of 10–30 nm, and inner surface of 5–10 nm was used.
Sample fabrication
Since the uniform dispersion of CNTs has an important role on the mechanical properties, the mixture of 0.3 wt.% CNTs-epoxy was prepared according to the previous work [19]. Figure 1 shows the uniform dispersion of CNTs into the epoxy, which is characterized by field emission scanning electron microscopy (FESEM) method. Figure 2 shows the schematic diagrams of fabrication process for hybrid composites containing various percentage of CNTs (0.1, 0.3, 0.5, and 0.9 wt.%). In the first step, the CNTs were dispersed in the epoxy resin by mechanical agitator (SDS-11D, Fintek Co., South Korea) with the rotation speed of 2000 r/min for 20 min. To achieve the homogeneous mixture and remove the agglomerated particles, the sonication was performed by ultrasonic homogenizer (400 W, 24 kHz, FAPAN Co., Iran) within four cycles for 15 min. The mixture during the sonication was placed into the ice bath for preventing the temperature increment. In the following, the polyamine hardener was added to the mixture, and then the eight ply hybrid composites with the different stacking sequence of Kevlar and UHMWPE fibers were fabricated. Three kinds of stacking sequence were considered according to the previous work [20], which were one layer-by-layer (LBL) configuration and two sandwiched structure (seen in Figure 2). In the following, these composites were put into the steel mold and pressed at the pressure of 5 MPa. Then the mold was fixed by bolts and nuts for maintaining the pressure. In the following, the mold was put into the oven at the temperature of 200°C for a period time of 50 min. In this process (according to producer recommendation), the curing and post curing process of epoxy was completed. Also, by this pressure and temperature, the polyethylene was activated and caused to adhere the layers. This means that the CNTs–epoxy mixture is the first matrix, and the polyethylene acts as second matrix in this research. The weight ratio of epoxy mixture, Kevlar fibers, and UHMWPE was 30, 37.7, and 32.3 wt.%, respectively. For more accuracy, at least five samples were fabricated for each composite.

The dispersion of CNTs into the epoxy matrix.

The schematic diagram of fabricating process.
High velocity impact test
The high velocity impact behavior of hybrid composite containing CNTs was measured using a gas gun machine. This test was performed by flat, hemispherical, and conical nose impactor with the initial velocities of 84 and 120 m/s. These impactors with mass of 27 g have been made from high strength aluminum 7xxx alloy, which can be seen in Figure 3. The limited velocity, absorbed energy, absorbed energy efficiency (AEE), and impact performance index (IPI) are the main parameters for evaluating the damages and response of the structures to the high velocity impact, which can be calculated by equations (1) to (4) [21,22]





The used various nose impactor (Ø10: the impactor with diameter of 10 mm, R5: the impactor with the head radius of 5 mm): (a) conical, (b) flat, and (c) hemispherical.
Microstructural characterization
To realize the effect of different stacking sequence and various percentage of CNTs on the impact behaviors of composites, the FESEM, Mira3 Tescan-Czech, was used. Before FESEM analysis, the samples were coated by a thin layer of gold (∼10 nm) by sputtering method. This coating reduces the electrostatic charging and increases the conductivity.
Results and discussion
Assessment of various stacking sequences containing CNTs
Figure 4 represents the impact behaviors of LBL structure containing the different percentage of CNTs (0.1, 0.3, 0.5, and 0.9 wt.%). According to this figure, it could be realized that the neat composite had the 33.6 m/s limited velocity and 15.21 J absorbed energy. Also, the calculated AEE and IPI were 15.97% and 19.02 J m2/kg, respectively. By adding the 0.1 wt.% CNTs into LBL, the limited velocity, absorbed energy, AEE, and IPI were improved about 38, 91, 91, and 94%, respectively, which were the maximum improvements in this structure. Based on Figure 4, by enhancing the percentage of CNTs more than 0.1 wt.%, the obtained results had a reducing trend, so that, by adding the 0.3 wt.% CNTs into the LBL structure, the limited velocity, absorbed energy, AEE, and IPI properties were reduced to about 10, 20, 20, and 16%, respectively. As compared with the neat sample, the structure including the 0.3 wt.% CNTs still had the remarkable impact properties. But, the sample containing the 0.9 wt.% CNTs showed the sudden decline in the impact properties.

The impact properties of LBL structure containing different percentage of CNTs: (a) limited velocity and absorbed energy and (b) IPI and AEE.
Figure 5 demonstrates the impact properties of SKP configuration including the various percentages of CNTs. The limited velocity and absorbed energy of neat SKP were 28.5 m/s and 11 J, respectively. By comparing the neat SKP and LBL, it could be found that the limited velocity and absorbed energy were decreased to approximately 15 and 28%, respectively. This could be attributed to the effect of symmetry of Kevlar and UHMWPE fibers into the composites. The LBL had the lower symmetry as compared with the SKP structure. The Kevlar and UHMWPE fibers had the different thermal expansion coefficient. Therefore, after the curing process, the areas with the stress concentration can be created in the interface of fibers. By reducing the symmetry, these areas can be increased [20]. Therefore, it could be mentioned that the LBL structure had the lower impact properties, due to lower symmetry, as compared with the SKP structure.

The impact properties of SKP structure containing the different percentage of CNTs: (a) limited velocity and absorbed energy and (b) IPI and AEE.
Contrary to LBL configuration, the maximum impact properties in the SKP structure were obtained in the composites with 0.3 wt.% CNTs, so that the limited velocity, absorbed energy, AEE, and IPI were improved to about 52, 130, 130, and 132%, respectively. Also, the impact properties of SKP containing 0.5 wt.% CNTs were so similar to composite including 0.3 wt.% CNTs. Based on Figure 5, although 0.9 wt.% CNTs–SKP had the reducing trend, it still had the higher impact properties than the neat SKP.
Figure 6 shows the impact properties of SPK structures. It should be noted that the impactor could not cross from the samples containing 0.1 wt.%. This means that the 0.1 wt.%-SPK composite completely absorbed the energy of impactor. By comparing different configurations in Figures 4 to 6, it could be realized that the neat SPK had the maximum impact properties. Similar to LBL structure, the maximum impact properties are obtained by adding 0.1 wt.% CNTs. Also, adding 0.9 wt.% CNTs reduced the impact properties as compared with the neat SPK. Although, the AEE and IPI are proper properties for comparing impact behaviors, due to hybrid configurations, the absorbed energy should be normalized according to the absorption behaviors of Kevlar and UHMWPE fibers. Therefore, the effect of damage area should be considered for calculating the normalized absorbed energy (NAE).

The impact properties of SPK structure containing the different percentage of CNTs: (a) limited velocity and absorbed energy and (b) IPI and AEE.
It should be noted that the energy can be absorbed in the perpendicular or parallel directions of impactor movement. The created damage areas on the surface of composite show the absorbed energy in the perpendicular directions, whereas diffusing the impactor represents the absorbed energy in the parallel direction. By measuring the damage areas, the equivalent diameter can be defined as a parameter for modifying the absorbed energy in perpendicular direction. Also, like other literature [23], the thickness of samples was defined as the parameter for normalizing that in the parallel direction. Therefore, the NAE can be calculated by equation (5)


The destructed area and NAE of composites with the different configuration of LBL, SKP, SPK, and the various percentage of CNTs (0.1, 0.3, 0.5, and 0.9 wt.%).
Based on Figure 7, it can be found that by adding 0.1 wt.% CNTs, the NEA of LBL structure was increased more than 3.5 times. This increment for SKP structure was about 1.8 times. The NEA of SPK structure could not be measured, because the impactor could not cross from this structure. Therefore, for investigating the impact behavior of this sample, the initial velocity of impactor should be increased. The maximum improvement in the NEA of SKP structure was achieved in the sample containing 0.3 wt.% CNTs, which was 170%.
Based on the other literatures [7,18], the various mechanisms influence on the impact behaviors of hybrid structures. In the LBL and SPK configurations, the impactor first touched the Kevlar layer. Therefore, the effect of CNTs on the Kevlar fibers should be investigated. The Kevlar fibers have complex chain structures, which have been entangled together. These structures can absorb the impactor energy by expansion and contraction of these molecular chains. Also, based on the other paper [24], the Kevlar fibers-epoxy composites have the weak transverse and shear properties. Therefore, the energy of impactor can be wasted by progressing the micro-cracks and branching of those in the interface of Kevlar fibers and epoxy matrix. The results of these phenomena can be seen in the form of the delamination of Kevlar fibers and expanding the damage area on the surfaces of composites. By adding 0.1 wt.% CNTs, a part of energy can be wasted by pull-outing, bridging, and fracturing the CNTs [25,26].
Based on other literature [27], although adding the 0.3 wt.% CNTs improves the interface between Kevlar fibers and epoxy, it reduces the expanding mechanism. Also, CNTs can reduce the movement of Kevlar chain structures [28]. This means that the expanding damage area and movement of Kevlar chain structures mechanisms were reduced, whereas the wasting mechanisms of CNTs were improved. Therefore, in the LBL and SPK samples containing 0.3 wt.% CNTs, the impact properties were slightly reduced as compared with those structures containing 0.1 wt.% CNTs. By increasing the CNTs up to 0.5 wt.% CNTs, this reduction trend was increased. Also, it can be said that the agglomeration mechanism of CNTs can be occurred in this percentage. In the samples containing 0.9 wt.% CNTs, the impact properties had sharp decline, which can be attributed to the agglomeration of CNTs.
In the SKP structure, the impactor first touched the UHMWPE fibers. It is worth noting that in addition to the epoxy, the polyethylene acts as a second matrix. The polyethylene has thermoplastic structure, which can be acted as toughening agent in the interface of UHMWPE fibers and epoxy matrix. Also, destructing the UHMWPE fibers can be another wasting mechanism in the neat SKP structure. By adding 0.1 wt.% CNTs, the wasting energy mechanisms of CNTs improved the impact behaviors of SKP configuration. Contrary to LBL and SPK structures, adding the 0.3 wt%. CNTs still improved the impact properties of SPK structure. It can be mentioned that the polyethylene chain structures still have enough movements for wasting the impactor energy.
Effect of different impactor shape
As previously mentioned, the SPK configuration had the higher impact properties as compared with SKP and LBL structures. Also, the impactor could not cross from the SPK configuration containing 0.1 wt.% CNTs. Therefore, it seems that it had the highest impact properties. So, the impact test with higher initial velocity was done, and the obtained results were compared with the neat SPK structure. Also, the effect of impactor shape on the impact properties was investigated. Figures 8 and 9 show the impact results of neat SPK and 0.1 wt.% CNTs-loaded SPK after high velocity impact test with the flat, hemispherical, and conical impactors. First, the limited velocity of SPK containing 0.1 wt.% CNTs was 85.7 m/s, which was higher than the initial velocity (84 m/s) in previous impact test. By comparing the NAE of neat SPK and 0.1 wt.% CNTs-loaded SPK with initial the velocity of 120 m/s, it can be said that by adding 0.1 wt.% CNTs, the impact properties of SPK structure improved more than 6.5 times.

The effect of different impactor shape on the impact properties of SPK and 0.1 wt.% CNTs-SPK configuration: (a) limited velocity and absorbed energy and (b) IPI and AEE (H; hemispherical, C; conical, F; flat, 0 and 0.1; the percentage of CNTs).
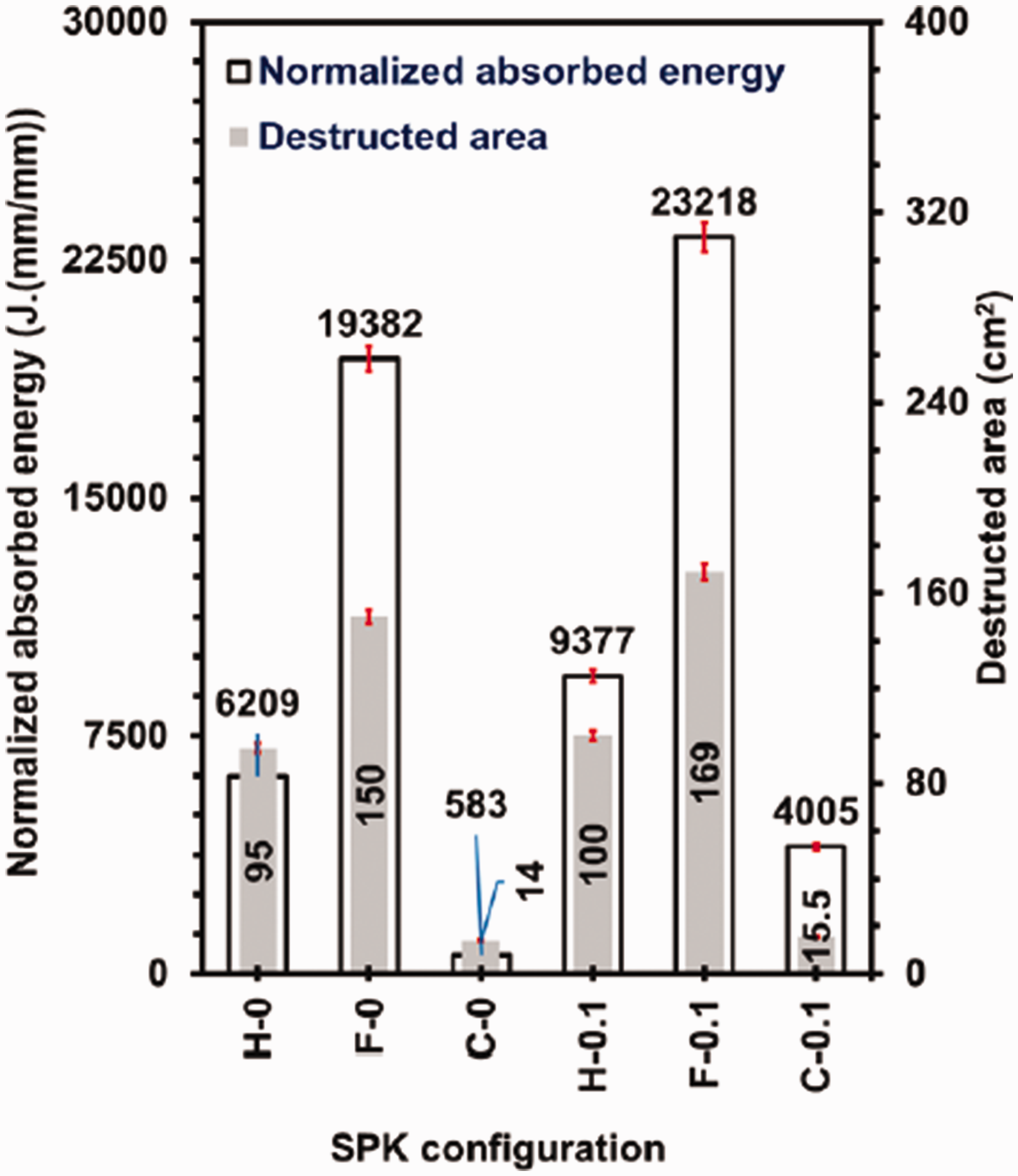
The effect of different impactor shape on the destructed area and NAE of SPK and 0.1 wt.% CNTs–SPK configuration.
Based on Figures 8 and 9, it can be realized that adding the 0.1 wt.% CNTs to the SPK structure caused the limited velocity of that under the flat impactor to close the initial velocity, so that it can be said that this structure could absorb the whole energy of flat impactor. It was also found that the 0.1 wt.% CNTs caused to increase the AEE for conical impactor from 8.16 to 51%. The maximum and minimum impact properties were obtained for flat and conical impactor, respectively, which can be attributed to the contact area of them with the composites. The flat impactor had the maximum contact area with the composite; therefore, the energy of impactor can be more distributed into the composite. But, in the conical impactor, due to low contact area, a small part of composite can waste the energy of impactor; consequently, the most energy of that is spent for diffusing into the composite and crossing of that.
Fracture analysis
Figure 10 shows the SPK and SKP samples after the impact test with the initial velocity of 84 m/s. In Figure 10(a), it can be seen that the delamination and fibers breakage were occurred on the neat SPK structure; but in Figure 10(d), the breakage of fibers can be observed. It means that the SPK structure can absorb more energy as compared with the SKP structure. Based on Figure 10(b), by adding 0.1 wt.% CNTs in the SPK configuration, the branching and expanding the cracks were observed; this means that the 0.1 wt.% CNTs-loaded SPK could completely absorb the impactor energy. Also, it is previously mentioned that the impactor could not cross from this sample.
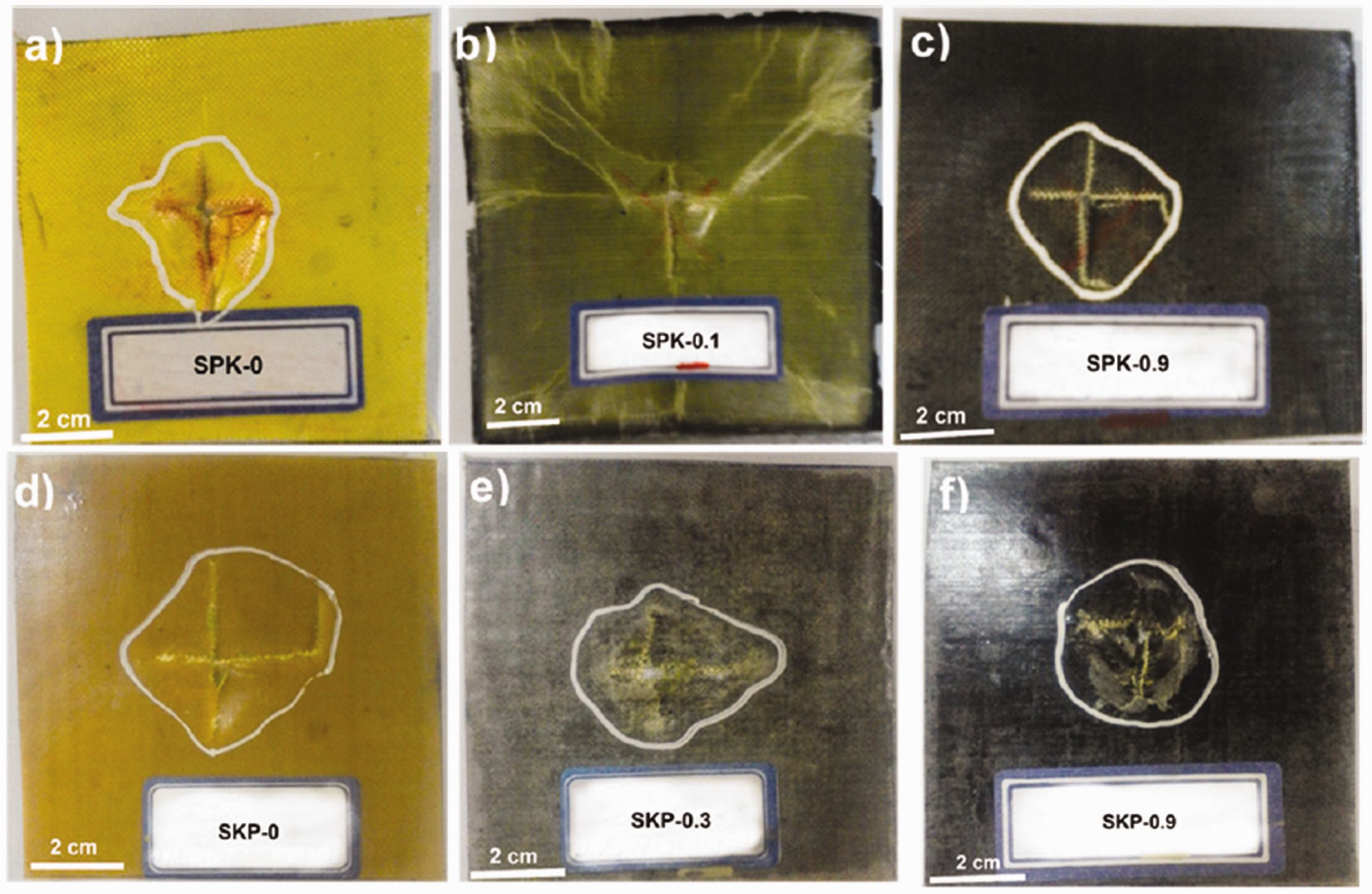
The fracture surface of SPK and SKP configurations: (a, d) neat composite, (b, e) the highest improvement, and (c, f) the highest content of CNTs.
As also previously mentioned, the most impact properties in the SKP structures were obtained by adding 0.3 wt.% CNTs. By observing the fracture surface of that in Figure 10(e), it can be said that the delamination between layers and pulling out the fibers were the energy absorption mechanisms, which increased the impact properties in the SKP structure. Based on Figure 10(c), it can be seen that the impactor only diffused and crossed from the composite. It means that the high percentage of CNTs had the negative effect on the impact properties due to the formation of CNTs agglomerations [29]. In Figure 10(f), it can be seen that the composite was crushed after crossing the impactor. A part of energy can be absorbed by crushing mechanism. It can be said that the high percentage of CNTs, although increased the agglomeration phenomenon, by creating the crushing mechanism, wasted the impactor energy. For this reason, this composite still has higher impact properties as compared with the neat SKP structure.
To realize the different effects of CNTs on the composite structure, the FESEM analysis is so necessary. Figure 11(a) and (b) shows the fracture surface of Kevlar and UHMWPE fibers in the neat composite and composite containing 0.1 wt.% CNTs, respectively. Based on Figure 11(a), it can be seen that the Kevlar and UHMWPE fibers had the smooth and featureless surface, whereas in Figure 11(b), a part of epoxy matrix adhered to both fibers. This means that adding the CNTs improved the adhesion between reinforcements and matrix into the composite. This improvement can be attributed to the effect of CNTs on reducing the thermal expansion coefficient mismatch between fibers-epoxy and improving fibers-epoxy interface by toughening mechanism [30,31]. Therefore, based on the obtained results, it can be said that one of the reasons for improving the impact properties is the improvement of adhesion between fibers and matrix, which previously was mentioned by Zeng et al. [32]. To understand the effect of adhesion on the wasting energy in the impact test, the closer observation between fibers and matrix is needed, which can be seen in Figure 11(c) and (d). Based on Figure 11(c), it can be observed that the crack was caused to debond the matrix from the fibers. Also, the fracture surface of epoxy was smooth, which means that the epoxy had a brittle fracture. But, in Figure 11(d), the debonding phenomenon was not observed. Also, the fracture surface of epoxy was changed, so that the epoxy had a tough fracture. This can be due to the resistance of CNTs against the propagation of cracks, which was previously reported in other literatures [33,34].

The effect of CNTs on the interactions between fibers and epoxy: (a, c) neat composite and (b, d) 0.1 wt.% CNTs- loaded composite.
The CNTs can be resisted against the microcracks by bridging, pulling out, and fracturing of those, which can be seen in Figure 12. Based on other literatures [25,33], these phenomena have important role to increase the energy absorption into the composite structures. When the load was transformed to the CNTs, they can first resist by bridging the cracks’ tips. If the amount of energy was low, it can be wasted in the elastic area of CNTs. By increasing the energy, it can be wasted by friction between CNTs and matrix, which was caused to pull out the CNTs. If the load transferring rate and amount of that are too high, the CNTs cannot resist and are suddenly fractured, which caused to waste the high level energy.
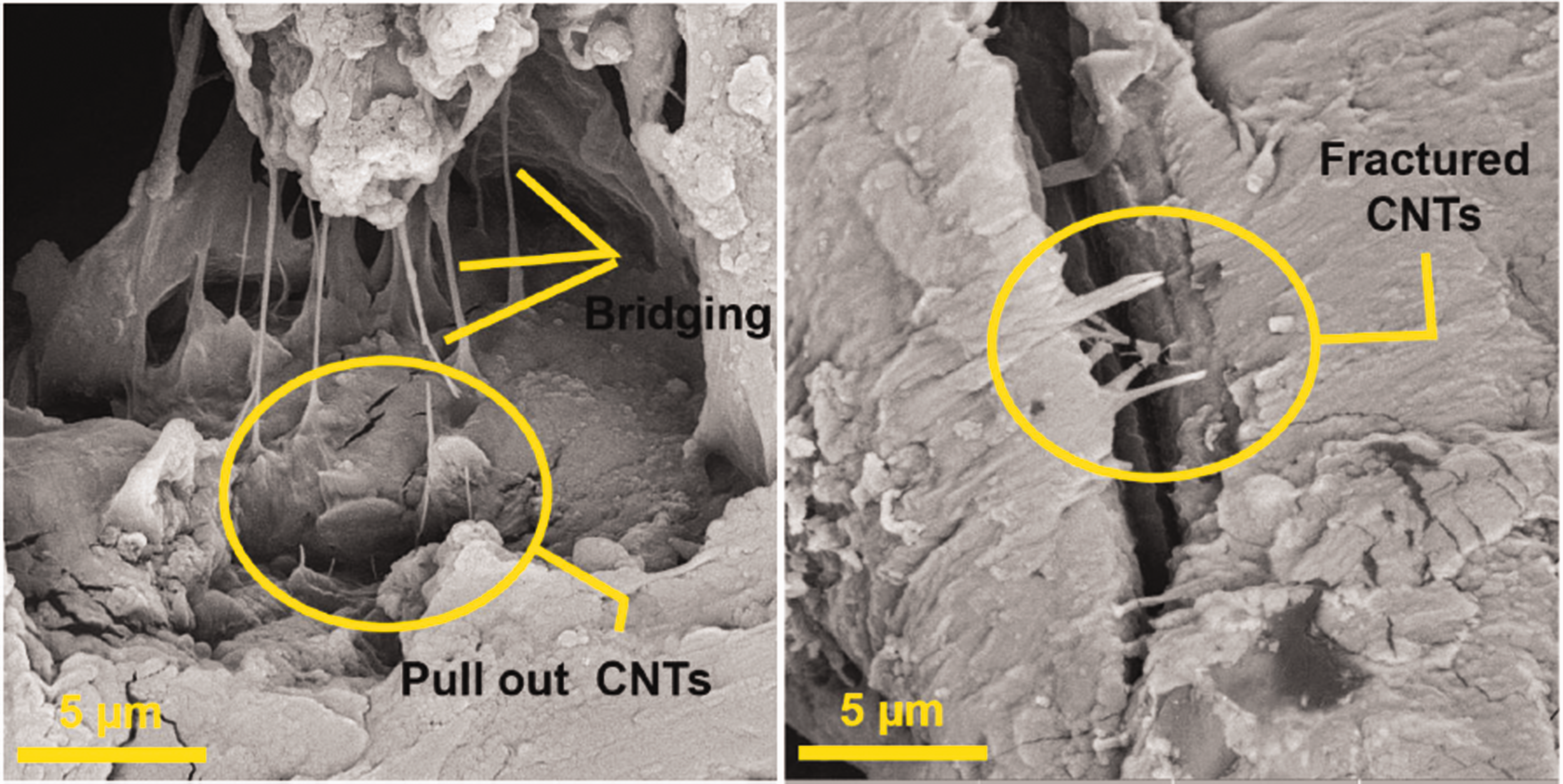
Toughing mechanism of CNTs into composite: (a) bridging and pulling out of CNTs and (b) fractured CNTs.
As previously mentioned, by increasing the percentage of CNTs, the agglomeration phenomenon can be occurred (seen in Figure 13). When the CNTs are agglomerated, the epoxy cannot wet all of them. Therefore, the interface between epoxy and agglomerated area is too weak, so that this area can increase the crack propagation rate [35]. For this reason, in the composites containing the 0.9 wt.%, the impact properties were reduced as compared with the neat composites.

The agglomerated CNTs into the composite containing 0.9 wt.% CNTs.
Conclusion
In this work, the hybrid composites with the different stacking sequence between Kevlar and UHMWPE were fabricated. Then the effect of adding various percentage (0.1, 0.3, 0.5, and 0.9 wt.%) of CNTs on the impact behavior of those was investigated. It is worth noting that the sandwiched UHMWPE by Kevlar fibers (SPK), sandwiched Kevlar fibers by UHMWPE (SKP), and LBL configurations were the surveyed structures in this research. The results of this investigation can be outlined as follows: The neat SPK configuration with the limited velocity of 35.8 m/s had the maximum limited velocity as compared with other neat configurations. Adding the 0.1 wt.% CNTs into the SPK structure improved the normalized energy absorption more than 6.5 times, which was the maximum improvement. In the SKP configuration, the maximum improvement in the normalized energy absorption was obtained by adding 0.3 wt.% CNTs, which was about 170%. The maximum and minimum limited velocity in the SPK configuration containing 0.1 wt.% CNTs were obtained for flat and conical impactor, respectively, which were 119.58 and 85.70 m/s. The microscopical investigations showed that the CNTs by bridging, pulling out, and fracturing mechanisms increased the capability of energy absorption in the hybrid composites.
Footnotes
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.