
Abstract
The needle punched nonwoven fabrics are widely used as the flue gas filter materials while continuous efforts have been made to improve the filtration efficiency in order to meet the low emission requirement. In this study, filter materials with high filtration efficiency were developed via glass fiber foam laying and PTFE (polytetrafluoroethylene) emulsion coating process. Influences of surfactant type, fiber diameter and fiber content on the foam-ability and foam stability of glass fibers were analyzed. The resulting filter materials, obtained here for the first time with glass fiber foam laden and PTFE emulsion coated needle punched nonwoven fabrics, were characterized for morphology, pore size, air permeability, wear resistance and filtration properties. The results were compared against structures obtained from needle punched nonwoven fabrics before and PTFE emulsion coating. Remarkably, compared to untreated and PTFE emulsion coated needle punched nonwoven fabrics, the glass fiber foam laden and PTFE emulsion coated fabrics displayed higher filtration efficiency and lower outlet particle concentration. Overall, glass fiber foam laying is found to be effective to improve the filtration performance of needle punched nonwoven fabrics and is promising to be commercialized after optimizing the foam composition and PTFE emulsion coating process.
Introduction
The gaseous and particulate pollution has become a serious global environmental problem. In particular, PM2.5, with an aerodynamic diameter of less than 2.5 μm, can easily penetrate into the lungs and bronchi of the human body, causing respiratory diseases and sever harms. 1 As a key part of the bag-house, fibrous filters, typically needle punched nonwoven fabrics with excellent air permeability and various fiber sources, are widely used in the industrial air filtration fields to remove dust particles in the flue gas.2–5
However, fibrous filters such as needle punched nonwoven fabrics have poor removal efficiency although they have high porosity (>70%) and low pressure drop.6,7 To meet the emission requirement lower than 5 mg/m3, continuous efforts have been made to improve the filtration performance of filter bags. 8 Among them, expanded polytetrafluoroethylene (ePTFE) membrane laminated fibrous filters has become the preferred over the past decade because its filtration efficiency can be as high as 99.999%9,10 However, the thickness of ePTFE membrane is in the range of 10–25 µm and it is easy to be destroyed by colliding with particles in the flue gas.11,12 Hence the long term filtration performance of ePTFE membrance laminated filter in filter bag is concerned. 13 As an alternative to ePTFE membrane laminated filters, foam coating is another route to improve the filtration efficiency of fibrous filters. 14 It is reported that fluorinated ethylene propylene (FEP)/PTFE foam coating can endow glass fiber fabrics with high filtration efficiency and excellent rubbing resistant performance. 4 However, the poor heat-resistance of FEP significantly limits its application in the flue gas filtration field under temperature higher than 200°C.
Recently, foam laying technology for paper making has attract great attention.15,16 In comparison to the traditional water-based manufacturing process, foam laying process can use fiber dispersions of higher solids content without compromising the nonwoven paper structure obtained, 17 beneficial remarkably to conserve water resources. Foam laying technologies of cellulosic fibers are widely studied and light weight materials with high surface area can be obtained in comparison to paper making process.18,19 In addition, it is found that thin coatings on paper by cellulosic nanofiber foam laying can increase the hydrophilicity of the paper and make it smoother and less permeable. 20
In this paper, a novel strategy was developed to address the issue of low filtration efficiency for needle punched nonwoven fabrics. A thin micro-porous layer was formed on the surface of needle punched nonwoven fabrics by superfine glass fiber foam laying and the following PTFE emulsion coating, and therefore endowing the fabric with higher filtration efficiency at temperature as high as 200°C, as an alternative to ePTFE membrane laminated filters.
Materials and methods
One side singed and calendered needle punched aramid fiber nonwoven fabric with basic weight and thickness of 573 g/cm2 and 2.08 mm, respectively, was provided by Zhejiang Yanpai Filtraion Co., Ltd. PTFE aqueous dispersion (TE3893) with solid content of 60% was bought from Dupont Company. Analytical grade anionic sodium dodecyl sulphate (SDS), amphoteric betaine and nonionic tween 80 were purchased from Shanghai Titan Scientific Co., Ltd and used as received. Glass fiber with diameter and length of 2 µm and 3 mm, respectively, was provided by Shanghai Zhenpu Medical Apparatus Co., Ltd. Glass fiber with diameter and length of 8 µm and 3 mm, respectively, was purchased from Henan Gaoze Refractory Company. Glass fiber with diameter of 15 µm was purchased from Shijiazhuang Zhuzhong Technology Company. The fiber diameter was measured from SEM images using image analysis software and their measured value was 2.03 ± 0.05 µm, 8.10 ± 0.02 µm, 14.98 ± 1.0 µm, respectively.
Preparation of glass fiber foam
Three aqueous glass fiber dispersions with 0.2%, 0.5% and 1.0% fiber content were prepared, respectively. Two grams surfactant was added into the aqueous dispersion and then was mixed by using an agitator equipped with a circular mixing plate (diameter of 75 mm, Panasonic MX-SS2, Panasonic Manufacturing Xiamen Co., Ltd) for 10 min with the mixing rate of 2000 r/min.
Preparation of glass fiber foam laden and PTFE emulsion coated filter materials
The needle punched nonwoven fabrics were cut into 20 cm × 10 cm pieces and put on a 40 mesh stainless steel wire sieve with the singed and calendered side contacted with the sieve. The glass fiber foam was evenly coated on the needle punched nonwoven fabrics by hand. Followed by a vacuum suction under the steel wire sieve by using a vacuum cleaner with capacity of 3600 w, air bubbles collapsed, and water in the foam was drained out. Subsequently, 20 mL PTFE emulsion with the concentration of 30% was sprayed on the glass fiber foam laden needle punched nonwoven fabrics and then dried in an oven under 240°C for 5 min. The preparation process of glass fiber foam laden and PTFE emulsion coated filters is shown in Figure 1. Preparation of glass fiber foam laden and PTFE emulsion coated filter materials.
Characterization
The morphology of the glass fiber foam laden and PTFE emulsion coated filter materials were assessed by imaging under a SEM-3000 electronic scanning microscope (HITACHI Company, Japan) after sputtering samples with platinum.
The foam capacity and stability of glass fibers was measured as follows: 100 ± 1 mL glass fiber aqueous dispersion with surfactant was mixed with an agitator under the same condition to obtain the glass fiber foam. Then the foam was filled into a measuring cylinder to measure its volume (V0, mL) and the foam capacity (C, times) was calculated according to formula (1).

The half life time was measured to reflect the foam stability, which is defined as the time required to precipitate 50% of the liquid at the bottom of the measuring cylinder from the foam.
The pore size of glass fiber foam laden and PTFE emulsion coated filter materials was measured by using a PMI CFP-1100AI pore size analyzer (PMI Co., America).
The air permeability of glass fiber foam laden and PTFE emulsion coated filter materials was measured by a YG461 air permeability instrument (Wenzhou Fangyuan Instrument Co., China) according to GB/T 5453-2007 ‘Textiles-Determination of the permeability of fabrics to air’ under the pressure of 200 ± 4 Pa with the testing area of 20 ± 0.1 cm2.
The wear resistance of glass fiber foam laden and PTFE emulsion coated filter materials was measured according to ISO 12947-3:1998 MOD ‘Textiles-Determination of the abrasion resistance of fabrics by the Martindale method-Part 3: Determination of mass loss’ by using a YG401E Martindale abrasion tester (Baien Instrument Co., China). The diameter of samples was 4.5 cm. The friction pressure was 9 kPa. The 800 grit sandpaper with diameter of 12 cm was used as the grinding material. The sample was weighted before and after 100, 200, 500 and 1000 cycles of rubbing, respectively, and thereby getting its mass loss to evaluate the wear resistance performance.
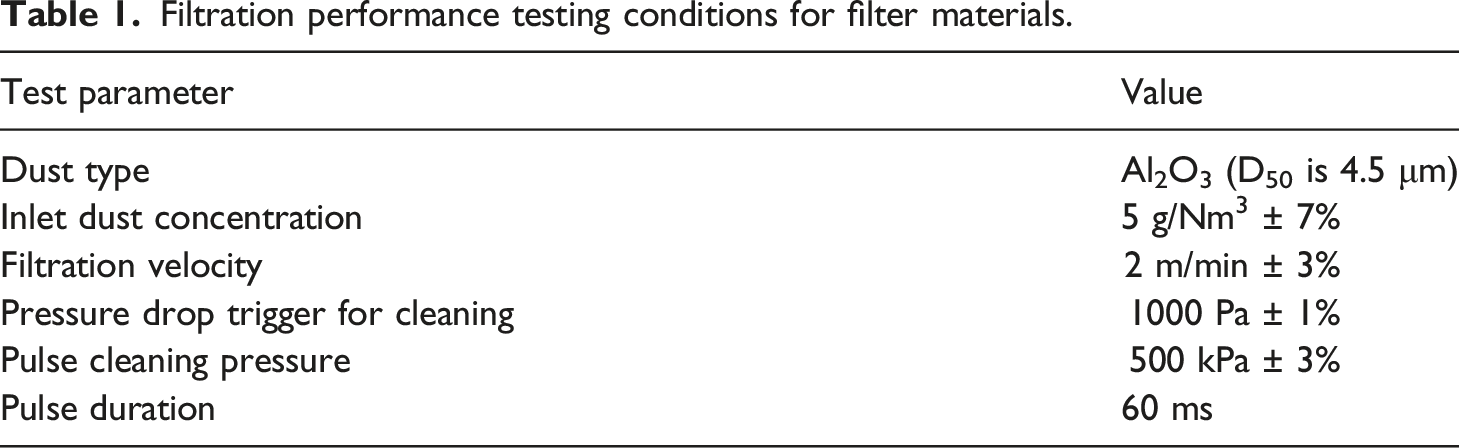
Filtration performance testing conditions for filter materials.
Results and discussion
Influences of surfactant types on the foam-ability of glass fibers
Properties of glass fiber foams prepared with different surfactants.

According to the results shown in Table 2 that glass fiber foams with high foam capacity and long half life time can be obtained with all the three surfactants, suggesting that glass fiber has good foam-ability. Comparatively, the foam with betaine as the surfactant exhibited higher foam capacity and longer half life time. Consequently, betaine was selected as the surfactant in the following studies.
The impact of the diameter of glass fiber on its foam-ability
Properties of glass fiber foams with different fiber diameter.
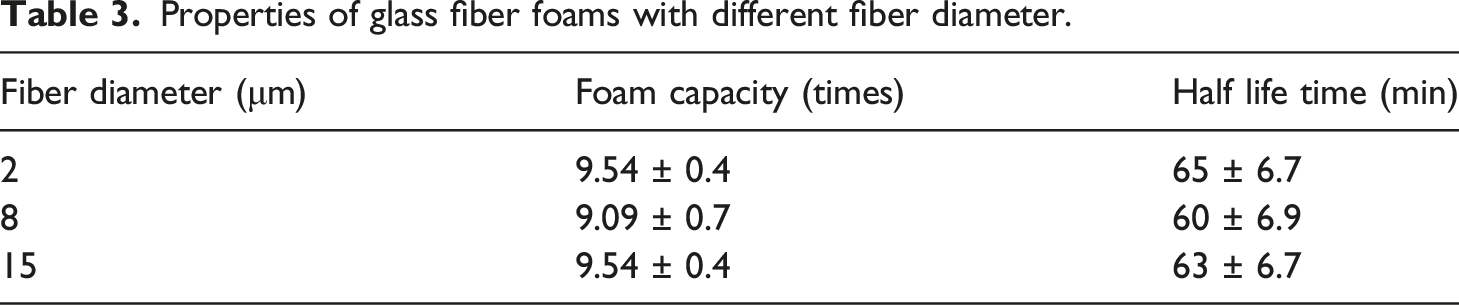
It can be found from Table 3 that glass fiber foams with different fiber diameter exhibited similar foam capacity and half life time, proving once again that the glass fiber has good foam-ability.
Further, glass fiber foams were coated on a kind of needle punched aramid fiber nonwoven fabrics, followed by PTFE emulsion coating with the aim to bond glass fiber web together to form a micro-porous layer. The mean pore size and air permeability of obtained filter materials were measured, as shown in Figure 2. In comparison, the untreated needle punched nonwoven fabrics was measured and shown in Figure 2 as well. Influences of fiber diameter on the mean pore diameter and air permeability of filter materials coated with glass fiber foam and PTFE emulsion.
In comparison with the untreated fabric, the air permeability of fabric coated with glass fiber foam and PTFE emulsion decreased obviously and negatively correlated with the glass fiber diameter as shown in Figure 2, suggesting that a micro-porous layer formed on the surface of needle punched nonwoven fabrics and closed the surface making it less permeable. Therefore, the mean pore diameter of needle punched nonwoven fabrics after treatment with glass fiber foam and PTFE emulsion was much smaller. Comparatively, the mean pore size of fabrics foam coated with glass fiber diameter of 2 μm was only 6.9 μm, effective to decrease the pore size of needle punched nonwoven fabrics.
Influences of the content of glass fiber on properties of coated nonwoven fabrics
As we know, the thickness of the glass fiber nonwoven layer coated on the nonwoven fabric will influence its filtration performance. Hence, nonwoven fabrics were coated with glass fiber foams with fiber diameter of 2 μm and fiber content of 0.2%, 0.5% and 1.0%, respectively, while keeping other conditions the same. The morphology of three kinds of samples was observed and the SEM images were shown in Figure 3. In addition, their pore size and air permeability were measured, as shown in Table 4. SEM images of glass fiber foam laden and PTFE emulsion coated nonwoven fabrics with different glass fiber content [(a-1, -2) 0.2%, (b-1, -2) 0.5%, (c-1, -2) 1%]. Properties of glass fiber foam laden and PTFE emulsion coated filter materials with different fiber content in the foam.

It can found from Figure 3(a-1), (b-1) and (c-1) that large holes appeared on the surface of glass fiber foam laden and PTFE emulsion coated nonwoven fabric with glass fiber content of 0.2%, suggesting that the glass fiber layer was not thick enough to form a microporous layer on the surface of nonwoven fabric. As to the fabric prepared with glass fiber content of 1.0%, its surface became uneven and fiber clusters appeared, suggesting glass fibers were not dispersed uniformly in the foam. Comparatively, the surface of fabric prepared with glass fiber content of 0.5% looked more uniform and possessed the least pore size, suggesting the glass fiber was dispersed uniformly in the foam when its content was 0.5% and thick glass fiber layer was formed on the surface of the nonwoven fabric. In addition, it can be found from Figure 3(a-2), (b-2) and (c-2) that glass fibers were more closely stacked when the fiber content was 1.0%.
In addition, it could be found from Table 4 that the mean pore size and air permeability of needle punched nonwoven fabrics coated with glass fiber foam with the fiber content of 0.5% was smaller than the other two samples, consistent with the SEM observation. Hence the fiber content in the foam should be controlled under 1% to avoid the no-uniform dispersion, based on the existing foam formation method.
In order to characterize the uniformity of the micro-porous layer, the pore size distribution of samples shown in Table 4 were measured further, as shown in Figure 4. The pore size distribution of glass fiber foam laden and PTFE emulsion coated nonwoven fabrics with different glass fiber content [(a) 0.2%, (b) 0.5%, (c) 1%].
It could be found from Figure 4 that a small quantity of large pores with size of 25–30 μm existed in the sample coated with the glass fiber content of 0.5%, that is the reason why its air permeability was quite high in comparison with its mean pore size as shown in Table 4.
The wear resistance of fabrics before and after glass fiber foam and PTFE emulsion coating
Wear resistance performance of three kinds of samples.

Table 5 shows that the wear resistance of filter materials only coated with PTFE emulsion was the best due to the low coefficient of friction of PTFE, that is one of the reasons why PTFE emulsion is widely used to treat the fibrous filters. 24 In comparison to the untreated nonwoven fabrics, the wear resistance of filter materials treated by glass fiber foam laying and PTFE emulsion coating was improved obviously. Therefore, PTFE emulsion coating sequentially after the glass fiber foam laying is important because it can bond the glass fiber web, and improve the wear resistance performance.
Filtration performance fabrics before and after glass fiber foam and PTFE emulsion coating
The filtration performance of glass fiber foam laden and PTFE emulsion coated needle punched nonwoven fabrics (sample B) prepared with the glass fiber diameter and content of 2 μm and 0.5%, respectively, was measured in order to verify its potential application in the flue gas filtration field. In comparison, the needle punched nonwoven fabrics after PTFE emulsion coating (sample A) and the untreated one were measured as well. The course of pressure drop and air flow of three kinds of fabrics was shown in Figure 5. The filtration properties, such as pulse-jet cleaning interval, test duration, filtration efficiency, residual pressure drop and outlet particle concentration after first 30 cycles, were evaluated and the results were shown in Table 6. Course of pressure drop and air flow of three kinds of fabrics [(a) Untreated needle punched nonwoven fabrics, (b) PTFE emulsion coated fabrics (sample A), (c) Glass fiber foam laden and PTFE emulsion coated fabrics (sample B)]. Filtration performance of three kinds of filter materials.

The results shown in Figure 5 and Table 6 indicate an improvement in filtration properties, such as filtration efficiency and outlet particle concentration after first 30 cycles, which supports the above analysis about mean pore size and air permeability that the glass fiber foam laying and PTFE emulsion coating can impart beneficial filtration properties to nonwoven fabrics.
In addition, the pulse-jet cleaning interval and test duration of PTFE emulsion coated fabric was 36.1 s and 1084 s, respectively, much shorter than that of the glass fiber foam laden and PTFE emulsion coated fabric, suggesting that Al2O3 particles penetrated into the nonwoven fabric and the pressure drop increased quickly after every pulse cleaning. It is believed that the filtration process takes place by in-depth filtration mechanism while the filtration process of fabric treated by glass fiber foam laying and PTFE emulsion coating takes place by cake (surface) filtration mechanism due to the micro-porous glass fiber layer formed on the surface of nonwoven fabrics. Consequently, its’ pulse-jet cleaning interval and test duration increased to 252.7 s and 7580 s, respectively, and the residual pressure drop after 30 cycles of the fabric after glass fiber foam laying and PTFE emulsion coating increased was much lower because less residual particles remained inside the fabric under the cake (surface) filtration mechanism. Hence superfine glass fiber foam laying and PTFE coating was effective to improve the filtration performance of needle punched nonwoven fabrics.
Conclusions
In conclusion, a novel strategy was developed to address the issue of low filtration efficiency for needle punched nonwoven fabrics. A kind of glass fiber foam laden and PTFE emulsion coated needle punched nonwoven with excellent filtration performance was fabricated. Effects of surfactant types and glass fiber diameter on the glass fiber foam-ability and stability were investigated. Influences of glass fiber content and PTFE emulsion coating process on the mean pore size, air permeability, wear resistance and filtration performance were studied in comparison with fabrics before and after PTFE emulsion coating. More details are summarized as follows: (1) The glass fiber had good foam-ability and exhibited higher foam capacity and longer half life time with betaine as the surfactant in comparison to SDS and tween 80. Fine glass fiber with diameter of 2 μm could obviously decrease the mean pore size and air permeability of needle punched nonwoven fabrics to 6.9 μm and 102.1 mm/s, respectively. (2) The fiber content was the key parameter to the foam-ability of glass fibers and greatly influenced the structure of the glass fiber layer reinforced PTFE micro-porous layer formed on the surface of needle punched nonwoven fabrics. (3) PTFE emulsion coating sequentially after the glass fiber foam laying can improve the wear resistance performance of the obtained filter material, as well as the filtration performance.
Footnotes
Author Contributions
Hong Wang contributed to the conception of the study and wrote the manuscript; Qi Chen performed the experiment; Miaomiao Chen, Jiuzheng Zhang, and Yusheng Liu contributed significantly to analysis and manuscript preparation.
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.