
Abstract
A series of membranes, made from polystyrene microfibers and with different morphologies, were fabricated via electrospinning method in this study. In addition, not only porous fibers but also beaded fibers were obtained by adjusting the experimental temperature in a reasonable and appropriate way. Assisted by a high-speed camera, the images of jet behaviors at different experimental temperatures were captured for the purpose of in-depth and comprehensive understanding of formation mechanism of different fiber morphologies. Mono-disperse sodium chloride aerosol particles with different sizes and cigarette smoke were used, for the attainment of the objective of evaluation on the filtration performance of fabricated membranes. The experimental results showed that straight fiber with narrow pores on its surface can be obtained at 20°C spinning temperature because of the rapid jet motion and solvent evaporation, and also, beaded fibers can be fabricated in the situation of spinning temperature higher than 25°C due to the sudden change of surface tension resulted from the fast solvent evaporation. The porous straight fibers exhibited excellent filtration performance to cigarette smoke and aerosol containing particles of all sizes (99.76%, 99.92%, and 99.99% filtration efficiency for particles with sizes of 0.3 µm, 0.5 µm, and 1 µm, respectively).
Introduction
Considered as one of the toughest environment challenges to the whole world nowadays, air pollution could cause a great number of serious health issues such as cardiovascular illness, tuberculosis, asthma, and many other unexpected diseases [1–3]. Among the various pollutions, there has been a growing concern on particulate matter (PM) pollution. PM2.5 (that is, equivalent diameter of particle < 2.5 µm), causes ever-increasing risk and terrible harm to both human health and the environment because it is not only prone to penetrate into human lungs and bronchi but also scatter and absorb the light that would bring about poor visibility. The air filtration whose core technology lies in the filter is deemed as the most promising technique aimed at protecting human beings from the haze or smoke hazard, in high demand and under rapid development in recent years. Among the currently marketed filters, the fibrous filter is mostly preferred for its marvelous efficiency in solid–gas separation. Very unfortunately, as a result of poor filtration efficiency to the nanosized particles, the scope of application of traditional nonwoven air filtration media has been greatly restricted. With the encouraging development of nanotechnology, a range of new methods have been proposed for effective filtration, especially for nanoscale particles [4–6]. As of today, electrospun nanofibrous membrane has attracted extensive attention in the application of air filtration due to its relatively thin pore diameter, great porosity, and favorable interconnectivity among pores [7–10].
In recent years, plenty of researches have been conducted to improve filtration efficiency by taking advantage of electrospun nanofibers. In the past few days, Ramachandran and Rajiv [11] reported a two-tier fibrous membrane fabricated by electrospinning that displayed an outstanding adsorption capability of air pollutants and great dust filtration capability. Balgisand et al. [12] found that the filtration efficiency of filter, which was made from straight and bead-free electrospun nanofibers, increased with the decreasing of fiber diameter. Strain et al. [13] and Podgórski et al. [14] also found that electrospun fibers with thin diameters showed a significantly superior filtration capacity. Apparently, a conclusion can be drawn that the diameter of nanofiber plays a pivotal role in the filtration performance. There is evidence that the morphology of electrospun fiber also plays an important role in its final applications. However, few scholars have been able to draw on any systematic research into the effects of fiber morphology of filtration media on its filtration performance that is because it is a matter of great difficulty to control the morphology of electrospun fiber. Up to this day, many researchers have devoted themselves to working out the key parameters, which remarkably influence the morphology of electrospun fiber. The above-mentioned key parameters can be categorized into three groups: solution properties (molecular weight, solvent, concentration, and viscosity) [15–18], process parameters (applied voltage and working distance) [19,20], and environmental conditions (temperature and humidity) [21–24].
Our previously published studies [18,20] have proved that applied voltage, working distance, and solution concentration have tremendous influence on the morphology and properties of electrospun polystyrene (PS) fibers. And also, these studies have indicated that electrospun PS fibers with various structures, including beads, grooves, and pores, can be obtained by changing the spinning conditions so as to adjust the solvent evaporation rate during the fiber formation process in a proper manner [25,26]. In this study, we focus on the effects of ambient temperature on the surface morphology and air filtration performance of electrospun PS fiber. The membranes, which were made from PS microfibers with different morphologies, (realized by adjusting experimental temperature) were fabricated via electrospinning method. With the assistance of a high-speed camera, the images of jet behaviors at different experimental temperatures were captured to thoroughly understand the formation mechanism of different fiber morphologies. Mono-disperse sodium chloride (NaCl) aerosol particles with different sizes (0.3 µm, 0.5 µm, and 1 µm) and cigarette smoke were used, intended for the investigation into the effects of fiber morphology on filtration performance of prepared PS membrane to different kinds of contaminants. And that, the filtration performance of the electrospun PS membrane was evaluated on the basis of filtration efficiency, pressure drop, and quality factor.
Experimental
Materials preparation
The PS (C8H8) n , average Mw = 350,000, average Mn = 170,000, Sigma-Aldrich Co., Ltd, USA) and N,N-Dimethylformamide (DMF, analytical grade, C3H7NO, molecular weight = 73.09, Sinopharm Chemical Reagent Co., Ltd, China) were used as received without any further processing. PS solution of 20 wt% was prepared by dissolving PS powders into DMF solution followed by gently stirring for 5 h by an electric mixer (JB90-D, Shanghai Specimen and Model Factory, China) at the ambient temperature.
Experimental setup
Figure 1 shows the schematic diagram of experimental system used in this study, consisting of a self-made chamber, a syringe, a syringe pump (LD-P2020 II, Shanghai Landen Ltd, China), a high-voltage power supply (ES-60P 20 W, Gamma High Voltage Research Inc, USA), a metal roller collector, a heater (JYLF01-DS, OPPLE, Suzhou, China) and a humidity controller (DD-602, MIKALUO, Foshan, China). The blunt-tip type metal needle, designed with outer/inner diameter of 0.9 mm/0.6 mm and length of 13 mm, was connected to a high-voltage power supply. Driven by a syringe pump, the polymer solution was forced from the syringe to the spinneret with flow rate of 1.0 mL/h. The needle was fixed to the PTFE plate, which was driven by a motor for moving leftwards and rightwards during the electrospinning process. A positive voltage of 20 kV was applied to both the spinneret and the grounded collector, with the pre-set distance between them of 20 cm. The electrospun fibers were gathered by a rotating roller collector to obtain a membrane with uniform thickness, with the help of the needle moving system. The flow rate, rotating speed of the collector and spinning time were set to 1.5 mL/h, 50 rpm, and 5 h, respectively. The experiments including the preparation of all sample solutions were carried out in a controlled environment with a relative humidity of 50% ± 5%.

Schematic diagram of experimental setup.
Characterization
The images of jet motion during the electrospinning process were captured by means of high-speed photography, as stated below. A Photron Fastcam Mini AX200 High-Speed Camera (Photron Ltd, Tokyo, Japan), equipped with a Tokina 100 mm and f 2.8 macro lens and capable of recording images at a frame rate up to 900,000 frames per second (fps), was used in this study. Two 100 W lamps (Model-100LED TWIN, Shanghai Jinqiaojingyi High-Tech Co., Ltd, China) were used as the light sources in this study. Image processing and analysis, handled by both Adobe Photoshop and the software designed with a camera, was conducted to analyze the jet paths.
The surface morphology of PS nanofiber was examined by a SEM (Field Emission Scanning Electron Microscope, SU8010, Hitachi, Japan) at an accelerating voltage of 5 kV. The samples were coated with gold, prior to the inspection. Five SEM images taken from different sample locations were used to measure the fiber diameter, with mean value calculated on the basis of randomly selected 300 measurements. In addition, the image visualization software (Image J, NIH Image, Bethesda, Maryland, USA) was utilized to determine the fiber diameter. The thickness of the as-fabricated membranes was measured using a Thickness Tester (CHY-CA, China). The porosity was measured by means of gravimetry, and also, the n-butyl alcohol was employed as the wetting reagent. The membrane (2 × 2 cm2) weights before and after being wetted 5 h were measured using a high-sensitivity balance (0.1 mg resolution; AL104, Mettler Toledo, Switzerland). The porosity (ɛ) can be obtained via the equation, as described below

Air-filtration test
To achieve the goal of investigation into the filtration capabilities of electrospun PS membranes to cigarette smoke and aerosol particles in a reliable manner, two testing methods were adopted in this study.
Cigarette smoke filtration test
Figure 2 shows the schematic diagram of the experimental system used for cigarette smoke filtration measurements. Made from PS nanofibrous membranes, the filter is placed between two three-necked bottles for smoke transport and related testing. The burning cigarette is fixed at the nozzle of inlet tube of the filtration setup, and besides, the outlet tube of the filtration setup is connected to a pump. A digital particulate concentration sensor (PMS7003, Beijing Plantower Co., Ltd) was used to measure the particle concentrations both before and after the filtration [11,27]. Five specimens for each sample were measured, followed by the calculation of arithmetic mean.

Schematic diagram of experimental setup used for measurements during cigarette smoke filtration process: (a) image of dynamic filtration equipment for cigarette-smoke pollutants; (b) schematic diagram of Image (a); (c) images of PS nanofibrous membranes before and after cigarette-smoke pollutant capture test.
Aerosol filtration test
Figure 3 shows the flow chart of aerosol filtration test. An automatic filtration performance tester purchased from Suxin Instrument and Equipment Co., Ltd (SX-L1053, Suzhou, China) was employed to evaluate on the filtration capacities of electrospun PS membranes to the aerosol particles. A dispersion aerosol generator was used to prepare the NaCl aerosol particles with size distribution within the range of 0.3–10 µm. Firstly, aimed at electrostatic neutralization of NaCl aerosol particles, the charge-neutralized polystyrene latexes (PSL) mono-disperse aerosol particles generated by the atomizing air pump were employed. The PSL aerosol particles were detected by the laser airborne particle counter at ambient temperature (25°C ± 2°C) and humidity (45% ± 5%). The filtration efficiency could be calculated by following formula: η = ε1/ε2, where ε1 and ε2 represent the quantities of PSL aerosol particles in the downstream and upstream of the filter, respectively. The accuracy of the testing equipment for the evaluation on filtration efficiency could be read to three decimal places. The pressure drop of samples was measured by a flow gauge and two electronic pressure transmitters. A circular microfiber mat (Fengge Non-woven Fabric Co., Ltd, Shanghai, China, nonwoven fabric, bicomponent polyethylene sheath with polyester core fibers (PE/PET), basis weight of 20 g/m2, and thickness of 0.12 mm) of diameter 20 mm was used as the base filter/foundation. The multi-layer filter was then dried before performance evaluation. The filtration capacities of as-prepared membranes were measured, together with the measurements of nonwoven substrate [12,28]. In addition, five specimens for each sample were measured.
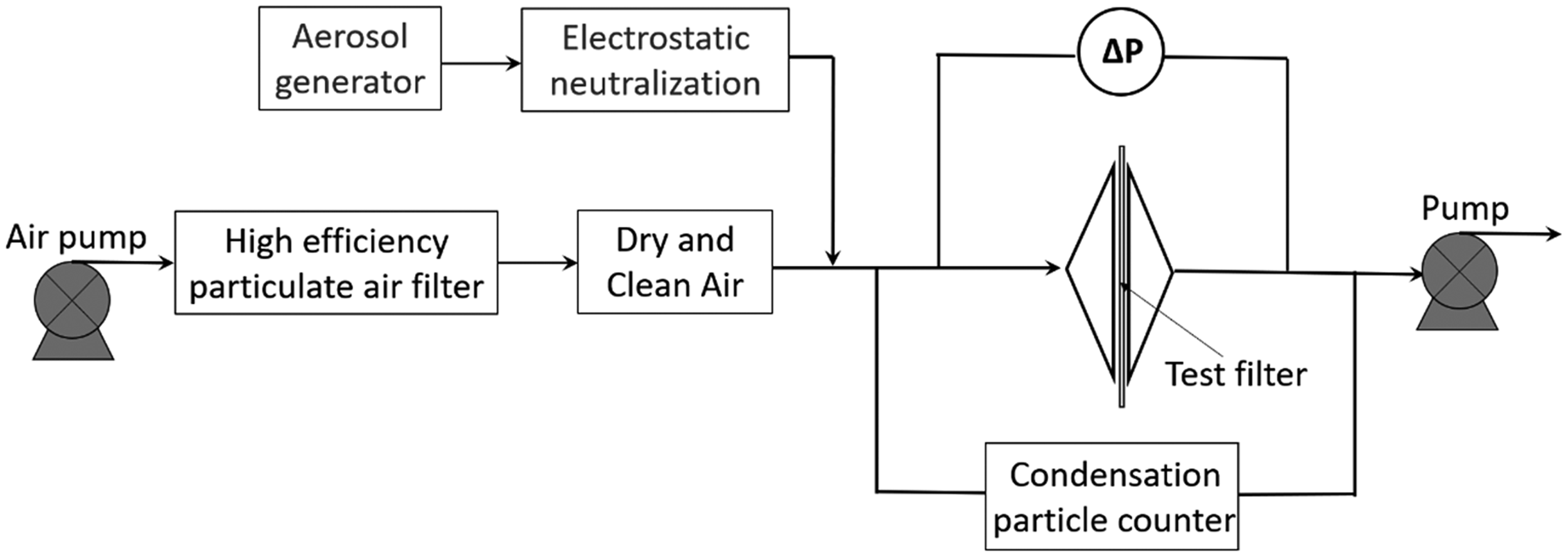
Flow chart of aerosol filtration test.
Results and discussion
Jet behavior
The electrically driven polymer jets were formed at the nozzle of the needle during electrospinning process because of the balance between surface tension and electrical force. What can be clearly observed in Figure 4, presenting jet motions of the PS solutions at various experimental temperatures, is the jet whipping, which is followed by a series of bending loops after a short-length straight section. It is well known that jet bending is the key factor responsible for the reduction of fiber diameter during the electrospinning process [29]. The jet behavior has enormous influences on the jet development process in the electric field, determining the morphologies and diameters of the electrospun fibers. As can be seen from Figure 4, the length of the straight jet decreases with the increasing electrospinning temperature, where the red points illustrate the onset of jet whipping. With lower ambient temperature comes lower solvent evaporation rate of polymer solution, resulting in more residual solvent inside the polymer jet. Under the same electrospinning conditions, the jet obtaining a higher conductivity could be stretched into the one, which provides a longer straight section. Induced by phase separation, the vapor is trigged by the fast evaporation of DMF, it follows that narrow pores are formed on the fiber surface. As for the higher ambient temperature, the faster evaporation of DMF results in lower conductivity together with the instability of the jet, contributing to the jet turning into bending status. It is worth noting that the beads, which are formed owing to fast evaporation of solvent (indicated by black arrows in Figure 4), can be observed from the jet trajectories as the temperature increases.

Images of jet trajectories captured via high-speed photography at different experimental temperatures: (a) 20°C; (b) 25°C; (c) 30°C; (d) 35°C; (e) 40°C. (20 kV, 20-cm gap, 6400 fps).
Fiber morphology and diameter
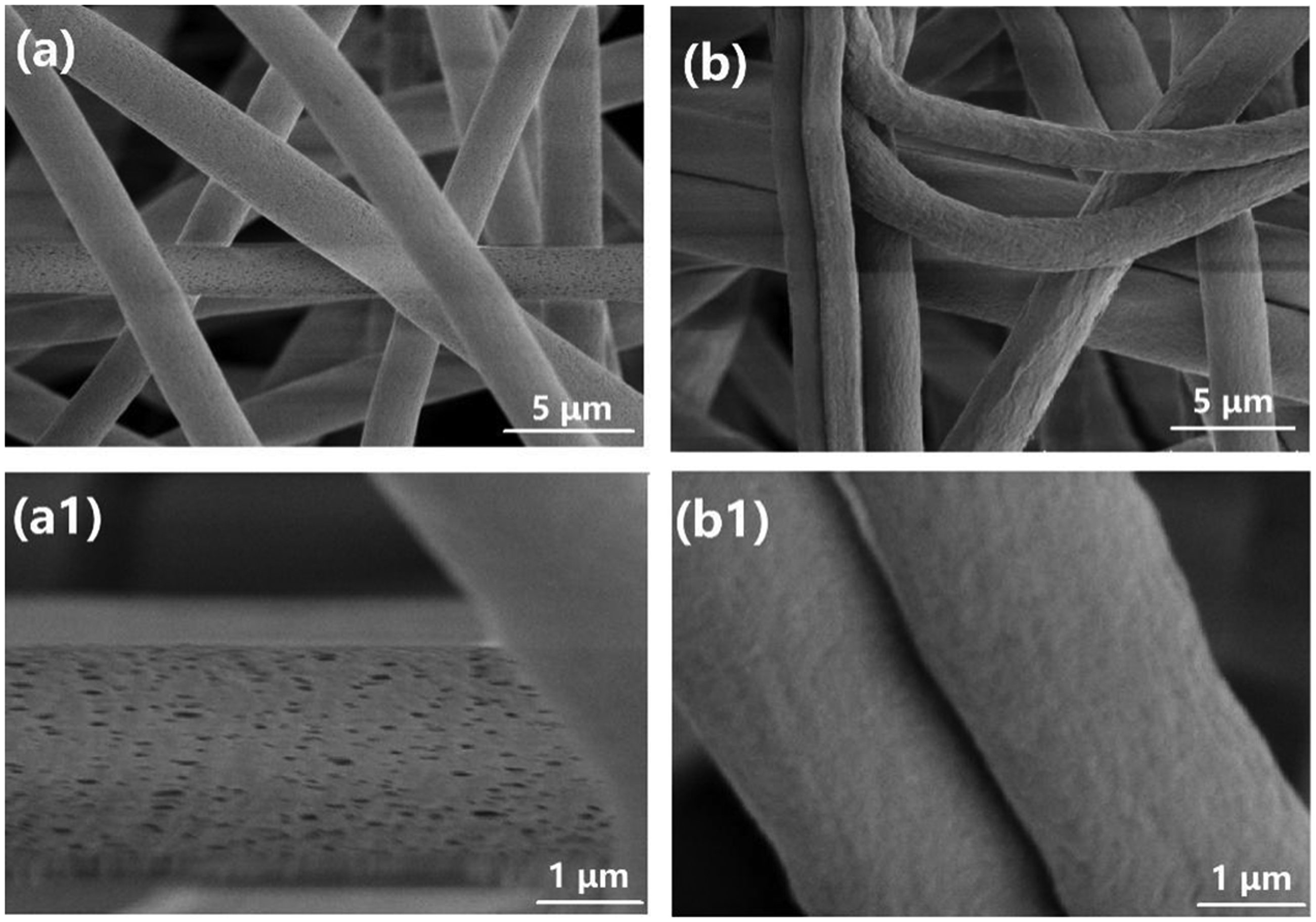
The SEM images of nanofibers prepared at various electrospinning temperatures are shown in Figure 5. Relatively straight fibers with narrow pores on their surfaces can be obtained at the electrospinning temperature of 20°C, as can be seen from Figure 5(a) and Figure 5(a1). A small amount of spindle-shaped beads are formed on the fiber (as shown in Figure 5(b)) under the condition of electrospinning temperature of 25°C. A large number of beads can be observed in the event of electrospinning temperature exceeding 30°C (as shown in Figure 5(c) to (e)), which is consistent with the results observed by the high-speed camera (as shown in Figure 4). The narrow and long pores still can be viewed on the fibers obtained at the electrospinning temperature of 25°C, whereas, they become smaller and their quantity becomes lower as the electrospinning temperature increases, as shown in Figure 5(c1), (d1), and (e1). Carrying more charges at lower experimental temperature, the jet is subject to stronger electric field force during the electrospinning process by reason of less evaporation of the solvent. What can be apparently viewed from following figure is the narrow and long pores formed on the fiber surface because of the solvent evaporation and the stretching force of the electric field. As the experimental temperature increases, the solvent evaporation rate increases together with corresponding decreasing of surface charge on the jet. Attributing to the imbalance between surface charge repulsion and surface tension of the jet, the beads on the fiber are formed. Due to the beads-on-a-string morphology and less surface charge at high electrospinning temperature, the jet whipping speed may decease and small round pores are formed on the fiber surface because of sufficient solvent evaporation.

SEM images of electrospun PS fibers formed at different electrospinning temperatures: (a) and (a1) 20°C; (b) and (b1) 25°C; (c) and (c1) 30°C; (d) and (d1) 35°C; and (e) and (e1) 40°C.
Figure 6 shows the fiber diameter distribution of the resultant fibers. Each point in Figure 6 indicates one individual measurement of a single fiber obtained from a single sample. Each box and bar on the right side illustrates the distribution of the fiber diameter, among which the small box represents the average diameter. It can be observed that under the same processing conditions, coarser fibers will be produced at a lower electrospinning temperature (20°C). In the case of the electrospinning temperature exceeding 20°C, the fiber diameter decreases because of the formation of beads. Furthermore, the solvent evaporation rate becomes greater under the circumstance of higher electrospinning temperature. The SEM results of the fibers obtained at different electrospinning temperatures indicate that the morphology and diameter of the electrospun PS fiber is determined by the electrospinning temperature. The main reason for this conclusion is that the electrospinning temperature has tremendous effects on the solvent evaporation rate in the area between the needle and collector, influencing the surface charge of the jet and in turn generating an unstable cone jet [18]. These aforesaid conditions may affect the motion behavior of the polymer jet, as well as the resultant fiber morphology and diameter, to a considerable degree.

Fiber diameters of electrospun PS fibers formed at different electrospinning temperatures.
Filtration performance of PS fiber membranes
In this experiment, the filtration capabilities of the membranes were tested at first by using a cigarette as the smoke source. The images of electrospun fiber membranes before and after smoke filtration are as shown in Figure 2(c), what is striking in the figure is that the PS membrane changes from white color (in clean state) into brown-orange color when PS membrane is exposed to cigarette smoke for 5 min. Figure 7 displays the SEM images of morphologies of electrospun PS fiber obtained at the electrospinning temperature of 20°C, before and after the filtration. For the electrospun PS membrane before the filtration, the nanopores can be seen on the fiber surface (as shown in Figure 7(a) and (a1)). After the filtration, the PS membrane is covered by particles from cigarette smoke and the porosity of fiber surface apparently inhibits the filtered particles, which originate from loosening from the surface of fiber membrane (as shown in Figure 7(b) and (b1)).
SEM images of membrane obtained at 20°C: (a) and (a1) before smoke filtration and (b) and (b1) after smoke filtration.
Both thickness and porosity of the membrane are key parameters, which have significant influences on its filtration properties. The thickness and porosity of the membranes fabricated at different electrospinning temperatures are presented in Table 1. The results indicate that both thickness and porosity of the membrane decrease with the increasing electrospinning temperature. The filtration capacities of the electrospun PS membranes were evaluated by the following two factors: (1) mass change of filter membrane and (2) the PM2.5 concentration difference between two three-necked bottles when a substantial excess of cigarette smoke passed through each filter. The membrane weight was measured gravimetrically as the total mass uptake after being exposed to a massive excess of smoke from two cigarettes for 5 min. The mass change of the filter membrane was calculated via measuring the membrane weight difference before and after the filtration, by means of the weight measurement of membrane after being dried in the environment at the temperature of 85°C for 10 h. The attainment of this objective of measurement of PM2.5 concentration difference requires a digital particulate concentration sensor. The initial PM2.5 concentration in the three-necked bottle connected to the cigarette was recorded when the cigarette was burnt out, and besides, the PM2.5 concentration in the bottle connected to the suction pump was recorded at the time when the cigarette smoke passed through each fiber membrane. The results of mass change of filter membrane together with the PM2.5 concentration difference are shown in Table 1. It can be seen that both mass change of filter membrane and PM2.5 concentration difference decrease with the increasing electrospinning temperature. The main reason is that the straight fiber changes into beads-on-a-string morphology and the fiber diameter decreases when the electrospinning temperature increases, furthermore, the porosity of the membrane decreases with the increasing electrospinning temperature, which also influences the absorption capability of the cigarette smoke.
Porosity, thickness, and filtration capacities to cigarette smoke of electrospun PS membranes produced at different electrospinning temperatures.

PS: polystyrene.
The filtration capacity of the electrospun PS membrane to aerosol particles was also investigated in this study, by means of employing the multi-path distribution of NaCl aerosols with particle sizes of 0.3 µm, 0.5 µm, and 1 µm, respectively, under the industrial-standard face velocity of 32 L/min. The filtration efficiency, pressure drop, and quality factor (QF) in the whole range of particle size for the PS membranes obtained at different electrospinning temperatures are listed in Table 2. It is obvious that the filter membranes obtained from 20°C and 25°C electrospinning temperatures show more favorable filtration efficiencies and higher pressure drops than those acquired at higher electrospinning temperatures in the whole range of particle size, indicating that the beaded fibers responsible for reducing filtration efficiency and filtration resistance. That is mainly because the membranes prepared at lower electrospinning temperatures obtain higher porosities, and the highly porous membranes are able to trap the aerosols inside. Furthermore, the membrane made from straight fibers presents a larger packing density than that made from beaded fibers, which may also increase the filtration resistance. The results in Table 2 also demonstrate that the filtration efficiency increases with particle size, which indicates that the PS membrane shows a superior filtration capacity for the larger-sized particle. It is also can be found in Table 2 that the pressure drops increase with aerosol size, that may be because that the aerosols captured by the membrane could block the passage of particles.
Aerosol filtration efficiency, pressure drop, and QF of electrospun PS membranes produced at different electrospinning temperatures at flow rate of 32 L/min.

PS: polystyrene; QF: quality factor.
The QF refers to the ratio of aerosol filtration efficiency to pressure drop, which is defined as
Filtration mechanism
Via electrospinning process, two kinds of PS fiber as described below can be obtained at different electrospinning temperatures: straight fiber with long and narrow pores, beaded fibers with small pores. At a high electrospinning temperature, the fast solvent evaporation on the surface of polymer jet causes sudden change of surface tension during liquid jet formation, resulting in the formation of beaded fibers. By contrast, at a low electrospinning temperature, long and straight fibers can be fabricated because of the balance between surface tension and electrical force. Owing to the rapid solvent evaporation and jet motion, the porous morphology is formed on the fiber surface. These aforesaid two kinds of fiber membrane exhibit distinct filtration capacities for different sizes of aerosol particle, and the schematic diagram of filtration mechanism for these two membranes are shown in Figure 8.

Schematic diagram of filtration mechanism: (a) straight fiber with narrow pores and (b) beaded fiber with small pores for different aerosol sizes.
During the filtering process, the movement of aerosol particles usually deviates from the gas flow, especially when they are close to the fibers [30]. The particle capture efficiency is dependent on the particle size, gas velocity and fiber diameter [31]. Relative to the aerosol particle with size of 0.3 µm, the membrane made from straight fiber reveals a rather large pore size. Whereas, the pore size on the surface of straight fibers with average diameter of 2.5 µm is around several hundred nanometers, relatively consistent with the size of aerosol particle. Thus, the aerosol particle with size of 0.3 µm may be captured by the pores on the fiber surface (as shown in Figure 8(a)). What’s more, the pore size directly corresponds to the specific surface area of filter. The filter composed of fibers with small diameters may exhibit high collection efficiency for particles, due to diffusional effect [28]. As for aerosol particles with sizes of 0.5 µm and 1 µm, small pore size of filter influences the direct collection of larger particles due to sieve effect (occurring when the aerosol particle size exceeding pore size of the fiber or membrane), and the porous fiber surface will provide a larger friction coefficient which is helpful to the capture of particles.
The presence of beads in a fibrous structure affects the pore size and packing density of the membrane to a large extent, and besides, it influences the filtration performance during particle removal from a gas stream as well. This is of utmost difficulty to achieve a stable slippage flow condition in the membrane made from beaded fibers, which also influence the diffusion of the aerosol particles [32]. Primarily depending on direct collection (sieve effect), the filtration performance for three sizes of aerosol particle of membrane made from beaded fibers is qualified for handling particles with larger size, however, incompetent in removing particles with size smaller than 2.5 µm.
Conclusions
By controlling the experimental temperature, the membranes made from PS microfibers with different morphologies were fabricated. Mono-disperse NaCl aerosol particles with different sizes (0.3 µm, 0.5 µm, and 1 µm) and cigarette smoke were used as the resources, for the purpose of the evaluation on filtration performance of electrospun PS membranes. The experimental results showed that straight fiber with narrow pores can be obtained at 20°C electrospinning temperature because of the fast jet motion and solvent evaporation on one hand; beaded fibers can be fabricated at the electrospinning temperature higher than 25°C due to the sudden change of surface tension resulted from the fast solvent evaporation on the other hand. The membrane made from porous straight fibers showed excellent filtration performance to cigarette smoke and aerosol particles of all sizes because of the high porosity (∼95%). The novel strategy fabricating PS fibrous membrane with high porosity may provide more extensive application prospect for protective nose masks, and domestic and industrial exhaust filtration, etc.
Footnotes
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The authors disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This work was supported by the National Natural Science Foundation of China (Grant No. 11702169), and Talents Action Program of Shanghai University of Engineering Science (Grant No. 2017RC522017) to Dr. Y. Zheng. This work was also supported by Talents Action Program of Shanghai University of Engineering Science (Grant No. 2017RC432017) and Shanghai Local Capacity-Building Project (Grant No. 19030501200) to Dr. B. Xin.