
Abstract
In this study, the sound absorption behaviour of glass fiber fabric epoxy composite (GFFEC) is aimed to be increased without reduction in main mechanical properties and density. The effect of polystyrene (PS) and silica aerogel (SA) on sound absorption, density, tensile, and flexural properties along with drop impact performance of GFFEC were investigated. Both PS and SA was added into epoxy resin. Vacuum infusion method was applied to manufacture GFFEC’s. Both PS and SA addition resulted with enhanced sound absorption coefficient (SAC) of GFFEC. Breaking stress and elongation enhanced with either PS or SA addition. Increased absorbed energies during drop impact tests were observed in both PS and SA incorporated GFFEC’s compared to reference GFFEC. Density of reference composite (lightness) has improved by addition of SA and PS. Additionally, use of SA improved the SAC of GFFEC. On the other hand, maximum SAC was achieved with use of PS rather than SA.
Introduction
Noise pollution is a major environmental problem, and increasing with urbanization, industrialization, technology, etc. Noise pollution is known to cause health symptoms including sleep discomfort, stress, heart problems, hearing loss, etc.1-6 As a result, noise control methods are being used for noise reduction and sound absorption. Use of acoustic materials is also a method preferred for noise reduction. Various materials are being studied to observe their potential in use in noise control.6-7 Sound absorption materials, such as porous materials including fibrous materials, foams, nanofibers, etc. are produced and researched in the literature.5-7
Glass fiber reinforced polymer composites, in which an extensive number of matrix materials can be selected, are broadly used for many applications. 8 A variety of matrix materials can be preferred to manufacture fiber reinforced composites depending on the required properties including epoxy resin, phenolic resins, vinyl ester, etc.8-9 The fiber and matrix properties along with the adhesion and interface determine the mechanical performance of the resultant composite.8,10-11 There are numerous studies regarding change in epoxy properties with addition of different nanoparticles,12-14 graphene oxide15-17 etc. Silica aerogels (SA) are studied for use in many application areas including composites, thermal insulation, catalysts, aerospace applications, etc., as a consequence of their high porosity, enhanced surface area and low density.18-23 Silica aerogels are also being investigated for use as part of different composite systems to enhance and optimize their tensile, flexural, drop impact, thermal properties, etc.22, 24-30 In the literature, one approach of use of SA in composites is by dispersing SA with epoxy and examine its effects on properties of epoxy resin. Du et al. 31 worked on SA/epoxy composites having different amounts of SA. The composites were prepared with sol gel process followed by supercritical fluid drying. SA/epoxy composite manufacturing and composite curing stages. It has been observed that the stiffness of the SA/epoxy composite first increased with increased SA content up to a small amount. After a certain amount of SA, the stiffness reduced with further SA incorporation. Ünal et al. 22 produced silica aerogel/epoxy composites with SA ratios of 0.5% wt and 1% wt and determined their mechanical properties. Highest tensile stress was obtained in case of 1% wt SA content, on the other hand, 0.5% wt SA content resulted with highest bending stress. It was mentioned that agglomeration of SA was observed in case of 1% wt SA/epoxy composite which might reduce bending stress Zhao et al. 32 worked on thermal properties of SA/epoxy composites. SA was selected with 2 particle diameters (less than 0.2 mm and between 0.2 and 2 mm), and the amount of SA in composites were varied between 0 and 60% by wt. Reduction in thermal conductivity with the increase in SA weight fraction was observed. Najafi et al. 11 modified glass/epoxy composites by using silica aerogel, silica colloidal nanoparticles, SiC nanoparticles, and SiC nanowhiskers to obtain modified glass/epoxy composites. All modifications resulted with higher tensile, flexural, and interfacial shear strength values of glass/epoxy composites Selver et al. 30 dispersed silica aerogels in epoxy and produced glass fiber/epoxy composites with [0/0]3 stacking sequence by hand laying technique. They have examined the change in flexural strength, drop impact properties, and thermal conductivity with different amounts of SA. The densities were measured as 1.69 g/cm3 for glass fiber/epoxy, 1.66 g/cm3 for 1% silica aerogel added composite, and 1.64 g/cm3 for 3% silica aerogel added composites. Increased flexural strength was obtained at warp direction. On the other hand, at weft direction, very few increase in flexural strengths were observed with SA addition and the flexural strength results were quite similar among all composites. Increased absorbed energy for 100 J energy application on sample with 1% SA addition has been observed compared to glass/epoxy composite. Even though, no linear relationship was observed between thermal conductivity coefficient and the amount of silica aerogel, slight improvement on thermal insulation has been observed with 3% silica aerogel. Sound absorption coefficient (SAC) of glass, flax, and jute fabrics between 0 and 3500 Hz were investigated by Selver 33 and glass fabric was found to have highest SAC around 0.125. 12 layers of glass fiber composites with epoxy resin were manufactured in the same study, and the SAC at 1000 Hz was measured as 0.027. The highest SAC was found to be 0.247 at 3500 Hz. Lee et al. 34 worked on the SAC of glass fiber/epoxy and flax/epoxy composites. 16 and 24 glass fiber layers were selected for the composites and higher SAC was observed with increasing number of glass fiber layers. Highest SAC was observed below 0.3 for 24 layer composites. Prabhakaran et al. 35 also analyzed SAC of glass fiber/epoxy composites with 6 layers of glass fibers and highest SAC was found to be approximately 0.4. SAC of glass fiber/epoxy composites along with other carbon/epoxy and natural fiber/epoxy composites were investigated by Yang and Li, 36 and they have found that SAC of glass fiber composites was lower than composites of ramie, jute, and flax.
There are very limited studies on improvement of glass fiber/epoxy composites with polystyrene or improvement of epoxy composite with polystyrene. Rostamiyan et al. 37 worked on the effect of nano silica (SiO2) (4.01 wt%), high impact PS (2.67 wt%), and their combined effects on the properties of neat epoxy. The highest tensile strength was obtained when SiO2 (4.01 wt%) and high impact PS (2.67 wt%) were mixed and then added to epoxy. Nguyen et al. 9 used electrospun PS nanofibers web to enhance glass fiber epoxy composite properties. As expected, composite tensile strength and modulus, and composite fracture toughness were enhanced with PS nanofiber web incorporation. Serin and Yıldızhan 38 produced expanded polystyrene beads/chopped glass fibers reinforced epoxy resin composites by using PS as the filler component. The tensile strength of expanded polystyrene beads/epoxy resin composites were found to be lower than neat epoxy resin. Also, addition of glass fibers to expanded polystyrene beads/epoxy resin composites was found to increase the ultimate tensile strength and modulus.
As seen from literature, although there are studies on epoxy composite with silica aerogel or epoxy composite with polystyrene, there are very few studies on glass fiber fabric epoxy composite (GFFEC) incorporated with silica aerogel or with polystyrene. These few studies are mostly focused either just only on mechanical, thermal properties, or just only on sound absorption performance of glass fiber epoxy composite. Thus, in this study, as far as we know, for the first time, improvement of SAC of GFFEC inherently has been studied together with enhancing other mechanical properties including drop impact, tensile properties, bending properties and density. In addition, for the first time, organic filler such as polystyrene and inorganic filler such as silica aerogel have been compared for improvement of GFFEC with regards to sound absorption properties together with other mechanical properties.
Materials and methods
Materials
Glass fiber woven fabric with 500 g/m2 basis weight was supplied from Fibermak Composites. The end density of the fabric is 2 ends/cm and the pick density of the fabric was 2 picks/cm. Both epoxy resin (density of 1.15 g/cm³) and hardener were supplied from Fibermak Composites. Silica aerogel (ENOVA Aerogel MT1100) and acetone and tetrahydrofuran (THF) (Merck) were also used in the study. Polystyrene (PS, d: 1.05 g/cm³) was derived from Sabic.
Methods
Vacuum infusion method was applied to prepare GFFEC. Both PS and SA were separately included into epoxy matrix. PS/epoxy composite was prepared with 2% (w/w) PS and dissolving PS in THF at 40°C with 8 h of stirring. Then, PS/THF was added into epoxy. The PS/THF/epoxy was stirred for an additional 20 min, followed by 4 min of processing in ultrasonic homogenizer. A 10-min stirring was performed after addition of curing agent (epoxy resin/curing agent in 3:1 ratio) into PS/THF/epoxy. On the other hand, to prepare SA incorporated composites, silica aerogel 2% (v/v) was dispersed in acetone slightly for 10 min. The aerogel/acetone blend was then added into epoxy/curing agent and slightly stirred with magnetic stirrer for 10 min.
To produce composites with PS, the epoxy resin/curing agent with PS solution has been used as matrix. For SA incorporated composite manufacturing, the matrix was selected as silica aerogel/epoxy resin/curing agent. Six ply glass fiber fabric (laid with 0/90 plane) has been used as reinforcement (filler) during GFFEC production with vacuum infusion process. The composites were pre-cured at 60 °C for 1 h and then 48 hours of curing process was continued at room temperature.
Reference GFFEC was prepared with epoxy/curing agent (without addition of PS and SA) and similar vacuum infusion method which is explained above was applied. The average thickness of reference composite after 5 measurements, was 2.06 mm, PS incorporated composite was 2.71 mm and SA incorporated composite was 2.55 mm A photograph of the reference sample produced is shown in Figure 1. A photograph of the reference sample produced.
Methods of analysis
The SAC were measured ith BIAS TestSens Sound Impedance Tube (using 29 mm diameter and 100 mm diameter impedance tube set up). The samples were cut into 28 and 99 mm in diameters, edges of composites were covered with Vaseline to prevent air spacing at the edges of the samples. Measurements without air back cavity have been performed according to ISO 10534-2.
The tensile and flexural properties were tested with Shimadzu AGS-X Series Universal Test Equipment according to ASTM-D3039 and ASTM-D790 standards, respectively. The tensile test was conducted to samples with 25 mm x 250 mm dimensions and 2 mm/min crosshead speed. Whereas, for flexural test, 3-point bending apparatus was used, crosshead speed was 1.2 mm/min. Sample dimensions were 12.7 × 127 mm and span length was 48 mm. BESMAK drop-weight impact test machine was used to test drop impact performance with a striker of 16 mm. Two impact energies were determined (10 J and 100 J). Sample dimensions were selected as 89 mm x 55 mm with reference to Prichard and Hogg. 39 Five replicates for tensile, flexural, and drop impact tests were manufactured and tested. Average values for each test were calculated. The densities were measured according to Archimedes’ principle and alcohol was used as the liquid.
Results and discussion
Sound absorption coefficients of composites
The SAC of composites are given in Figure 2. As seen in Figure 2, the highest SAC of reference GFFEC is 0.15 at 4000 Hz. Thus, it has been seen that the GFFEC in this study showed almost no sound absorption. On the other hand, when SA is added to the composite structure, the highest SAC value rises to 0.4. When PS was incorporated, the highest SAC further increased to 0.55. Both use of SAC and PS enhanced SAC of GFFEC’s. Generally, at lower frequencies below 1000 Hz, there is not an obvious difference among SAC of samples, however, for frequencies higher than 1000 Hz, higher SAC was observed both with SA and PS. The highest SAC values were observed at frequencies in the range of 2000 Hz and 4000 Hz. For frequencies between 5000 Hz and 6300 Hz, no significant change in SAC of samples were observed and SAC of PS incorporated composite is still higher than that of others. The reason behind higher SAC with PS incorporated composites compared to SA incorporated composites might be due to more absorbent structure of the polymeric, organic, and amorphic PS compared to inorganic SA particle. The SAC of composites.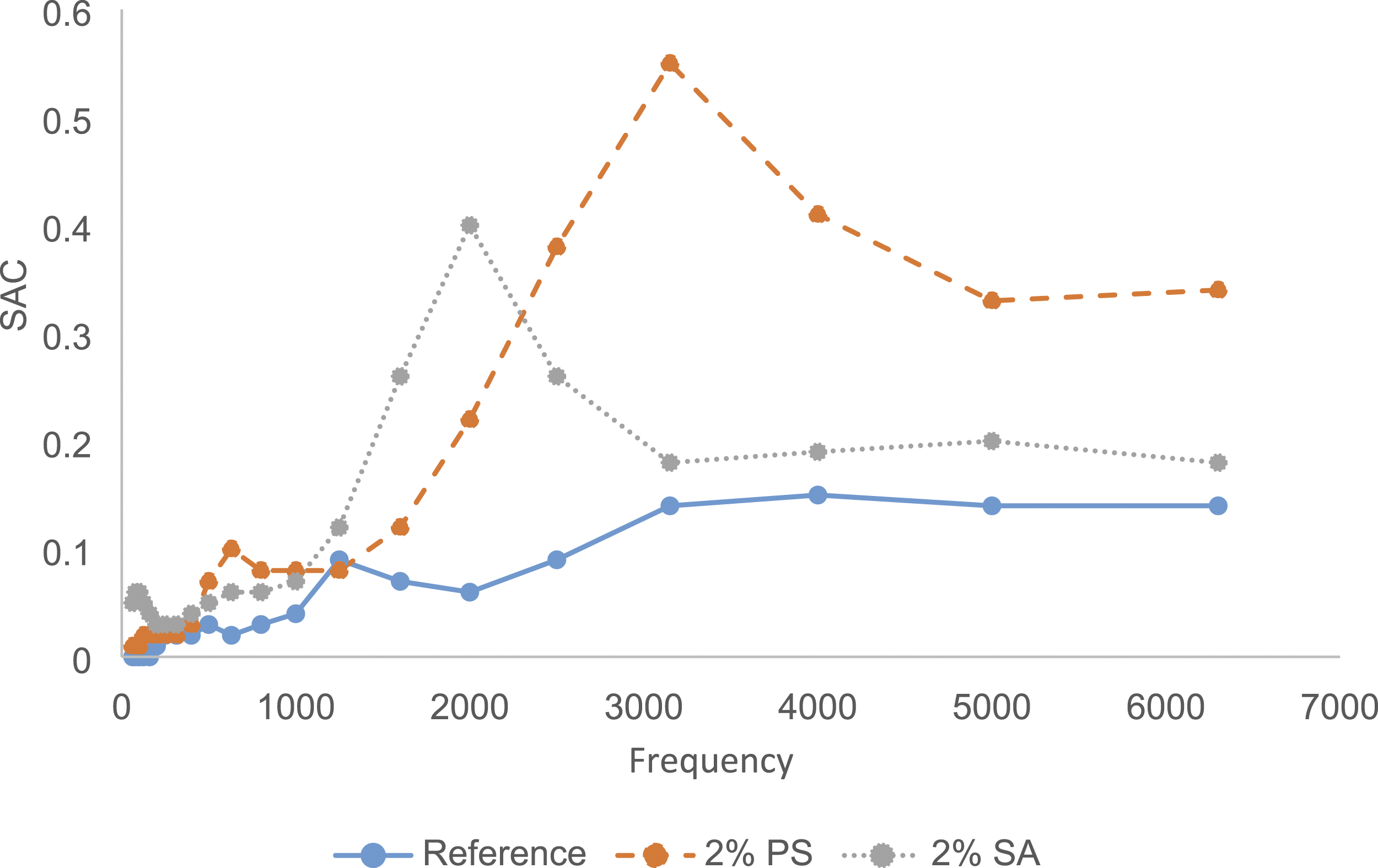
Density
Average densities of the samples.

Tensile properties
Tensile properties of composites.


Tensile stress versus elongation curves of the representative composites. (curve a. reference, curve b. 2% PS curve c. 2% SA).
Flexural properties
Flexural properties of composites.


Flexural stress versus displacement curves of representative composites. (curve a. reference, curve b. 2% PS, curve c. 2% SA).
Drop impact performance
The absorbed energies of composites.


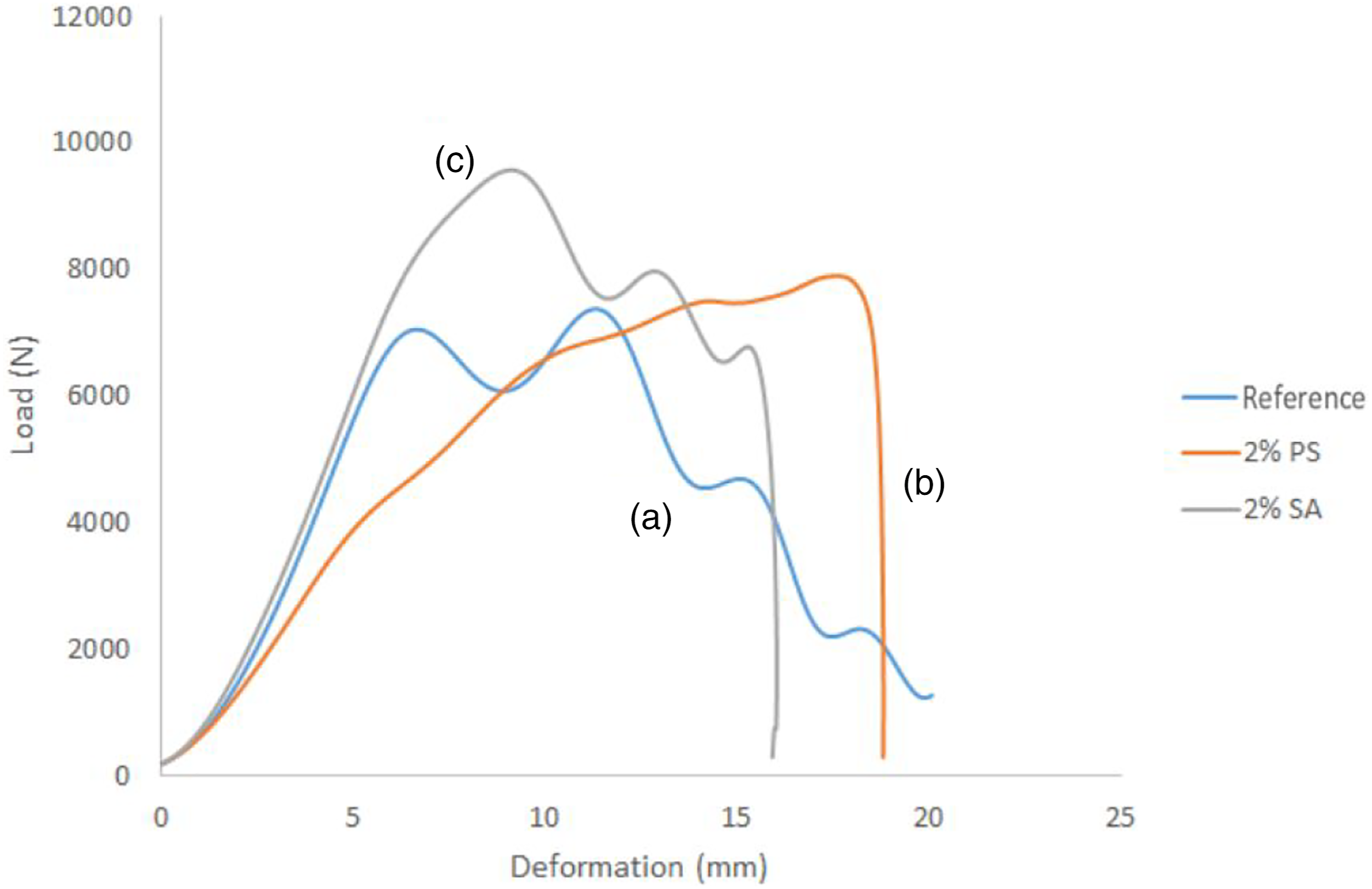
Drop impact load versus deformation curves for 10 J experiments of representative composites. (curve a. reference, curve b. 2% PS, curve c. 2% SA).
Drop impact load versus deformation curves for 100 J experiments of representative composites. (curve a. reference, curve b. 2% PS, curve c. 2% SA).
Conclusions
The GFFEC which is a significant material in production of composites has low SAC. An improvement on SAC of GFFEC inherently is very beneficial for different applications such as train, aerospace, aircrafts, etc. The sound absorption property of GFFEC is aimed to be increased inherently without reduction in main mechanical properties and without increase of density, all of which are very important performance criteria for the composites. The main conclusions of the study can be listed as; - With SA addition to the epoxy matrix, the maximum SAC of the GFFEC was enhanced from 0.15 to 0.4, and the tensile and flexural stress, absorbed energy values in drop impact measurements all clearly enhanced. - With the use of PS along with epoxy matrix, the maximum SAC of the composite reached to 0.55 from 0.15 (maximum SAC of reference composite). The tensile strength and absorbed energy values in drop impact measurements except for flexural stress are enhanced with PS incorporation. - The tensile stress of reference composite improved around 14% for PS, 36% for SA. In case of flexural stress, the improvements are more than 161% for SA. The absorbed energies in drop impact test were also enhanced. The density of composite (lightness) has been improved, that is, density is decreased by addition of SA and addition of PS. - Finally, SAC could be improved by both use of SA and PS. The density of the composite materials and mechanical properties including tensile stress, flexural stress, and drop impact (except for flexural stress of sample with PS) could also be enhanced with either PS or SA incorporation. Thus, GFFEC can be used more versatile and reliable in application areas which need sound absorption without deterioration any basic mechanical properties and density. Due to the porous, particular, and inorganic structure of SA, SA was found to be more preferable for enhancement of GFFEC’s.
Footnotes
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This work was supported by the TUBITAK for Project funding (218M766).