
Abstract
In this study, polyvinylpyrrolidone-based nanofibrous air filter media were produced via centrifugal spinning and subsequently stabilized by thermal cross-linking process. Samples were produced using solutions with three different polymer concentrations (5, 10 and 20 wt.%) and three different rotational speeds (4000, 6000 and 8000 r/min). After obtaining the optimum web structure with the lowest average fiber diameter and the most uniform distribution, the webs were later thermally cross-linked in order to stabilize polyvinylpyrrolidone against the degradative effects of water. In addition, the webs were subjected to dissolvability tests to see the efficacy of cross-linking treatment. Morphological, structural and chemical characterizations of the polyvinylpyrrolidone webs were performed by SEM, XRD and FTIR, respectively. Finally, filter efficiency and pressure drop were measured to assess filter performance. The results have shown that the lowest average fiber diameter is obtained at the highest rotational speeds. Subsequent thermal cross-linking treatment has been found to prevent fibers from dissolving in water. The produced water-resistant, environmentally friendly polyvinylpyrrolidone nanofibrous filter media has had a satisfactory filtration performance with a high filter efficiency of 99.995% and a high quality factor of 0.39 mm H2O−1.
Introduction
There has been a considerable amount of research on air filters to meet the ever increasing demand for clean air in domestic and industrial environments. For the submicron air filtration, there are basically two types of air filters, namely, glass fiber media and fibrous synthetic air filters [1]. Fibrous air filters are mainly preferred due to their favorable properties such as low pressure drop, high efficiency, high porosity with their micro or nano-sized interconnected pores, high gas permeability, light-weight, large surface area to volume ratio and low cost. Studies have shown that nanofibrous air filters can achieve collection efficiency as high as the conventional glass fiber HEPA (high efficiency particulate air) filters, which are able to trap 99.97% of particles that are 0.3 µm, with a significantly lower filter mass base [2]. Additionally, nanofibrous filters can effectively capture nano-aerosols, while traditional filters are ineffective in capturing these nano-aerosols [3] due to their increased surface area, which can enhance interception and diffusion capture [4]. Consequently, nanofibrous webs are used in various areas such as vacuum cleaner bags, industrial gas cleaning systems, cleanroom air purification systems, disposable respirators, etc. [5–8]. Among the polymers used for fibrous filters, polyvinylpyrrolidone (PVP) has a number of advantages such as low toxicity and cost. However, since it is a water-soluble hydrophilic polymer [9,10], there have been few studies only on air filtration applications. PVP-based filter media showed filtration ability at up to 75% humidity; however, at higher humidity conditions, it started to plasticize, losing its fibrous structure [11]. In air filter applications, stability of PVP against water or water vapor in the air is an important issue that needs to be addressed. Recent studies have shown that its mechanical strength against water can be improved when cross-linked either chemically [12–14] or physically [15–18].
Nanofibrous materials are commonly produced by electrospinning, which is based on a high electric field (∼1 kV/cm) for the attenuation of the fibers. Morozov and Mikheev [11] produced PVP nanofibrous media for filtration via electrospinning where the average fiber diameter was reported to be about 150 nm. However, the method has a low production rate and is stated to be unsafe due to the high voltage involved [19]. Consequently, alternatives such as centrifugal spinning and solution blowing have been developed for safer and faster nanofiber production. During centrifugal spinning, polymer solution/melt is subjected to very high rotational speeds, creating large centrifugal forces on polymer jets. Basically, the solution is fed into a rotating spinning head (up to 15,000 r/min), which contains nozzles having diameters around 0.5 mm. When the surface tension of the polymer solution is surpassed by centrifugal forces, a viscoelastic polymer jet comes out of the nozzles that are attached to the spinning head. Then the solution is stretched out and collected over a vacuum collector. The system is said to be safe and cost-effective among the other nanofiber production systems [20]. PVP, polycaprolactone (PCL) and polylactic acid (PLA) polymers are successfully spun with the centrifugal spinning system [21–24].
Gundogdu et al. [25] produced nanofibrous air filters via centrifugal spinning by using 10 wt.% concentration of thermoplastic polyurethane (TPU) solution and various process parameters. As a result of this study, they obtained E12 level filtration efficiency with a 98 Pa pressure drop from their optimized sample. Although there are reports on centrifugally spun PVP webs for various other applications, its air filtration applications have not been reported yet most probably due to the stability of the polymer under filtration conditions.
In this study, a number of PVP-based air filter media were produced via centrifugal spinning followed by thermal cross-linking. Effects of solution concentration, rotational speed and cross-linking temperature on fiber diameter, web morphology, cross-linking degree, and filter performance were investigated. According to the results, the finest fibers in diameters were obtained with the lowest concentration (5 wt.%) and the highest rotational speed (8000 r/min). In addition, efficient crosslinking temperature was found as 170℃ for PVP webs. Finally, cross-linked PVP webs produced from 5 wt.% PVP solution exhibited a high filter efficiency of 99.995% and high QF of 0.391 mmH2O−1.
Experimental
Preparation of cross-linked PVP nanofibrous webs
To prepare a homogeneous spinning solution, PVP (PVP K90, Mw = 1,300,000 g·mol−1, Merck) was added into ethanol (EtOH, 99.99%, Merck) at three different concentrations (5, 10, 20 wt.%) and stirred on a hot plate at 40℃ for 1 h. Viscosity values of the prepared solutions were taken with Fungilab Alpha R series rotational viscometer and given in Table S1.
Nanofibrous PVP filter samples were then fabricated by using Nanocentrino L1.0™ (Areka Group LLC). Basic components of the machine are schematically given in Figure 1. The prepared solutions were spun at different rotational speeds (4000, 6000, 8000 r/min) using 22 gauge needles and 20 ml/h feeding rate. The spun fibers were collected on a rotating collector covered with a 25 gsm spunbonded PP nonwoven layer. During the process, the collector had a fixed rotational speed of 60 r/min. The duration of spinning was set in a way that all the samples had the same amount of PVP at around 6 g.
A schematic presentation of a centrifugal spinning system.
Among the cross-linking treatments mentioned earlier, the thermal cross-linking method was chosen due to its simplicity. The cross-linking treatment was performed in a laboratory oven (NUVE FN300) with a heating rate of 2℃/min. All samples were held at different cross-linking temperatures (130, 150, 170, 200 and 250℃) for 5 h and at the end of the process, samples were taken out from the oven and allowed to cool down to room temperature. The maximum temperature for the cross-linking was selected to be 250℃ since the melting temperature of PVP was reported to be nearly 300℃ [9]. In order to test the efficacy of this treatment; i.e. to check whether the web dissolves in water or not, the cross-linked webs cut in 20 × 25 mm were immersed in 50 ml DI water in a beaker as explained in Donius et al. [26]. All the tests were run at room temperature for 10 min.
Characterization
In order to analyze the web morphology and to measure fiber diameters, scanning electron microscopy (SEM) images were taken by Tescan Vega3 Model microscope at an accelerating voltage of 10 kV. Measurement of fiber diameter was performed by measuring diameter of at least 100 fibers for each sample. The standard deviations and distributions were also calculated.
Thermal properties of the PVP fibers were examined by Hitachi STA 7300 differential thermal analysis (DTA) device. The samples were heated up to 500℃ under nitrogen gas with a heating rate of 10℃/min and a gas flow rate of 2 ml/min. The chemical bonds and structural change in the PVP fibers were analyzed via Fourier transform infrared spectroscopy (FTIR) (Bruker Alpha). Thirty-two scans were recorded for each sample in the range of 600–4000 cm−1 before and after the thermal treatment and the resolution was set to 24 cm−1. Effect of the thermal treatment on the structure of the PVP was also investigated with X-ray diffraction (XRD, Rigaku – Ultima IV) using Cu Kα radiation (wavelength λ = 0.154 nm). Irradiation conditions were 40 kV and 40 mA. XRD profiles were recorded with the 2θ angles ranging from 5° to 70° at an increment of 0.02.
Filtration performance was evaluated using an automated filter tester (8130A model, TSI Inc.), which measures the pressure difference across filter media (the pressure drop (ΔP)) and filtration efficiency (η) simultaneously. Solid NaCl particles were generated from a 2 wt.% NaCl solution. Nanofibrous mats with an effective area of 100 cm2 were challenged against aerosols in 0.3 µm range at a face velocity of 5.3 cm/s and its upstream and downstream concentration levels were measured by using two light-scattering laser photometers simultaneously. The pressure drop (ΔP), i.e. the pressure difference across nanofibrous media was measured by an electronic pressure transducer that has a measurement range between 0 and 2500 Pa with an accuracy of ±1% of the full scale to see the difference between upstream and downstream of filters. The penetration values (P) were calculated by using equation (1)



Results and discussions
Morphology of the nanofibrous filter media
SEM images were used to analyze web morphology and to measure fiber diameters. According to the SEM images given in Figure 2, higher rotational speeds resulted in relatively denser structure and finer fibers with fewer beads especially for the samples produced from 10 and 20 wt.% solutions. A similar finding was reported by other researchers [20,25]. Moreover, in the samples spun from 5 wt.% solution, a fibrous web structure was not obtained at 4000 r/min. When the rotation speed was increased to 6000 r/min, dense and fine fibers were produced. However, a large amount of beads was observed in the structure. For this concentration, homogeneous fibrous webs with minimum number of beads were produced at 8000 r/min only. However, increase in concentration lowered the number of beads and caused fibers to be coarser. When 20 wt.% PVP solution was used, it was not possible to reduce average fiber diameter below 1 µm, most probably due to high viscosity. Since filtration efficiency is higher in the case of smaller diameters [29], the three webs produced at 8000 r/min were selected for subsequent thermal cross-linking as the most suitable ones for filtration.
SEM images and fiber diameters of the PVP fibers produced at 4000, 6000 and 8000 r/min values (scale bars are 50 µm for main and 5 µm for inset images).
Images of thermally treated samples were given in Figure 3. The cross-linking treatments changed the color of the webs, indicating structural changes. Treatment at lower temperatures caused no or little color change, indicating slight structural deformation, while higher temperatures resulted in darker colors, indicating degradation [30]. While the samples treated at temperatures lower than 200℃ still kept their flexibility, the others treated at higher temperature gradually lost their flexibility. Additionally, according to TGA (Figure S1), PVP started to melt at about 270℃ and structure fully degraded at 450℃.
Images of thermally treated PVP fibrous mats (The samples were cut to size 2 × 2 cm2).
In order to see the effect of thermal cross-linking on the morphology of the samples, SEM images were taken after the treatments (Figure 4). No considerable change in morphology has been observed for 10 wt.% PVP sample treated at different temperatures. However, a few points, circled in Figure 4(d) and (e), were thought to be sticking points of neighboring fibers, which made the web stiffer. In addition, cross-linking did not seem to have a significant effect on fiber diameter of the 5 and 10 wt.% samples, whereas fiber diameter of the 20 wt.% sample decreased (shown in Figure S2).
SEM images of thermally cross-linked (a-130, b-150, c-170, d-200 and e-250℃) PVP nanofibrous webs produced from 10 wt.% solution at 8000 r/min (Scale bar is 10 µm).
Thermally cross-linked PVP webs were then subjected to dissolvability test. The samples treated at 130℃ were immediately dissolved in water (supporting video 1) and the one treated at 150℃ turned into a gel. The 170℃ treated sample, however, exhibited superior stability (supporting video 2). Higher temperatures were not tested since they were already discarded due to structural deformation. In the end, treatment at 170℃ was found to be the optimum cross-linking condition.
In order to see the efficacy of cross-linking on the stability of PVP fibrous webs, SEM images of neat and 170℃ treated samples (produced from 5 wt.% PVP solution) were taken after being conditioned for 30 min under high humidity (33℃, 75% relative humidity), shown in Figure 5. As seen in the inset image of Figure 5(a), fibrous structures were transformed into a film. This could be attributed to dissolved structures in the web because of a humid condition. Figure 5(b), on the other hand, showed a web with stable and uniform nanofiber morphology and pores well open for filtration.
SEM images of (a) neat PVP and (b) thermally cross-linked PVP nanofibrous webs after exposed to humid air (Scale bars are 50 µm for the main image and 5 µm for inset).
FTIR analysis
It can be seen in the FTIR results (Figure 6) that both samples produce peaks at 3410 (O–H stretching), 2930 (C–H asymmetric stretching), 1650 (C=O stretching), 1423 (CH2 bending), 1278, 1070 and 1020 (C–N) and 834 (C–H bending) cm−1 [25,27]. However, in case of the sample treated at 170℃, magnitude of C=O peaks at 1650 cm−1 and primary C–N peaks at 1278 cm−1, coming from pyrrolydone rings, decreased, indicating fracture of some pyrrolydone rings. Besides, decrease in intensity of the peaks of secondary C–N bonds (1070 and 1020 cm−1) and the emergence of new peaks at 1534 and 1375 cm−1 related with N–O stretching [31–34] also support the presence of pyrrolydone fracture. Additionally, C–H bonds at 2930 cm−1 have weakened and formed weak C–H bonds at 2910 and 2970 cm−1 with heat treatment [35]. Decrease in the intensities of CH peaks at 1423 and 834 cm−1 in the heat-treated sample also suggests formation of new free-radicals as a result of hydrogen deficiency on the main chain (–CH–CH2–) of the cross-linked PVP, indicating other cross-linking points.
FTIR spectra of neat and cross-linked PVP nanofibrous webs.
XRD analysis
XRD patterns of neat and thermally treated PVP filter webs are presented in Figure 7. In the case of neat PVP, there are two halo peaks at 2θ of 10.8° and 21.2° which means the structure is amorphous [36,37]. After cross-linking, positions of the peaks are changed and cross-linked PVP shows sharper crystalline peaks at 15.5°, 22.4°, 29.1°, 35.5°, 39.2° and 42.8°. Presence of high-intensity peaks at different positions in the XRD graph of cross-linked PVP shows improved crystal structure.
XRD patterns of neat and treated at 170℃ PVP nanofibrous webs.
Filtration performance
Air filtration performance tests were conducted for both cross-linked and non-cross-linked nanofibrous webs as single, double and triple layers applying face velocity of 32 L/min. Penetration percentages corresponding to pressure drop values were plotted on semi-log graphs for single, double and triple layers and linear regression lines are also drawn in Figure 8(a). It can be observed that as the numbers of layer increases, the filtration efficiency (1-P) of the samples increases too. It can be argued that higher filtration efficiency is achieved by finer fibers. It is already known that the slip flow provides higher quality factor values and the slip flow occurs when Kn is greater than 0.1 [25,38]. Under the light of this fact, it is proposed that higher Knudsen Numbers obtained with finer fiber diameters according to equation (3) provide higher filtration performances. In terms of filtration efficiency, 5 wt.% PVP sample produced at 8000 r/min surpassed the standard of HEPA filters (>99.97%) [39] with its 99.995% performance. In addition, no significant difference in filtration performance between the neat and cross-linked samples has been found. This can be attributed to the fact that neat and cross-linked samples have average fiber diameter values close to each other. However, an increase in solution concentration results in coarser fibers, which in turn results in poor filtration performance. The same trend was observed by Shi et al. [40]. In their study, the average diameters of solution blown nanofibers increased with solution concentration. In our study, the same relation between fiber diameter and filtration performance was found.
(a) Percentage of penetration versus pressure difference (pressure drop) curves of fibrous samples (b) change of pressure drop by the number of layers.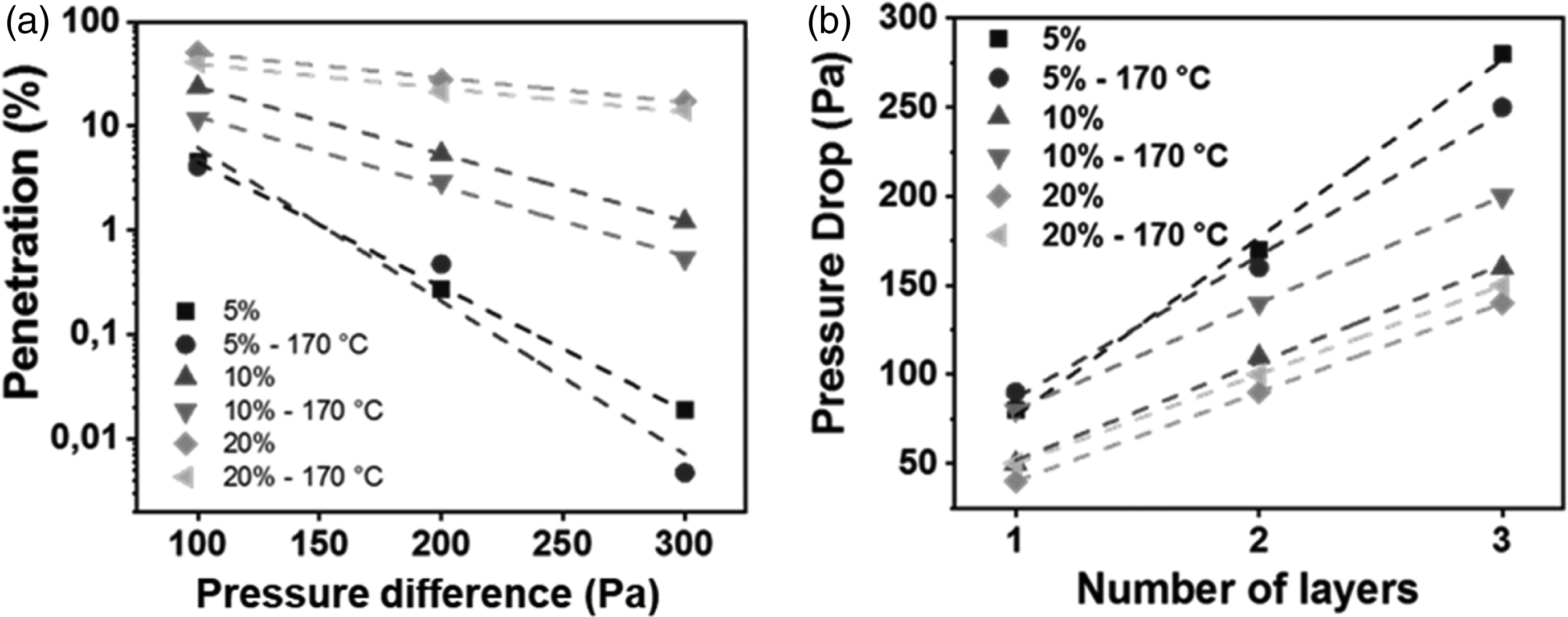
As seen in Figure 8(b), as fiber diameter decreases, pressure drop values become higher. This can be explained by the fact that webs with smaller fiber diameter deliver higher pressure drop [29]. Additionally, pressure drop values also increased with increasing number of layers. For example, the filtration efficiencies of single layer, double layer and triple layer 5 wt.% PVP samples are 95.40%, 99.73%, 99.98%, while the pressure drop values are 80, 170, 280 Pa, respectively. As a result, it can be predicted that when compared with single layer samples, multi-layer samples will have better filtration efficiency at higher pressure. Morozov and Mikheev observed similar results. It was found that the thickness of PVP nanofibrous webs increased with production time. Thus, while filtration efficiency was enhanced with an increase of the thickness of webs, the pressure drop also increased [11].
The pressure drop and the filtration efficiency of a filter media are the two main parameters to determine the quality of an air filter [41]. Either micro- or nanofibrous mat might provide high particle capture efficiency at an expense of air resistance between the fibers. An optimum filter media is the one that captures highest portion of particles at the lowest pressure drop (air resistance). Hence, the quality factor (QF), negative slope of semilog penetration versus pressure drop, is used to compare various fibrous filters as given in Figure 8.
As seen in Figure 9, cross-linked 5 wt.% PVP with the finest fibers exhibited the highest quality factor with a filter efficiency of 99.995% and a pressure drop of 250 Pa. Gundogdu et al. [25] produced TPU nanofibers via centrifugal spinning and achieved 99.4% filtration efficiency with a pressure drop of 98 Pa. In another study, Lou et al. [42] observed that the filtration efficiency of nanofiber membranes slightly decreased from 99.94% to 96.33%, and the pressure drop significantly declined from 151.7 to 24.7 mmH2O by adjusting the structure. According to the results of this study and reported papers, in nanofiber webs, a high increase in pressure drop occurs despite a slight increase in filtration efficiency.
Quality factor values of three layers samples and their Knudsen Numbers.
Quality factors of the samples were found to be 0.38, 0.39, 0.28, 0.26, 0.16, 0.17 for 5 wt.% PVP, 5 wt.% PVP cross-linked, 10 wt.% PVP, 10 wt.% PVP cross-linked, and 20 wt.% PVP, 20 wt.% PVP cross-linked. Slip flow, which refers to the concept of air velocity at the fiber surface being assumed to be non-zero, must be considered for fibers with diameters smaller than 0.5 µm under standard air conditions [43]. In other words, slip flow which provides higher quality factor values occurs when Kn is greater than 0.1 [25] As seen in Figure 9, Knudsen Numbers of webs are greater than 0.1. Thus, the samples with high Knudsen Numbers have higher Quality Factors. Our results also follow the same relation between Knudsen Number and Quality Factor.
Conclusions
In this study, nanofibrous PVP webs for air filter were produced and characterized. It was found that centrifugal spinning is capable of fabricating uniform, bead-free PVP filter media with fine fibers. It was also found that higher rotational speed and lower polymer concentrations are necessary for producing webs with finer fibers. Another finding of this study is that thermal cross-linking is a simple and effective method that can be used to stabilize PVP webs against humidity and even water. PVP webs produced in this study can be used as efficient and water-resistant nanofibrous filter media since some of them have a high filter efficiency of 99.995% and high QF of 0.391 mmH2O−1.
Supplemental Material
Supplemental material for Submicron aerosol filtration performance of centrifugally spun nanofibrous polyvinylpyrrolidone media
Supplemental Material for Submicron aerosol filtration performance of centrifugally spun nanofibrous polyvinylpyrrolidone media by Gungor Melike, Mehmet D Calisir, Yasin Akgul, Sule Selcuk, Demir Ali and Ali Kilic in Journal of Industrial Textiles
Footnotes
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This work was supported by The Scientific and Technological Research Council of Turkey (TUBITAK, Grant no 214M371) and the ITU Scientific Research Fund (ITU-BAP Grant No 39,606 and 39,128). The authors also gratefully acknowledge “MEDİTEKS: The R&D center of Medical Textiles” project financially supported by Istanbul Development Agency (ISTKA TR10/18/YMP/0075) and Areka LLC for making freely available the lab scale solution blowing system.
Supplemental Material
Supplemental material for this article is available online.
References
Supplementary Material
Please find the following supplemental material available below.
For Open Access articles published under a Creative Commons License, all supplemental material carries the same license as the article it is associated with.
For non-Open Access articles published, all supplemental material carries a non-exclusive license, and permission requests for re-use of supplemental material or any part of supplemental material shall be sent directly to the copyright owner as specified in the copyright notice associated with the article.