
Abstract
This study deals with two different categories of needle-punched nonwoven fabric samples developed from virgin and recycled polyester fibers. To understand the effect of tensile behavior (strength and extension) of these filters, fabric samples have been developed varying fabric weight, needling density and depth of needle penetration. This study also established the efficacy of use of recycled polyester for preparation of filter fabric. The study revealed that the tensile strength of fabric made using recycled fiber is 8–10% lower compared to virgin. Tensile strength is more in cross direction as compared to machine direction for both virgin and recycled polyester fabrics due to the higher number of fibers oriented in cross direction during cross lapping process. Increase in needling density and depth of penetration has resulted in increase in the extent of tensile strength initially but decrease in the extent of tensile strength later in all the cases of fabric weight. The study further reveals that heavy weight fabric, needling density and depth of penetration results in decrease of elongation at break (%). The elongation at break (%) of fabric prepared from recycled fiber was found to be 7–8% higher in machine as well as in cross direction compared to virgin. Since strength parameter is not very essential in case of filter fabric made of recycled polyester, which is lesser in strength (8-10%) compared to virgin polyester may be considered.
Introduction
Now days, there are several synthetic fibers in practice for the manufacturing of needle-punched nonwoven filter fabrics. The published literature and survey of different needle punched nonwoven filter fabric manufacturer have given the idea that polyester fiber (PET) is in maximum use. The most important point which carries importance is cost reduction; keeping this point in mind, recycled polyester fiber (RCPET) which was of lower cost was used in this work so that automatically cost of the nonwoven fabric will attain lower cost. Thus, the materials used for this study were virgin polyester fiber (PET) and recycled polyester fiber (RCPET).
The authors of literature [1,2] observed that at any level of fabric weight, with an increase in punch density and depth of penetration, fabric strength initially increased and then decreased. Elongation at break reduced with an increase in fabric weight, punch density and depth of penetration. Kothari et al. [3] analyzed that more load-bearing capacity in machine direction indicates that the fibers in the cross-laid web are mainly oriented in machine direction. Maity et al. [4] from their study observed that the stress development during extension was always higher in cross direction than in machine direction. Hearle and Sultan [5] from their study observed that for a given amount of needling, the heavier-weight fabrics exhibited much greater mechanical properties. Light-weight webs, unless composed of very fine fibers, were likely to be unsuitable for needling. When the consolidation became too great, fiber breakage during needling resulted loss of strength.
Midha and Mukhopadyay [6] from their study observed that breaking elongation of fabric decreased with the increase in fabric weight and tenacity of the needle-punched fabric first increased on increasing the needle penetrations and then decreased sharply. Further research work [7] concluded that breaking elongation of fabric decreased with the increase in fabric weight. Ray and Ghosh [8] from their study observed that the maximum tenacity of needle-punched nonwoven fabric is obtained in cross direction and then it gradually reduced towards machine direction.
From the review of the published work, it has been analyzed that no one has carried out the work using recycled polyester fiber and examined whether recycled polyester fiber may be substituted in place of virgin polyester fiber for the manufacturing of needle-punched nonwoven filter fabric.
Materials and methods
Fiber
Virgin polyester fiber and recycled polyester fiber both having the same denier (1.5), same staple length (42 mm) and same crimps (10 crimps/cm) were used in this research work.
Nonwoven filter fabric preparation
Variables with their levels as per Box-Behnken design.
Scrim fabric was used as reinforcing material for the nonwoven filter fabric, to prevent damage of the fabric and also to increase life of filter. Reinforcing material increased deformation stability and strength of filter fabric. Also, use of reinforcing material causes higher tenacity at break and lowers breaking elongation, and stabilizes the loose nonwoven structure. Scrim fabric that was used was 100% polyester made with GSM: 50 having ends per inch (EPI): 26 and picks per inch (PPI): 22. Elongation: 45% and 47% in warp direction and weft directions; tensile strength: 25 Kgf and 20 Kgf in warp direction and weft directions, respectively.
Web preparation
Webs of required GSM were prepared on the carding machine by using virgin polyester fiber and recycled polyester fiber.
Fabric preparation
Fifteen samples of virgin polyester and 15 samples of recycled needle-punched nonwoven filter fabrics were prepared using the various GSM webs one by one on the Erko Needle Loom 1 and 2 and these samples were then singed.
Finishing of samples
The singed needle-punched nonwoven fabric was calendared on a three roller pair calendaring machine at pressure of 1.0 bar and temperature maintained was 230℃ for upper roller and 180℃ for lower roller.
Methods of measurements
Web weight (GSM)
IS: 1964-2001 standard was used to measure the mass per unit area of nonwoven fabrics. The specimens of size 10.0 × 10.0 cm were cut randomly from different places and weighed in electronic balance with an accuracy of 0.005 g and the average of five readings was calculated.
Tensile strength and elongation at break (%)
Tensile strength and elongation were measured in both machine and cross-direction using Instron tensile strength tester [IS 1969-1985]. Five samples of size 50 × 200 mm were tested at a test speed of 300 mm/min.
Analysis of the results
The test results of the samples were analyzed by using the Design Expert software. Statistical significance tests (ANOVA) were used to find the test of significance.
Results and discussion
Results for virgin polyester filter fabric.
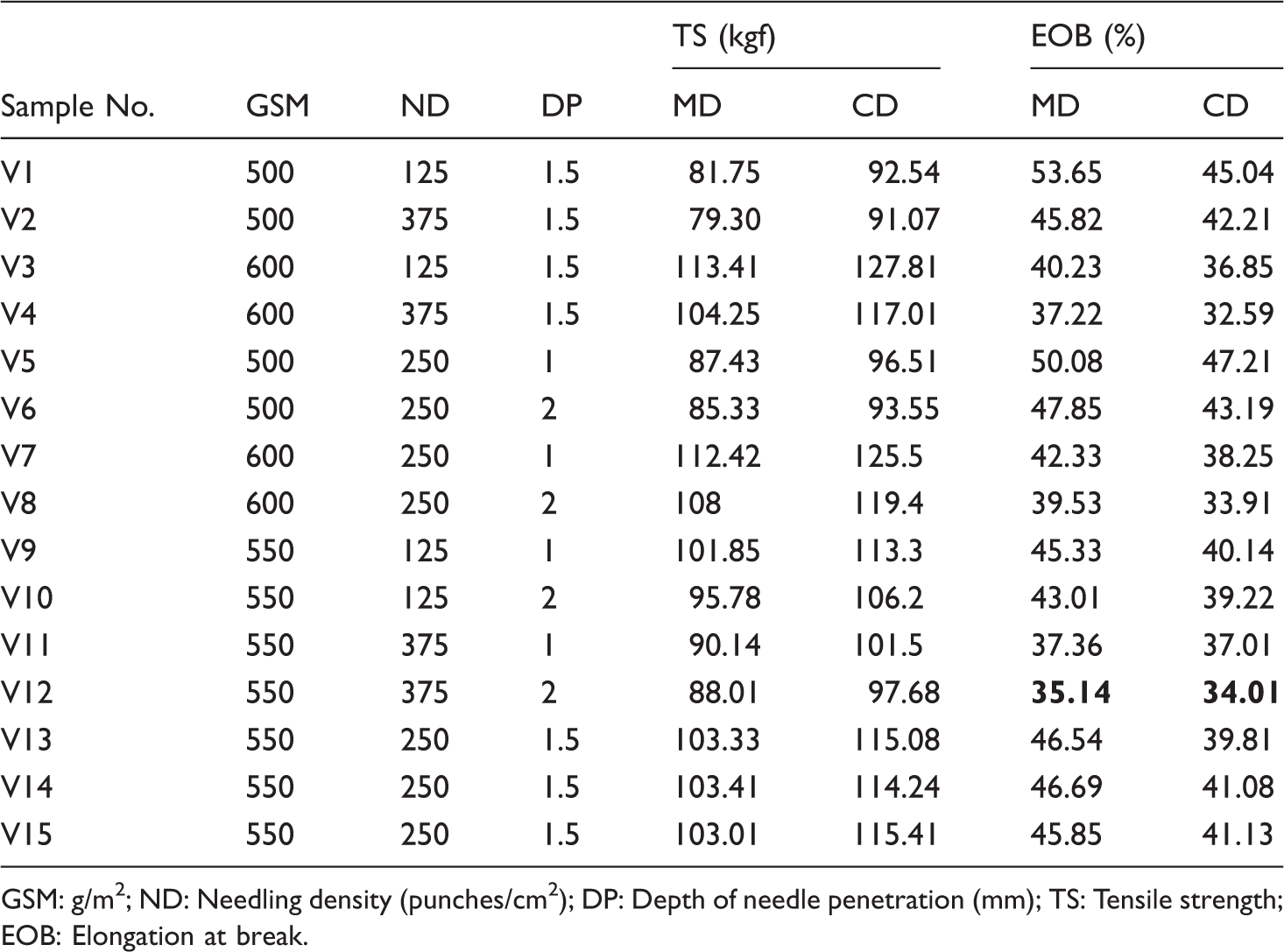
GSM: g/m2; ND: Needling density (punches/cm2); DP: Depth of needle penetration (mm); TS: Tensile strength; EOB: Elongation at break.
Results for recycled polyester filter fabric.

GSM: g/m2; ND: needling density; DP: depth of needle penetration; T: thickness; TS: tensile strength; EOB: elongation at break.
Effect of fabric weight (GSM), needling density and depth of penetration on tensile strength
The trend observed from the Figure 1 reveals that the tensile strength of nonwoven fabric prepared from virgin polyester fiber in machine direction increases with the increase in GSM. It is further observed that the extent of increase of tensile strength was initially more and it later decreased. The initial increase in tensile strength with increasing needling density may be due to better interlocking of the fibers [9]. The decreased tensile strength during later stage may be due to the breakage of fibers caused due to an increased needling density.
3D surface plot of tensile strength (kgf) against needling density (punches/cm2) and GSM (g/m2) for virgin polyester fabric in machine direction.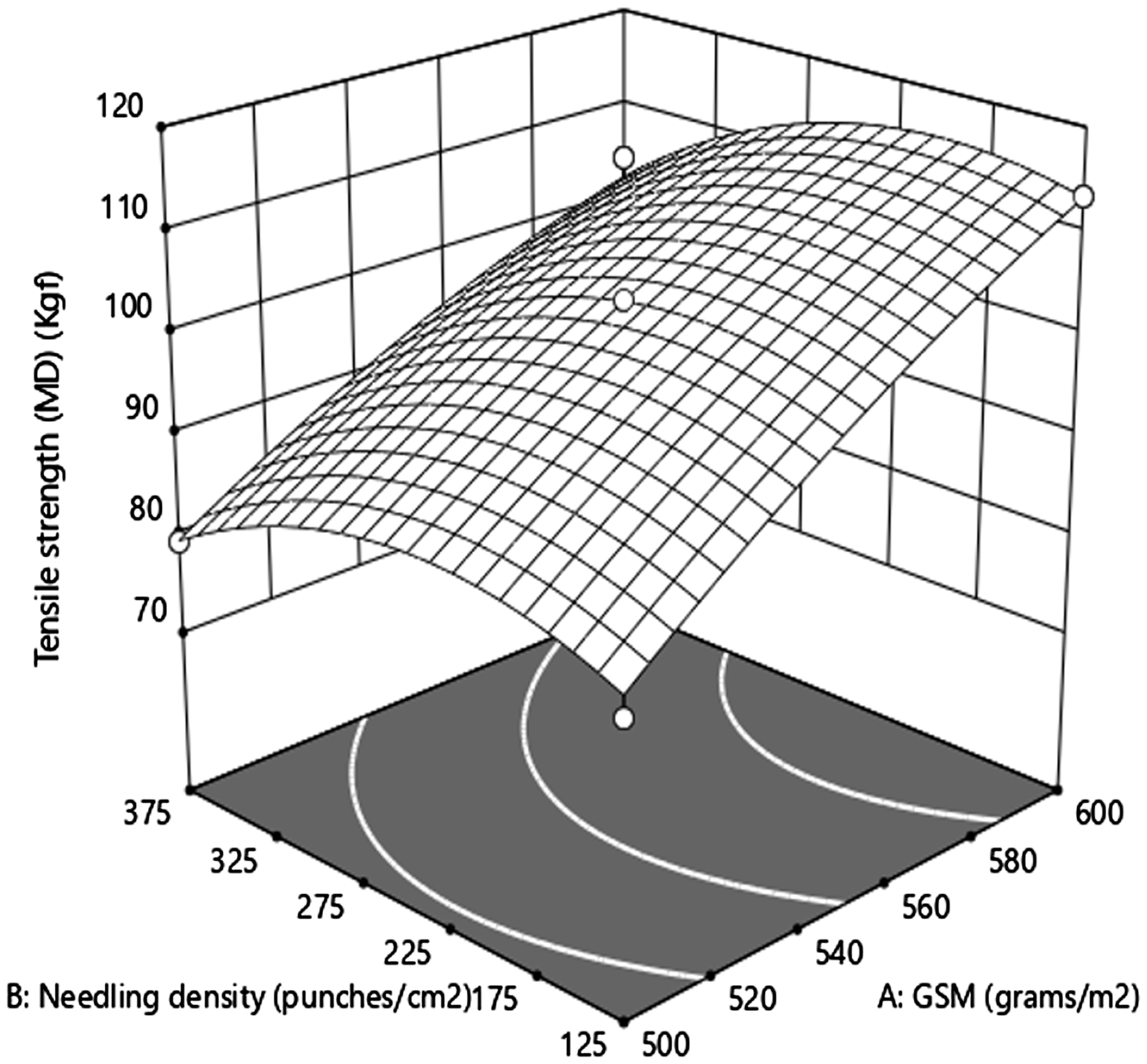
For recycled polyester fabric, the overall strength is lesser compared to virgin polyester fabric; however, the trend remains the same (Figure 2). The minimum and maximum values of tensile strength are found lower in the case of nonwoven fabric made from recycled polyester fiber.
3D surface plot of tensile strength (kgf) against needling density (punches/cm2) and GSM (g/m2) for recycled polyester fabric in machine direction.
This may be attributed to lower crystallinity percentage and lower crystallite size for recycled polyester fiber [10]. Though the trend is found to be same for tensile strength in machine direction for both the fibers, the only difference is that the range of tensile strength in case of recycled polyester fiber [38.21 (108.32–70.11)] is higher compared to virgin polyester fiber [34.11 (113.41–79.30)] as depicted from Tables 2 and 3.
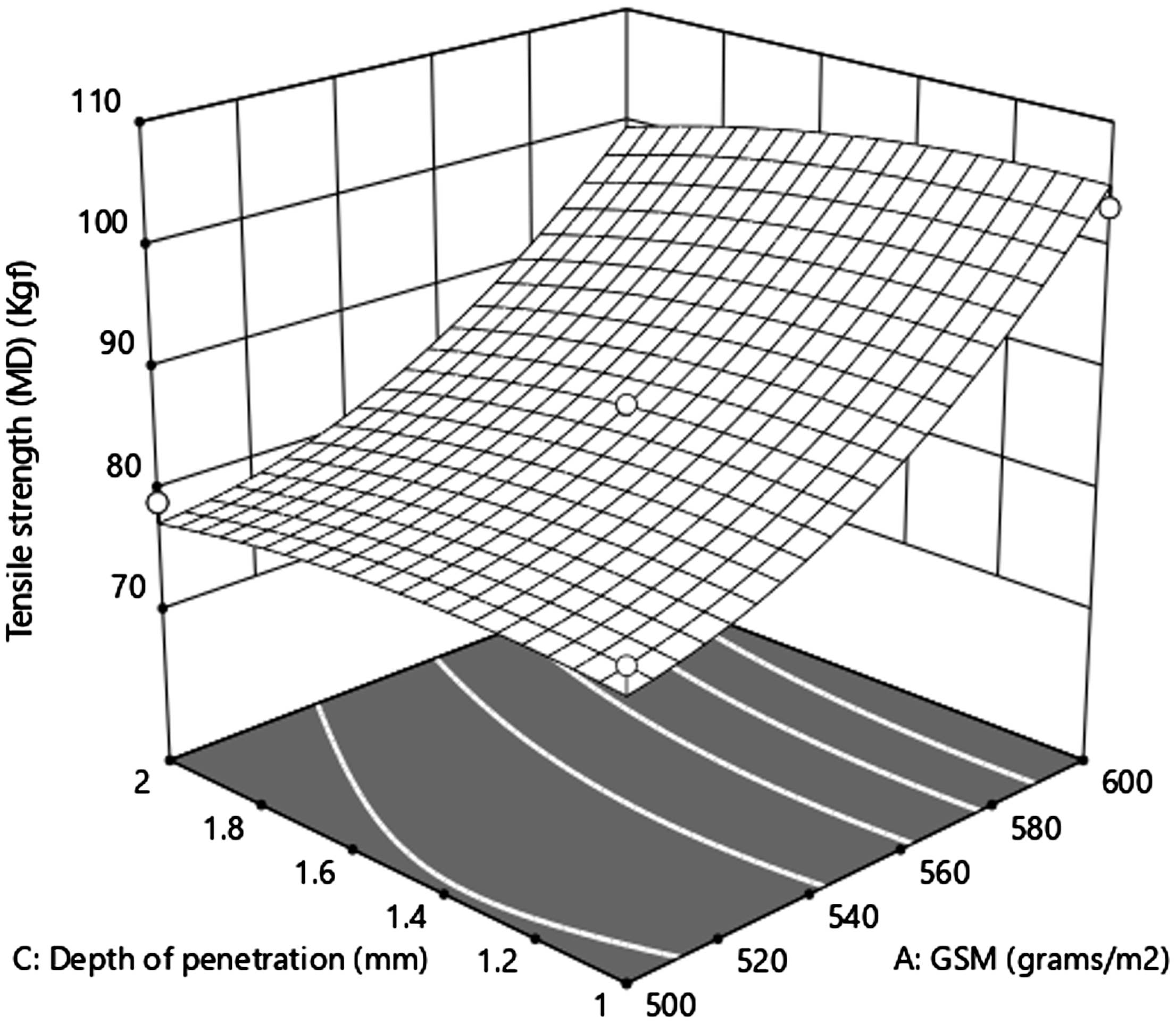
The trend observed from the Figures 3 and 4 reveals that the tensile strength of nonwoven fabric prepared from virgin and recycled polyester fiber in machine direction increases with the increase in GSM. It is further observed that tensile strength increases initially with the increase in depth of penetration up to a certain limit but later, when depth of penetration was increased beyond that limit, the tensile strength decreased. The initial increase in tensile strength with increased depth of penetration may be due to improved interlocking of the fibers. The decreased tensile strength during later stage may be due to the breakage of fibers caused due to an increased depth of penetration. For recycled polyester fiber, similar trend has been observed with lower value.
3D surface plot of tensile strength (kgf) against depth of penetration (mm) and GSM (g/m2) for virgin polyester fabric in machine direction. 3D surface plot of tensile strength (kgf) against depth of penetration (mm) and GSM (g/m2) for recycled polyester fabric in machine direction.
From Figure 5, it has been found that tensile strength increases initially with the increase in depth of penetration and needling density up to a certain extent but later, when depth of penetration and needling density was increased beyond that limit the tensile strength decreased. The initial increase in tensile strength with increasing needling density may be due to improved interlocking of the fibers. The decreased tensile strength during later stage may be due to the breakage of fibers caused due to an increased depth of penetration and needling density. For recycled polyester fabric, the overall strength is lesser compared to virgin polyester fabric; however, the trend remains the same (Figure 6).
3D surface plot of tensile strength (kgf) against depth of penetration (mm) and needling density (punches/cm2) for virgin polyester fabric in machine direction. 3D surface plot of tensile strength (kgf) against depth of penetration (mm) and needling density (punches/cm2) for recycled polyester fabric in machine direction.

In case of nonwoven fabric prepared from recycled polyester fiber, the range for tensile strength is more and this may be due to the lower tensile strength of the fiber [10]. It has been found that the trend for tensile strength in cross direction against needling density and GSM is same for both types of fibers as observed in the case of machine direction.
Comparison of tensile strength in machine and cross direction reveals higher tensile strength in cross direction. This is attributed to the high number of fibers oriented in cross direction due to the cross lapping process. A higher number of fibers are directed toward cross direction, hence more inter fiber frictional forces are generated in this direction which resists breakage.
The effect of depth of penetration and GSM on tensile strength in cross direction is similar to machine direction. However, in cross direction the value ranges between 92 and 130 for virgin fabric and 80 and 116 for recycled fabric samples, respectively.
The trend observed for tensile strength in cross direction (Figures 7 and 8) against depth of penetration and needling density is same as observed in case of machine direction.
3D surface plot of tensile strength (kgf) against depth of penetration (mm) and needling density (punches/cm2) for virgin polyester fabric in cross direction. 3D surface plot of tensile strength (kgf) against depth of penetration (mm) and needling density (punches/cm2) for recycled polyester fabric in cross direction.

Optimizing key predictor variables for tensile strength
The results of the previous section show that the GSM, needling density and depth of needle penetration are the important variables which can directly affect properties of filter fabric. Using Box-Behnken design of experiments, these variables have been optimized in this section.
Analysis of variance table for tensile strength (MD) of virgin polyester filter fabric.

Effect of GSM, needling density and depth of penetration has been found to be significant at 95% level of significance. The effect of GSM on tensile strength (MD) for virgin polyester filter fabric has been found to be linear while the effect of needling density and depth of penetration is parabolic. The relationships among variables and response have been shown in the surface graphs.
Figure 9 shows that the maximum tensile strength (MD) for virgin polyester filter fabric can be achieved at GSM, needling density and depth of needle penetration of 597, 200 and 1.3, respectively.
Perturbation plot for optimizing predictor variables for tensile strength (MD) of virgin polyester fabric.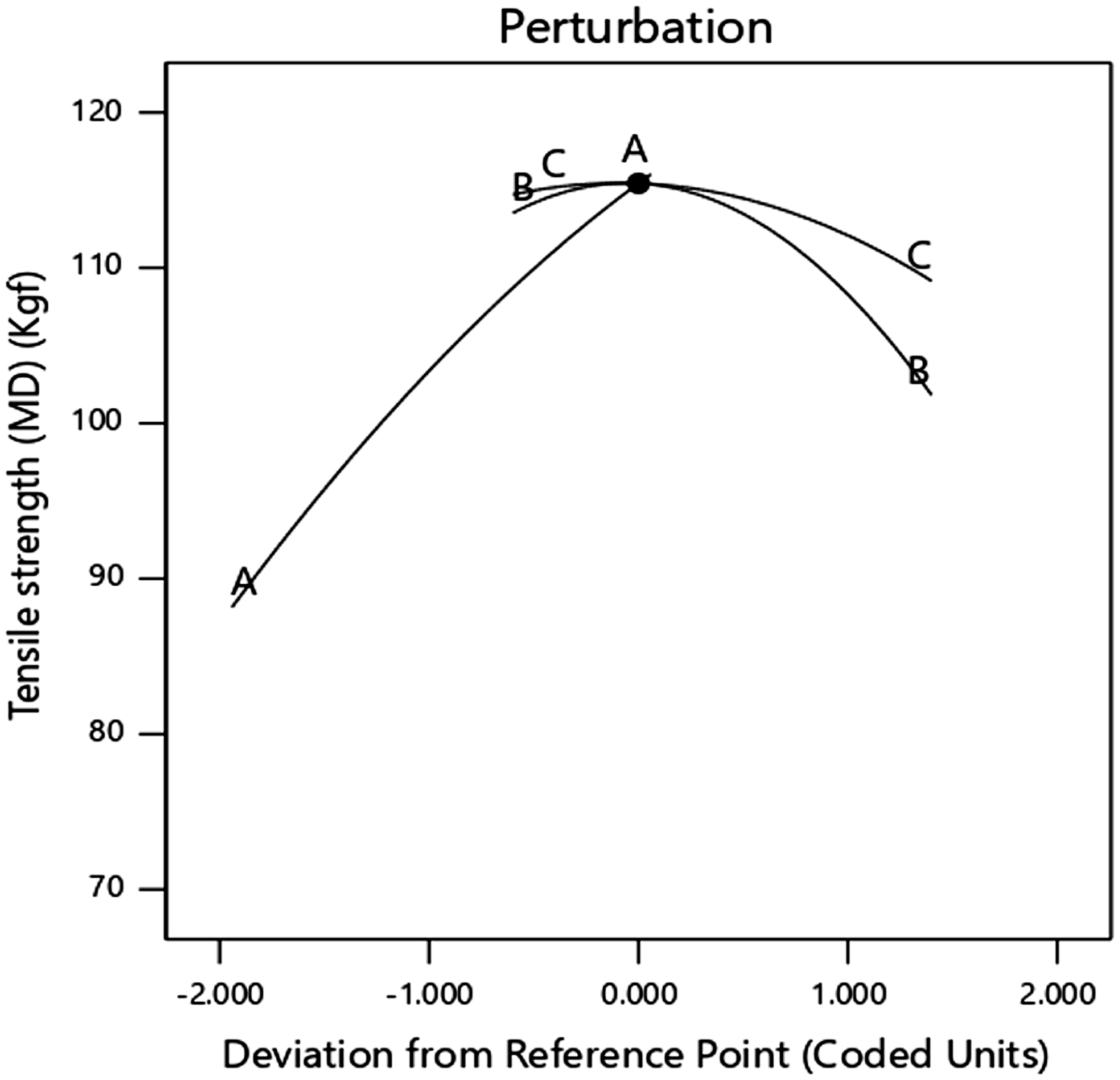
Analysis of variance table for tensile strength (MD) of recycled polyester filter fabric.

Effect of GSM, needling density and depth of penetration has been found significant at 95% level of significance. The effect of GSM on tensile strength (MD) for recycled polyester filter fabric has been found linear while the effect of needling density and depth of penetration is non-linear.
The relationships among variables and response have been shown in the surface graphs. Figure 10 shows that the maximum tensile strength (MD) for recycled polyester filter fabric can be achieved at GSM, needling density and depth of needle penetration of 594, 150 and 1.36, respectively.
Perturbation plot for optimizing predictor variables for tensile strength (MD) of recycled polyester fabric.
Analysis of variance table for tensile strength (CD) of virgin polyester filter fabric.

The effect of GSM, needling density and depth of penetration has been found to be significant at 95% level of significance. The effect of GSM on tensile strength (CD) for virgin polyester filter fabric has been to be found linear while the effect of needling density and depth of penetration is parabolic. The relationships among variables and response have been shown in the surface graphs.
Figure 11 shows that the maximum tensile strength (CD) for virgin polyester filter fabric can be achieved at GSM, needling density and depth of needle penetration of 597, 195 and 1.25, respectively.
Perturbation plot for optimizing predictor variables for tensile strength (CD) of virgin polyester fabric.
Analysis of variance table for tensile strength (CD) of recycled polyester filter fabric.

Effect of GSM, needling density and depth of penetration has been found significant at 95% level of confidence. The effect of GSM on tensile strength (CD) for recycled polyester fabric has been found to be nearly linear while the effect of needling density and depth of penetration is parabolic. The relationships among variables and response have been shown in the surface graphs. Figure 12 shows that the maximum tensile strength (CD) for recycled polyester filter fabric can be achieved at GSM, needling density and depth of needle penetration of 596, 150 and 1.36 respectively.
Perturbation plot for optimizing predictor variables for tensile strength (CD) of recycled polyester fabric.
Effect of fabric weight (GSM), needling density and depth of penetration on elongation at break (%)
The trend observed from Figures 13 and 14 depicts that the elongation at break (%) in machine direction decreases with the increase in needling density. The increase in needling density makes the fabric more consolidated resulting in less slippage of fibers [9] thereby leading to decrease in elongation at break (%).
3D surface plot of elongation (%) against needling density (punches/ cm2) and GSM (g/m2) for virgin polyester fabric in machine direction. 3D surface plot of elongation (%) against needling density (punches/cm2) and GSM (g/m2) for recycled polyester fabric in machine direction.

For recycled polyester fabric, the overall elongation at break (%) is more compared to virgin polyester fabric; however, the trend remains the same. The minimum and maximum values of elongation at break (%) are found higher in case of nonwoven fabric made from recycled polyester fiber.
This may be attributed to lower crystallinity percentage, lower crystallite size and lower elongation at break (%) for recycled polyester fiber [10].Though the trend is found to be same for elongation at break (%) in machine direction for both virgin and recycled fibers, the only difference is that the range of elongation at break (%) in case of recycled polyester fiber is 18.16 (59.29–49.13) which is more compared to virgin polyester fiber 12.72 (53.65–37.22). In case of nonwoven fabric prepared form recycled polyester fiber, range for elongation at break (%) is more and this may be due to the nature of the fiber.
The nonwoven fabric made from recycled polyester fiber shows higher values for elongation at break (%). This shows that the fabric prepared from recycled polyester fiber is more flexible. The tensile strength is more in case of nonwoven fabric prepared from virgin polyester fiber thereby elongation at break (%) is less whereas tensile strength is less in case of nonwoven fabric prepared from recycled polyester fiber thereby elongation at break (%) is more.
From Figure 15 it has been found that elongation at break (%) in machine direction decreases with the increase in depth of penetration and needling density. The increase in depth of penetration and needling density makes the fabric more consolidated resulting in less slippage of fibers thereby leads to decrease in elongation at break (%). For recycled polyester fabric, similar trend has been obtained with higher value (Figure 16).
3D surface plot of elongation (%) against depth of penetration (mm) and needling density (punches/ cm2) for virgin polyester fabric in machine direction. 3D surface plot of elongation (%) against depth of penetration (mm) and needling density (punches/ cm2) for recycled polyester fabric in machine direction.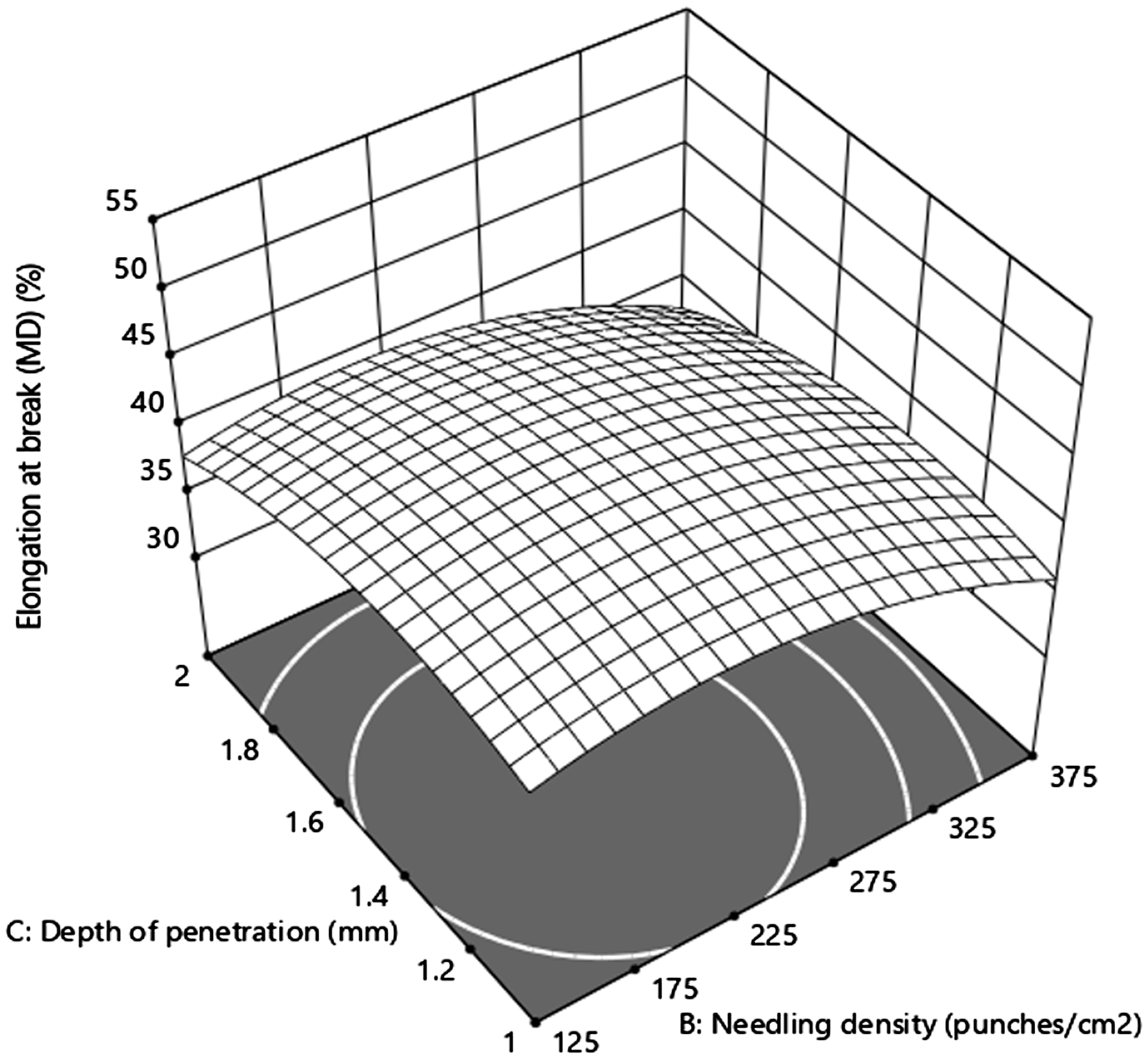

From Figure 17 it has been found that the elongation at break (%) in machine direction decreases with the increase in depth of penetration. The increase in depth of penetration makes the fabric more consolidated resulting in less slippage of fibers thereby leads to decrease in elongation at break (%). For recycled polyester fabric, the overall elongation at break (%) is more compared to virgin polyester fabric; however, the trend remains same (Figure 18).
3D surface plot of elongation (%) against depth of penetration (mm) and GSM (g/m2) for virgin polyester fabric in machine direction. 3D surface plot of elongation (%) against depth of penetration (mm) and GSM (g/m2) for recycled polyester fabric in machine direction.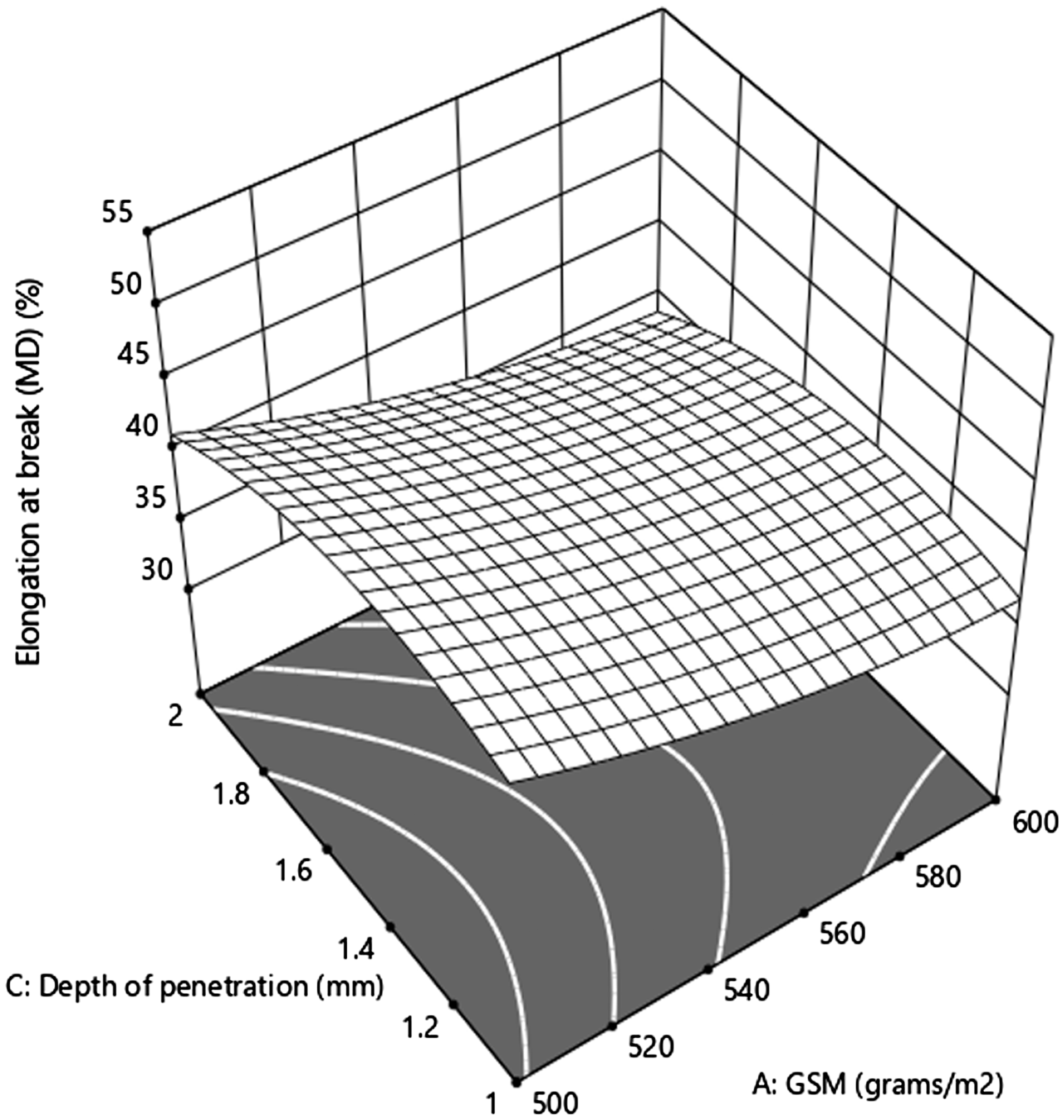

The elongation at break (%) for virgin and recycled polyester fabric in cross direction (Figures 19 and 20) decreases with the increase in needling density and GSM as observed in case of machine direction.
3D surface plot of elongation (%) against needling density (punches/cm2) and GSM (g/m2) for virgin polyester fabric in cross direction. 3D surface plot of elongation (%) against needling density (punches/cm2) and GSM (g/m2) for recycled polyester fabric in cross direction.

For recycled polyester fabric, the overall elongation at break (%) is more compared to virgin polyester fabric, however the trend remains same. Comparison of elongation at break (%) in machine and cross direction reveals higher elongation (%) in machine direction. Since the higher numbers of fibers are oriented to cross direction with the help of cross lapping process, the frictional forces between fibers increase and frictional forces prevent fibers to slide over each other.
The effect of depth of penetration and GSM on elongation at break (%) in cross direction is similar to machine direction. However, in cross direction the value ranges between 33 and 45 for virgin fabric and 36 and 54 for recycled fabric samples, respectively.
It has also been found that the trend for elongation at break (%) in cross direction against depth of penetration and needling density is same for both types of fibers, which was also observed in case of machine direction.
Optimizing key predictor variables for elongation at break (%)
The results of the previous section show that the GSM, needling density and depth of needle penetration are the important variables which can directly affect properties of filter fabric. Using Box-Behnken design of experiments, these variables have been optimized in this section.
Analysis of variance table for elongation at break (%) (MD) of virgin polyester filter fabric.

Effect of GSM, needling density and depth of penetration has been found to be significant at 95% level of significance. The effect of GSM on elongation at break (%) (MD) for virgin polyester filter fabric has been found linear while the effect of needling density and depth of penetration is parabolic. The relationships among variables and response have been shown in the surface graphs.
Figure 21 shows that the maximum elongation at break (%) (MD) for virgin polyester filter fabric can be achieved at GSM, needling density and depth of needle penetration of 503, 175 and 1.43 respectively.
Perturbation plot for optimizing predictor variables for elongation at break (%) (MD) of virgin polyester fabric.
Analysis of variance table for elongation at break (%) (MD) of recycled polyester filter fabric.

Effect of GSM, needling density and depth of penetration has been found significant at 95% level of significance. The effect of GSM on elongation at break (%) (MD) for recycled polyester filter fabric has been found to be linear while the effect of needling density and depth of penetration is parabolic. The relationships among variables and response have been shown in the surface graphs.
Figure 22 shows that the maximum elongation at break (%) (MD) for recycled polyester filter fabric can be achieved at GSM, needling density and depth of needle penetration of 503, 187.5 and 1.43, respectively.
Perturbation plot for optimizing predictor variables for elongation at break (%) (MD) of recycled polyester fabric.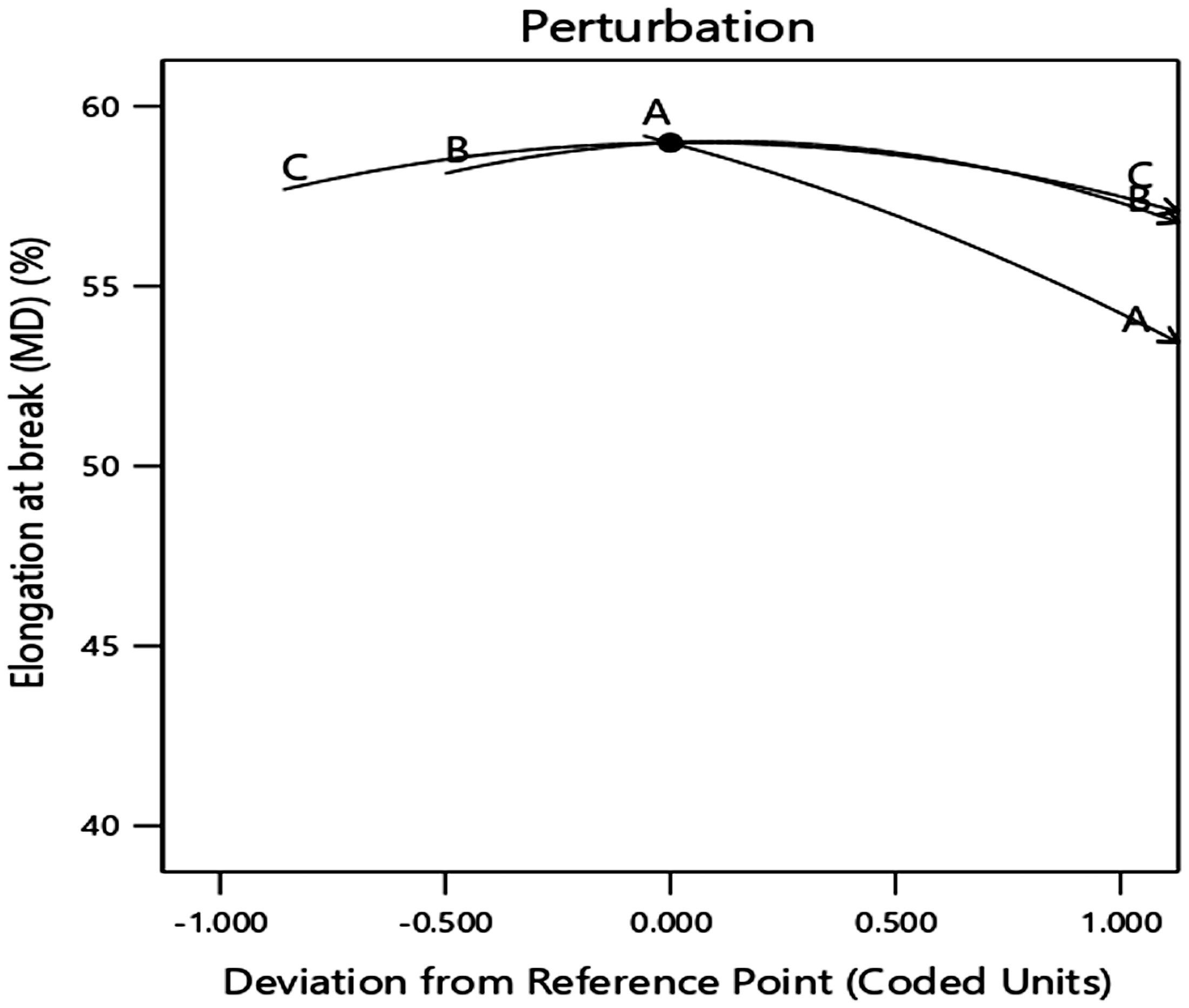
Analysis of variance table for elongation at break (%) (CD) of virgin polyester filter fabric.

Effect of GSM, needling density and depth of penetration has been found to be significant at 95% level of significance. The effect of GSM on elongation at break (%) (CD) for virgin polyester filter fabric has been found nearly linear while the effect of needling density and depth of penetration is parabolic. The relationships among variables and response have been shown in the surface graphs.
Figure 23 shows that the maximum elongation at break (%) (CD) for virgin polyester filter fabric can be achieved at GSM, needling density and depth of needle penetration of 504, 212.5 and 1.06, respectively.
Perturbation plot for optimizing predictor variables for elongation at break (CD) of virgin polyester fabric.
Analysis of variance table for elongation at break (%) (CD) of recycled polyester filter fabric.

Effect of GSM, needling density and depth of penetration has been found significant at 95% level of significance. The effect of GSM on elongation at break (%) (CD) for recycled polyester filter fabric has been found linear while the effect of needling density and depth of penetration is non-linear.
The relationships among variables and response have been shown in the surface graphs. Figure 24 shows that the maximum elongation at break (%) (CD) for recycled polyester filter fabric can be achieved at GSM, needling density and depth of needle penetration of 503, 200 and 1.35, respectively.
Perturbation plot for optimizing predictor variables for elongation at break (CD) of recycled polyester fabric.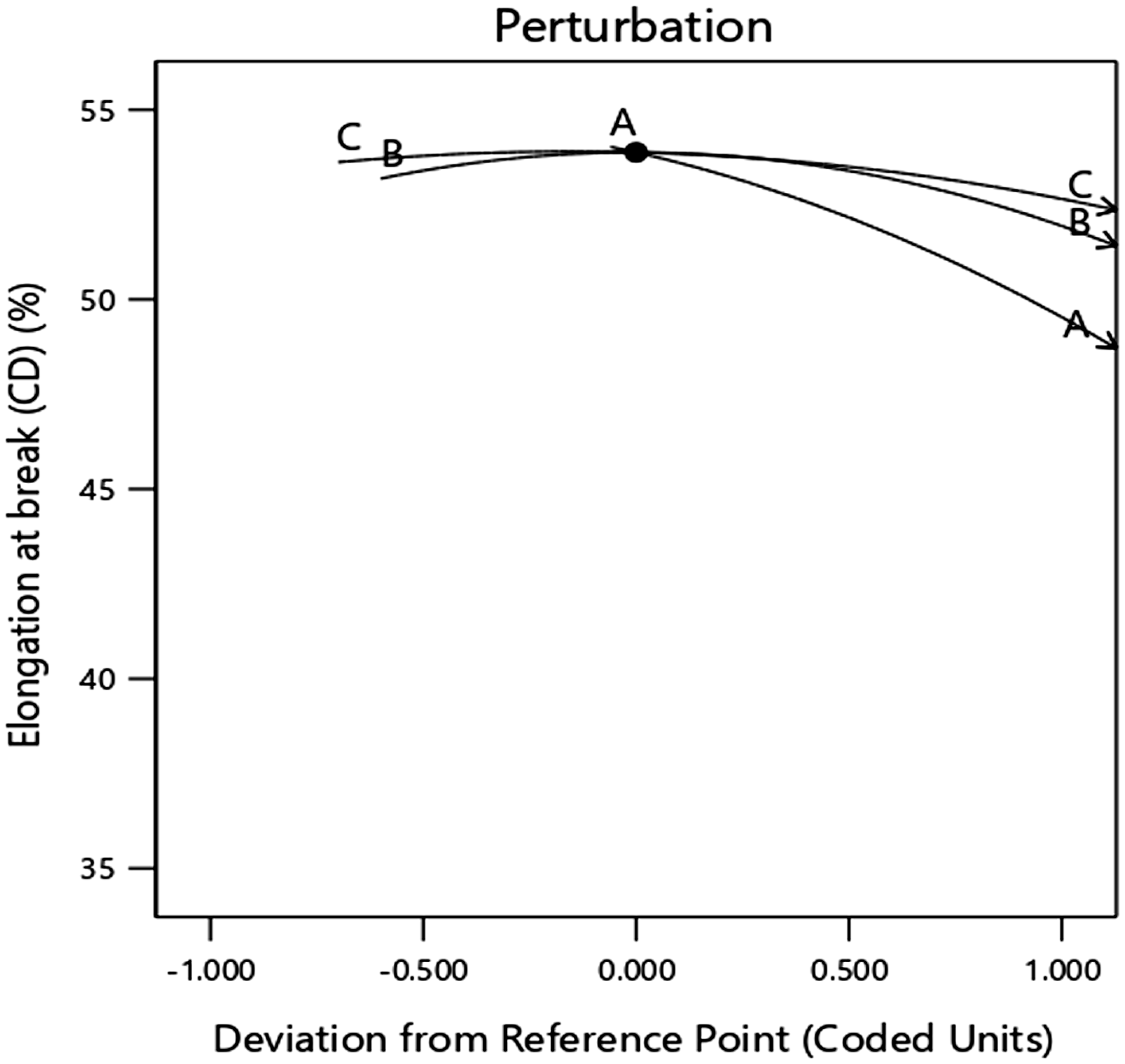
Conclusions
Following are the conclusions based on this study:
The present research work concludes that the needle-punched nonwoven filter fabric prepared from recycled polyester fiber has shown 8–10% lower tensile strength in machine and cross directions.
Needle-punched nonwoven filter fabric prepared from recycled polyester fiber has higher elongation percentage in both machine and cross direction.
Increase in fabric weight (GSM) has resulted in higher tensile strength and lower elongation percentage in all the cases.
Both the increase in needling density and depth of needle penetration increases the tensile strength initially but the strength falls significantly after more increase of these parameters.
Increase in needling density as well as depth of needle penetration has shown decrease in elongation percentage of nonwoven filter.
It can be suggested that with marginal lesser strength of 8–10% compared to virgin polyester fabric, recycled material may be considered in filter fabric application since strength parameter is not a very essential parameter. Future study on permeability and filtration of these virgin and recycled polyester nonwoven, will be carried to find out the efficacy of the developed filter fabrics.
Footnotes
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.