
Abstract
Process optimization is the key task of any engineering application to maximize the desirable output by optimizing the range of process parameters. In this research work, jute composites were fabricated by the hand lay-up method with the aim of optimizing the process parameter such as yarn linear density, fabric areal density and fabric laying angle on the mechanical properties of the textile composite structures using the Taguchi L9 orthogonal matrix. The plain-woven and twill-woven fabrics of Jute fabrics were produced through specialized handloom machine and used as preform for composite production. Epoxy resin was used as the matrix component. Signal-to-noise ratio ratio, analysis of variance and experimental verification of results were analysed. The results showed that fabric laying angle played major role to achieve high mechanical properties of composites and twill-woven structural reinforcement yields higher mechanical properties. Subsequent to this optimal process, parameters have been arrived for all the composites, and finally it was verified through the experimental results.
Introduction
Fibre-reinforced polymer composites have become one of the most desired materials for various industrial applications such as automotive, marine, construction, packaging, etc. Textile structures such as short fibre, long fibre, roving, fabric, nonwoven, etc. are normally used as the reinforcement materials due to their properties such as high stiffness to weight ratio, high specific modulus, high strength-to-weight ratio, and low thermal expansion in these polymer matrix composites. Natural fibres such as sisal, jute, coir, and flax are also favoured as the reinforcement materials owing to their properties such as low density, low cost, good thermal and bio-degradability than synthetic reinforcement. According to García et al. [1] due to higher moisture diffusion characteristics and lower mechanical properties, these natural fibre reinforcements are lagging when compared with synthetic reinforcement. When the fibres are organized as a woven structure, the said disadvantages can be minimised. During the weaving, interlocking formed between the warp and weft series of yarns, which increase the composite strength better than chopped fibre reinforcement due to its higher fibre matrix adhesion [2]. According to Manfredi et al. [3], composites made out of natural fibres were shown numerous advantages such as low weight, low cost, low density, better electrical resistance, good thermal and acoustic insulating properties and higher resistance to fracture. But these composites lag with its abrasion properties than synthetic fibre composites [4]. In the case of bast fibre-reinforced composites, mechanical properties are very high when compared with the seed fibre-reinforced composite due to the higher mechanical strength of outer cell layers of stems of various plants [5]. Jute is one of the most inexpensive bast fibre and it is the stiffest natural fibre among other natural fibres, which is considered as the important property for composite fabrication [6]. Navaneethakrishnan et al. [7] used the Taguchi method to achieve optimum mechanical properties of flax, sisal and hemp-reinforced composites. Vignesh et al. [8] utilized the Taguchi method to optimize the process parameters of coir fibre diameter, coir fibre length, bone powder content, and bone powder size to improve the mechanical properties of bone powder reinforced coir composites using the polyester resin [8]. Similarly, the optimization of design parameters such as weight fraction of the fibre and matrix treatment to obtain high mechanical properties of corn fibre-reinforced PP composites has been achieved through Taguchi method [9]. El-Shekeil et al. [10] used the Taguchi method to optimize the important process parameters such as processing temperature, time, speed and fibre size to achieve higher tensile strength in kenal fibre-reinforced thermoplastic polyurethane composite and proved that fibre size and process temperature during melt blending are the most significant factors to achieve the higher tensile properties of composites.
The present study aims to optimize the process parameters of jute-woven composites using the plain and twill structures to obtain higher tensile strength, flexural strength and compressive strengths. Three important properties were considered such as yarn linear density, fabric areal density and fabric laying angle (while composite preparation). The experiments were conducted as per the Taguchi L9 orthogonal matrix.
Materials and methods
Materials
Jute yarn and epoxy polymer matrix used in this study were purchased from M/s GVR Enterprises – Madurai, India. The woven fabric was made through the customized plain loom of the Gandhigram Rural Institute – Deemed to be university. The yarn tensile strength and modulus of jute yarn are 23 cN/tex and 561 cN/tex.
Weaving of fabrics
Two kinds of weaving structures such as plain and twill weaves were developed to understand the influence of the weave on mechanical properties of the composites. Plain-woven and twill- (3/1) woven preforms were manufactured on a plain loom using 200, 295 and 560 Tex yarns in both warp and weft direction. The fabric was 3.9–4.5 mm thickness with (27/22/16 threads/inch) with an areal density of 240/300/388 g/m2 for jute. The warp and weft crimps were calculated and found to be 9.67% and 1.2%, respectively. The samples were then used for composite preparation. The schematic view of plain and twill weave is given in Figure 1.
Schematic view of the produced woven structure. (a) Plain and (b) twill (3/1).
Composite preparation
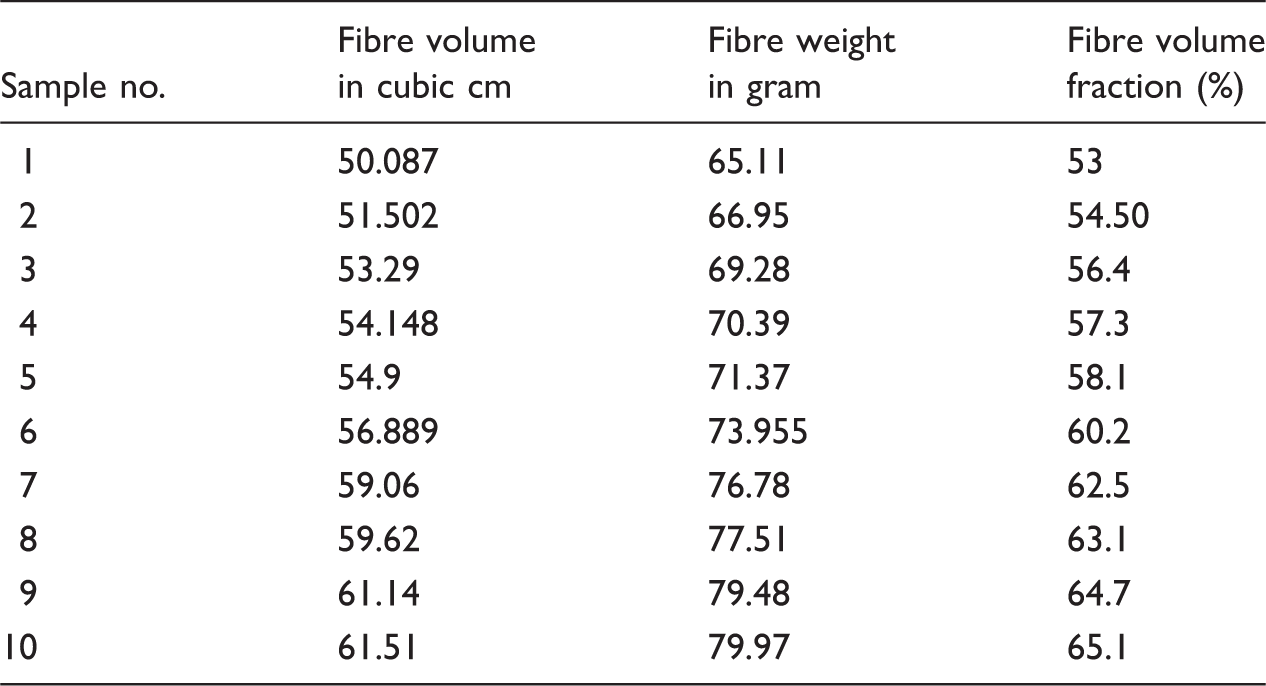
Fibre volume fraction of composite reinforcement.
Various composite combinations.

Composite mechanical properties
Tensile strength
Tensile strength is the maximum stress at the breaking point of the composite specimen. Tensile tests were conducted as per the ASTM D638 through Instron testing machine of Model 3369 at 2 mm/min rate of loading. In each laminate, thickness of 3 mm was maintained. Five specimens were tested and the average result was referred.
Flexural strength
It is the maximum stress developed on the composite when the test specimen acting as a simple beam is subjected to a bending force perpendicular to the bar. The flexural tests were conducted as per the ASTM D790 through Instron testing machine at 5 mm/min rate of loading. Five specimens were tested as per the previous case.
Compressive strength
This method determines the in-plane compressive properties by applying the compressive force into the specimen at wedge grip interfaces. ASTM D3410 was followed to execute this characterization and for that a customized test fixture is designed to provide a compressive load to the unsupported centre of 12 to 25 mm (0.5 to 1 inch) gauge length of the specimen.
Taguchi L9 orthogonal array
Taguchi method is considered one of the most comprehensive approaches in the design of experiments. The same was carried out by the Taguchi methodology using the Design Expert-7 Software. The main objective of this method is to optimize the process variables, which influences the process outcome with a minimum number of experiments. Since three controllable factors and three levels of each factor were considered, L9 (3 × 3) orthogonal array was selected for this study. The orthogonal array (OA), which is one of the simplest methods that provides the possibility to change all the combination of parameters at the same time, their effect and performance interactions are studied simultaneously.
The application of the Taguchi method, based on the orthogonal array, reduces the numbers of experiments with respect to the full factorial design. This method predicts the quality characteristics by finding the S/N ratio for the engineering design problems. The S/N ratio is expressed in decibels (dB) and interpreted as sensitivity to variability. The performance criteria for optimization of the response parameter of S/N ratio are in three categories such as lower-the-better, larger-the-better, and nominal-the-best.
The method of analysing the performance characteristics of S/N ratio depends upon the three categories as smaller-the better(or) lower-the-better, larger-the-better(or) higher-the-better and nominal-the-best.
When the lower is better

When the higher is better

When nominal is the best

In this research work, the criteria for optimization of the response parameters were based on the larger-the-better S/N ratio. The effect of the three preform parameters such as the yarn linear density, fabric areal density and laying angle on the mechanical properties (Tensile, flexural and compression) of the composites were analysed in this research work using the Taguchi's orthogonal matrix. The most significant factors that are influencing the above mechanical properties of the resultant composites were chosen through the cause and effect diagram (Figure 2) and then the trail experiments have been carried out to find the most significant factor influencing the response.
Cause and effect diagram.
According to Faruk et al. [11], reinforcement of the composite played a major role to impart the stiffness and strength of the composite than the matrix materials. According to Sezgin and Berkalp [12], reinforcement parameter directly affects the mechanical properties of the composites than matrix parameters. Since the research work was executed on the hand layup method, the machine-related parameters influence was minimal. Moreover, very limited studies were conducted about the influences of weave architecture on composite properties. This research was intended to find out the most significant reinforcement process parameters on the mechanical properties of the composites. After conducting the pilot run, the following process parameters were selected such as type of weave, yarn linear density, fabric GSM and fabric laying angle.
The composite construction has been done according to L9 orthogonal array. In each composite set, 18 experiments were carried out and then the process optimization was evaluated through Taguchi’s method.
Optimization of reinforcement parameters by Taguchi method
Jute plain and twill-woven composite
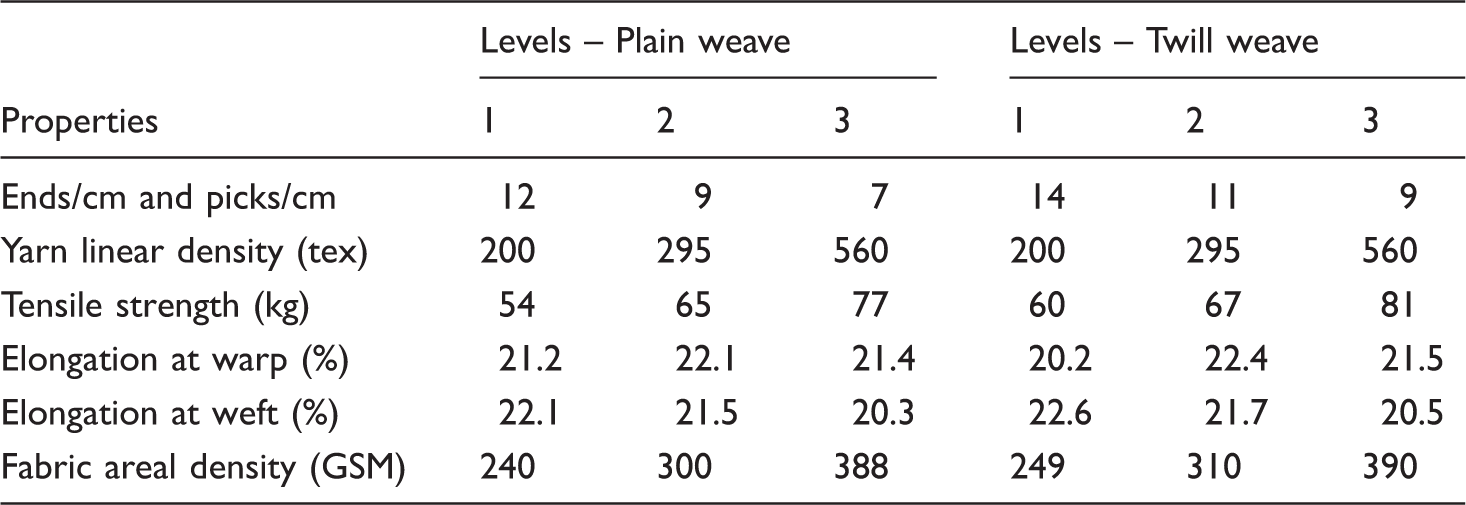
Input parameters and their level of jute plain/twill weave preform.

Jute fabric properties – Plain and twill weave.
Orthogonal array of experiments.
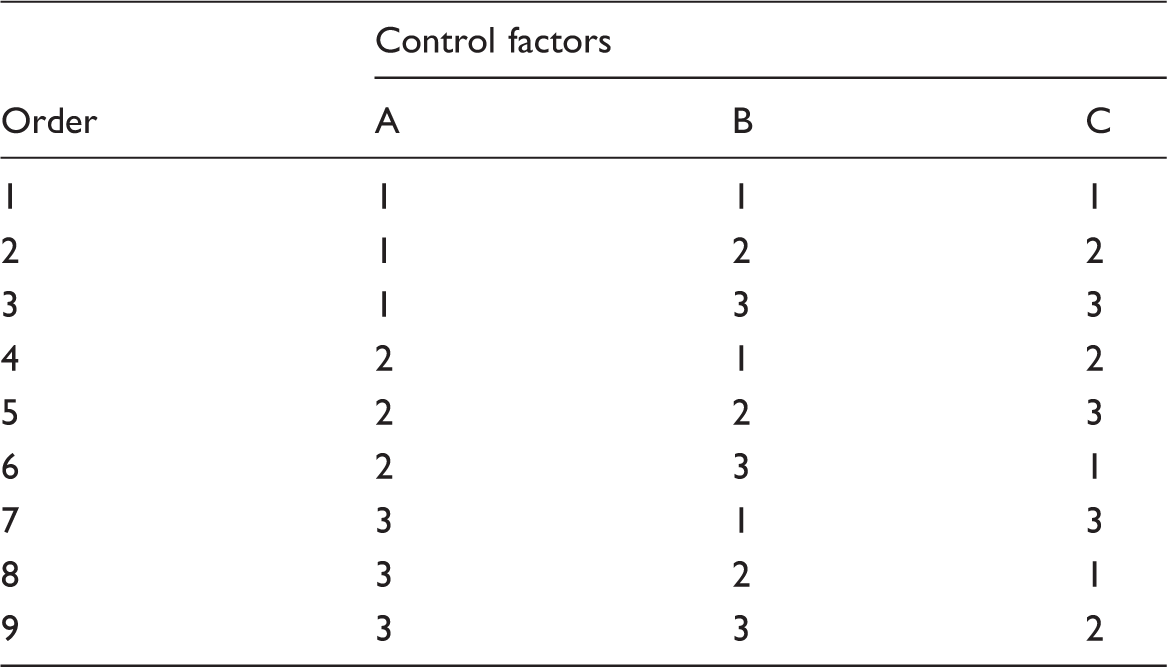
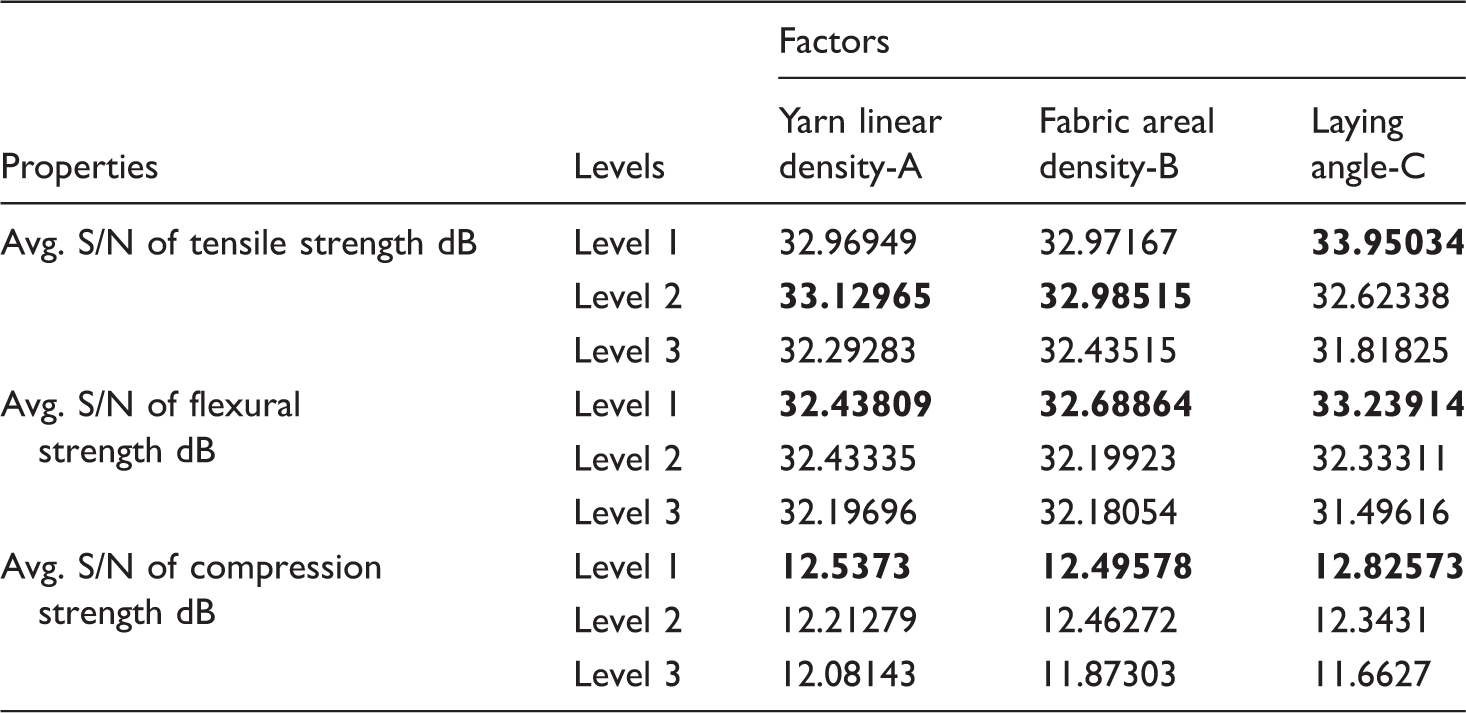
Each of the above order in the design array of experiments, a minimum of five trials were conducted to account for the variations that may occur in the control factors. Based on the above values, the S/N ratios could be obtained. For each significant factor, the level corresponding to the higher S/N ratio was chosen as its optimum level. In the next stage, ANOVA was performed to find out the level of significance on S/N ratio. Tables 6 and 7 show the consolidated mechanical properties and their respective S/N ratio values measured for tensile, flexural and compression strength for the jute plain and twill-woven composites, respectively. Then the next step is to find out the average effects of the input process parameters on the multiple quality characteristics at different levels. This can be found by adding all the S/N ratios cumulatively corresponding to a factor at a particular level divided by the number of repetitions of the factor level and is given in Tables 8 and 9, respectively, for plain and twill-woven composites. The S/N ratio calculated for tensile, flexural and compression strength against various selected parameters for plain and twill-woven composites are shown in Figures 3 and 4, respectively. The highest value of S/N ratio in each factor would be preferable. In both the plain and twill-woven composites, the maximum tensile strength is obtained by connecting the process parameters in such a way that the A2B2C1 and maximum flexural and compression strength are obtained by connecting the parameters as A1B1C1.
The plot of S/N ratio of mechanical properties of composites of plain-woven composites. (a) Tensile strength, (b) flexural strength and (c) compression strength. The plot of S/N ratio of mechanical properties of twill-woven composite. (a) Tensile strength, (b) flexural strength, and (c) compression strength. Mechanical properties of jute plain-woven fabric composite. Mechanical properties of jute twill-woven composites. S/N ratio of tensile, flexural and compression strength – Plain-woven jute composite. S/N ratio of tensile, flexural and compression strength – Twill-woven jute composite.




ANOVA – Jute plain and twill-woven composite
ANOVA – Tensile strength of plain-woven jute composite.

ANOVA – Flexural strength of plain-woven jute composite.
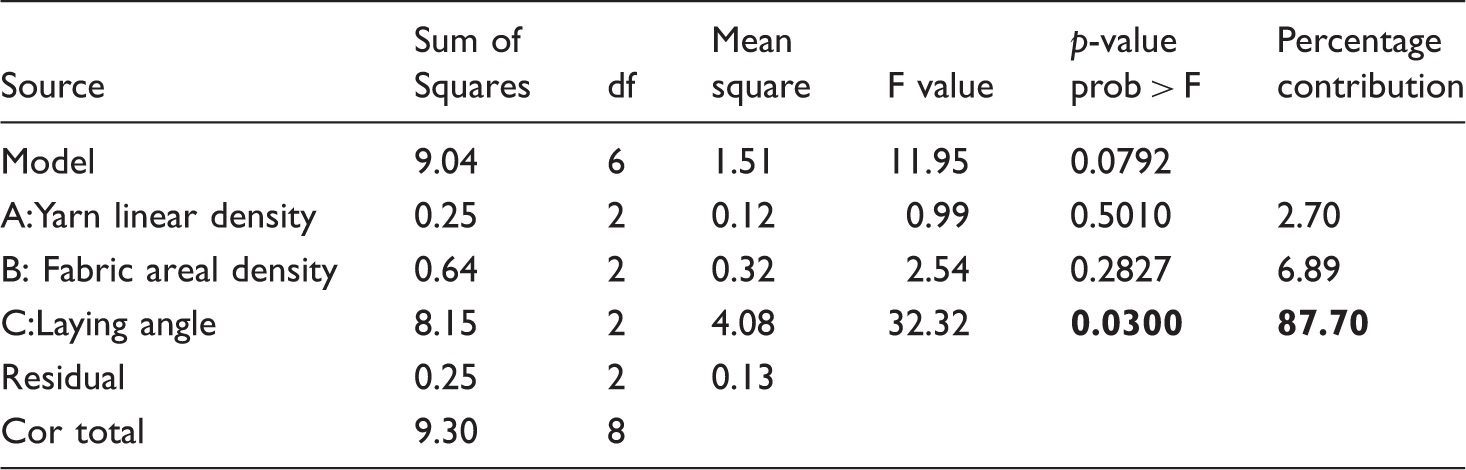
ANOVA – Compression strength of plain-woven jute composite.

ANOVA – Tensile strength of twill-woven jute composite.

ANOVA – Flexural strength of twill-woven jute composite.

ANOVA – Compression strength of twill-woven jute composite.

Percent contribution
The magnitude of influencing process parameters on the mechanical properties of the composites in the orthogonal array of experiments is calculated as the percentage contribution. The per cent contribution is calculated as given below.

In the above tables, p-value for each control factors was indicated in the last column. It is obvious that the smaller the ‘p-value’, the greater the significance of the factor. For both the plain-woven and twill-woven jute composites, laying angle was considered as a significant parameter than other process parameters.
Experimental verification
An experimental verification is the final stage of the experimental design. The purpose of this technique is to confirm and validate the optimal condition predicted by using the Taguchi experimental design. The theoretical value of the mechanical properties are computed to get the corresponding S/N ratio. Then a fresh set of experiments have been conducted using the optimal value of the selected process parameters. The confirmation of the experiment is done by comparing the output response of predicted value with the experimental value. Since the criteria for optimization of the output response is based on the larger-the-better type of control function, the predicted value of the S/N ratio at the optimum level would be found out using the following formula


Predicted and experimental mechanical properties of plain and twill-woven jute composites.

It is noticed from the “T-Test” that in all the cases the difference between the experimental properties to the calculated properties was statistically insignificant. It is further interpreted that the Taguchi method of optimization yields an optimum range of process parameters to achieve better mechanical properties of the composites.
Summary and conclusion
In this study, the yarn linear density of preform, fabric preform density and perform laying angle were taken as the three important variables and then the range of the process parameters were also selected based on the pilot run. These selected process parameters and its three different ranges were selected to conduct the experiments. The research used the array of experiments as in Taguchi's L9 orthogonal array for conducting the experiments to minimize the number of experiments. There are two different forms of the composite produced such as jute plain-woven and jute twill-woven composites with the changes in its preform structure. As per the Taguchi's L9 orthogonal array, nine different experiments were conducted in each performs with changes in weave architecture such as plain weave and twill weave. The mechanical properties such as tensile strength, flexural strength and compressive strength were tested as per the ASTM standard to all the prepared samples. Based on these studies, it can be concluded that by the suitable selection of the preform yarn linear density, perform fabric areal density and laying angle were determined to obtain the maximum composite properties. In addition to this, the selection of weave architecture is also essential for material optimization and this is interpreted that in all the cases twill-woven composites showed up to 10% higher mechanical properties than plain-woven composites. This is due to higher level of yarn floating in the fabric which offers high load-bearing capacity under the tension force. Based on the resultant tensile values, it is further suggested that these natural composite materials have very good scope for automobile and transport industries. The weave architecture and laying angle are the most significant factor in most of the samples, and the yarn linear density and fabric areal density have less influence on the performance output.
Footnotes
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.