
Abstract
Flaxseed plants are widely grown globally due to the beneficial seed oil derivatives for human and animal consumption and other industrial uses. However, plentiful flaxseed straws are annually burnt after the harvesting of seeds, lacking utilization of the abundant flaxseed fibers, resulting in wastage of a valuable fiber resource and drastic increase in environmental pollution. In this study, initially the chemical composition and mechanical property of flaxseed fiber bundle were investigated, which resulted as 40.11% cellulose, 28.27% hemi-cellulose, 15.08% lignin, 6.3% pectin, 3.1% wax, and the tensile strength of 1.14 cN/dTex. The surface modification treatment was carried out with concentrations of 10 g/L and 20 g/L sodium hydroxide (NaOH). Later, flaxseed fiber bundles reinforced Polybutylene Succinate (PBS) resin composites were fabricated by thermal compression method. The tensile strength of untreated flaxseed fiber bundle/PBS composites was 78.2 MPa, while the flexural strength of 20 g/L NaOH treated flaxseed fiber bundle/PBS composites showed 84% increment from 26.70 MPa to 49.16 MPa. The scanning electron microscopy (SEM) images revealed significantly rougher surface morphology and stronger interfacial bonding of the alkali treated fiber bundles with matrix. The good mechanical properties observed demonstrated the absolute potential of resultant composites reinforced by flaxseed fiber bundles for utilization in the civil and industrial applications.
Introduction
Worldwide, flax has been grown in two varieties, fiber flax and seed flax since ancient times. Fiber flax also known as common flax is mainly grown to produce long, soft and lustrous fibers (long-line fiber) and short fibers (tow). Long-line fibers have been used to produce high-quality, expensive and very fine linen fabrics [1] used in fine clothing, tablecloths, bed sheets, drapes, and various high-end domestic goods. Tow is used to make twines and ropes. Moreover, flax fibers have also continuously been focused in numerous researches [2–4] and used for various well-established industrial applications such as geotextiles; soil-associated permeable fabrics with characteristics like filtration, reinforcement, protection, drainage, insulation and absorbency.
The seed flax, mostly termed as flaxseed, oil seed or linseed is an important agricultural crop extensively grown globally, for the production of seed and its oil derivatives [5,6]. According to Food and Agriculture Organization of the United Nations Statistics (FAOSTAT), in 2016 (Figure S1), world’s total cultivation and production of flaxseed crop was over 2.7 million hectare and 2.9 million tonnes, however, average annual production of flaxseed in million tonnes during the period 1994–2016 (Figure S2) [7]. Globally, seeds and its derivatives have more nutritional and industrial applications including flaxseed oil, meal and fertilizer [8]. Flaxseed products have been used for human and animal consumption as well as in industrial applications such as paints, varnishes, linoleum, printing inks and soaps [5]. It is used in resins, paints, printing inks, varnishes, and linoleum for flooring, whereas there is limited flaxseed straw usage for pulp or specialty papers, e.g. currency and tea bags [9]. However, due to the increased activity in the modern agricultural sector, a huge volume of residual straws is the major problem associated with this agricultural crop. In some areas, flax straw has become an environmental problem due to lack of alternative uses [10]. Flaxseed straws are mostly burnt as they require comparatively much longer degradation time than many other agricultural biomass [11]. Globally, annual yield of this by-product approximates up to millions of metric tons of straws burnt per year, which is not only a wastage of most abundant lignocellulose fiber resource but also posing a serious environmental threat simultaneously.
Utilization of these lignocellulose fibers from flaxseed straws can alleviate the current polluting effect and also provide a double income benefit to the poor farmers as well as the value-added product manufacturers, such as bio-composites industry. Shift in trends due to novel materials, processing techniques, applications and higher costs has also drawn attention towards the multi-purpose flaxseed plants [12] to establish a long-term strategy to benefit from the tremendous potential of this currently underutilized natural plant fiber source. Foulk et al. reported that short staple market potential in the USA was prevailing, which indicated the trend of research and development under process for short staple and uniform fiber production from fiber-flax as well as flaxseed plants [13]. The large volumes of wasted flaxseed fibers can become an alternative source of plenteous, low-cost and marketable fibers being shorter but bearing comparable mechanical properties, without requiring extensive processing time, methods, expensive equipment or facilities.
Cellulosic fibers are associated with non-cellulosic components such as hemicellulose, pectin, lignin and waxes, etc. [14–16]. The interaction between fibers was reduced by the removal of hemicellulose [17]. Alkali treatment has been simplest traditional method for cellulosic fibers to remove impurities [18], but fiber quality depended upon the alkali concentration, temperature and time [17,19]; however, decrease in the surface impurities resulted in better mechanical properties [20]. The enzymatic methods for retting and surface modification of flaxseed straws reported limitations in parameters and processability [21]. Lamb et al. [22] carried out flaxseed fiber individualization using mechanical separation and chemo-mechanical combined treatments, which resulted in very short, non-spinnable and damaged flaxseed fibers, indicating higher alkali concentration significantly increased fiber damage and weight loss. Therefore, in this study, fiber individualization was not attempted; instead flaxseed fiber bundles with minimum chemical treatment and processing were opted.
Various renowned automobile manufacturers, e.g. Mercedes, Audi, BMW, Ford, Opel, etc. have already established commercially using natural fiber composites for interiors, panelling and door linings, such as wood fibers as rear enclosure of seat backrest; cotton fibers as sound proofing material; coconut fibers for interior trim and seat cushioning [23,24]. Flax/sisal polyurethane-reinforced mat is used for weight reduction door trims; soya-based natural fibers as form filling seats; cellulose-based cargo floor tray for improved noise reduction [23]; kenaf fiber/polypropylene-based boards [24]; hemp fiber/polyester hybrid composites for lightweight lotus designed seats; and sisal for the carpet in Eco Elise due to higher toughness and abrasion resistance [23–25]. Many researches emphasized the importance of innovative materials [26,27]. In these decades, environmental protection and government policies in various countries require environmental friendly composites to alleviate the environmental pollution [28,29]. Natural fiber-reinforced composites with biodegradable polymer matrices called ‘green composites’ have been the centre of attention for most researchers [30]. Due to advantages of natural fibers of low density, biodegradability and renewability over the manmade fibers [30,31], researchers proposed that natural fiber-reinforced polymer composites can be the replacement for manmade fibers composite materials and even further incorporating biodegradable polymer matrices [32–36]. Polybutylene succinate (PBS) is a white crystalline biodegradable thermoplastic resin, which has drawn considerable attention as a polymer matrix for green composites due to its exceptional mechanical properties and processability [2,37]. The flax/PBS composites also reported to have enhanced thermal properties due to charring of matrix [38]. In addition, PBS is a biodegradable polymer formed by polymerization of butanediol and succinic acid and also available from bio-based renewable resources [2,39].
In this study, instead of individualized fibers, flaxseed fiber bundles were used as reinforcement and composites were fabricated with PBS matrix by hot compression method. To enhance the interfacial bonding, flaxseed fiber bundles were treated with 10 g/L and 20 g/L NaOH solutions, prior to be composed with PBS resin. In addition, the chemical composition and mechanical properties of the flaxseed fiber bundles were investigated. The tensile and flexural properties of the flaxseed fiber bundles/PBS composites were tested and fractured cross sections were observed by SEM analysis.
Experimental
Materials
The following materials were used: Flaxseed fiber bundles (bast manually peeled off from the plants obtained from Agriculture research academy, Inner Mongolia China), as shown in Figure 1(a). Sodium Hydroxide (NaOH): ≥96% (Manufactured by Sino-pharm Chemical Reagent Co., Ltd. China). Polybutylene Succinate (PBS) selected as a resin matrix, purchased from Anqing Hexing Chemical Co. Ltd., Anhui, China, with melting point of 113–115℃, tensile strength 35–40 MPa, flexural Strength 33–35 MPa and other parameters as provided by the manufacturer are shown in Table S3 [40].
(a) Flaxseed plants, (b) untreated fiber bundles, (c) 10 g/L NaOH-treated and (d) 20 g/L NaOH-treated fiber bundles.
Waterlogging
Flaxseed stems were obtained by cutting the mid-section to the length of 30–40 cm, followed by water logging in boiling water for 24 h inside the room at ambient temperature. The bast was manually peeled off and left to dry naturally, as shown in Figure S3 and henceforth referred to as untreated fiber bundles. The untreated flaxseed fiber bundles obtained are shown in Figure 1(b).
Alkali treatment
Two methods of alkali treatments were opted with a sample size of 5 g for both methods.
In one-step method, the sample was treated with 10 g/L NaOH at boiling temperature for 1.5 h followed by thorough rinsing with distilled water and let to dry naturally for 24 h (Figure 1(c)). In the two-step method, first, the sample was treated with 20 g/L NaOH at boiling temperature for 1 h and rinsed thoroughly with distilled water. The resultant sample was further treated with a fresh solution of 20 g/L NaOH for another 2 h at boiling temperature, rinsed thoroughly with water and let to dry naturally for 24 h. Figure 1(d) shows the resultant fiber bundles.
Fabrication of flaxseed fiber bundle/PBS composites
The composites were made by compression molding a unidirectional stacked layer of flaxseed fiber bundles as shown in Figure 2(c), between two PBS sheets (each of 0.5 mm thickness), followed by stacking three layers of composites enveloped in releasing film in the oven at 120℃ for 1 h and then taken out and pressed under solid iron load mold for 10 min at 5 MPa. The fiber mass fraction was kept 40% by weight. The fabrication process of the flaxseed fiber bundle/PBS composites has been shown in Figure 2.
Fabrication process of the flaxseed fiber bundle/PBS composites: (a) PBS master-batch (granules), (b) PBS film, (c) thermal compression process of unidirectional flaxseed bundle/PBS composite fabrication, and (d) unidirectional flaxseed fiber bundle/PBS composites.
Quantitative analysis of chemical components
The standard method of quantitative analysis of Ramie chemical components GB 5889-86, China National Standards Committee 1986, was considered.
Scanning electron microscopy (SEM) evaluation
Fiber bundle samples were gold coated by sputter-coating with evaporated gold, subsequently their morphology was examined by using a SEM (DXS-10 A, Electronic Optical Technology Research Institute, Shanghai, China) at an acceleration voltage of 13 kV.
Whereas, the fractured surfaces of the untreated and treated composite samples for tensile and bending test were observed under a HITACHI TM3000, SEM system. All samples were gold coated and SEM images were taken at various magnifications.
Tensile and flexural strengths test
Tensile and flexural strengths were carried out on Material Testing Machine (WDW-02, Shanghai Hualong Test Instruments Co., Ltd., Shanghai China). The standard used for bundle fiber testing was ASTM–D1294-95 a (Reapproved 2001) Standard Test Method for Tensile Strength and Breaking Tenacity of Wool Fiber Bundles 1-inch (25.4 mm) Gage Length at the speed of 25 mm/min. Ten samples each were prepared and tested for untreated, 10 g/L and 20 g/L NaOH treated fiber bundles, respectively. The samples were pre-conditioned, i.e. first oven dried at 40–50℃ for 1.5 h, then kept for 24 h to achieve moisture equilibrium for testing in the standard atmosphere of controlled laboratory environment. The Flaxseed fiber bundle samples before and after tensile test are shown in Figure S5.
The tensile strength of the flaxseed fiber bundle/PBS composites was determined at test speed of 2 mm/min with 80 mm Gage Length and sample dimensions of 150 mm × 20 mm and 2 mm thickness by considering ASTM D3039/D3039M-00, GB/T 1447-2005, GB/T 1040-2006 standard test methods. Three effective samples for tensile and four for bending strengths each were prepared and tested for untreated, 10 g/L and 20 g/L NaOH treated fiber bundle/PBS composites, respectively. A three-point bending test was carried by using ASTM D790-03 standard at test speed of 2 mm/min and 48 mm span of sample with dimensions of 60 mm× 12.5 mm and 2 mm thickness. The prepared composite specimens and their specific dimensions are shown in Figures S6(a, b), S7 and S8, respectively. All the samples for tensile and flexural strength of composites were pre-conditioned for 24 h to achieve moisture equilibrium for testing in the standard atmosphere of controlled laboratory environment.
Results and discussions
Composition analysis of flaxseed fiber bundles
Analysis of chemical components was conducted on three samples for each component. The results were significant as the analyzed composition revealed, cellulose 40.11%, hemi-cellulose 28.27%, lignin 15.08%, pectin 6.3%, wax 3.1%, and dissolvable substances including ash 7.14%. These were found to be entirely different as compared with the common flax fiber composition as shown in corresponding bars (Figure 3). In the flaxseed fibers, the wax was almost two times, lignin three times (almost same as in jute), pectin two times, dissolvable substances and hemi-cellulose were twice to the respective component values present in common flax fibers, whereas the cellulose was found to be 40–50% less than that present in common flax fibers (Figure 3). It indicated that the flaxseed fiber bundles were hard to degum without strong chemical treatment, which might cause fiber damage and severe environmental problem. Therefore, the application of the pre-degum flaxseed fiber bundle was an appropriate choice.
Comparison of flaxseed fiber composition with common flax fibers (side by side) and other natural fibers (H-Cellulose = Hemicellulose, D-Substances = Dissolvable Substances + ash).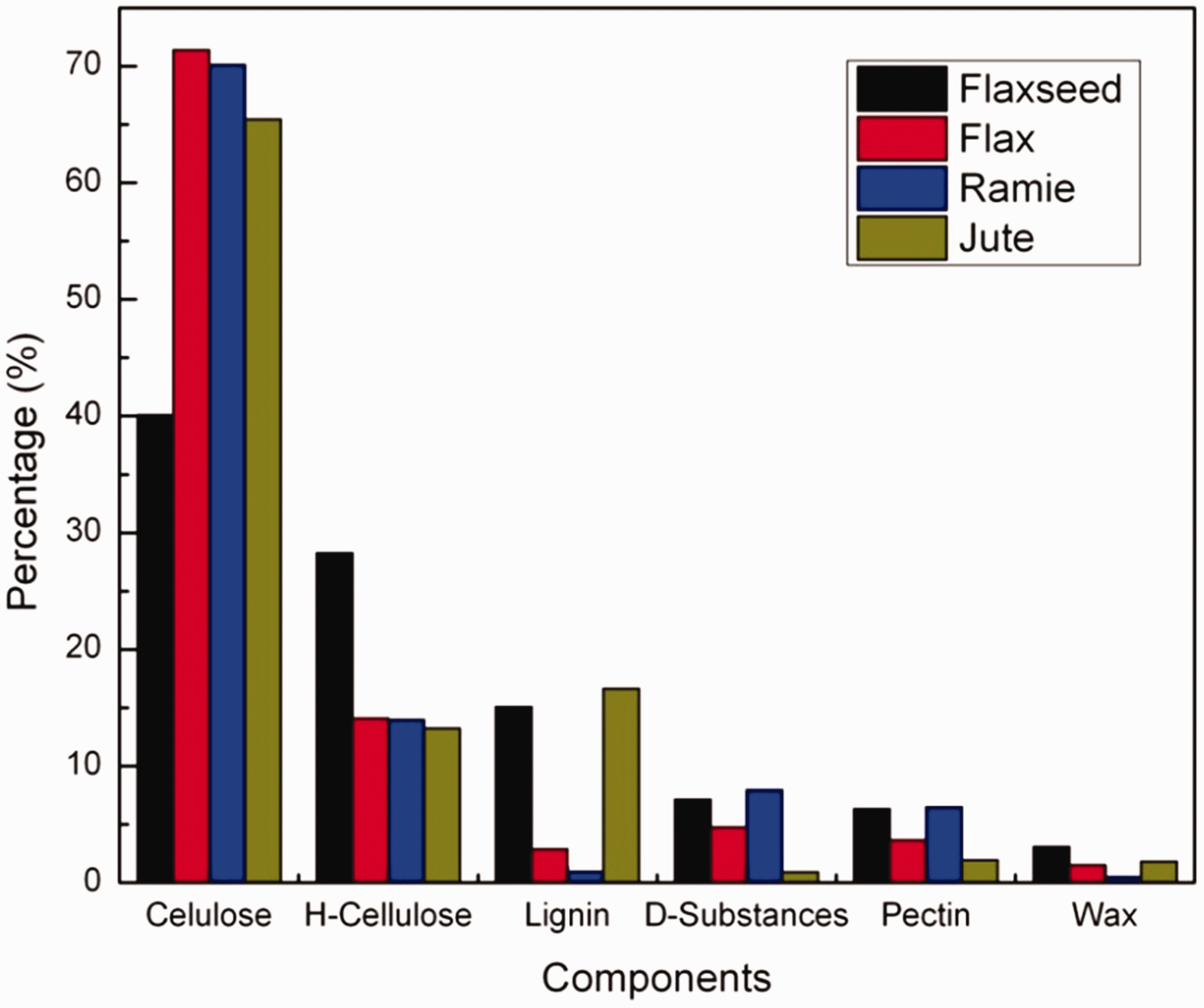
SEM evaluation of flaxseed fiber bundles
The SEM micrographs showed that the untreated fiber bundles were entirely covered with gum and cementing materials (Figure 4(a)). Whereas surface gum was partially removed but the inter-fiber gums were not removed in 10 g/L NaOH treated fibers (Figure 4(b)) and surface was found to be comparatively rough but the fibers were not separated and were still intact in bundles. However, surface of the 20 g/L alkali treated fibers were comparatively clean and rough after removal of the superficial gums and cementing materials but the fibers were not individualized and still adhered in smaller bundles (Figure 4(c)). It was assumed that 10 g/L NaOH was not sufficient, however the 20 g/L NaOH treatment was comparatively better as improved surface roughness and more fiber surface contact area was observed, which is important for better interfacial properties and mechanical interlocking between the fiber and matrix.
SEM micrographs of (a) untreated, (b) 10 g/L NaOH and (c) 20 g/L NaOH-treated fiber bundles.
Tensile property of flaxseed fiber bundles
This study aimed at the use of flaxseed fiber bundles instead of individualized fibers. However, the literature review revealed that the dynamic failure of flax fiber being pulled in tension, was caused due to combined effect of spiral angle, hierarchical fiber pull-out, and crack bridging [41]. The fractographic method of the failure of flax fiber uncovered the complex structure of flax fiber such as the arrangement of mesofibrils and microfibrils, which supported the observations of Thuault et al. [42]. Results showed that untreated fiber bundles had higher strength of 1.14 cN/dTex, whereas 10 g/L and 20 g/L NaOH treated had 0.88 cN/dTex and 0.85 cN/dTex, respectively (Figure 5(a)). The difference in tensile properties fitted well within acceptable range and hence both untreated and treated fiber bundles could be adopted as reinforcements in composites. However, treated fibers showed better surface morphology with comparable tensile property and expected to have better interfacial properties in composites. In addition, a direct relationship between the NaOH concentration and the weight loss was observed. The calculated weight loss was 22.2% and 45.2% for 10 g/L and 20 g/L NaOH-treated samples, respectively, indicating that further increasing the concentration would damage the cellulose macromolecular chains. The synergistic action of NaOH in aqueous solution prevents binding between cellulose molecules and finally weakens the binding force of cellulose molecules. This swelling mechanism of the aqueous mixture is that sodium hydroxide hydrates destroy the intermolecular and intramolecular hydrogen bonds in cellulose.
(a) Stress–strain curves for fiber bundle tensile strength, (b) and (c) effect of pressure and temperature on fiber bundle strength.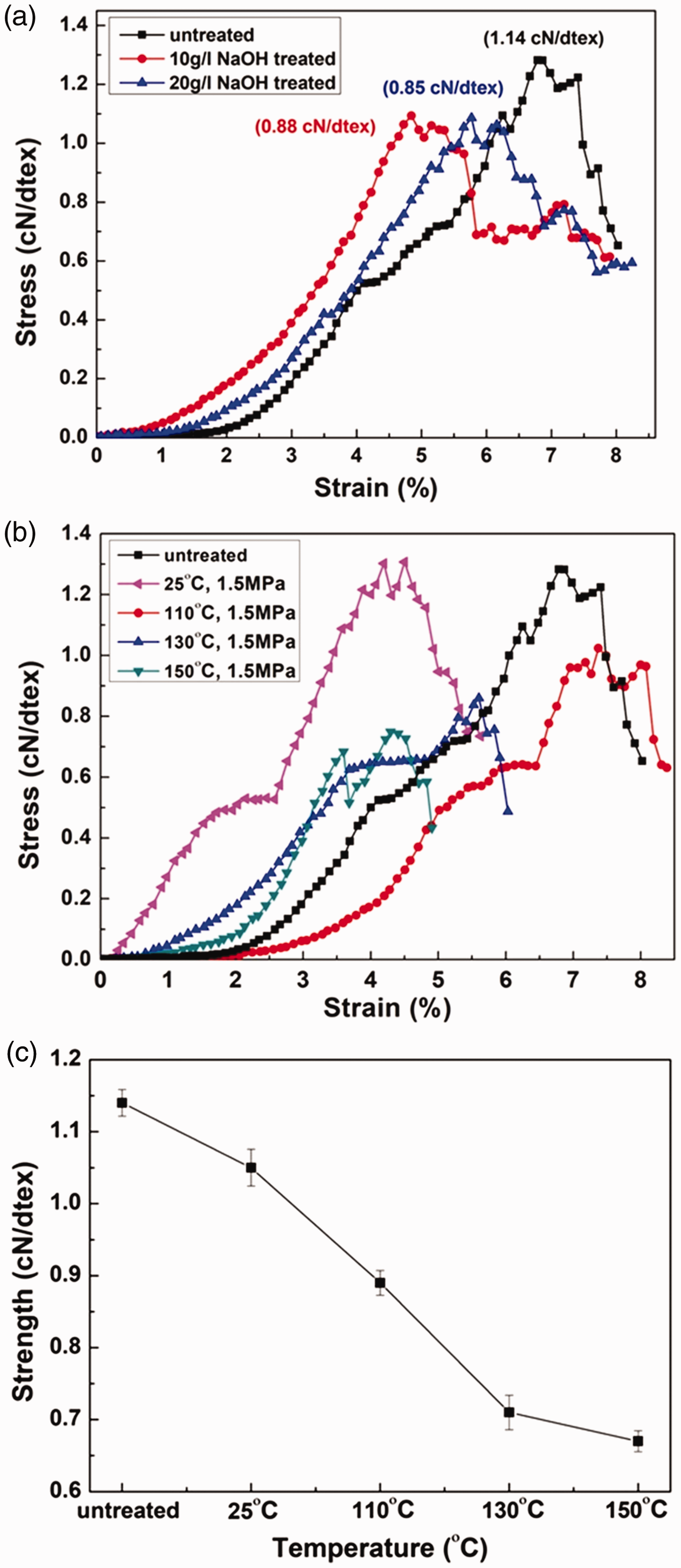
To evaluate the effects of the pressure and temperature, Figure 5(b) and (c) shows the bundle fiber stress–strain curves under the temperature from 110℃ to 150℃ and 1.5 MPa pressure. It was observed that the flaxseed fiber bundles were sensitive to high temperature due to low decomposition temperature of cellulose-based materials. With the increase in temperature to 150℃, a dramatic decrease (41%) of the fiber strength was observed. Comparison of the untreated and 1.5 MPa compressed fiber bundles at room temperature (25℃) was carried out, the increased pressure results showed 7.9% decrease in strength, indicating a limited negative effect on the fiber bundles strength. This valuable data provided the basis for the selection of appropriate low melting temperature matrix, guidelines for method selection and process temperatures.
Tensile and flexural strength of flaxseed/PBS composites
Figure 6(a) showed that tensile strength of alkali treated flaxseed fiber bundle/PBS composites decreased from 78.20 MPa to 53.85 MPa for 10 g/L NaOH-treated composites and 54.29 MPa for 20 g/L NaOH-treated composites, showing approximately 30% decrease. It was assumed that as the tensile strength was reduced during alkali treatment, therefore the fiber bundles used in respective composites also bear similar phenomenon. Furthermore, the alkali not only removed the wax of the surface but also damaged the flaxseed fibers, rendering the lower stiffness of treated fiber composites. This is also promising in terms of the usefulness of untreated fiber bundles to be used in composite materials where strength is desired. Generally, the NaOH-treated fiber bundle composites exhibited the acceptable range of the tensile properties for the applications in the civil industry. In addition, the NaOH treated fiber bundle composites exhibited a lower modulus and higher elongation at break, which resulted from the rotation and alignment of partially degummed fiber bundles during tensile process.
Stress–strain curves for untreated, 10 g/L and 20 g/L NaOH-treated flaxseed fiber/PBS composites: (a) tensile strength and (b) flexural strength.
Figure 6(b) showed flexural strength of alkali-treated flaxseed fiber bundle/PBS composites. Significant increase was observed in the flexural strength of alkali treated flaxseed fiber bundle/PBS composites as compared with the composites with the untreated fiber bundles (26.70 MPa), which approximated to 43% for 10 g/L NaOH treated (38.26 MPa) and 84% for 20 g/L NaOH treated (49.16 MPa) composite samples. Flexural properties are the direct indication of the interfacial properties of the composites, therefore, alkali treatment, specifically 20 g/L NaOH-treated composites showed better fiber-matrix interface and interlocking. This is promising in terms of the usefulness of treated fiber bundles in composite materials applications desiring better interfacial properties.
SEM evaluation of flaxseed/PBS composites
The tensile fractured surfaces of the untreated and treated composite samples were observed under various magnifications. SEM images in Figure 7(a) and (b) showed that the PBS resin formed a superficial coating on the fiber bundles; however, the impurities were still intact on the surface of fiber bundles. In addition, obvious separation between flaxseed bundles and PBS resin indicated that the untreated fiber composites had poor adhesion with the matrix. As shown in Figure 7(c) and (d), PBS resin superficially adhered to the 10 g/L NaOH-treated fibers bundles and a resin layer tightly formed on the fiber bundle surface, indicating the improved fiber–matrix interaction. In addition, the loose structure of flaxseed fiber bundles could affect the fiber alignment and decrease the tensile strength of the fiber bundles as well as their reinforced composites. Figure 7(e) and (f) illustrated that the 20 g/L NaOH-treated samples had significant improvements in the fiber surface morphology, fiber–matrix interface, adherence to the matrix and somewhat inter-fiber penetration.
SEM images: (a, b) Untreated; (c, d) 10 g/L NaOH-treated and (e, f) 20 g/L NaOH-treated flaxseed fiber/PBS composites.
The tensile strength of fiber-reinforced composite is mainly attributed to the fiber aspect ratio, alignment, and fiber strength, while its flexural strength is significantly affected by the interfacial bonding between fiber and matrix. After NaOH treatment, the flaxseed fiber bundles showed relatively decreased tensile strength but better interfacial bonding with resin.
Figure 8(a) and (b) showed the SEM images of cross section morphologies for the untreated fiber reinforced composites. Severe delamination between fiber bundles was observed, indicating poor fiber-matrix interfacial bonding. Furthermore, some parts were visible where the matrix could not envelope the fiber bundles properly. Such gaps and spaces resulted in the poor interface between the fiber–matrix and hence fiber pullout and delamination of the untreated composite layers were observed at the fractured points. The smooth and slippery wax on the untreated flaxseed fiber bundle surface resulted in the poor interfacial bonding and limited penetration of resin into the fiber bundle assembly. As shown in Figure 8(c) and (d), an obvious delamination was also observed in the cross-sectional images of 10 g/L NaOH-treated fiber bundle reinforced composites but relatively good dispersion and penetration of PBS resin demonstrated a better interaction between the fiber and matrix. The surface roughness, interfacial properties and interlocking were considerably improved with the chemical treatment, as reported by various studies [19,20,32,43]. The alkali treatment deleted most of the wax and impurities on the flaxseed fiber bundles, resulted in better wetting property and loose bundle structure, which contributed to enhance the adhesion and penetration of the PBS resin. As shown in Figure 8(e) and (f), the 20 g/L NaOH-treated composites showed better-embedded fibers within the matrix layers, resulting in enhanced fiber surface morphology and interaction with the matrix. 20 g/L NaOH-treated samples had more reactive sites and fiber surface area available for improved interlocking and adherence with the matrix due to better surface roughness and wetting of the fibers.
Cross section morphologies of (a, b) untreated; (c, d) 10 g/L NaOH-treated and (e, f) 20 g/L NaOH-treated flaxseed fiber/PBS composites.
It can be summarized that surface modification of flaxseed fiber bundles by NaOH significantly removed the impurities and decreased the moisture absorption, hence increased the surface roughness, wettability and interfacial bond strength with matrix, which resulted in improved flexural properties of bio-composites. The structural integrity of PBS composites was enhanced due to less micro-voids and fiber-PBS deboning in the interface region. As observed in our composites, the gaps were visible in untreated composites portraying poor adhesion, however, which were reduced after 10 g/L NaOH treatment and almost disappeared after 20 g/L NaOH treatment, displaying enhanced compatibility in composites. Therefore, easy fiber pullouts from interfacial region were observed with poor compatibility in untreated composites, whereas alkali-treated fiber bundles showed improved adhesion with PBS matrix by effectively dispersing and transferring stress, resulting in overall deformation of composites.
Overall, the flaxseed fiber bundles, untreated and alkali treated, well demonstrated potential acceptability as reinforcements in green composites or other thermoplastic composites. The sample processing method and the comparable mechanical properties of flaxseed fiber bundle composites reaffirmed the applications in various civil, automobile and industrial fields.
Conclusion
In this study, the novel untreated and alkali-treated flaxseed fiber bundles-reinforced polybutylene succinate (PBS) composites were fabricated and investigated. The untreated fiber bundles had higher tensile strength (1.14 cN/dTex) as compared to the 10 g/L NaOH (0.88 cN/dTex) and 20 g/L NaOH (0.85 cN/dtex) treatments. Flexural properties of the flaxseed fiber bundles reinforced PBS composites were considerably improved after alkali treatment, resulting 43% and 84% increase in 10 g/L NaOH and 20 g/L NaOH, respectively. This characteristic is attributed to better interfacial properties, interlocking and wetting of flaxseed fiber bundles with PBS matrix. The tensile strengths of 10 g/L and 20 g/L NaOH treated flaxseed fiber bundle reinforced composites were 53.85 MPa and 54.29 MPa, respectively. For more rational utilization of flaxseed fiber bundles, the untreated fiber bundles can be used for the composites requiring higher tensile strength; however, 20 g/L NaOH treated fiber bundles would be a better choice as reinforcement for composites desiring superior interfacial properties.
Footnotes
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This work was financially supported by the National Natural Science Foundation of China (grant no. 51303025), Shanghai Natural Science Foundation (grant no. 17ZR1400800), and also funded by the Fundamental Research Funds for the Central Universities and DHU Distinguished Young Professor Program.