
Abstract
Due to the growing trend to promote alternative materials, the use of cellulosic fibers as filler/reinforcement in polymer composites has increased in popularity. The objective of this research is to determine the effect of flax fabric loading on the physical and mechanical properties of bio-phenolic/epoxy composites. The composites were fabricated using hand lay-up method in a mould and cured using a hot press. Bio-phenolic/epoxy blend was fabricated as control. The sample was tested for physical, tensile, flexural, impact and morphological properties. The result showed that, increasing the flax fabric loading has increased the water absorption and density of composites. The highest water absorption density was shown by the composite with 50 wt% flax fabric loading which is 3.73% and 1.23 g/cm3. In addition, there is no significant difference in void content for all composites. Moreover, the incorporation of flax fabric as reinforcement has improved the mechanical properties of composites. According to the morphological analysis results of the experiments, there was a good bonding interaction between the flax fabric and bio-phenolic/epoxy. The highest tensile strength, tensile modulus and impact strength was shown by composite with 50 wt% flax fabric which was 105.04 MPa, 9.10 GPa and 11.94 kJ/m2 respectively while composite with 40 wt% showed the highest flexural strength and modulus which was 150.45 MPa and 8.4 GPa respectively. It was concluded that, bio-phenolic/epoxy blend reinforced with 50 wt% flax fabric showed the best overall mechanical properties and it will be used in the future study to fabricate carbon/kevlar/flax reinforced bio-phenolic/epoxy for ballistic helmet application.
Keywords
Introduction
The mechanical properties of epoxy with reinforcement.
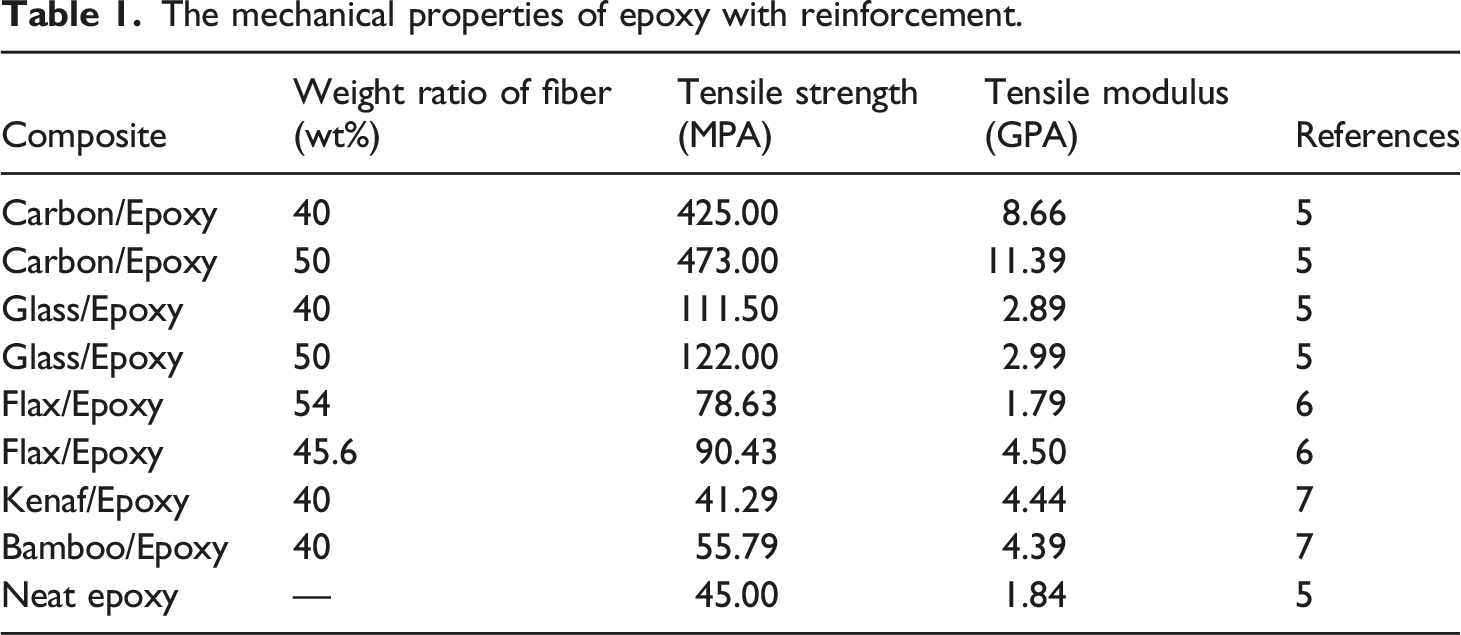
Natural fiber reinforced composites (NFRC) have piqued the interest of various industries, and research on the potential of natural fiber as a reinforcement material has grown. Its advantages include sustainability, renewable energy, high specific strength, non-abrasiveness, low cost, environmental friendliness, and lightweight.8–11 The application of natural fiber as reinforcement mainly started in the automotive and packing industries. 12 In automotive industries, BMW, Ford, Volkswagen, Daimler Chrysler, Mercedes and Audi Group have been using natural fiber to fabricate some parts for their cars. 13 Besides that, natural fiber has also been used in other applications such as floor coverings, safety helmets and monitor housing. 14 There are research to replace kevlar with natural fiber such as coconut sheath and ramie as reinforcement for ballistic application.15,16 This indicates that natural fiber has the potential to be used in various applications.
Through incorporating natural fiber into a polymer matrix, it will be able to decrease the use of petroleum-based materials in composites manufacturing. Several natural fibers have been studied as reinforcement in polymer composites by researchers such as kenaf, coir, flax, jute, bamboo and ramie. Natural fiber reinforced polymer composites have the potential to be used for structural applications and automotive industries. 17 Natural fibers can compete with glass fibers in terms of specific strength and stiffness.18,19 Among the natural fibers, flax fiber is considered one of the strongest.12,20,21 Flax belongs to the genus Linum and the family Linaceae. There are two varieties of flax grown which are fiber flax and seed flax. 22 Fiber flax variety is grown to produce soft, long and lustrous fiber which has been used in textile industries for centuries and short fiber flax produced from the by-product of these industries is used to produce natural fiber polymer composites, especially in automotive industries.6,23 Flax fiber contains numerous easily accessible hydroxyl groups and it can promote adhesion with epoxy resin.18,19
There are a lot of research done to investigate the potential of flax fiber as reinforcement in natural fiber-based polymer composites. Harriette et al. 24 investigated the mechanical properties of flax/polypropylene composite. In the study, short flax fiber was used to incorporate in polypropylene and the result was compared to natural fiber mat thermoplastic (NMT) composites. Flax/PP composite has comparable modulus and tensile strength to NMT composite. Besides that, the incorporation of flax in polypropylene increases the mechanical properties compared to neat polypropylene. There are studies using long fiber as reinforcement. Mehmood and Madsen 17 completed a study on the mechanical properties of flax yarn/thermoplastic polyester. It was found that flax yarn composites had better specific tensile modulus compared to glass fiber composites and the usage of high quality textile flax yarn can produce a composite that was suitable for structural application. A study conducted by Szabo et al. 25 investigates the effect of different ratios of vinyl ester(VE)/epoxy(EP) on the mechanical properties of flax fiber mat reinforced VE/EP composites. Moreover, the properties of flax/VE/EP composites were compared VE/EP polymer blend. It was found that composites with a higher VE ratio possesed better mechanical properties. In comparison, composites with flax fiber as reinforcement has better mechanical properties.
The influence of curing pressure, time of pressure application, and temperature on the mechanical properties of unidirectional flax fabric reinforced epoxy composites was studied by Li et al. 26 The finding reveals that, the mechanical properties of flax reinforced epoxy composites are affected by curing pressure and time of pressure applied. When it comes to curing temperature, there is no substantial change in mechanical properties. M. Habibi et al. 27 have studied the properties of flax/epoxy composites using short flax fiber mats and unidirectional flax yarn. Based on the study, it can be concluded that the fiber architecture will affect the properties of the composites. Flax/epoxy composites reinforced with unidirectional flax yarn has superior mechanical properties in longitudinal fiber direction compared to short fiber mat while in transverse direction flax short fiber mat has better mechanical properties. Hybridize flax short fiber mat with unidirectional flax yarn seems to have a modest drop in mechanical properties for fiber in the longitudinal direction while there is a positive effect on the transverse direction in which the properties increase significantly.
Akesson et al. 28 has studied flax reinforced novel lactic acid (LA) with the purpose to produce structural composites. Different loadings of non-woven flax mats were used which were 57, 62, 70 and 75 wt%. It was shown that composites reinforced with 70 wt% flax fiber had relatively good mechanical properties and scanning electron microscopy revealed that there was fairly good adhesion between fibers and matrix at 70 wt% flax fiber loading. Ahmad et al. 29 looked into the effect of flax architecture on the properties of flax/epoxy composites. Nine different weave architectures of flax fiber were examined in the research, and it was discovered that the weave architecture of flax fiber had a substantial impact on the mechanical properties of the composites produced. Motru et al. 30 has investigated the impact of different flax fiber loadings on the mechanical properties of poly lactic acid composites. Tensile properties of PLA/flax composites increased as fiber loading increased while there was no substantial difference in flexural strength when fiber loading increased.
The selection of fiber architecture is important to get the best properties of composites material. Therefore, to get the best properties, flax fabric will be used as reinforcement. There are a lot of studies on flax reinforced polymer composites. However, based on the literature review no study has been conducted on flax fabric reinforced bio-phenolic/epoxy composites. Thus, the purpose of this study is to investigate the effect of flax fabric loading on the physical, tensile, flexural, impact and morphological properties of bio-phenolic/epoxy composites.
Materials and method
Materials
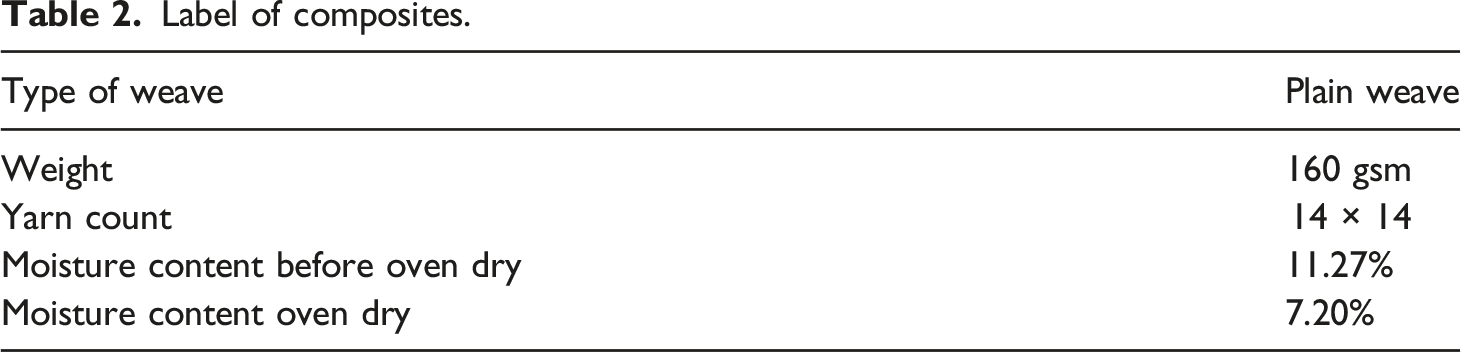
Label of composites.

Flax fabric.
Fabrication of composites
Label of composites.


Layering sequence of bio-phenolic/epoxy and flax fabric.
Characterization
Density
The density of composites was calculated using equation (1) and referred to ASTM D 1895-96 (2003)
31
standard.
Void content
The sample’s void content was determined using theoretical and experimental densities. The tests were carried out in accordance with ASTM D 2734-09
32
standard. Equations (2) and (3) was used to compute the void content.

Where, R is the weight percent of resin, r is the weight percent of flax fabric, D is the density of resin (g/cm3), d is the density of flax fabric (g/cm3), DT is the theoritical density of composite (g/cm3) and DE is the measured density of composite (g/cm3).
Water absorption
The sample with dimension 20 mm × 20 mm × 3 mm was prepared and oven dried at 50°C for 24 h. The sample was cooled in desiccator then weighed. The initial weight (Wd) was recorded (g) and the sample was immersed in water. The weight of sample (Wn) was collected every 24 h (g) and recorded. The water absorption of the sample was calculated using equation (4) based on ASTM D570-98.
33

Tensile testing
The sample for tensile testing was prepared by cutting the fabricated composites (size: 120 mm × 20 mm) using a band saw (JETMAC JMWBS-14). Five samples were prepared for the testing. The standard method and machine used for the testing were ASTM D 3039 34 and 30 kN Bluehill INSTRON 5567 universal testing machine (Shakopee, USA). The testing was carried out with testing speed of 2 mm/min and 60 mm gauge length. Prior to the testing, the sample was put in a conditioning chamber for 24 h at 23 ± 3°C and relative humidity of 50 ± 10%. The average value was used to tabulate the results.
Flexural testing
The sample for flexural testing was cut from the fabricated composites to sample size which was 127 mm × 12.7 mm by using a band saw (JETMAC JMWBS-14). Five samples were prepared for the testing. The standard method and machine used for the testing were ASTM D 790
35
and 30 kN Bluehill INSTRON 5567 universal testing machine (Shakopee, USA). Equations (5) and (6) were used to compute the support span and crosshead speed used in the experiment. The sample must first be placed in a conditioning chamber for 24 h at 23°C and a relative humidity of 50 ± 10% before being tested. The average value was used to tabulate the results.

Izod impact testing
The sample for izod impact testing was cut from fabricated composites to sample size which was 63.5 mm × 12.7 mm by using a band saw (JETMAC JMWBS-14). Five samples were prepared for the testing. The standard method and machine used for the testing were ASTM D 256 36 and Ray Ran advance universal pendulum impact tester (RR/IMT) (Nuneaton, UK). The result was tabulated with the average value.
Scanning electron microscopy (SEM)
The sample for scanning electron microscopy was taken from the tested tensile sample and nonfractured samples. A thin layer of gold was coated to the fractured and nonfractured surfaces of the samples that will be examined. An EM-30AX scanning electron microscope (COXEM, Daejeon, Korea) was used to examine the samples, using a 20 kV acceleration voltage.
Results and discussion
Physical properties
Experimental density, theoretical density and void content of the composites.

Besides that, spinning process was used to produce flax yarn from flax fibers. According to Li et al.
26
twisted and crimped structure of the fabric led to the formation of small voids in the composite. Lower void content indicates that the fiber is completely wetted by resin and there is not much air entrapment produced during fabrication of composites. Several factors influence water absorption of composite, including voids, fiber size, fiber loading, humidity, temperature, and matrix viscosity.44,45 Figure 3 illustrates the effect of flax fiber loading on the water absorption of the composites. The water absorption for flax fabric reinforced bio-phenolic/epoxy composites and bio-phenolic/epoxy polymer blend has increased over time. However, it is shown that the water absorption for bio-phenolic/epoxy polymer blend is constant after Day 4 which is 0.63%. Increasing the flax fabric loading has increased the water absorption of the composites. Hydrophilic nature of hydroxyl group which presents in cellulose and hemicellulose has promoted the absorption of water.
45
Increase in flax fiber loading has increased the cellulose and hemicellulose content in the composites. When composites immerse in water, the water molecules are absorbed to fill the void and cracks in the composites through capillary action.
46
Water absorption of flax reinforced bio-phenolic/epoxy composites and bio-phenolic/epoxy blend composites.
Tensile properties
The tensile stress-strain curve of the flax reinforced bio-phenolic/epoxy composites and bio-phenolic/epoxy blend composites is depicted in Figure 4. It is shown that Bio-phenolic/epoxy polymer blend has the highest strain at break. The incorporation of flax fabric as reinforcement has decreased the strain at the break of the composites. In addition, an increase in flax fabric loading shows increasing in slope at the beginning of the test and this reflects the higher tensile modulus. The tensile properties of composites materials are influenced by filler, fiber strength, modulus, fiber/matrix adhesion, fiber length and orientation, and fiber loading.
47
The influence of fiber loading on tensile properties was examined in this study. Figure 5 depicts the influence of fiber loading on the tensile strength of flax fabric reinforced bio-phenolic/epoxy composites. In comparison to the bio-phenolic/epoxy blend, the addition of flax fabric as reinforcement enhances the tensile strength of composites. Tensile stress-strain curve of flax reinforced bio-phenolic/epoxy composites and bio-phenolic/epoxy blend composites. Tensile strength of flax reinforced bio-phenolic/epoxy composites and bio-phenolic/epoxy blend composites.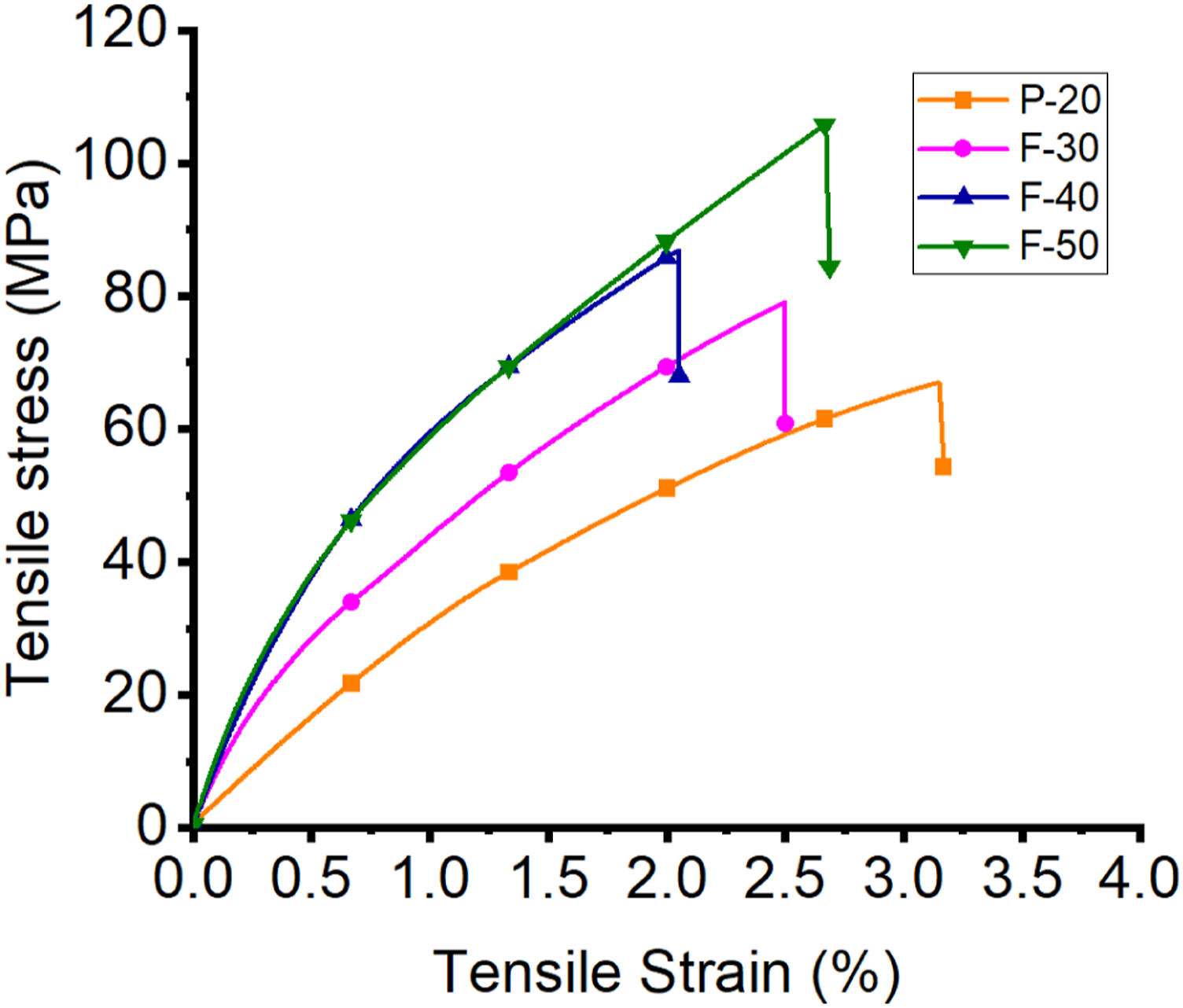

The tensile strength of composite reinforced with 30 wt% flax fabric has increased from 66.28 MPa to 78.82 MPa compared to the unreinforced bio-phenolic/epoxy polymer blend. The highest tensile strength is shown by composite with 50 wt% flax fabric which is 105.04 MPa and this has shown about 58.46% improvement compared to bio-phenolic/epoxy polymer blend. The improvement in tensile strength is attributed to the fibers acting as load carriers, and stress was transferred along with the fiber from the matrix, resulting in uniform and effective stress distribution. 48 Increasing flax fabric loading in bio-phenolic/epoxy blend has increased the tensile strength of composites. Therefore, as fiber loading increases, the ability of fiber to transfer the load to one another has increased as well. Besides that, the increase in tensile strength of bio-phenolic/epoxy reinforced flax fabric composites is due to the fact that fibers have higher tensile strength compared to matrix. 49 However, it will be affected by the adhesion between fibers and matrix. Some studies showed that at higher fiber loading which was more than 40 wt%, the tensile strength was decreased due to the fibers insufficiently wetted by matrix.48,50 However, in this study the tensile strength increases as fiber loading increases and this indicate that the fiber is sufficiently wetted with resin and the adhesion between fiber and matrix is good. According to Riza et al. 51 fiber acts as a crack arrestor and prevents rupture. Hence higher stress is required to break the composites with higher fiber loading.
The effects of flax fabric loading on the tensile modulus of flax reinforced bio-phenolic epoxy composites are shown in Figure 6. Tensile modulus indicates the stiffness of materials. Reinforced bio-phenolic/epoxy blend with flax fabric has improved the stiffness of composites produced. The tensile modulus of flax fabric reinforced bio-phenolic/epoxy composites increase significantly when incorporated with flax fabric. It shows that the tensile modulus of bio-phenolic/epoxy reinforced with 30 wt% flax fabric has increased from 3.53 GPa (P-20) to 7.49 GPa. As flax fabric loading increases, the tensile modulus of bio-phenolic/epoxy reinforced flax fabric increases. The highest tensile modulus is displayed by bio-phenolic/epoxy reinforced with 50 wt% flax fabric and it is about 2.6 times compared to bio-phenolic/epoxy polymer blend. According to Riza et al.
51
the tensile modulus is hard to explain by crack initiation and crack inhibition because the calculation of tensile modulus is a ratio of strength and strain at elastic region while rupture occurs beyond the elastic region of the stress-strain curve. However, the trend of tensile modulus is mostly affected by the efficiency of stress transfer. The efficiency of stress transfer will depend on the adhesion between fiber and matrix. The adhesion between fiber and matrix plays a vital role in tensile modulus. In this study, the adhesion between fiber and matrix seems not to be affected by the increase in flax fiber loading. Moreover, another factor that will affect the tensile modulus is the stiffness of individual component of the composites which are fibers and matrix. The composites consist of low stiffness of matrix with high stiffness of reinforcement (i.e. fiber), thus the stiffness of composites will increase with the increase in fiber loading.
50
Tensile modulus of flax reinforced bio-phenolic/epoxy composites and bio-phenolic/epoxy blend composites.
Scanning electron microscopy (SEM)
Scanning electron microscopy of nonfracture flax fabric reinforced bio-phenolic/epoxy composites and bio-phenolic/epoxy blend samples is shown in Figure 7. Figure 7(a) shows the nonfracture F-30. It can be seen that there are six stacking layers of flax fabric. There is space between each flax fabric. Meanwhile, Figure 7(b) and (c) show SEM of F-40 and F-50 where space between fabric stacking is closer as the number of fabric layer increases. F-40 shows eight layers of flax fabric and F-50 shows 10 layers of flax fabric respectively. Moreover, it is shown that there is no void in the fabricated composites. In addition, the SEM image shows that the fiber is completely wetted with resin. Figure 7(d) shows the SEM for nonfracture bio-phenolic/epoxy polymer blends. This micrograph shows that there are no voids in the composite and no sign of phase separation. SEM of tensile non fracture sample of (a) F-30, (b) F-40, (c) F-50 and (d)P-20.
Scanning electron microscopy of tensile fractured flax fabric reinforced bio-phenolic/epoxy composites and bio-phenolic/epoxy blend is shown in Figure 8. Based on SEM, fiber in the direction of load applied breaks while fiber perpendicular to load applied pulls out. This phenomenon can also be seen when using unidirectional fiber where composite tested in longitudinal direction fiber tend to break and in transverse direction the fiber was pulled out. This is owing to the limited adhesion between fibers and matrix in the transverse direction which promotes stress concentration on the adhesion interface.
27
This characteristic of flax fabric is useful for applications that involve biaxial loading. Besides that, there is no voids seen in the scanning micrograph of composites which is one of the reasons for higher tensile strength. This indicates that the fiber is completely wetted or impregnated by resin. According to De Albuquerque et al.
52
insufficient wetting or impregnation with resin typically results in voids or air entrapment in fibers. Moreover, when comparisons are made for each composite, there are differences in the degree of surface roughness matrix in every composite. It shows that the degree of surface roughness increases as fiber loading increases. This indicates that there is more energy absorption at a large-scale during failure of the composites. In addition, it is clearly seen that at the surface of the fiber there are bio-phenolic/epoxy debris on the fiber pull out and break for every composite SEM photograph. This indicates that the flax fabric is sufficiently wetted by the matrix and the adhesion between fiber and matrix is good. Existing resin particles adhering to the surface of the fiber including fiber break indicates that the interfacial bonding between fibers and matrix is high.53,54 SEM of tensile fracture sample of (a) F-30, (b) F-40, (c) F-50 and (d)P-20.
Flexural properties
The flexural stress-strain curve of flax reinforced bio-phenolic/epoxy composites and bio-phenolic/epoxy blend composite is depicted in Figure 9. The highest strain at break is shown by bio-phenolic/epoxy polymer blends and the addition of flax fabric as reinforcement has decreased the strain at break of the composites. The slope at beginning of the test increases when flax fabric loading increases from 30 wt% to 40 wt%. Further increase in flax fabric loading to 50 wt% has decreased the slope at beginning of the test. The slope at the beginning of the test was used to calculate the flexural modulus. In flexural testing, flexural strength is a combination of tensile and compression strength that occurs concurrently. The performance of different loading of flax fabric reinforced bio-phenolic/epoxy composites when bending forced perpendicular to its longitudinal axis is applied and investigated by evaluating the flexural properties. Figure 10 illustrates the flexural strength of flax fabric reinforced bio-phenolic/epoxy composites and bio-phenolic/epoxy blend. It is shown that the addition of 30 wt% flax fabric as reinforcement has increased the flexural strength of the composites by about 10.5% compared to the bio-phenolic/epoxy polymer blend. Further increase in flax fabric loading to 40 wt% shows improvement in flexural strength. However, at 50 wt%, flax fabric loading decreasing trend in flexural strength is shown and it is slightly lower compared to 30 wt% flax fabric loading. A study on unidirectional flax reinforced epoxy composites showed that as fiber loading increased, the flexural strength increased for composites tested in the longitudinal direction while in transverse direction, flexural strength decreased.
27
This can be related to the situation of using woven fabric as reinforcement which composite tested will involve both directions of fiber longitudinal and transverse direction. At higher fiber loading debonding of fiber and matrix increases in the transverse direction which causes catastrophic failure in the composites and as a result, lower flexural strength is shown. In a study conducted by Salman et al.
54
it was discovered that the optimum flexural strength was 40 wt% fiber loading, and increasing fiber loading had a negative effect on flexural strength. In addition, a study led by Atiqah et al.
55
also showed a similar trend which the flexural strength increased as fiber loading increased and optimum fiber loading was 40 wt%. Flexural stress-strain curve of flax reinforced bio-phenolic/epoxy composites and bio-phenolic/epoxy blend composites. Flexural strength of flax reinforced bio-phenolic/epoxy composites and bio-phenolic/epoxy blend composites.

Flexural modulus of flax fabric reinforced bio-phenolic/epoxy composites and bio-phenolic/epoxy blend is shown in Figure 11. The incorporation of flax fabric in bio-phenolic/epoxy composites has improved the flexural modulus of the composites. Significant improvement is shown for bio-phenolic/epoxy blend with 30 wt% flax fabric as reinforcement compared to bio-phenolic/epoxy blend without reinforcement. The improvement of the flexural modulus of bio-phenolic/epoxy reinforced with 30 wt% flax fabric is about 91.6% compared to bio-phenolic/epoxy blend. The flexural modulus increases as flax fabric loading increases from 30 wt% to 40 wt%. However, further increase in flax fabric loading to 50 wt% has shown a decreasing trend in flexural modulus. Nevertheless, the flexural modulus composite with 50 wt% of flax fabric possesses higher flexural modulus compared to bio-phenolic/epoxy blend. In a study done by Habibi
27
the flexural modulus of epoxy reinforced unidirectional flax fiber tested in the transverse direction showed decreasing trend in flexural modulus as fiber loading increased from 30 to 40 wt% while in longitudinal direction flexural modulus increased with the increasing of fiber loading. Decreasing flexural modulus might be due to the catastrophic failure of fiber in the transverse direction and as a result lower flexural modulus was shown. Flexural modulus of flax reinforced bio-phenolic/epoxy composites and bio-phenolic/epoxy blend composites.
Impact strength
The ability of the composites to resist the fracture at high-speed stress applied is studied by evaluating the impact properties. The impact properties of fiber reinforced polymer composite are influenced by factors such as interfacial bond strength between fibers and matrix and individual properties of fiber and matrix. The impact strength of flax fabric reinforced bio-phenolic/epoxy composites and bio-phenolic/epoxy composites is presented in Figure 12. The result reveals that the addition of flax fabric in bio-phenolic/epoxy composite has improved the impact strength of composite significantly. It shows that the impact strength of flax reinforced bio-phenolic/epoxy composites with 30 wt% flax fabric loading is increased about 4 times compared to bio-phenolic/epoxy composite. Further increase in flax fabric loading up to 50 wt% has increased the impact strength and composites with 50 wt% flax fabric loading have the highest impact strength which is 11.94 kJ/m2. Fiber and matrix debonding, fiber and/or matrix fracture, fiber pulls out, fiber wetting with resin, and fiber and matrix adhesion are the factors that contribute to the composites failing during the impact test.40,48 Increasing in impact strength as fiber loading increase is due to the fact that more energy are required to break the coupling between the interlaced fiber bundles.
40
Besides that, completely wetting of fibers with resin and good fiber and matrix adhesion also plays a role in the improvement of impact strength as fiber loading increases. Complete wetting of fiber will produce a composite with fewer voids content, and this will avoid decreasing mechanical properties. In order to have a good resistance to crack propagation during the impact test, there must be good adhesion between the fiber and the matrix. Moreover, when fiber loading increases, the contact area between fiber and matrix increases. The impact transfer is more efficient at higher loadings if there is good impregnation of the fiber with the matrix.
28
Impact strength of flax reinforced bio-phenolic/epoxy composites and bio-phenolic/epoxy blend composite.
Comparison mechanical properties of current study with publish research on flax reinforced polymer composites
Tensile properties of flax reinforced polymer composites.

Note: TL: Tensile in longitudinal direction; TML: Tensile modulus in longitudinal direction; TT: Tensile in transverse direction; TMT: Tensile modulus in transverse direction; FL: Flexural in longitudinal direction; FML: Flexural modulus in longitudinal direction; FT: Flexural in transverse diressction; FMT: Flexural modulus in transverse direction.
Conclusions
New material composites were successfully fabricated using flax fabric as reinforcement and bio-phenolic/epoxy blend as a matrix. Void content testing revealed that the fabricated composites did not have high void which did not give so much influence on the result of water absorption and mechanical properties. Incorporation of flax fabric as reinforcement had increased the water absorption and density of the composites. However, the water absorption of composites did not exceed 4% after soaking in water for 11 days. Addition of flax fabric as reinforcement had improved the mechanical properties of the composites and based on morphological properties, the fiber was sufficiently wetted with resin which indicated the fibers and matrix were compatible with each other. Composite with 50 wt% flax fabric loading showed the highest improvement in tensile and impact properties, whereas composites with 40 wt% flax fabric loading showed the largest increase in flexural properties. In this study, composites with fiber loadings of more than 50 wt% were unable to be fabricated due to issues such as fibers not fully wetted with resin, voids, and fibers delamination. The finding shows that flax reinforced bio-phenolic/epoxy composite has the potential to be utilized in an application.
Footnotes
Acknowledgements
The first author is thankful to Universiti Putra Malaysia for the financial support of this research through Graduate Research Fellowship. The authors are grateful to Universiti Putra Malaysia for supporting the research through Grant Putra Berimpak: 9700800.
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This work was supported by the Universiti Putra Malaysia (9700800).