
Abstract
The present work analyses the acoustic properties of acoustic absorbent textile products obtained from the thermo-compression of recycled End-of-Life Tyres. The objective is to obtain products of greater added value from the waste of End-of-Life Tyres, which can become a substitute for the fibrous materials currently used as acoustic absorbents. Experimental design was used to determine the number of samples to be prepared and the manufacturing conditions to maximise acoustic absorption. Five factors were taken into account: material type, temperature, time, weight and compaction factor. The obtained results demonstrate the validity of the experimental design to select the manufacturing factors in order to improve the sound absorption of these textile waste products.
Introduction
Today’s society, particularly the developed world, faces two important environmental problems: waste management and noise pollution. Part of the problem of waste management is the reuse and recycling of ELTs, which possess a very serious environmental problem. Studies have been conducted into the problems it generates, and their evaluation and possible methods of analysis in solving the problem have been well studied [1–3]. Among ELTs, we find rubber with different compositions: metal fibres and textile fibres. The reviewed bibliography reveals that several works have focused on the use of the so-called tyre fluff (a textile fibre), which has been traditionally employed for its calorific power and to obtain other products with higher added value in the field of sound and vibration [4–7].
In the field of using and characterising recycled fibrous materials, it is worth emphasising the works [8–14]. The impact of compression on fibrous products for soundproofing was analysed by Castagnède et al. [8], which analysed the influence of compression on certain properties like porosity, resistivity, tortuosity and form factors. Youneung and Changwhang [9] analysed acoustic absorption coefficients for various mixtures of fibres from recycled polyester for the purpose of replacing conventional materials used as sound absorbers. The work by Lou et al. [10] analysed the acoustic performance of non-woven selvages obtained with mixtures of recycled polypropylene and polyester fibres by measuring the acoustic absorption coefficient according to standard ASTM E 1050 and also analysed the impact of this type of mixtures after introducing sawdust. They verified that the acoustic absorption coefficient rose with increasing sample thickness and lowered with increasing density. Seddeq et al. [11] investigated the acoustic absorption coefficient of several types of recycled materials, including natural, synthetic and lignocellulose fibres, and compared the values obtained within different frequency ranges. Sun et al. [12] investigated the possibility of employing recycled fibreglass from printed circuit boards to be used as sound and heat absorbers and compared their acoustic properties with commercial products like perlite, vermiculite and commercial fibreglass. Miraftab et al. [13–15] investigated the alternative use of carpet waste for impact sound insulation. Their results show that it is possible to maximise the capabilities of these materials used like underlays by selective control and adjustment of granular/fibre mixing ratios, binder concentration and particle size distribution. This study uses the design of experiments to maximise the acoustic absorption of recycled ELT textile products. It supposes an advance with regard to previous works, since it determines the influence of the factors of the manufacturing process on the coefficient of acoustic absorption, in each frequency range.
Materials
Morphology and composition
The materials employed in the test samples are residues from recycled ELTs and were purchased from the companies Insaturbo (Novelda, Spain) and Recipneu (Sines, Portugal). Three types of materials were provided: thread, fibre and blend.
The morphological and compositional analysis of the materials under study will allow analyse its possible relation with the sound absorption coefficient. The equipment employed to observe and measure lengths and diameters was an Olympus SZX7 zoom stereomicroscope. For the electron microscopy images, scanning electron microscopy (SEM), a Fenom microscope, was used.
Sample preparation
A steel mould was manufactured, and materials were placed inside the mould and compressed using a 500 kN hot plate press with programmed temperature and compression time, obtaining plate samples of 175 × 255 mm2. The plate samples were punched to obtain samples of 40 mm diameter for the acoustic impedance tube test. Figure 1 illustrates the samples of materials.
Materials samples for acoustic impedance tube. (a) Thread sample; (b) Fibre sample; (c) Blend sample.
Five factors were taken into account to prepare samples: material (thread, fibre and blend), temperature (220℃, 240℃), thermo-compression time (60 min, 90 min), mass (450 g, 550 g) and compaction factor (FC) (0.5%, 0.65%).
Experimental
Experimental design
A 24 × 3 complete factorial design is devised by studying four factors at two levels and one factor at three levels. This simultaneous study was done using a single 48-test design. The tests consisted of 48 possible combinations with four factors at two levels: temperature (℃), time (min), weight (g) and FC and one factor at three levels: three materials.
Acoustic sound absorption
When an acoustic wave impacts a fibrous sound-absorbing material, the acoustic wave interacts with fibres and makes them vibrate. This vibration produces energy losses by viscous damping, transforming acoustic energy in to heat. For measuring the sound absorption, this work follows the standard ISO 10534-2: Determination of the sound absorption coefficient and impedance in impedance tubes – Part 2: Transfer-function method, which employs an impedance tube.
Figure 2 shows the assembly used to measure the acoustic absorption coefficient: (1) sample; (2) microphones (G.R.A.S. model 40AO); (3) data acquisition system (NI-9233); (4) PC and (5) sound source. Matlab was used to control data acquisition and to process the signal.
Diagram of the impedance tube used to measure the acoustic absorption coefficient.
The frequency range is determined by the tube’s diameter and the distance between the microphones

Results and discussion
Morphology and composition
The first material (thread) is a product with a weight content of 35% rubber residue and 65% thread. The thread of this material has the following composition: 5.22% wool, 57.75% of polyamide, 3.15% viscous, 7.89% acrylic and 25.98% polyester. The second material (fibre) is a product with a weight content of 23% of rubber residue and 77% of polyester fibre, and the third material (blend) is a 50% blend of materials one and two. Figure 3 shows SEM images of the samples.
SEM images: (a) fibres; (b) rubber residue on fibres.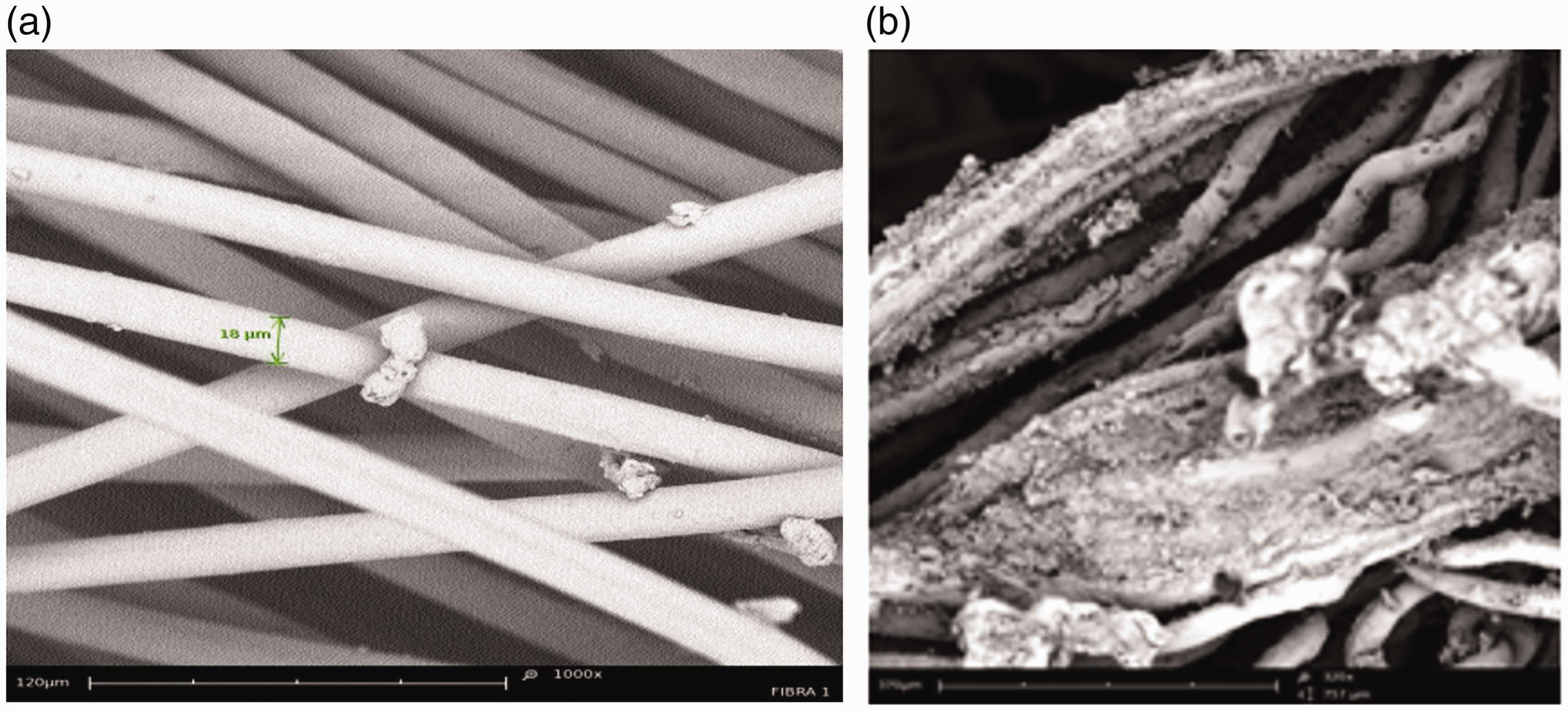
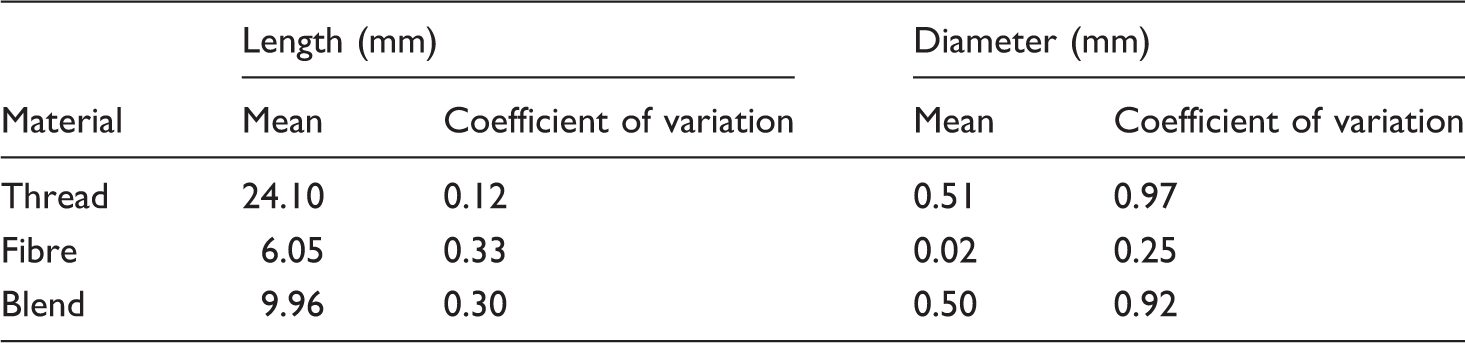
Figures 4 and 5 show the morphological analysis results of lengths and diameters, respectively.
Frequency/length of materials. Frequency/diameter of materials.

Morphologic analysis.
Experimental design
AC and frequency range.

AC: absorption coefficient.
ANOVA for AC2 frequency range.
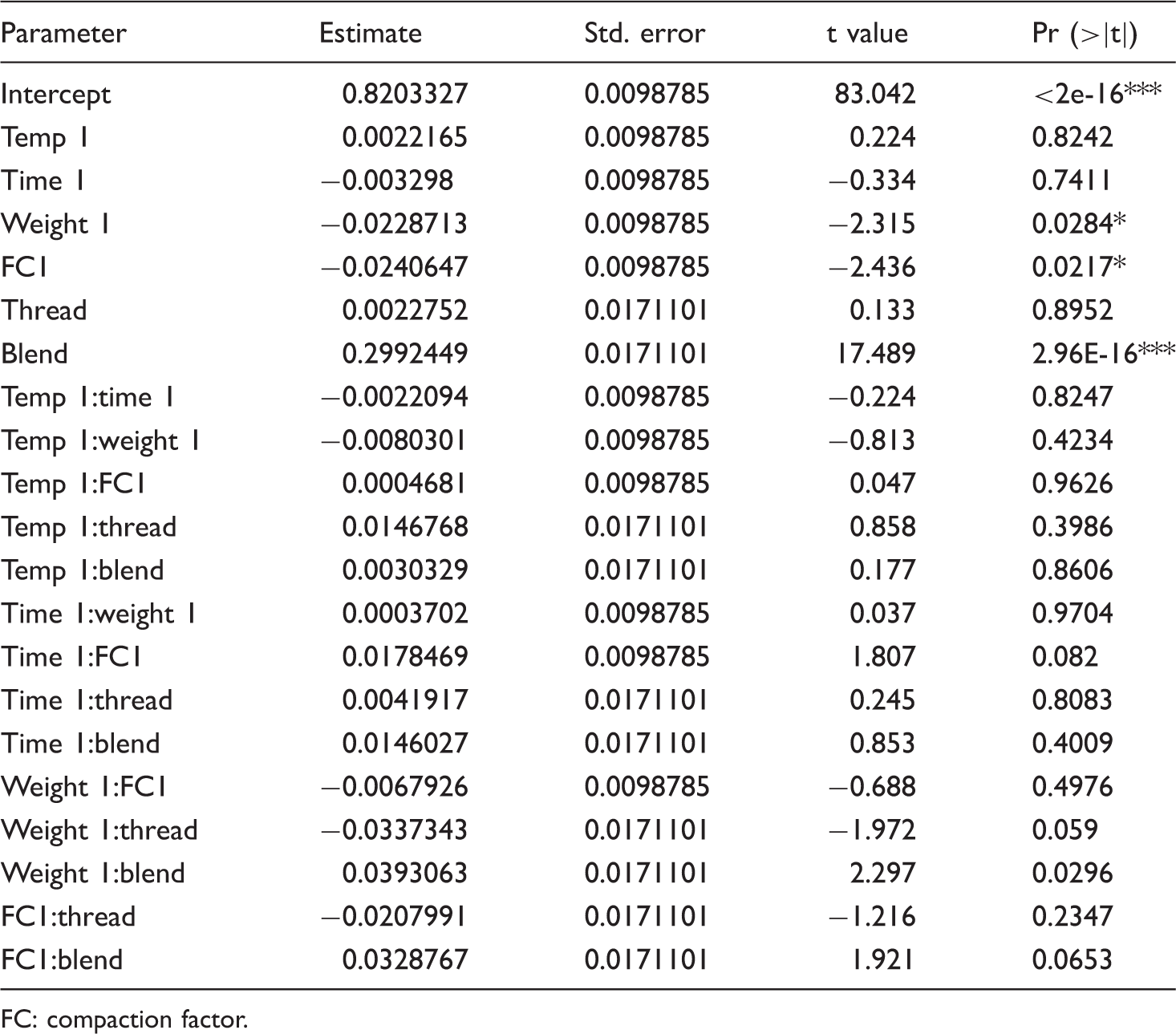
FC: compaction factor.
Residual standard error: 0.06844 on 27 degrees of freedom; multiple R-squared: 0.926; adjusted R-squared: 0.8711; F-statistic: 16.88 on 20 and 27 DF; p-value: 1.839e-10.
Summary of the equations of the adjusted models.

FC: compaction factor.
Figure 6 summarises the results and shows the factors that most influence each frequency interval and the maximum of the acoustic absorption coefficient accomplished in each interval.
Acoustic absorption coefficients of each studied interval.
The manufacturing factors, which most strongly affected the acoustic absorption coefficient in the four frequencies ranges studied, were the material and FC. The maximum values of acoustic absorption coefficient obtained in each interval are close to unity and are similar to those of fibrous products widely used in construction such as Rockwool.
Acoustic absorption coefficient.

Conclusions
The literature review in the field of experimental design did not find a previous study that applied this methodology to determine the number of samples to be prepared and the manufacturing conditions to maximise acoustic absorption for fibrous materials. Criteria have been established to do a comparative study of the influence of the manufacturing conditions and thus obtaining those samples with better acoustic absorption performance.
The results of the acoustic absorption coefficient are quite good in terms of the maximum obtained in the analysed frequencies range, especially if it is compared with the fibrous products present in the market for acoustic applications. The acoustic parameters can be improved, for example, using multilayer samples or mixtures of different kind of fibres, and this will be an objective for future research lines.
From the point of view of the environmental problem generated by the ELT residues, the results of this work show an alternative use of a contaminating waste such as ELTs. The possibility of obtaining different textile products by thermo-compression of this type of residue and their use, in an efficient way, for acoustic applications makes these waste materials become products of high added value. However, the benefit is even greater if there is an optimization in the manufacturing process by selecting, using experimental analysis, the optimal conformation variables for its use as acoustic absorbent, making the production process more efficient with the consequent energy savings.
Footnotes
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.