
Abstract
The processing of recycled carbon fibres (rCFs) into hybrid yarn constructions is a promising recycling option, converting rCF into products with added value. Along with fibre length and strength, the sizing of rCF crucially affects their processing behaviour and subsequent composite properties. This article reports on the influence of sizing on the processing properties of rCF by mixing with polyamide (PA) 6 fibres to form a hybrid yarn construction. Moreover, resulting composite properties were studied as well. Thus, commercially available CF with thermoplastic and thermoset matrix compatible sizing in addition to pyrolyzed rCF without sizing was used for the investigations presented in this article. Results revealed that different sizing strongly influence the processing of rCF and PA 6 into hybrid yarn constructions. The opening and bending behaviour of rCF bundles with different sizing varied during the carding process so that various degrees of fibre shortening occurred. As expected, the sizing developed for thermoplastic matrix enabled the highest tensile and flexural strengths in thermoplastic composites. These findings greatly contribute to the understanding of rCF processing from different or unknown sources on industrial scale.
Introduction
In general, sizing is applied to virgin carbon fibre (CF) for two major reasons. On the one hand, the sizing protects the brittle filaments from surface cracks, hence reducing fibre damage caused by the manufacturing process and subsequent textile machinery and composite processing. 1,2 On the other hand, high adhesive strength to the polymer matrix in composites simultaneously enables maximum performance. Due to poor interfacial adhesion between virgin CF and polymer matrix, various CF surface modifications have been implemented throughout the past decades to improve the bonding forces between the fibre and the polymer. 3 –8 As a result, different CFs with suitable sizing for the respective polymer matrix are currently available on the market.
In addition to the important function of sizing acting as fibre–matrix coupling agent, which has previously been described in great detail in the literature, it also crucially affects the properties of composites manufactured from recycled CF (rCF). The reuse of rCF in fibre-reinforced composites is currently gaining momentum due to ecological and economic reasons. rCF obtained from different sources can be divided into three different categories 9 : dry fibres from production residues or waste (category 1), pre-impregnated fibres from prepreg residues or waste (category 2) and fibres reclaimed from end-of-life CF-reinforced polymer components (category 3). rCF of category 1 is still sized and possesses properties comparable to virgin CF. However, the reuse of rCF of categories 2 and 3 requires an additional process step to extract resin from rCF, which is presently carried out almost exclusively by pyrolysis technique. As a result, rCF of categories 2 and 3 does not contain any sizing agent.
In the study by Greco et al., 10 rCF are pyrolyzed from epoxy–matrix composite, which leads to very low interfacial shear strength (IFSS) during a single-fibre fragmentation test 11,12 due to the absence of sizing. To enhance the fibre–matrix adhesion, rCFs were exposed to oxidizing thermal and acid treatment to modify their surface morphology and chemistry. This results in considerably higher IFSS compared to untreated rCF, whereas thermal treatment leads to increased mechanical friction between the rCF and the matrix due to higher surface roughness. The increase caused by chemical acid treatment is attributed to the oxygen enrichment of the fibre surface. Therefore, the achievable IFSS has an enormous effect on the mechanical properties of rCF composites.
Although injection moulding components and non-woven structures are industrially established methods for producing rCF composites, the development of a textile process chain for the processing of rCF into slivers and yarn constructions has been in the focus of research and development activities for the last several years. In the study by Poeppel, 13 binder-bonded rCF sliver structures were developed from 100% rCF, which were subsequently processed into thermoset composite test specimens using tape laying and resin transfer moulding techniques. Narrow thermoplastic tapes were generated based on consolidated rCF polyamide (PA) 6 draw frame slivers, reported by Hehl. 14 Another possibility for the reuse of CF consists in the manufacturing of yarn constructions by means of flyer, ring, friction, air jet and wrap spinning technologies employed, for example, at ITM, 15 –22 DITF Denkendorf, 23,24 STFI 25 and the University of Leeds. 26 Due to their high fibre orientation and compact structure, extraordinary composite properties can be achieved with these yarn constructions. However, long fibre lengths are essential to fully exploit the high-strength potential of rCF in composites. For this purpose, a gentle processing of rCF during yarn manufacturing is required.
The application of sizing to primary high-performance (HP) fibres (e.g. glass fibre (GF), CF) leads to a relatively strong formation of fibre strands consisting of thousands of brittle single filaments. By cutting these strands, long or short fibre bundles are generated. From the study by Wolf, 27 it is already known that shortening of HP fibres occurs significantly less pronounced during the fibre-reinforced injection moulding process when fibres appear in bundles as opposed to individual fibres. This effect can be explained by critical fibre bending forces being the primary cause of fibre damage. The relatively low elongation at break of these HP fibres results in a decreased critical bending radius compared to natural or man-made fibres (e.g. cotton, polypropylene (PP), polyester). Since the bending rigidity of a fibre or a beam generally depends on the length to diameter ratio, longer HP fibres exhibit more serious damage compared to shorter HP fibres, observed in the case of both injection moulding and rCF hybrid yarn spinning. 16 The same effect causes a single HP fibre to break much easier through bending force compared to a fibre bundle containing a multitude of HP fibres with identical lengths that are held together by sizing. Hence, high fibre openness generally desired for the staple fibre spinning process aiming at high yarn quality may also result in more pronounced HP fibre damage. Different fibre lengths or fibre diameters were investigated for the examination of fibre damage; in contrast, significantly less information can be found on the effect of different sizing of HP fibres in terms of fibre damage. 16,17,28,29 For this reason, the influence of sizing on rCF on processing behaviour and composite performance is investigated within the research project presented in this article.
Experimental
Fibre selection
For the investigations presented in this article, CFs with two different sizing agents from SGL Carbon SE (Germany) and pyrolyzed CFs from ELG Ltd. (UK) with a defined cut staple length of 80 mm were used (Table 1).
Parameters of materials used for hybrid yarn manufacturing.
rCF: recycled carbon fibre; PA: polyamide.
rCF-T and rCF-E resemble rCF of category 1, whereas rCF-W belongs to category 2. This selection of rCF ensured that fibre strength and fineness were similar so that the effect of sizing on the textile processing behaviour and composite properties could be properly evaluated. However, it should be mentioned that the results yielded by different fibre types used for this research are highly specific and cannot be transferred to other CF produced by different manufacturers.
CFs with defined lengths were used to determine the extent of fibre damage occurring during different spinning process steps. Crimped PA 6 fibres from EMS Grilltech AG (Switzerland) were utilized for the manufacturing of hybrid yarn and served as thermoplastic matrix in the composite.
Web, sliver, yarn and composite manufacturing
A process chain was developed at ITM for the gentle processing of rCF and PA fibres to form a hybrid yarn construction. According to this, rCF and PA 6 fibres were mixed, carded on a roller card into a web, drawn to a sliver on a draw frame and, finally, spun to hybrid yarn on a roving frame. Detailed information is provided by Hengstermann et al. 17,18 For the manufacturing of webs consisting of rCF and PA 6, both components were mixed at a mass ratio of 60% rCF to 40% PA 6 and carded to form a web with 100 g/m2. Carding was performed by means of a modified laboratory long staple carding machine (Anton Gulliot, Germany) at the ITM.
To produce slivers with higher regularity and improved fibre mixing, drafting was carried out on a carded web using a modified HP draw frame RSB-D40 (Rieter Ingolstadt GmbH, Germany). The carded webs were fed to the drawing process (6.46 total draft) and processed into a draw frame sliver with a fineness of 4.0 ktex. Subsequently, hybrid yarns were spun using draw frame slivers on an optimized Flyer F 15 (Rieter AG, Switzerland). A constant drafting of 5.02 and twist of 60 T/m were ensured during the processing of all draw frame slivers to obtain hybrid yarns with a fineness of 800 tex. Previous investigations 18 already revealed that by increasing yarn twist (aiming at improved yarn strength), composite properties decrease rapidly. Thus, the selected twist level is the lowest possible level that still allows for the production of continuous hybrid yarn of 800 tex in favourable quality.
Finally, unidirectional (UD) composite plates with a dimension of 274 × 274 mm2 were produced using these hybrid yarns. PA 6 works as the matrix and rCF as the reinforcement material for these composites. The hybrid yarn was wound on a winding machine (IWT Industrielle Wickeltechnik GmbH, Germany) and consolidated by a laboratory press P 300 PV (Dr. Collin GmbH, Germany). Consolidation was carried out by a computer-controlled cycle under vacuum and comprised a heating step from 30°C to 280°C. A pressure of 10 N/cm2 was applied at the beginning and maintained until reaching 280°C. This pressure was kept constant for 600 s at 280°C. Subsequently, pressure was increased to 140 N/cm2, and finally, temperature was decreased to 30°C.
Fibre characterization
Tensile testing of single fibres
To investigate single-fibre strength, tensile tests were executed using a Favimat+ testing machine (Textechno Herbert Stein GmbH & Co. KG, Germany). Simultaneously, fibre fineness was measured according to DIN EN ISO 5079. Measuring device is 210 cN, gauge length is 15 mm, testing speed is 1.0 mm/min and preload is 1.0 cN/tex. Fifty single fibres were tested for each rCF type, with a density of 1.78 g/cm3.
Contact angle
The total surface energy – composed of the polar and disperse parts – of rCF and PA 6 was calculated from the results of contact angle measurements using tensiometer K 100 SF (Krüss GmbH, Germany) with the OWRK-Method (Owens, Wendt, Rabel and Kaelble). 31,32 Six single fibres of each specimen of rCF and PA 6 were tested with two different testing liquids (water and diiodomethane). The contact angles and furthermore the polar surface energy provide information about the wetting properties and give information on the adhesion behaviour of fibre and matrix.
Based on the calculated surface energy, the thermodynamic work of adhesion (WA) between rCF and PA 6 matrix was calculated using the following equation 33 :

with polar (γP) and dispersive (γD) parts of surface free energy.
SFPO test
Investigations on adhesion forces between the fibre and the matrix were carried out by using a quasi-static single-fibre pull-out (SFPO) test developed at Leibniz-Institut für Polymerforschung Dresden. In-depth details of this test device can be found by Gao et al. 34 and Scheffler et al. 35 This measuring system is also commercially available as FIMATEST (Textechno Herbert Stein GmbH & Co. KG, Germany). The PA 6 matrix material was melted inside a crucible (up to 255°C, 30 s holding time). In a second step, single rCF was embedded in the middle (embedded length 200 µm), and subsequently, matrix material was cooled down. The quasi-static pull-out tests were executed at a pull-out rate of 0.01 µm/s, and 15 to 20 samples were tested for each rCF type and the force–displacement curves are recorded. Apparent IFSS τapp in addition to frictional shear stress τf can be calculated from the following equations:


where Fmax is the maximum force, Fmin is the force after debonding, df is the diameter of CF, and le is the true embedded length. 36,37 Fibre diameter and true embedded length were measured by means of an optical microscope. Test software calculates also resulting work that is needed to fully debond the fibre, Wdebond, and work that is required for pulling the fibre out after debonding due to friction, Wpullout, and Wtotal (Wdebond + Wpullout) automatically.
Characterization of textile processing
Previous research results revealed that rCF web manufacturing based on the carding process leads to the highest level of fibre shortening compared to subsequent drawing and spinning processes. There are many parameters of a carding machine to be regulated, for example, roller speeds, roller distances and card clothing, which enable gentle rCF processing. However, fibre shortening also significantly depends on the geometric dimensions of rCF, particularly in terms of fibre length and bundle diameter (=number of fibres in a bundle) as well as several other effects caused by the sizing. If a critical ratio of bundle length to diameter is reached, bending forces exceed a certain level within the carding process, causing bundles to break. The bundle diameter is mainly influenced by the number of fibres of the primary CF roving and the applied sizing, because it fixes the single fibres in the bundle. A sizing agent with a higher adhesion would therefore give a higher protection against diameter reduction of the bundle. However, sizing can also protect bundles from bending forces due to an increase in bundle stiffness. Lastly, a smooth fibre surface ensured by a suitable sizing decreases friction between fibres and card clothing, therefore, supporting a more gentle carding process. To investigate the effect of different sizing during the carding process, the bundle bending and opening behaviour of rCF were tested.
Bundle bending test
To understand the fibre damaging or rCF while carding, the bundle bending behaviour of different rCF types was investigated. For this, a simple test device was developed to test rCF bundles with different number of fibres (see Figure 1). This test device is used, because the cantilever principle is unsuitable for the extremely thin and fragile rCF bundles, especially for the unsized rCF-W; 15–20 samples of bundles with a fibre amount ranging from approximately 100 to 5000 fibres of each rCF type were randomly selected and placed on two razors blades with a distance L of 70 mm. Images of the tested bundles were recorded by a camera mounted onto an tripod. These images (6000 × 3376 pixel, 350 dpi) were analysed by means of ImageJ software (public domain), where the deflection distance f was measured based on the number of pixels.
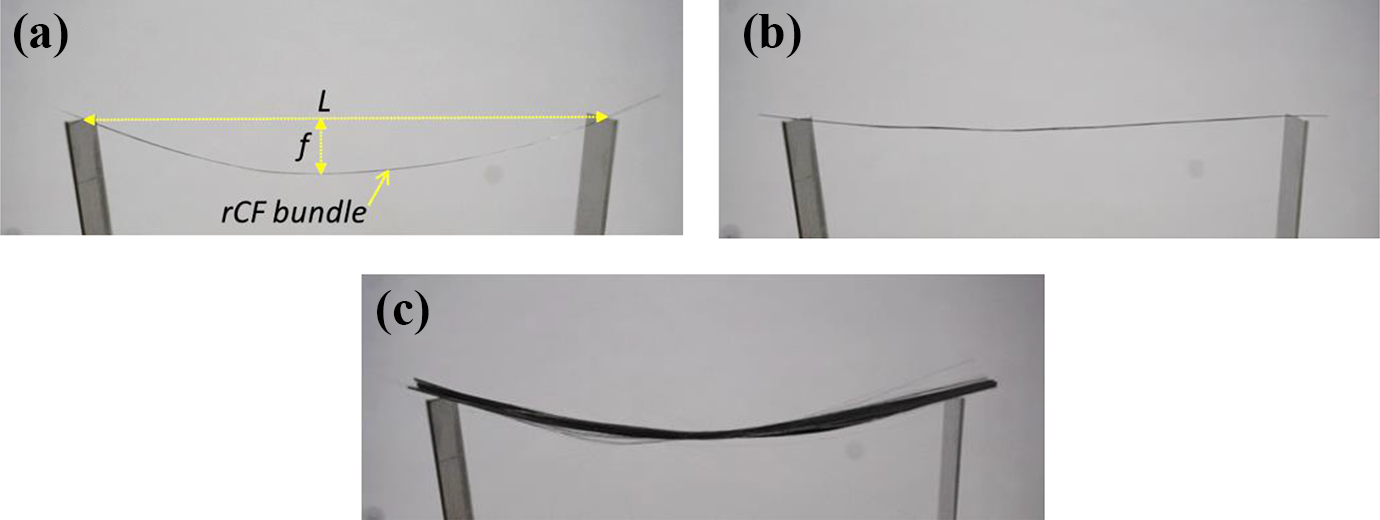
Bundle bending test: (a) Sample of rCF-T bundle test with distance L: 4524 of razor blades and deflection of bundle f:321 (in number of pixels) and bundle GD value: 412; (b) rCF-E sample with L:4524, f: 114, GD: 1462; (c) rCF-W sample with L:4524, f: 367, GD: 3778.
To quantify the number of fibres per bundle, the tested bundles were scanned subsequent to testing by the scanner Perfection V550 (Epson K.K., Japan) and image processing software (brightness/contrast: 0/0). Each pixel value of every millimetre of the bundle was counted by a developed Matlab software tool (The MathWorks Corp., Natick, Massachusetts, USA), followed by the determination of the greyscale density (GD) mean value. Based on the study by Hengstermann et al., 15 it is already known that the GD increases linearly with an increasing number of fibres per bundle.
Bundle opening behaviour in carding process
The bundle opening behaviour of different rCF types throughout the carding process was evaluated by use of image processing of carded webs. For this purpose, fibre bundles of each rCF type were fed into the roller card based on identical arrangements (see Figure 2) for the manufacturing of a web with a weight of 3 g/m2. The produced webs were scanned by an Epson Perfection V550 and image processing software (brightness/contrast: 0/0, 1200 dpi) (see Figure 2). In a final step, a greyscale histogram was generated by ImageJ software, starting from pixel value 0 (pure black) to 255 (pure white).
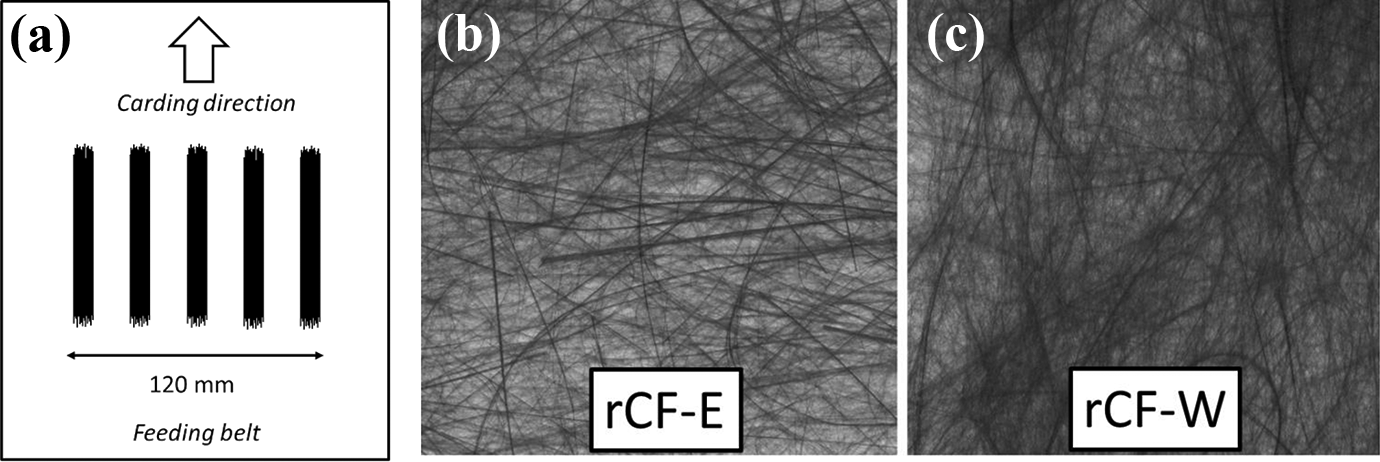
Arrangement of fibre bundles on feeding belt on the roller card (a), and sample pictures of scanned (b) rCF-E and (c) rCF-W card webs.
Fibre length
As fibre shortening is a major challenge for the processing of brittle rCF into webs, nonwoven, slivers or yarns, an effective fibre length measuring system is required. According to the state of the art, there is currently no suitable, commercially available fibre length testing system for the adequate and reliable length determination of long rCF measuring up to 150 mm. 15 For this reason, an alternative and promising image processing technique for the fibrograph method 38 was introduced by Hengstermann et al 15 for rCF length measuring, by counting the greyscale values of each pixel of the scanned fibre beard images for the subsequent fibrogram calculation. This system has been constantly enhanced since.
Fibre beards were prepared from an rCF web with a metal fibre clamp including rubber covering and a fine comb. They were then digitalized by the scanner Perfection V550 and image processing software (brightness/contrast: −10/0, 600 dpi). Each pixel value was counted and computed by Matlab software to a fibrogram and mean length (ML) and upper half ML (UHML; by number) can be calculated. Ten samples were taken from each carded web with different rCF types to investigate fibre shortening; for example, three specimens are shown in Figure 3. To compensate for the clamping length, a correction summand of 8.1 mm was used. Since PA 6 fibres are significantly disturbing rCF image detection, the webs for fibre length measurements were manufactured without PA 6.
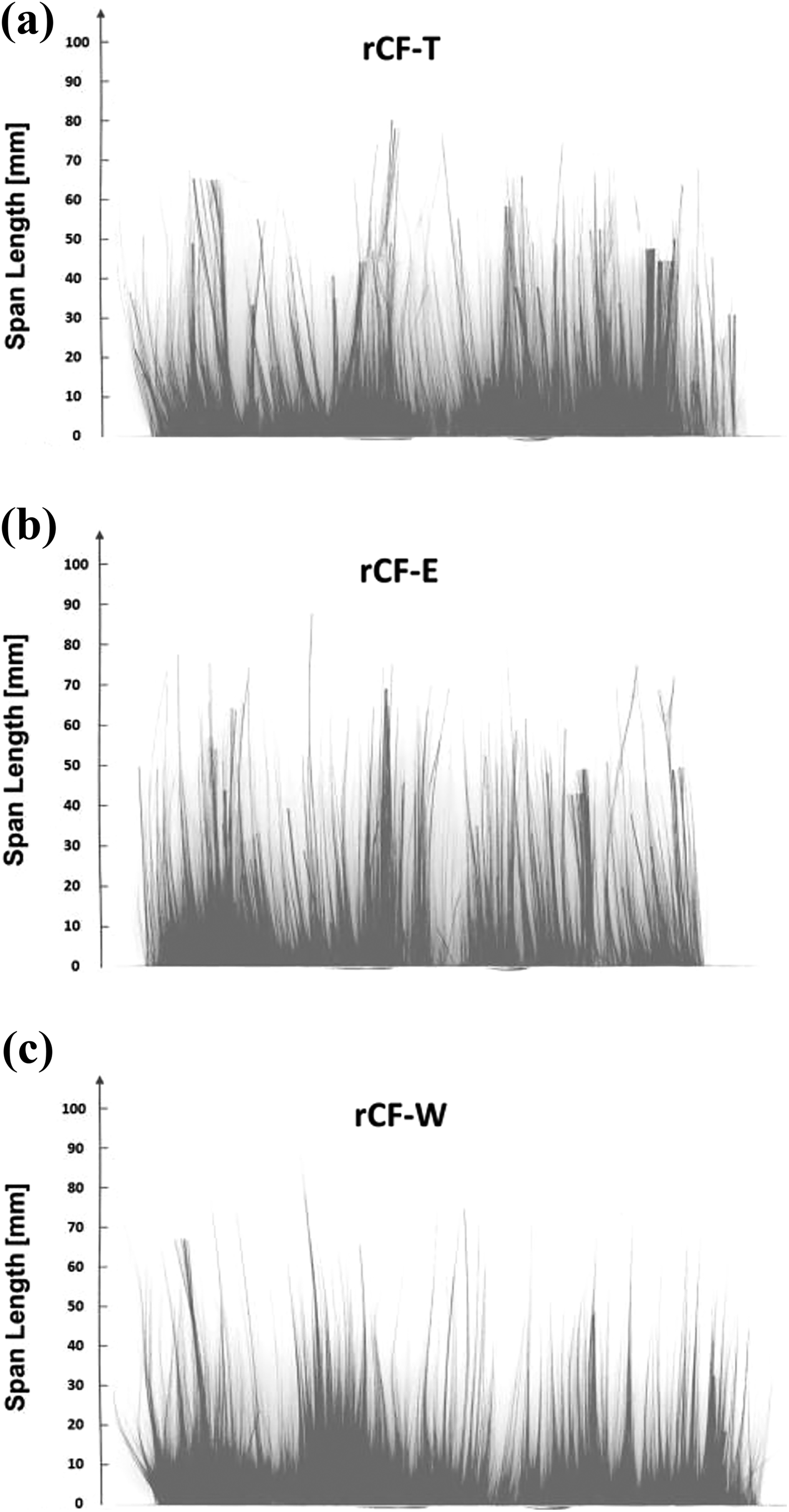
Samples of scanned fibre beard of (a) rCF-T, (b) rCF-E and (c) rCF-W.
It should be mentioned, however, that the UHML should always be given to enable a better understanding of rCF fibre length because, in general, there is no normal distribution of rCF length after a carding process of 100% rCF; this is considered relatively atypical for a staple fibre spinning process. Typically, natural or man-made fibres (e.g. cotton, polyester) are normal distributed throughout the entire spinning process, thus allowing for a uniform drawing process. Figure 4 presents a simplified distribution diagram based on the number of rCF (uniform length: 80 ± 1 mm) prior to and after carding, where it is supposed that half of the fibres break in the middle during the carding process. This results in a mixed distribution, that is, two normal distributions with one ML (μ) and one deviation (σ). Hence, the ML value alone based on fibrograph testing will not yield meaningful information on the true fibre length distribution of rCF after carding.
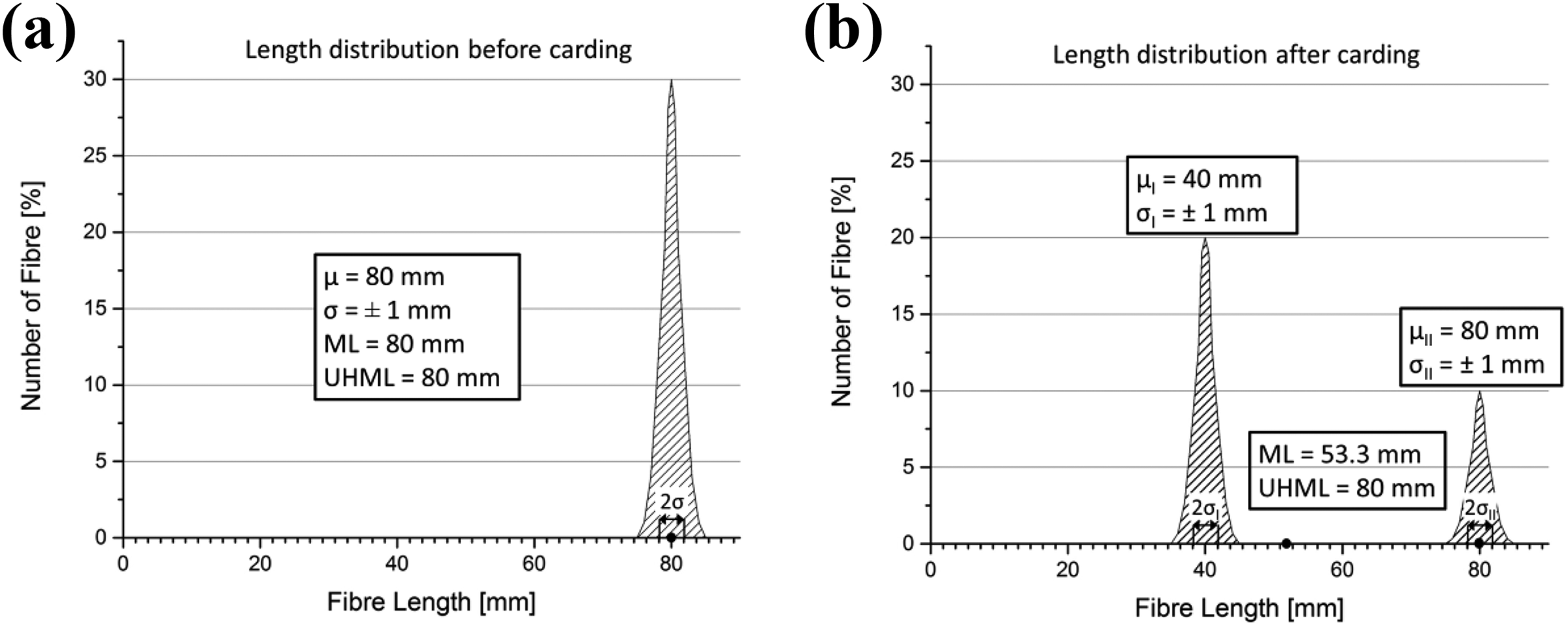
Exemplary simplified distribution diagrams based on the number of rCF (length 80 ± 1 mm) before (left; (a)) and after carding (right; (b)).
Characterization of composite properties
Fibre volume ratio
The rCF content of UD thermoplastic composites produced from hybrid yarns was determined by means of a muffle furnace in accordance with DIN EN ISO 1172: 1998. The UD composite specimen was weighed; subsequently, it was heated to 450°C for 1 h to completely burn off the PA 6 matrix from the specimen, and then weighed again. For this purpose, a composite specimen of about 1 g was selected. The fibre volume ratio (ϕ) can be calculated based on the weighted mass ratio (ψ) prior to and after the burn-off procedure by means of equations (4) and (5):


Tensile and flexural properties
The testing of the tensile properties of the UD thermoplastic composite specimen is performed by use of the device Z 100 (Zwick GmbH and Co. KG, Germany) in accordance with DIN EN ISO 527-5. A crosshead speed of 2 mm/min and a test length of 150 mm were used for the tensile test. Elongation was measured by an optical sensor. A minimum of 10 measurements were taken to obtain an average value. Flexural properties were also investigated on the Z 100 through a four-point flexural test according to DIN EN ISO 14125. The distance between supporting pins and loading pins was 66 and 22 mm, respectively, whereas pretension was set to 3 N and 2 mm/min was selected as testing speed. Ten samples were measured for each rCF composite type.
SEM images
To investigate the fibre surface of rCF in addition to the fracture behaviour of the composites, scanning electron microscopic (SEM) images were taken with a Quanta SEM (Thermo Fisher Scientific Inc., Waltham, Massachusetts, USA).
Results
Influence of sizing on surface properties and fibre to matrix adhesion
Results of single-fibre strength tests exhibit nearly identical mean values for all three rCF types, whereas the standard deviation of all types was relatively high (see Table 2). Nevertheless, all three fibres show an appropriate basis for comparison due to almost equal mean single-fibre strength and fineness.
Tested strength, fineness and surface energy values of rCF and PA 6.
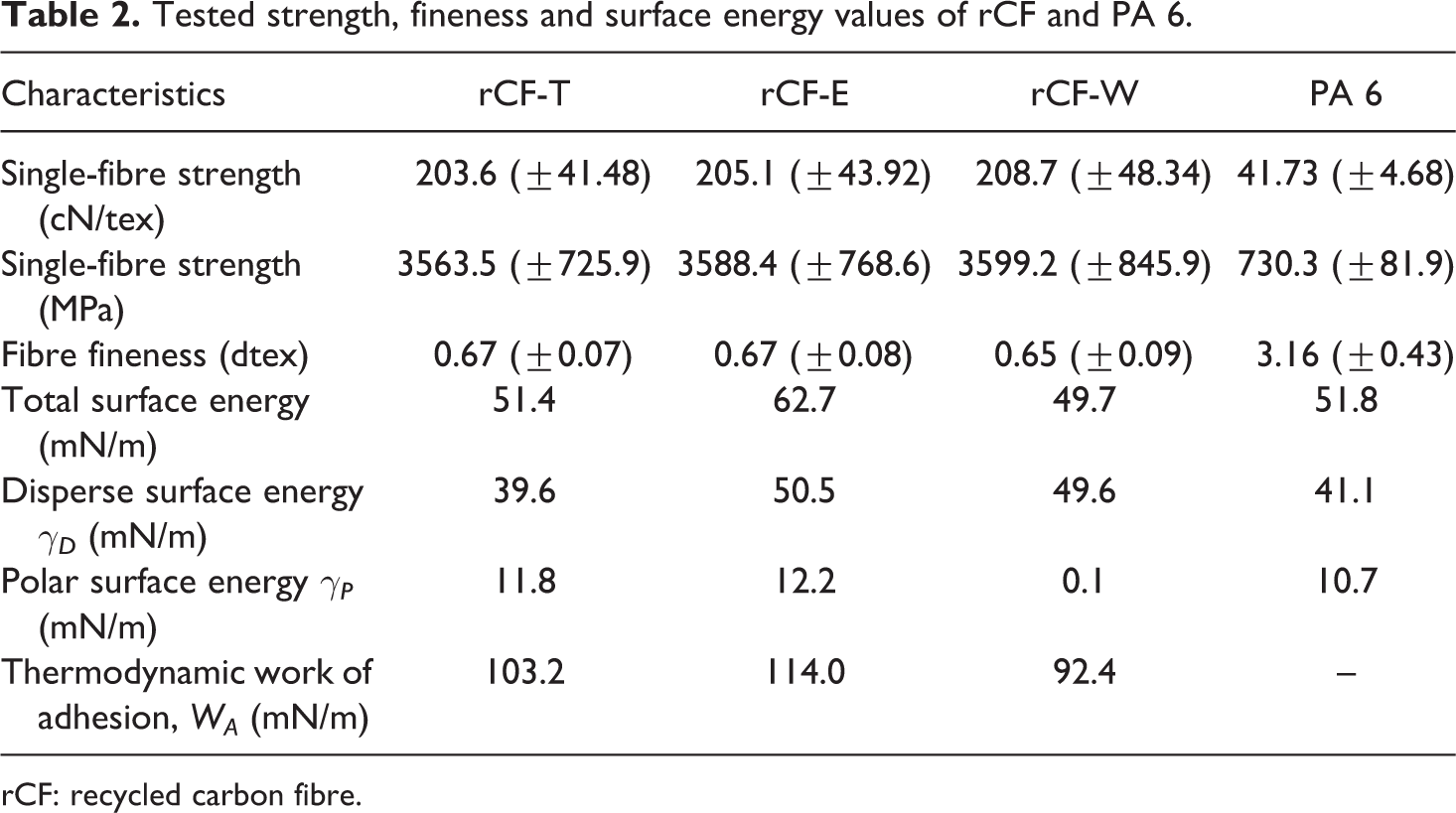
rCF: recycled carbon fibre.
Results of contact angle testing exhibit the highest surface energy for rCF-E and WA for rCF-E in combination with PA 6 matrix. However, the strongest adhesion occurred in the case of rCF-T and PA 6 as their total surface energy had nearly identical values (see Table 2). This indicates enhanced compatibility of both components in a composite. 39 It can also be seen that almost no polar properties were determined on the rCF-W surface, suggesting that nearly no sizing remained on this rCF type. The SFPO test results confirm this behaviour of different rCF types. As presented in Figure 5 and Table 3, the tested rCF-T possessed the highest maximum force, IFSS, debond and total work. In general, a high scatter is observed for all tested fibres, which is related to rather inhomogeneous surfaces. This is confirmed by the SEM images in Figure 6 revealing differently covered rCF-surfaces in the initial state before SFPO test in the case of rCF-T and rCF-E (here merely the lower side of the fibre seems to be covered by sizing). However, also in the case of rCF-W polymer, residuals have been detected during SEM imaging. In comparison with rCF-E and rCF-W, the shape of the received curves of rCF-T varies the most, which seems to be related to two characteristically failure modes: (i) the crack is deflected to the PA matrix, so that matrix material is deformed and still attached to the surface (as can be observed for Figure 6; rCF-T #1) and (ii) the crack grows very near along the fibre surface revealing the grooved rCF-structure without sizing or matrix residuals (as can be observed for Figure 6; rCF-T #2). Apparent IFSS of rCF-E and rCF-W was approximately 7% and 23% lower than that of rCF-T. Although nearly no polar groups were found on the rCF-W surface, the pull-out test suggested high adhesion to the matrix. As already discussed in the literature, this may be a result of the rough fibre surface due to the pyrolysis process, which leads to matrix adhesion being mainly enabled through high mechanical friction. 10,32 It should be also noted that in the case of rCF-W 6 of 20 tested, samples were not considered for the determination of interfacial parameters because of fibre failure instead of pull-out. For rCF-T and rCF-E, fibre failure occurred for 2 and 4 samples, respectively. The tensile strength of rCF-W was measured on the same level as for rCF-T and rCF-E; however, it could be possible that the non-sized rCF was easier to be damaged during sample preparation or the achieved IFSS was high enough to enable fibre breakage. In this case, the interfacial parameters of rCF-W are somewhat underestimated. SEM images of rCF-W may confirm this assumption (see Figure 6). The unsized rCF-W surface is highly grooved before SFPO test. After SFPO testing, these grooves are fulfilled with matrix material. The rCF-E surface showed no significant differences prior to and after pull-out tests.
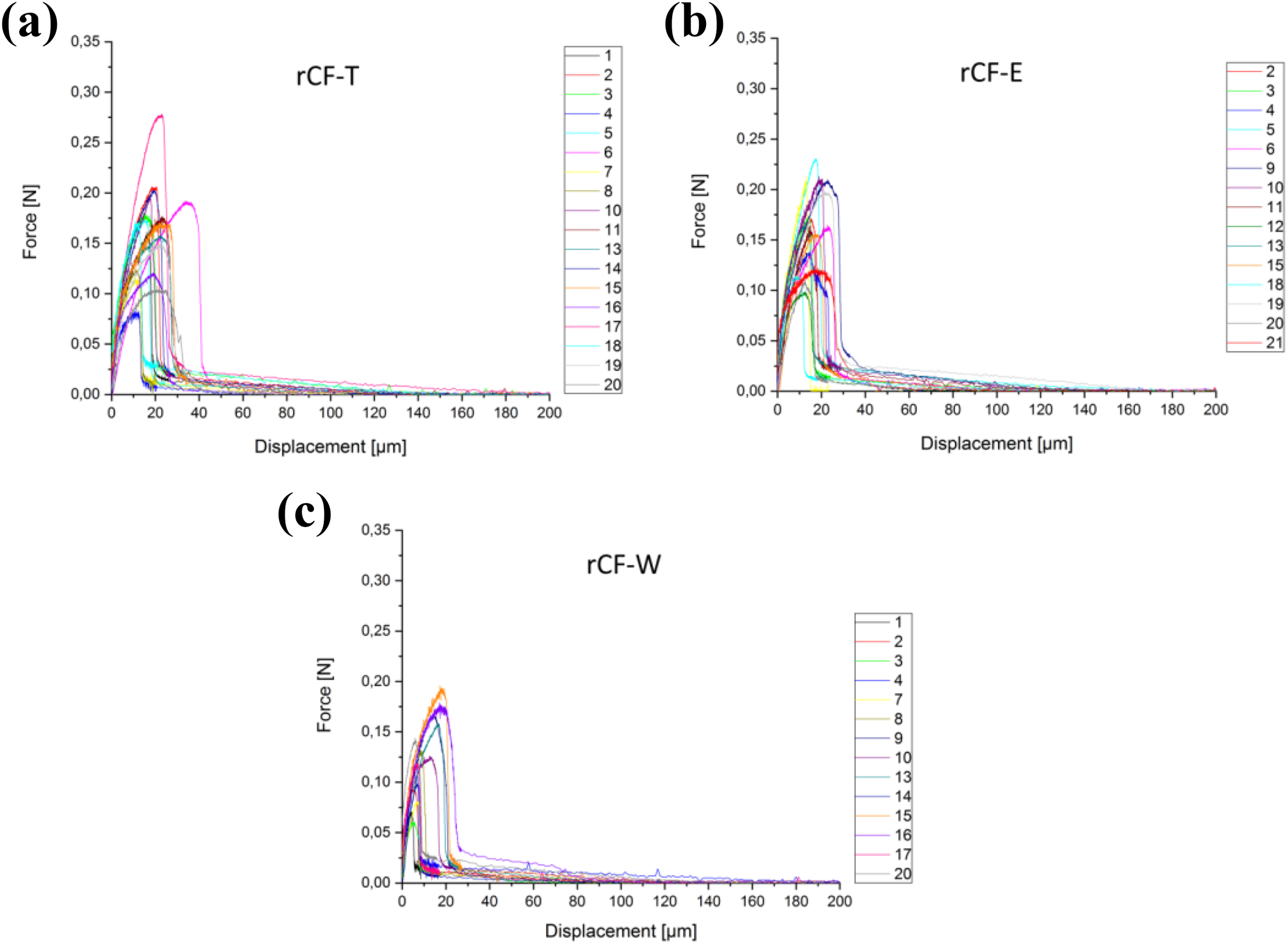
Force–displacement curves of different rCF types: (a) rCF-T, (b) rCF-E and (c) rCF-W.
Interfacial parameters of different rCF types.
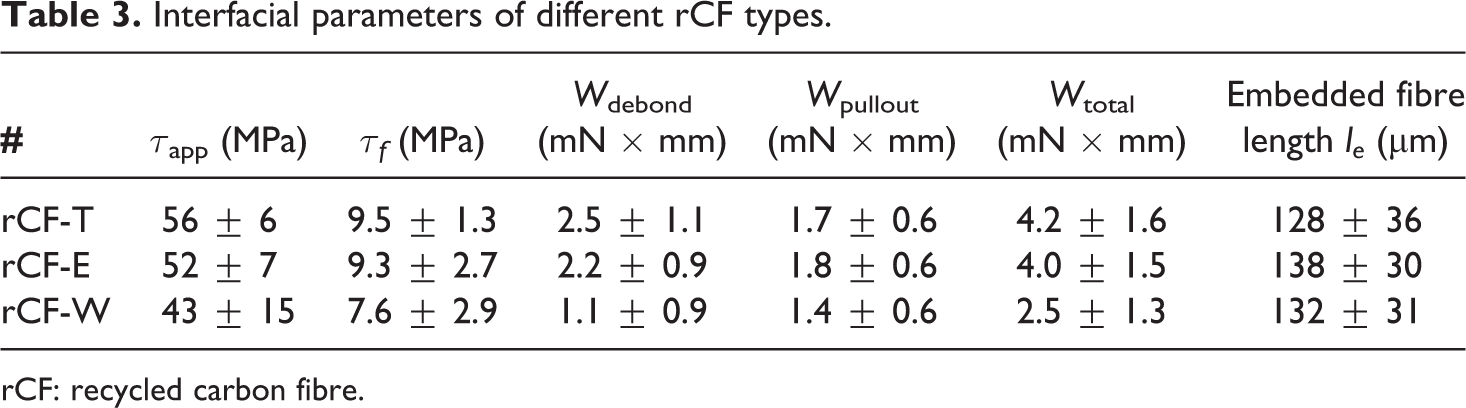
rCF: recycled carbon fibre.
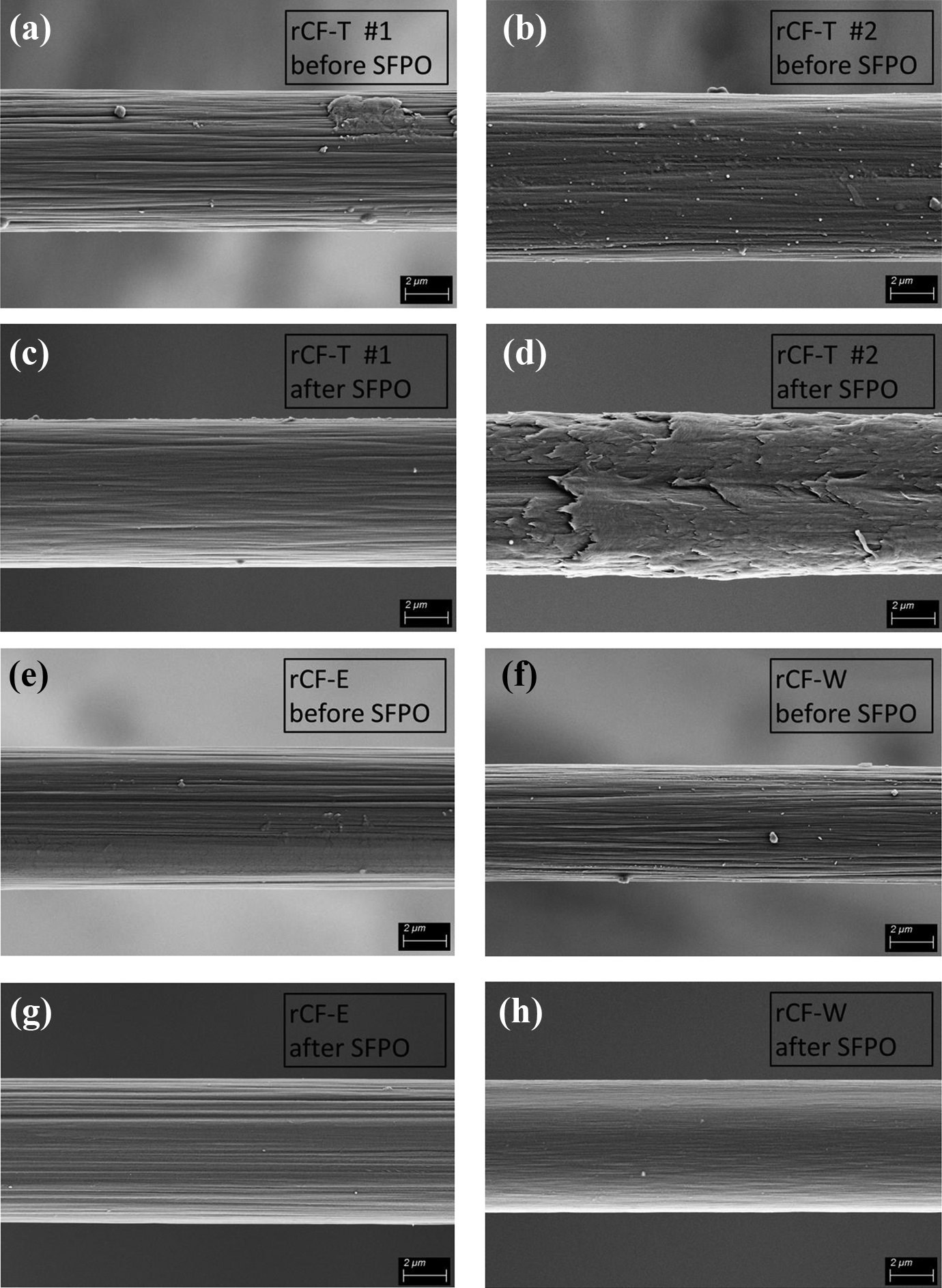
SEM images of rCF-T, rCF-E and rCF-W prior to (a, b, e, f) and after SFPO test (c, d, g, h).
Influence of sizing on textile processing
Tested bundles of different rCF types yielded greatly varying bending behaviour results, as illustrated in Figure 7. While values of deflection f of rCF-E present a strong relationship to the measured bundle GD (coefficient of determination R2: 0.85), values of rCF-T exhibited more pronounced variations (R2: 0.68). This can be attributed to an non-uniform application of rCF-T sizing. The bending behaviour of rCF-W bundles show a significant difference to the respective bundle GD (R2: 0.0054) compared to rCF-T and rCF-E. A high bending deflection was measured regardless of bundle thickness. Clearly, the reason for this lies in the absence of sizing so that less fibres were connected within the bundles. This resulted in a very low resistance of rCF-W to bending forces, and a high fibre shortening of unsized rCF-W is expected during carding.
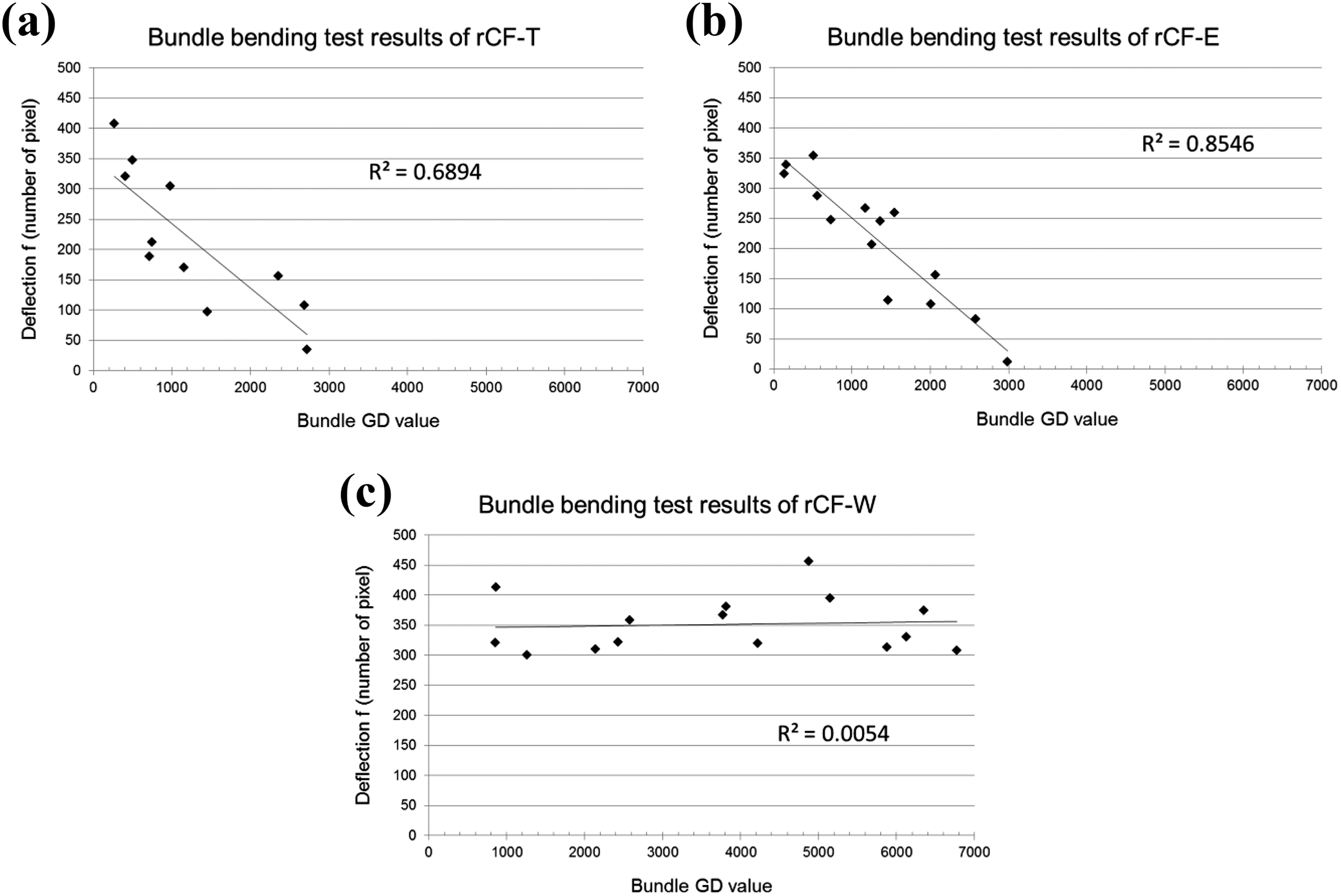
Results of bundle bending test of (a) rCF-T, (b) rCF-E and (c) rCF-W.
Moreover, the bundle opening behaviour during the carding process is highly influenced by the sizing, as unveiled by results illustrated in Figure 8. Due to increased fibre opening, more single fibres appeared in the carded web; as a result, the web became denser, as illustrated in Figure 2. Thus, pixel values of a scanned rCF-W web contained less background white and more dark grey. As rCF-T webs simultaneously tend towards a higher fibre openness compared to rCF-E, an increase in fibre damage may be caused by this behaviour.
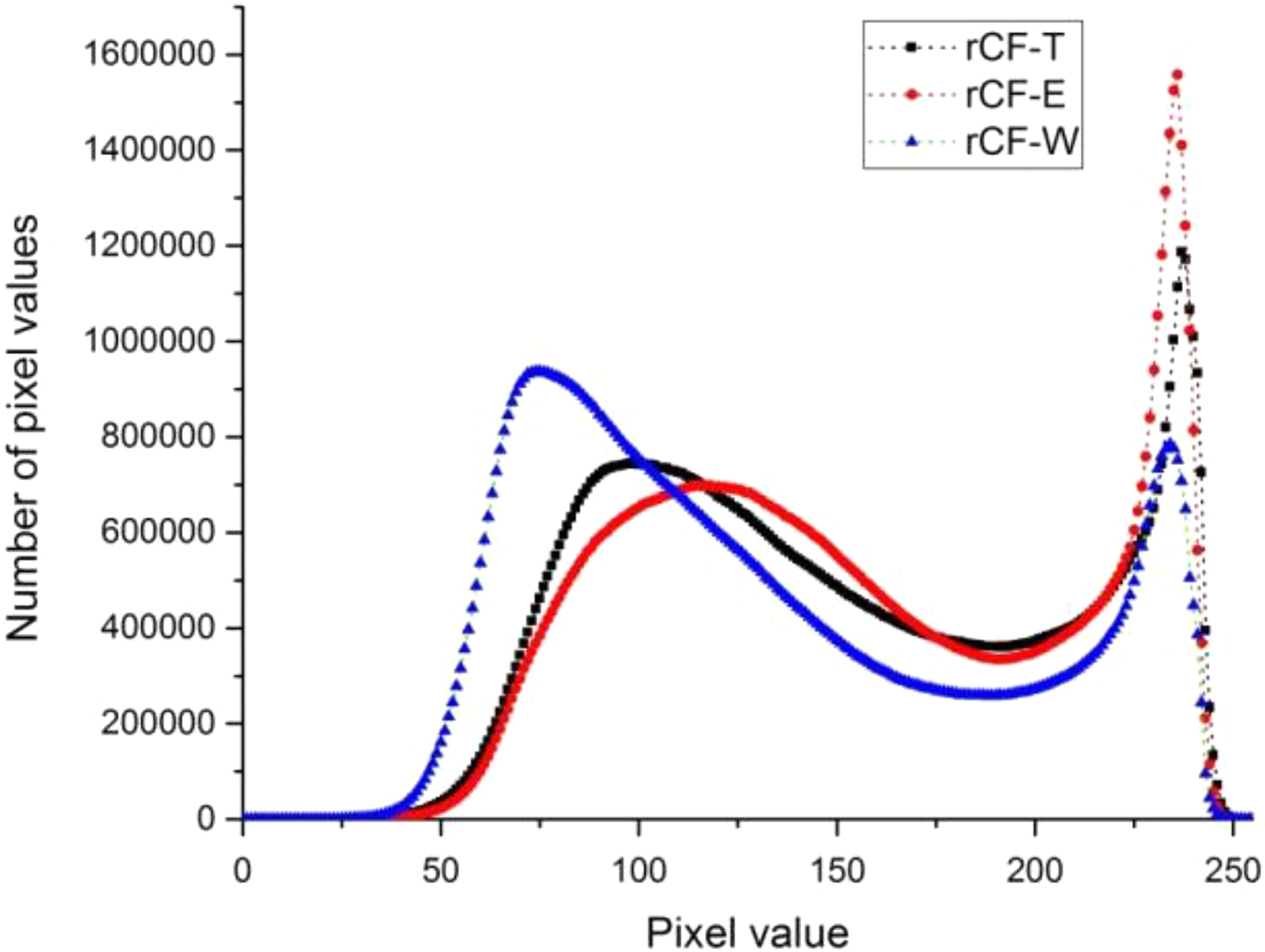
Histogram of scanned webs from pixel value 0 (pure black) to 255 (pure white) consisting of different rCF types.
Assumptions in terms of increasing fibre damage due to higher bundle bending and bundle openness behaviour were clearly proved by fibre length measurements after carding. These results are shown in Figure 9. As can be seen from the diagram, rCF-E possessed the highest UHML and ML of all three types. The ML of the upper (=longer) half of the fibres (=UHML) almost equalled the cut length before carding, that is, around half of the rCF were not damaged throughout the carding process and retained their original length. The ML of rCF-T was about 18% lower compared to rCF-E, whereas rCF-W exhibited a drastic reduction in UHML and ML. Length reductions of both rCF-T and rCF-W can be explained by lower bundle bending stiffness and higher openness behaviour of rCF bundles, which has already been discussed.
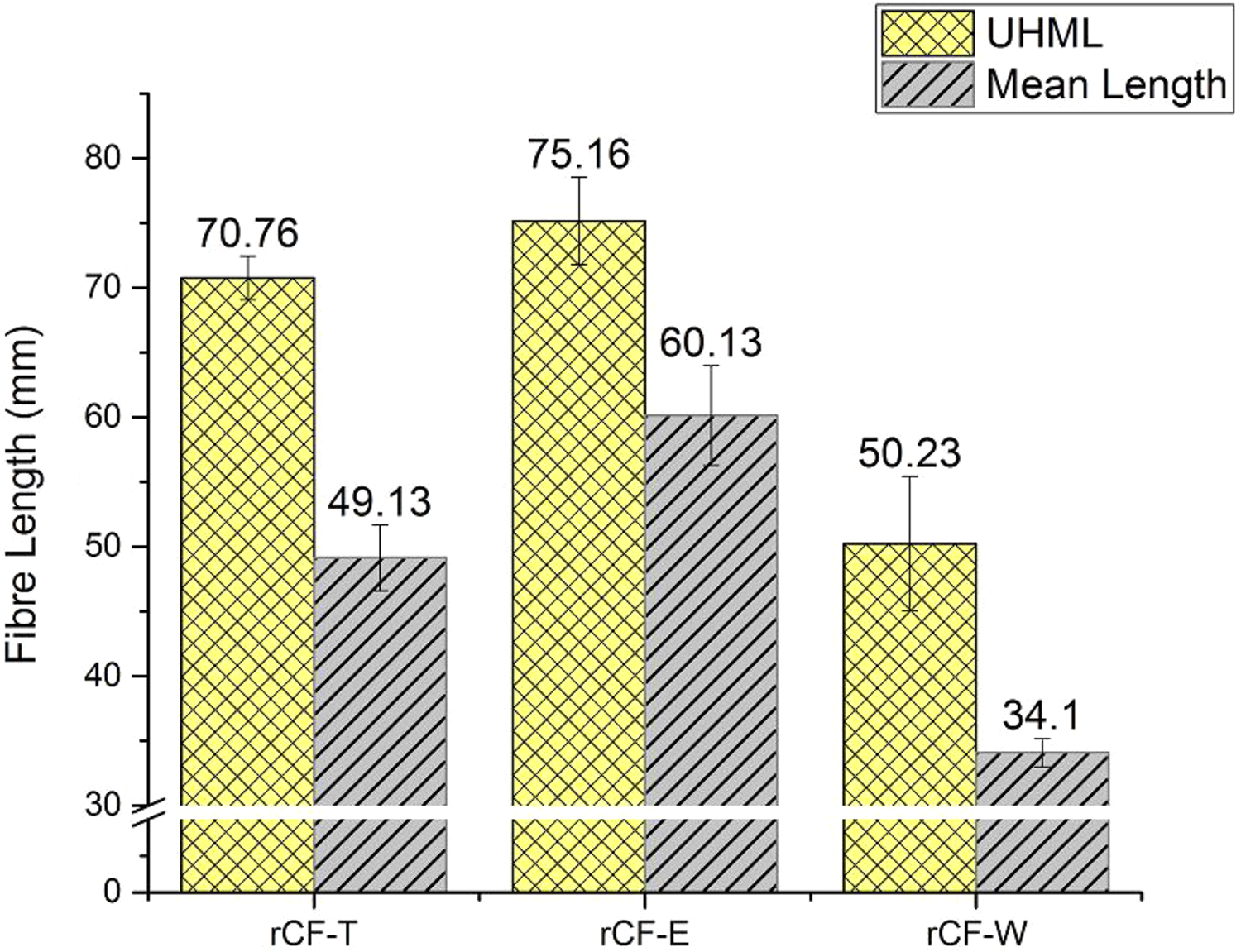
UHML and ML of different rCF types after carding.
Influence of sizing on composite properties
As the stiffness and strength of rCF hybrid yarn composites depend on different parameters, such as fibre length, content, orientation and sizing as well as yarn twist, a short theoretical examination of important influencing factors will be provided in the following paragraphs.
Because of the complex structure of the twisted rCF yarn with waved and helical fibre formation, no adequate model for the prediction of the minimum fibre length in composite is currently existing. Several investigations are done with a straight fibre formation in the past to predict the minimum mean fibre length to achieve maximum composite values with short fibres, for example, according to Cox, 40 Kelly and Tyson, 41 Thomason and Vlug 42 and Thomason et al. 43 Thomason proved that, for example, for GF-reinforced PP injection-moulded composites, a mean fibre length of 7 mm is needed to obtain 90% of the ultimate tensile strength of UD composites σuc. 44 Corresponding calculations for various rCF types and PA 6 can be performed using equations (6) and (7):

with rCF strength σf = 3.5 GPa, IFSS τ = 56/52/45 MPa for rCF-T/-E/-W, volume fraction Vj = 50%, matrix strength σum = 80 MPa and critical length Lc according to

with a fibre diameter D = 6.8 µm and an ML Lj of only 2 mm is needed for each type. This difference can be explained by the significantly higher fibre–matrix adhesion of rCF in PA matrix (τ = 45–56 MPa) compared to GF in PP matrix (τ = 8 MPa). However, it is assumed that only a very low percentage of fibres <2 mm occurs in rCF PA 6 composites because, during the yarn manufacturing process, these very short fibres are removed through dust extractors in roller card, draw and roving frame. Therefore, this model does not explain the different composite tensile strength values of rCF PA 6 composite reported by Hengstermann et al. 16,18
Thomason also investigated that an increase in fibre volume up to 70% causes the composite stiffness of fibre-reinforced polymers manufactured by injection moulding to increase linearly up to the maximum fibre content, whereas tensile strength reaches its maximum and decreases afterwards. 45 This decrease in tensile strength at higher fibre volume fractions can be attributed to a continuous decrease in IFSS. Different authors 46 –49 suggested that residual interfacial radial compressive stresses contribute significantly to the IFSS in thermoplastic–matrix composites due to different thermal heating and cooling processes of fibres and matrix involved in the composite manufacturing process. This assumption potentially implies that a distinct higher mean fibre length is necessary to tap the full potential of the rCF in thermoplastic composites with high-fibre volume content.
For the manufacturing of hybrid yarn, the rCF volume ratio can be arbitrarily set between 0% and 100%; moreover, complete uniformity in terms of the mixing level of rCF and PA 6 fibres cannot be achieved. Thus, macroscopic dry spots can appear in the composite whereby tensile strength decreases. However, this did not apply to our research since deviations of the composite values were relatively low and a high composite strain was achieved. In addition, previous investigations revealed that these dry spots may appear at an rCF volume content exceeding 60%.
Fibre length also has a considerable effect on fibre orientation throughout the yarn spinning process. From cotton spinning, it is well known that a high amount of short fibres leads to higher yarn hairiness and uneven yarn structures with thick and thin areas. Particularly in terms of very stiff rCF, fibre orientation in the yarn direction decreases as shorter fibres may not be able to twist around the yarn.
The influence of yarn twist on composite manufacturing is shown by Hengstermann et al. 18 and Shah et al., 50 revealing that an increasing level of yarn twist causes the tensile modulus and strength of a composite to rapidly decrease. However, the effect of twist was neglected in this investigation due to similar twist levels.
Finally, the sizing of reinforcement fibres has a significant impact on mechanical performance as well due to the direct influence of IFSS as previously discussed.
In summary, it can be concluded that the different parameters of rCF yarn influencing composite properties were highly complex in our case and further theoretical and experimental investigations will be done for a deeper understanding.
The ratio of fibre volume must be known to enable the investigation and comparison of the composite properties of different rCF types in this article. Results in Table 4 show nearly identical fibre volume ratios, which enabled a comparison between tested tensile and flexural values.
Fibre volume ratios of different composite types.
rCF: recycled carbon fibre.
Composites containing rCF-T possessed the highest tensile and flexural strength values, whereas different Young’s modules showed nearly identical values, respectively, as presented in Figure 10. The high tensile and flexural strength can be mainly attributed to the sizing specifically developed for thermoplastic matrix and allowing for maximum composite strain. Highly similar stiffness values suggest that the critical fibre length for maximum stiffness of all three rCF types was achieved.
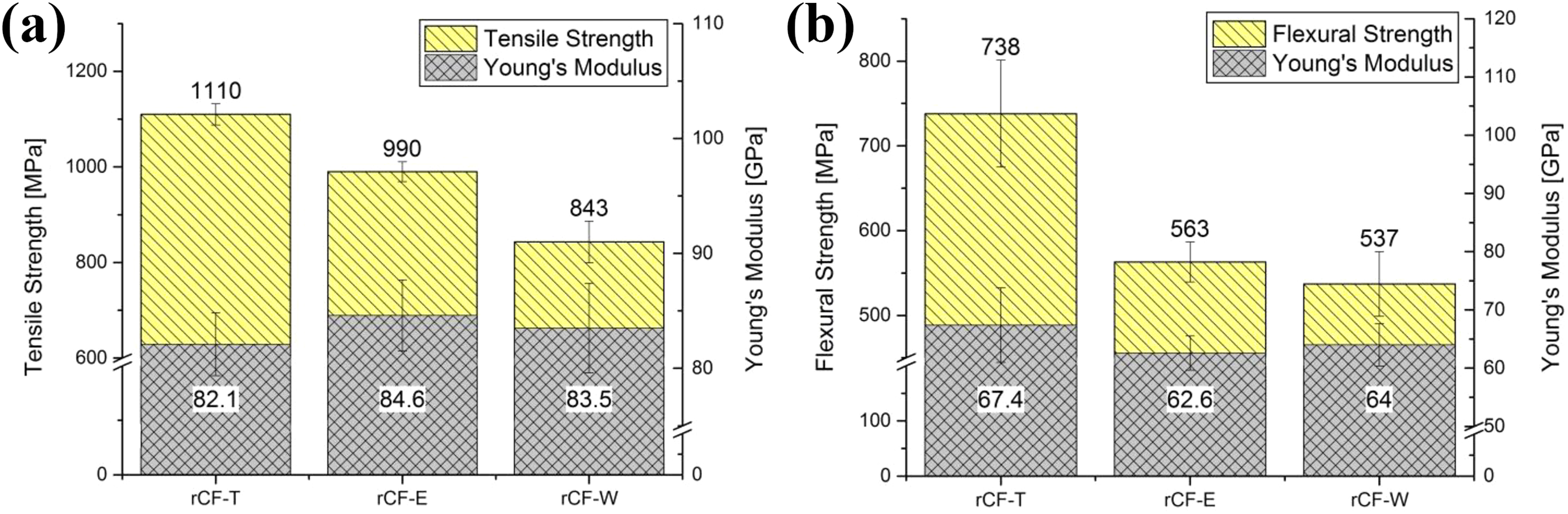
(a) Tensile and (b) flexural results of UD composites in 0° direction consisting of different rCF types. Tensile strain is 1.30/1.08/0.97% and flexural strain is 1.33/1.08/1.03% for rCF-T/-E/-W, respectively.
In contrast, the fibre shortening that occurred in the rCF-T manufacturing was higher compared to rCF-E, which means that the mechanical properties may be further enhanced by an even more gentle processing of rCF-T. The rCF-W fibres showed the highest fibre shortening in the yarn manufacturing process as well as the lowest IFSS, individual influences of the resulting tensile and flexural properties could not be unambiguously determined.
Sample SEM images of crack analyses based on tensile testing are presented in Figure 11. The first image shows a sharp composite break of rCF-T–PA 6 with only a few fibres protruding out of the matrix due to very high fibre–matrix adhesion while most fibres broke at the crack. Both other images represent an rCF-E and rCF-W composite crack, where a large amount of fibres was pulled out as a result of lower adhesion to the thermoplastic matrix.
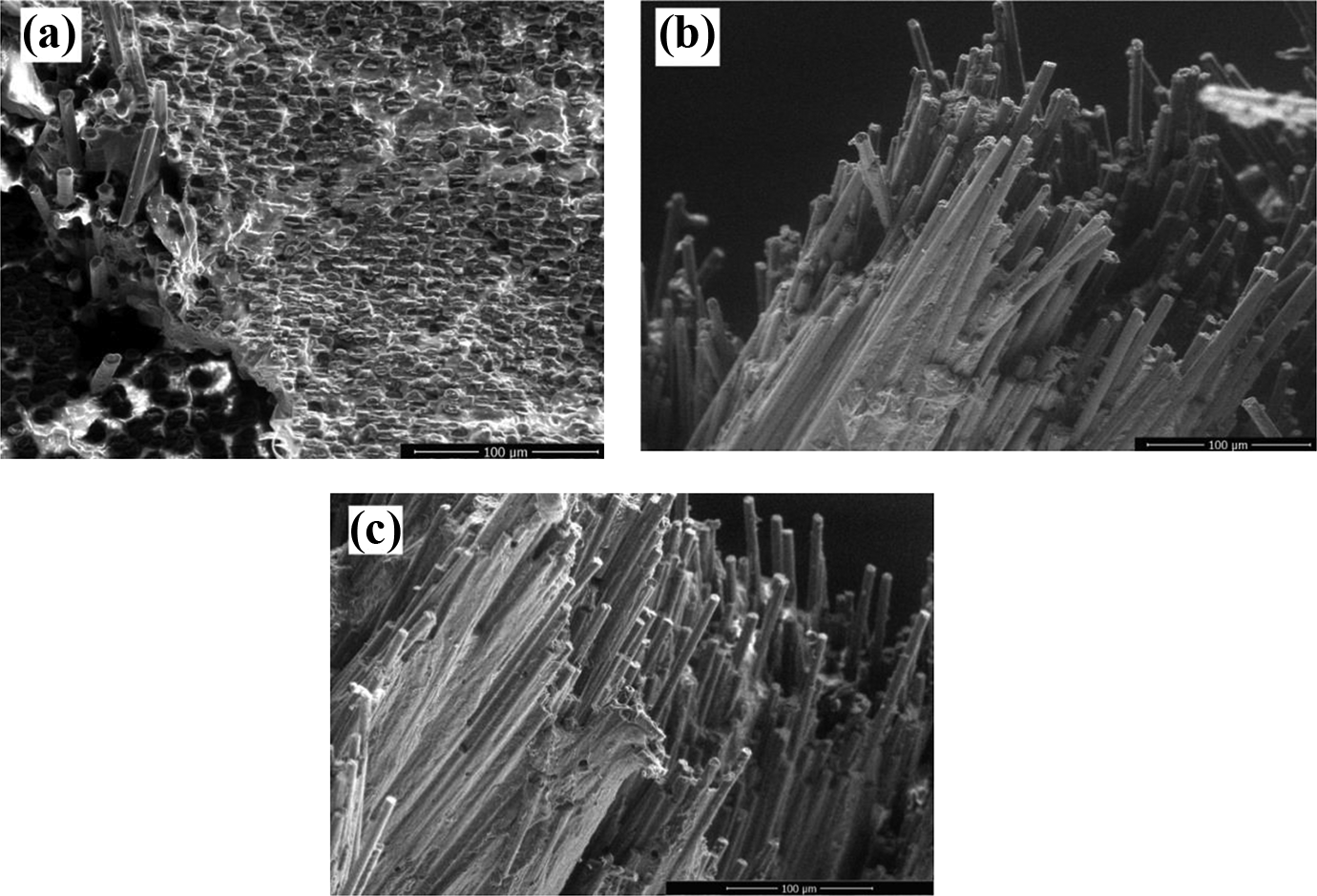
Crack analysis of rCF-T (a), rCF-E (b) and rCF-W (c) composites after tensile testing.
Conclusion
The development of hybrid yarn consisting of rCF and PA 6 presents an interesting alternative for the reuse of CFs while simultaneously achieving high composite material properties. However, a broad knowledge of different parameters involved in the manufacturing process is needed to ensure high quality of yarns and composites. Within this article, different sizing for rCFs were investigated, and results unveiling the enormous influence of sizing on both the manufacturing process and composite properties were presented.
As expected, the carbon sizing specifically developed for PA matrix generated the highest matrix adhesion during SFPO tests and the most favourable composite tensile and flexural properties compared to rCF with epoxy sizing and pyrolyzed rCF without sizing. However, the lowest degree of fibre shortening caused by the carding process was observed for the epoxy sizing, resulting in a more uniform bundle bending behaviour and low bundle opening. Hence, high fibre openness – generally desired for carding processes – cannot be recommended for this specific type of rCF processing due to greater damaging. Rather, an adequate compromise must be found between fibre openness and resulting web quality.
A basic theoretical examination of the resulting properties of rCF hybrid yarn composites suggested interdependence of various influencing factors, such as fibre length, content, sizing and yarn twist. In particular, the effect of rCF fibre length in composites is highly complex and has not yet been fully understood. In conclusion, further research is required in this context and will be executed soon.
Footnotes
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: Results are based on the research and development project 3DProCar which is funded by the Federal Ministry of Education and Research as part of the concept ‘Innovations for the Production, Service and Work of Tomorrow’ with funding from the Energy and Climate Fund (support code 02P14Z020–02P14Z030), managed by the Project Management Karlsruhe.