
Abstract
This paper represents the first effort aimed to study the interdependence of mercerization, moisture absorption and mechanical properties of sustainable Phoenix sp. fibre-reinforced epoxy composites fabricated by compression moulding technique. The investigation was carried out by varying the fibre length (10, 20 and 30 mm), fibre volume fraction (10%, 20%, 30%, 40% and 50%), concentration of sodium hydroxide for fibre treatment (5%, 10% and 15%) and immersion temperature (10℃, 30℃ and 60℃). The fibre–matrix interface and failure mechanism was studied by using scanning electron microscopy. The results revealed that the moisture absorption rate increased with the increase in fibre length, fibre volume fraction and immersion temperature result in loss of tensile and flexural properties. The moisture absorbed samples shows 15% and 7% drop in tensile and flexural strength, respectively. However, this loss was less in mercerized fibre-reinforced composites.
Introduction
Increasing environmental awareness and stringent policies around the world against the usage of synthetic materials make the researchers to focus on energy efficient green materials for various industrial applications in the recent days. In particular, composite materials consisting of synthetic fibres and polymer matrix are used by various industrial sectors like aerospace, automobile, construction and packaging. But the environmental policies forced these industries to search for new green reinforcement materials (lignocellulose fibres) as an alternative for synthetic fibres. Compared to synthetic fibres, the lignocellulosic fibres have several advantages like renewability, availability, bio-degradability, non-toxicity, economic viability, enhanced energy recovery and good mechanical properties. Moreover, these fibres are directly obtained from natural sources makes them more attractive in terms of environmental awareness and sustainability [1–8].
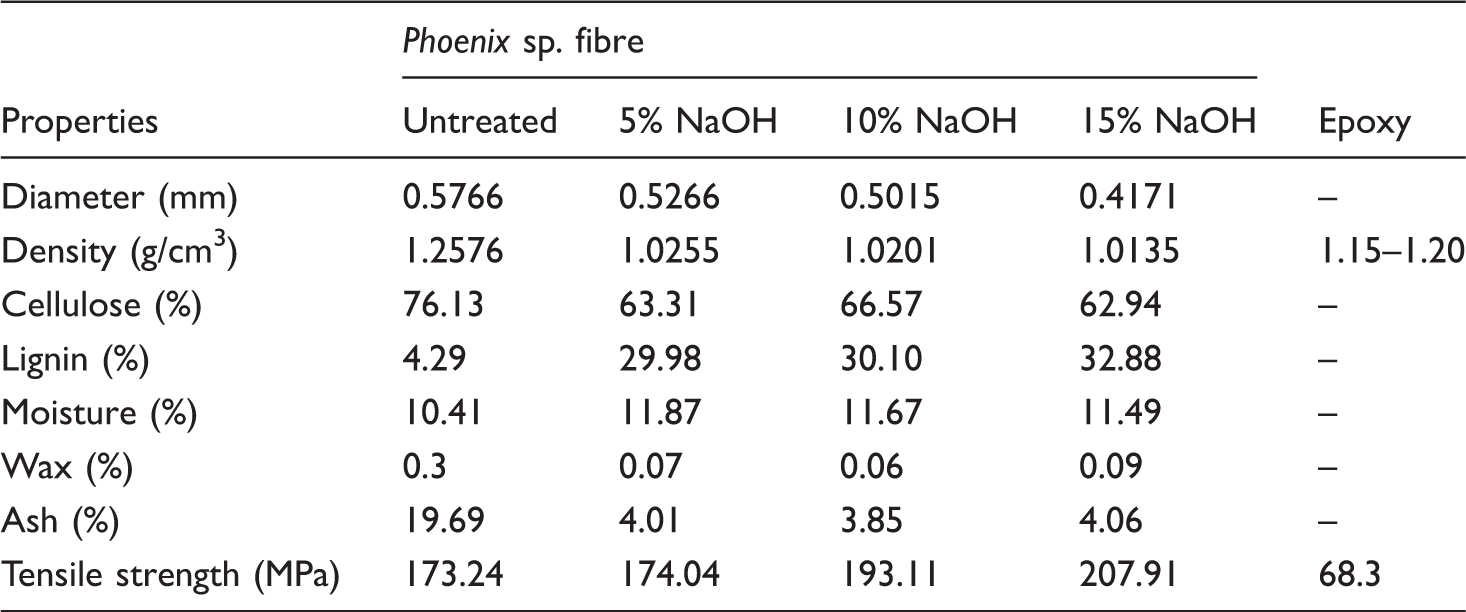
Among various plants growing in India, Phoenix sp. is one of the plants which is being used only for decorative purposes. This plant has higher fibrous content in nature (1.0–3.5 tons of Phoenix sp. fibres can be obtained per acre annually) which could not be extensively used as a reinforcement material for the development of polymer-based composites in the literature. The physico-mechanical properties of untreated and treated Phoenix sp. fibres were reported in the literatures to assess their suitability for developing polymer matrix composites (PMCs) [9,10]. In continuation of the above study the tensile, flexural, impact and dynamic mechanical properties were determined for untreated Phoenix sp. fibre reinforced composite materials [11].
It is well known that, the lignocellulose fibre-based composites absorb more water when exposed to moist environment due to its hydrophilic nature. The water absorption leads to degradation of interfacial region results in creating poor stress transfer between the fibre and matrix. This reduces the dimensional and mechanical properties of the lignocellulose fibre-reinforced composites [12]. Therefore, this problem should be addressed in order to use the lignocellulose fibres as viable alternative reinforcement for developing composite materials for various industrial applications.
The minimization of water uptake behaviour of the lignocellulose fibre-based PMCs are still a challenging one. The literatures reported that the water uptake by these composites is influenced by various factors such as fibre length, fibre volume/weight fractions, viscosity of matrix, temperature and defects in the composites [13]. Nevertheless, increasing the bonding between the fibre and the matrix is one of the ways of reducing the water uptake by the composites. In this context, many researchers have done an exhaustive research to reduce the water absorption of lignocellulose fibre composites by treating the fibres chemically before reinforcing them into the polymer matrix. The surface of the treated fibres becomes rough results in enhanced interfacial bonding with the matrix system which reduces moisture absorption rate and enhance the mechanical properties of the composites. Recently, Fiore et al. [14] introduced the cost effective and eco-friendly sodium bicarbonate treatment for lignocellulose fibres. However, it is noted in the literatures that the sodium hydroxide treatment (NaOH) also known as mercerization is the most commonly used chemical treatment for lignocellulose fibres [15–23].
To the best of author knowledge, no literatures reported the comparative data of water absorption rate of untreated and chemically treated Phoenix sp. fibre-reinforced polymer composites. Employing this sustainable fibre-based composite in moist environmental conditions requires detailed analysis of moisture absorption characteristics. Therefore, the main objectives of this research work is to: (i) study the water absorption behaviour of both untreated and NaOH treated Phoenix sp. fibre-reinforced polymer composites and related kinetics and transport coefficients of water absorption, and (ii) compare the mechanical properties of dry and water absorbed composites for the first time.
Materials and methods
Materials
Methods
Extraction and treating of Phoenix sp. fibre
The Phoenix sp. plant consists of 15–25 petioles of 0.75 to 1.5 m in length and yields 35 to 42 petioles per year. The petioles with V-shaped leaves were cut from the plant by using knife, followed by removing the leaves from the petioles. The petioles, thus obtained were cut to the required length and immersed in water for about 15–20 days, during this water retting process, each petiole was completely wetted and the gum like materials present in between the fibres were separated. Then it was washed in running water to remove the unwanted materials and the single fibre was extracted by manual peeling process. The extracted fibres were washed again in the running water to remove the excess plant materials on the fibre surface and then dried in sunlight for 8–10 h to remove the water content. Then the dried Phoenix sp. fibres were soaked in NaOH solution with different weight concentrations of 5%, 10% and 15% separately for about 1 h at room temperature of 28℃ maintaining a solution to fibre ratio of 20:1 [28]. Then the fibres were washed with distilled water, and then in running water to completely remove the NaOH solutions present in the fibres and neutralized with dilute acetic acid. Finally, the fibres were again washed with distilled water and dried at room temperature for 48 h.
Manufacturing of composite plates
The composite plates were developed by reinforcing Phoenix sp. fibre in to the epoxy matrix by using compression moulding technique. The Phoenix sp. fibres of different length such as 10, 20 and 30 mm were used for the composites preparation. The epoxy resin and its hardener were mixed with the ratio of 9:1 as recommended by the manufacturer for better curing. The mild steel mould of dimension 300 × 300 × 3 mm3 was used for the fabrication process. The silicone spray releasing agent (which avoids sticking of resin in the mould) was applied on the prepared mould and the fibres were spread over the mould randomly. Then the prepared matrix was poured onto the mould and the closed mould was kept under a pressure of 4.5 bar for 6 h using a hydraulic press to obtain a uniform thickness in the whole plate and then it was removed from the mould. Finally, post curing process was carried out for 4 h at 60℃ in a hot air oven to promote the homogeneity of the curing process. Then the cured composite plates were cut by using diamond saw to prepare the composite samples according to ASTM standards. The composites were prepared with utmost care to maintain uniformity and homogeneity.
Density test
The theoretical densities of the prepared composite samples were determined by using the following equation [29].

The actual density (ρce) of the composite samples was determined by using Archimedes method. The volume of voids (Vv) present in the composite samples was determined by using equation (2).

Voids are common induced defects in composite materials during manufacturing, mainly due to the entrapment of air into the composites [30,31]. The increase in void content increases the water absorption rate and degrades the mechanical properties of PMCs. So, composite samples selected for testing should have less than 5% void content for better overall properties. In the present work, the specimens that have less than 3.5% of void content was selected for the investigation.
Water absorption test
Water absorption tests were carried out on three prismatic samples with size 64 × 12.7 × 3 mm3 for each case according to ASTM D 570-98 standard, under different climatic conditions of 10℃, 30℃ and 60℃. The samples were taken out from the bath at regular intervals of time, that is for every 1 h, and the water content present on the specimen surface was wiped out with a dry cloth and then weighed in a high precision digital balance. The water absorption in the weight percentage (%M) was calculated by using the following equation [32–35].

The water absorbed by the PMCs is considered by three mechanisms among them the complete effect can be conveniently modelled by considering the diffusion mechanism [32]. The diffusion mechanism is investigated by fitting the moisture absorption values into the following equation [33].

In Fickian model, the diffusion coefficient (D) was one of the important parameters which show the ability of water molecules to penetrate into the samples and it can be determined by using the following equation [33,34].

Another important factor in the kinetics of water absorption behaviour is absorption coefficient (S). The value of S is related to the saturation point of water absorption and it can determined by using the following equation [33].

Moreover, the permeability coefficient (P) gives the net effect of diffusion and absorption coefficient and it is determined by using the following equation [33].

Mechanical tests
Tensile tests were carried out by using an INSTRON Universal Testing Machine according to ASTM D 638 standard. The crosshead speed of 1 mm/min and 5 kN load cell was used for tensile testing. Five dog bone-shaped samples with the dimensions of 165 × 13 × 3 mm3 were tested for all case and the average value was denoted as the tensile property of the composites. Three-point bending test was performed by using the same machine according to ASTM D 790 standard. Five prismatic samples of size 125 × 13 × 3 mm3 were tested for each case, and the average value was noted as the flexural property of the composites.
Morphological analysis
The surface morphology of the fractured surface of the composites was analysed by using scanning electron microscope (SEM) model: EVO 18 – CARL ZEISS with an accelerated voltage of 5 kV. Before scanning, the samples were gold coated to make it conductive and also to avoid electrostatic charge.
Results and discussions
The water absorption rate of Phoenix sp. fiber reinforced epoxy composites (PFREC) was investigated as a function of fibre length, fibre volume fraction, concentration of NaOH treatment and environmental temperatures.
Effect of fibre length and fibre volume fraction
From Figure 1(a) to (c), it was noted that the water absorption of PFREC increased with the increase in both the fibre length and fibre volume fraction due to the presence of more hydroxyl groups [20]. The water absorption by the composites also increased with the increase in immersion time and reached the saturation state after a particular time period and no more water penetrates into the composites there after. The time taken to reach the saturation point was almost the same for all the composites at particular environmental condition. Moreover, at any fibre volume fraction, the composites reinforced with 30 mm length fibre absorb more water because the larger fibre size leading to poor fibre–resin compatibility can ultimately result in enhancing the water absorption of the composites.
Water absorption at 30℃ by 10 mm (a), 20 mm (b) and 30 mm (c) length fibre-reinforced composites.
Similarly, the other reasons for the increased water absorption rate were (i) when the length of the fibre increases, the amount of cellulose compounds responsible for water absorption present on the surface of the fibre would be more, (ii) the increase in the fibre volume fraction on the composites made more amount of fibre to contact with water, and (iii) the increase in the fibre length and volume fraction increased the fibre-to-fibre inter connections due to incomplete encapsulation of fibre by the resin [36]. Similar trends were observed for the composites immersed in water at other temperatures (10℃ and 60℃) also.
Effect of NaOH treatment
In general, the sustainable lignocellulose fibres and resins are hydrophilic and hydrophobic in nature, respectively, leading to poor interfacial bonding between them. As mentioned earlier, the NaOH treatment of natural fibres is one of the best methods following by many researchers to remove the organic materials, such as cellulose, hemicellulose, lignin pectin and waxy layer on the fibre surface, thereby increasing the surface roughness and surface area of contact between the fibre and the matrix. This increases the bonding strength between the two resulting in reduced water absorption rate. The effect of different concentrations of NaOH treatment on water absorption of PFREC was represented in Figure 2. For the sake of conciseness, the values of water absorption at saturation point (WASP) were taken for the following discussion. It was noted that for all cases, the untreated fibre composites (0% concentration) have higher water absorption rate and it decreased with the increase in the weight concentration of NaOH treatment because treating the natural fibres at higher concentration of NaOH solution reduces the hydrogen bonding capacity of cellulose, eliminates open hydroxyl groups and dissolves hemicellulose, which were responsible for higher water absorption rate [20,37].
Effect of NaOH treatment on the water absorption rate of PFREC at 30℃.
Similarly, the increase in the concentration of NaOH treatment made the fibre surface porous, which was filled by resin during manufacturing of the composites. This provides excellent bonding between the Phoenix sp. fibre and epoxy matrix resulting in lower moisture absorption due to capillarity. Another interesting thing in the lower water absorption of the treated PFREC was due to higher lignin content. The treated Phoenix sp. fibres have higher lignin content than the untreated fibres were responsible for lower water absorption by the composites. This could be due to the fact that lignin was a hydrophobic compound that acts against hydrothermal degradation in fibres [38]. Thus, the NaOH treatments have profound effect on the water absorption properties of the PFREC.
Effect of environmental temperatures
WASP for untreated PFREC under various environmental conditions was shown in Figure 3. It was noted that the WASP increased with the increase in temperature of bath irrespective of fibre volume fraction. This could be due to the fact that at elevated temperature, the mobility of water molecules was increased providing faster access into the polymer segments and it promotes the diffusivity phenomena. This results in the formation of micro cracks between the matrix and the fibre [39]. Moreover, the higher temperatures lead to the increase in thermal expansion and network swelling, enhance the water entry into the composites [40]. When compared to water absorption of the composites immersed in 10℃, the composites immersed in 30℃ and 60℃ absorbs 24% and 45% greater water content, respectively.
Effect of immersion temperature on the saturated water absorption of untreated PFREC.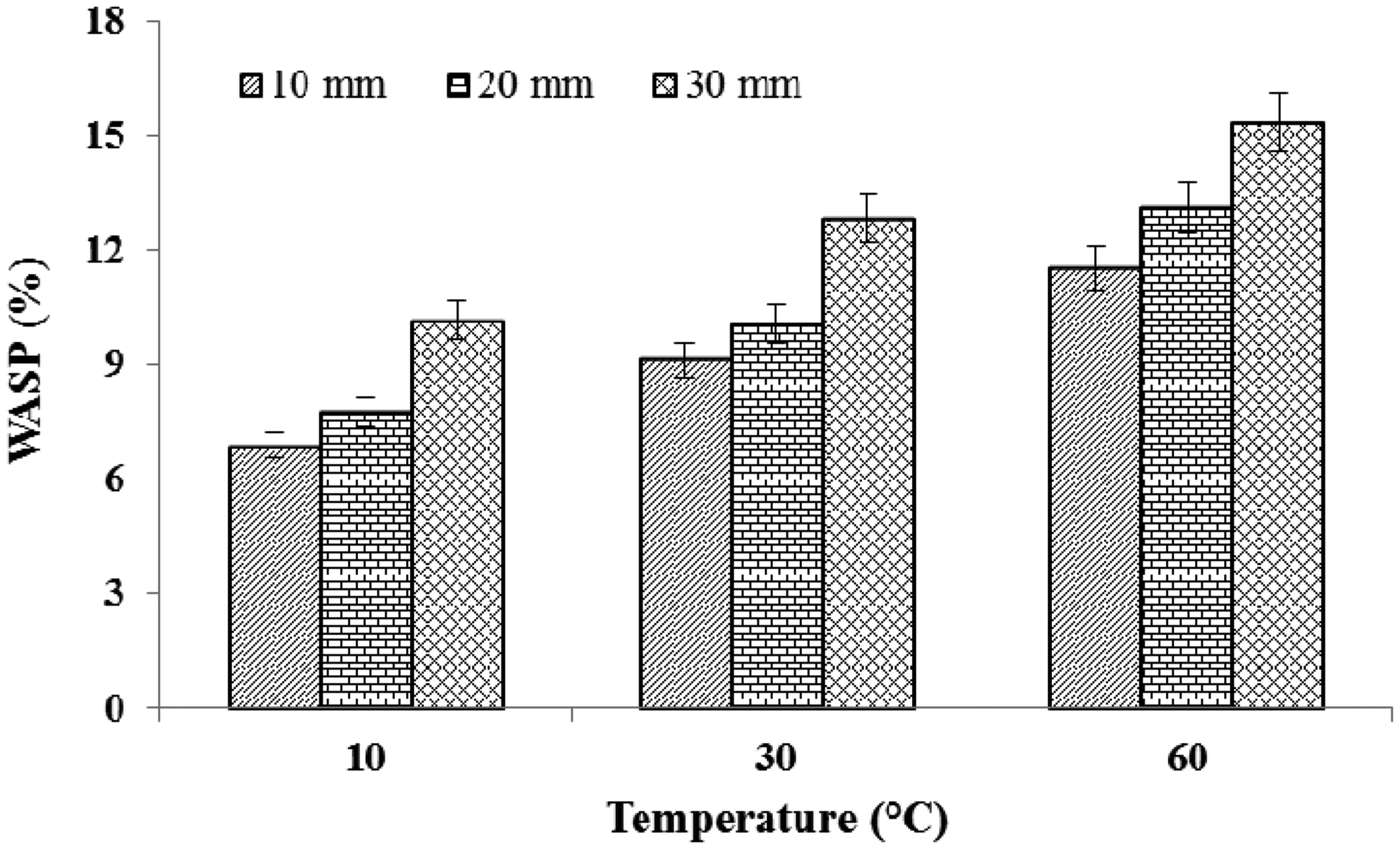
Kinematics of water absorption of PFREC
In kinetics of water absorption, the constants n and k represents the type of transport mechanism and interaction between water and composite samples, respectively. To determine the values of constants n and k, linear regression analysis is carried out by plotting the value of log (Mt/Mm) as a function of log (t) as shown in Figure 4, and the obtained values for different composite samples are shown in Table 2. The water absorption obeys the Fickian behaviour when n = 0.5. It was noted that all the samples have the value of n closer to 0.5. Hence the water absorption of PFREC follows Fickian behaviour under all the conditions. If n = 1, then the diffusion mechanism was said to be non-Fickian and if it lies in between 0.5 and 1, then the mechanism was said to be anomalous [35,39]. To determine the values of constants n and k, linear regression analysis was carried out by plotting the value of log (Mt/Mm) as a function of log (t) as shown in Figure 4, and the obtained values for different composite samples were shown in Table 2.
Fitting of diffusion curve for PFREC. Kinetics and transport coefficient values of PFREC at various conditions.
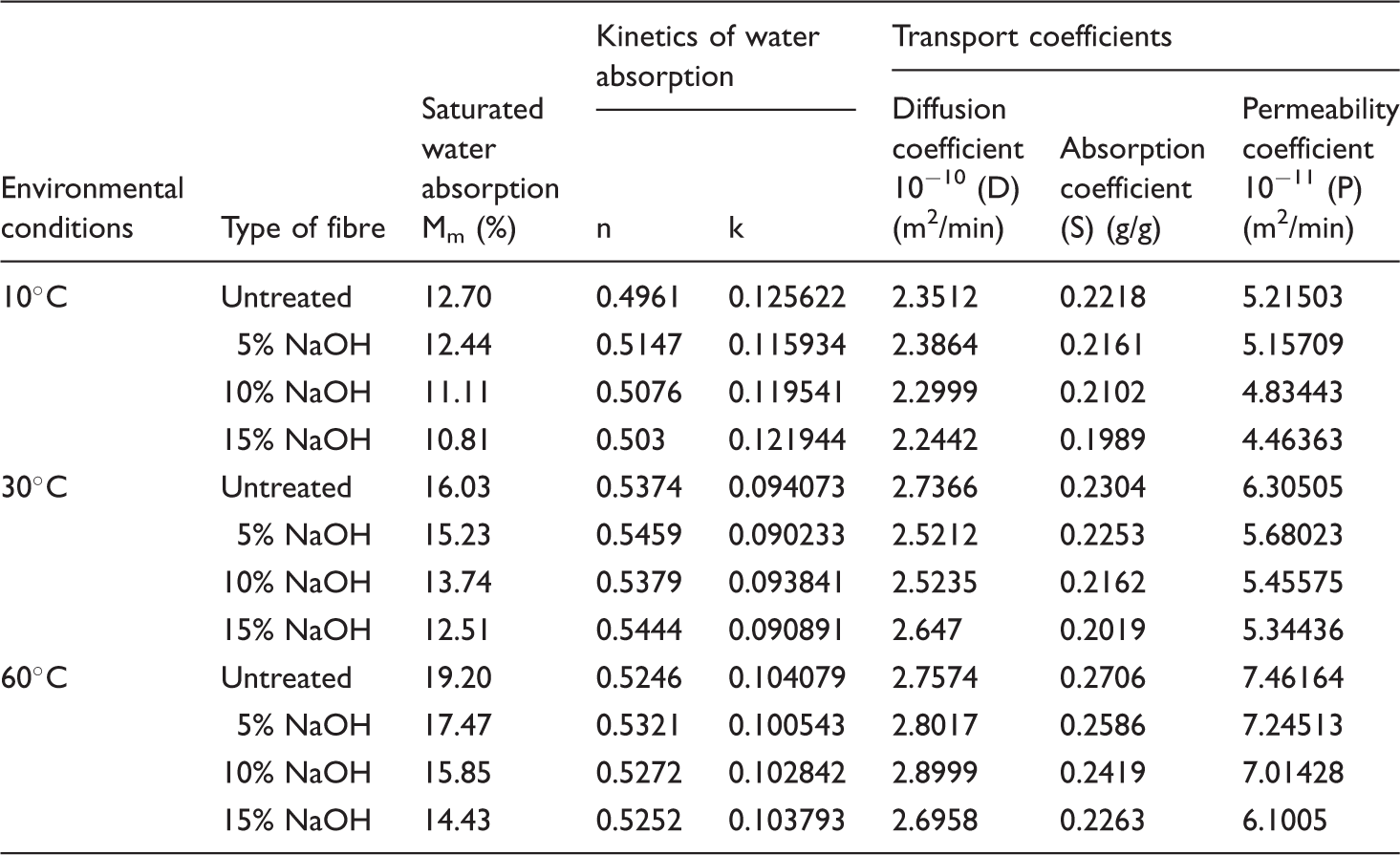
It was observed that the D value increased with the increase in the temperature of immersion, but decreased with the increase in the weight concentration of NaOH treatment. The reason was that the increase in the temperature of bath accelerates the penetration of water molecules into PFREC. The increase in the weight concentration of NaOH provides better interfacial bonding between the Phoenix sp. fibre and the epoxy matrix, which reduces the velocity of penetration resulting in lower value of D. Moreover, the fibre length and volume fraction influence the D value of PFREC. An increase in D value was observed corresponding to the increase in the fibre length and volume fraction.
Similar to the behaviour of diffusion coefficient, the absorption coefficient also increased with the increase in the temperature of immersion, but decreased with the increase in the weight concentration of NaOH treatment as noted from Table 2. By reinforcing 15% of NaOH-treated Phoenix sp. fibre into epoxy matrix reduces the value of S could be reduced to 10.3%, 12.4% and 16.4% than the untreated PFREC when it was being immersed in water at 10℃, 30℃ and 60℃, respectively.
The values of P for the untreated and NaOH-treated PFREC at various environmental conditions were presented in the Table 2. It was noted that the permeability coefficient follow the same trend of diffusion and absorption coefficients, that is the P increased with the increase in the temperature of immersion, but decreased with the increase in the weight concentration of NaOH treatment as noted from Table 2.
Effect of water absorption on mechanical properties
The mechanical properties of dry and water-absorbed PFREC were studied for in-depth understanding of the interdependence of moisture absorption and mechanical properties. For the sake of conciseness, the composites reinforced with 40% volume of 20 mm length fibres were considered for the discussion.
Tensile properties of dry and water absorbed samples.

Moreover, the –OH group of lignocellulosic fibres develops hydrogen bonding result in the stretching and sliding of chains. These stretching and sliding of chains can be restricted by treating the fibres chemically. The presence of active fluorocarbon in the place of –OH group lowers the moisture absorption rate and it retains a good interfacial bonding between the fibre and matrix. As a result, the composites will not lose much strength when exposed to humid environment was observed from Table 3.
The composites prepared with other lengths (10 and 30 mm) and volume fractions (10%, 20%, 30% and 50%) have also the similar trend like above composites. However, the percentage loss in tensile properties was increased with respect to the increase in fibre volume fraction up to 40% due to more moisture absorption.
Flexural properties of dry and water absorbed samples.

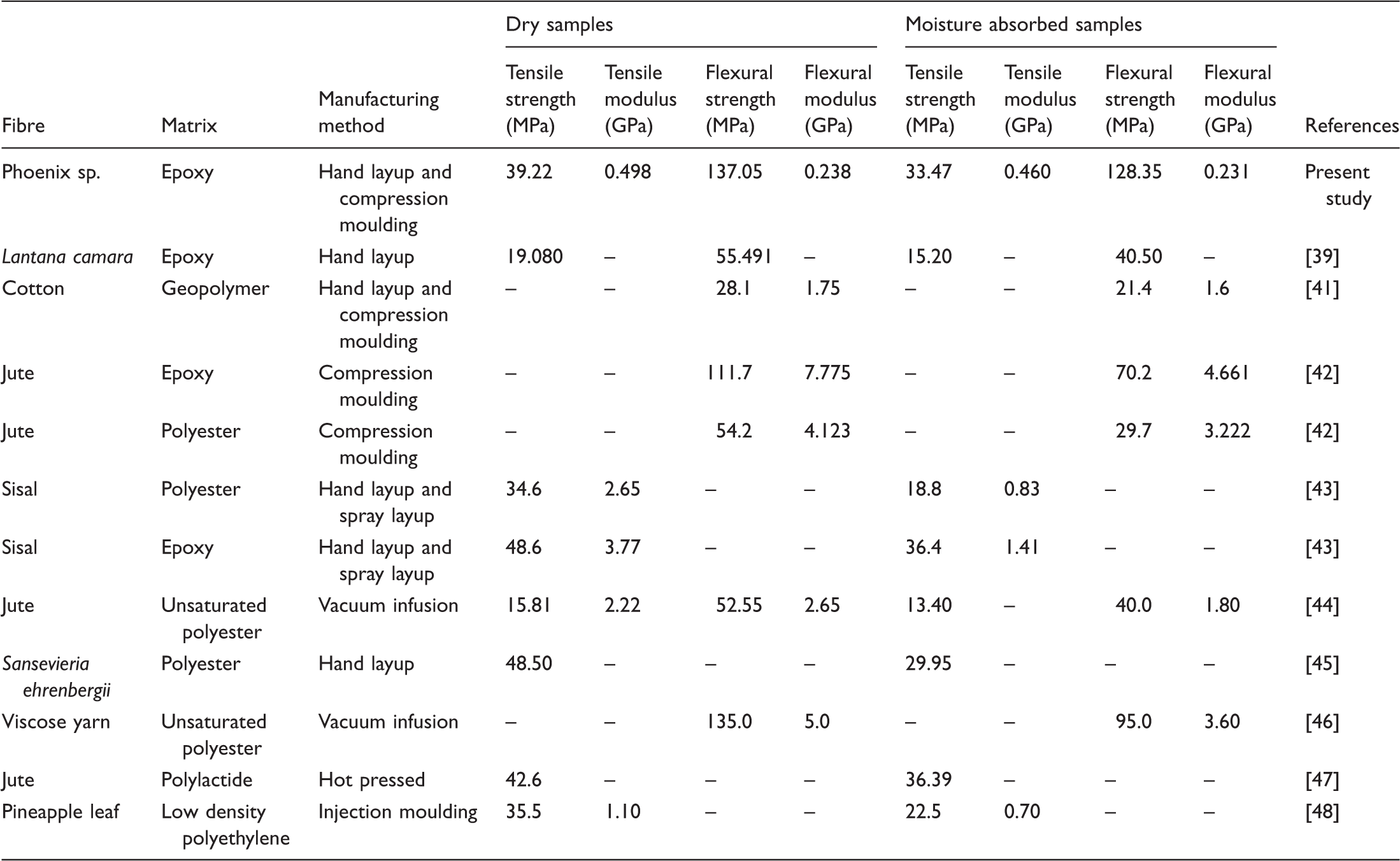
Comparison of mechanical properties of dry and water absorbed samples.
Morphological analysis
The surface morphology of fractured surface of samples were observed using SEM at different magnification factors, and is presented in Figure 5. The SEM images clearly show the degradation of Phoenix sp. fibres due to water absorption [38]. It was noted that the untreated fibre composites (Figure 5(a)) have poor interfacial bonding, however, the treated Phoenix sp. fibres have good interfacial bonding with epoxy matrix (Figure 5(b)). In the former case, the failure occurs due to formation and propagation of micro cracks present around the interfacial region and in later the failure of composites occur due to fibre and matrix breakage. In addition to poor interfacial bonding, the composites were failed due to the presence of voids. The alignment of fibres plays an important role in the overall properties of composite materials. There is always a possibility of fibre entanglement in the composites prepared by random orientation. This fibre entanglement can create matrix rich areas, which results in the formation of voids. These voids act as a stress concentrators and led to failure of composites [12]. Moreover, the failure of water absorbed specimens were initiated by the failure of fibres is observed from Figure 5(c). This is because, the fibres absorb more water at humid environments and the water molecules present in the fibre made them completely wet, which reduces the strength of the fibre as well as interfacial bonding. Hence, it can be concluded that the specimen immersion time influences more on the mechanical properties of lignocellulosic fibre composites (i.e. higher the immersion time lower will be the mechanical properties).
SEM images of untreated (a) treated (b) and water-absorbed (c) PFREC.
Conclusions
The composites were successfully fabricated by using compression moulding technique and investigated its moisture absorption rate and effect of moisture absorption on mechanical properties. Based on the obtained experimental data, the following conclusions were made:
The moisture absorption of the PFREC is greatly influenced by fibre length, fibre volume fraction, chemical treatment, immersion time and temperature. The moisture absorption of PFREC follows the Fickian law, as the value of constant ‘n’ for all the samples were close to 0.5. The diffusion, absorption and permeability coefficients are influenced by immersion temperature and concentration of NaOH solution. The mechanical properties are higher for dry samples when compared to the moisture absorbed samples. An average of 6%–15% and 4%–7% reduction in tensile strength and tensile modulus, respectively, were noted for moisture absorbed composites. Similarly, 3%–7% and 2%–3% reduction in flexural strength and flexural modulus, respectively, were noted for the moisture-absorbed samples. The SEM results showed that the failure of moisture-absorbed samples are mainly due to fibre breakage followed by breakage of entire structure. The NaOH treatment significantly reduced the moisture absorption of PFREC by enhancing the interfacial bonding. Subsequently, the loss in mechanical properties of treated fibre reinforced composites due to moisture absorption was less. This reflected the participation of NaOH treatment in terms of enhancing the interfacial bonding and tensile and flexural properties of PFREC.
Based on the obtained experimental data, it was concluded that the PFREC is a suitable material to use in various moist environment applications, such as packaging industry, paper board industry, housing sectors, partition panels, and so on.
Footnotes
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.