
Abstract
In this study, velour design molded automotive carpets made of recycled polyethylene terephthalate (PET) fibers were developed via needle-punching process to improve their abrasion resistance properties. Initially, virgin PET fibers and recycled PET (rPET) fibers derived from PET bottle wastes were supplied from different producers and they were tested in terms of their fiber properties such as fiber length, crimp, tensile strength, elongation, tenacity, and intrinsic viscosity. It was demonstrated that recycled fibers from bottle wastes used in the study have lower tenacity and higher elongation than virgin PET fibers. In the second part, rPET fibers to be used in manufacturing in terms of their desired properties were selected. Subsequently, molded automotive carpets were produced from the selected rPET fibers and virgin PET fiber blends with adjusted manufacturing and molding parameters. Developed carpets were tested for abrasion resistance performance and they were evaluated according to requested specification. Results showed that carpets made of 85% rPET + 15% bicomponent PET had almost equal performance in terms of both fiber loss and carpet appearances with carpets consisting of 80% PET + 20% bicomponent PET. Carpets made of recycled PET fibers offer the manufacturer low raw material costs in addition to ecological advantages.
Introduction
Estimated consumptions of textiles in 90 million cars and light vehicles [1].

Even though woven and knitted fabrics still keep dominating the total amount of textiles used within the automotive sector, nonwovens are increasingly becoming more attractive to designers due to their low weight and lower cost, besides other key benefits, such as sound insulation. Today, there are more than 40 applications for nonwovens inside cars, equating to over 35 m2 of flat surfaces according to a report on automotive fabrics [6]. Nevertheless, visible nonwovens account for only 10% of the entire amount (roughly 3.5 m2) and are generally standard needle-punched velour materials selected for their resilience and price [2].
Nonwoven characteristics for auto carpet.

aIn some cases, random and patterned velour carpets are also called dilour.
bShoddy fibers are often used to blend with 10–20% biocomponent bonding fibers.
cNatural fibers are often blended with 30–50% polypropylene bonding fiber.
PP and PET as well as PP and PET blends are mainly used in making needle-punched fleece, which forms the top surface of the carpet, due to their cost and good UV resistance [8,9]. Most of the major original equipment manufacturers (OEMs) are making efforts to increase the recycled material content of their cars and certain OEMs are making recycling a key design consideration, specifying that parts supplied must be made of post-consumer recycled material at a certain percentage. Since recyclability will be a more pressing concern, the use of recycled materials in nonwovens for automotive applications is also increasing. A growing proportion of needle-punched nonwovens for automotive applications is being manufactured from recycled polyester derived from plastic bottles [2]. However, during recycling, the PET flakes or pellets are subjected to different temperatures and mechanical processing, which causes contamination, degradation, and loss of properties [10]. This loss in properties of recycled PET has been a concern, making it secondary to virgin PET. On the other hand, OEMs are also high quality conscious due to challenges to conform customer requests. There are some concerns about using recycled PET along the same lines as virgin PET during the production of an automotive carpet. The point is whether rPET has comparable properties with virgin PET to meet specified quality standards on end-product. It is important to study the mechanical properties of rPET in relation to processing and its suitability for automotive performance standards.
One of the key automobile performance requirements for automobile carpets is high abrasion resistance. Abrasion resistance is one of the parameters that mostly affect the service life and durability of a needle-punched product and is determined by the number of cycles to reach disintegration, or weight loss after a set number of abrasion cycles [11]. Abrasion results in the loss of performance including strength, but it also deteriorates the fabric appearance [12–14]. Appearance of carpet is also another evaluation method as a carpet needs to retain its original appearance to be acceptable in use [15].
Improvement of abrasion resistance of a needle-punched carpet composite is a complex issue due to complexity of the structure and is still a primary concern. Many needle-punched nonwoven material studies have investigated the impact of needle-punched density, depth of penetration on the consolidation of fibrous web or calendaring properties. Piecara [16] developed velour needle-punched nonwoven material made of polypropylene by varying the fiber denier, needle-punch density, needle board arrangement, and needle type utilized during flat felt processing. She found that increasing the fiber denier level from 5 denier to 10 denier increases the rate of weight loss, a further increase to 18 denier decreases the rate of weight loss. On the other hand, lowering the fiber denier level increases the potential for loss of strength due to fiber obliquity. Increasing the needle-punch density to some point results in an increase in the rate of weight loss during abrasion. A further increase in needle punch density level decreases the rate of weight loss. The needle board arrangement during flat felt processing has no effect on the rate of weight loss. The type of needle utilized during flat felt processing has no effect on the abrasion resistance or rate of weight loss of the product. Gurudatt et al. [17] compared fibers produced by recycling PET bottle wastes with those obtained by recycling polyester fiber wastes and virgin fiber grade polyesters melt spun under identical conditions to use for developing molded automotive carpets. All 12 denier fibers used in the study showed properties similar to each other. Automotive carpets were developed and subjected to various performance tests. Results indicated that carpets made of recycled fibers from PET bottle wastes showed excellent mechanical and fastness properties while carpets developed from virgin and bottle waste fibers demonstrate similar abrasion resistance performance in terms of weight loss. Mass loss of fiber after 1000 abrasive cycles was found as 1.7% for carpets made of bottle waste and 1.2% for carpets made of virgin PET. In the study of Midha [12], effects of needling machine parameters of needle-punched blankets on stiffness and abrasion resistance were investigated and they found that lower needle penetration lead to lower fabric consolidation, hence lower fabric density. While stiffness was improved in the study, abrasion resistance of fabric samples was not affected significantly in the given range of needle punch density (75–125 punches/cm2) and depth of penetration (8–12 mm). Koç and Çinçik [18] investigated two process variables (fabric mass per unit area and needling density) on abrasion resistance of needle-punched nonwovens made of polyester and viscose blends. They observed that the higher the fabric mass per unit area, the better was the abrasion resistance achieved. Çinçik and Gunaydın [19] studied calendaring effects of needle punched nonwovens on different properties including abrasion resistance and found that additional calendaring process after needling increased the abrasion resistance.
Random velour needle-punched materials have limited application due to their poor resistance to abrasion. Currently, there is limited research on the effects of fiber properties on the performance of random velour needle-punched materials. Therefore, it was found necessary to make further research to address physical changes in the abrasion resistance properties as a result of fiber and processing modifications. The main motivation of this research is to develop environmentally friendly needle-punched automotive carpets with low cost and high abrasion resistance. In this study, the effects of fiber properties and formation of gap at molding stage on fiber loss and carpet appearance due to abrasion were investigated. Two distinct experimental procedures were adopted to develop molded car carpets made of recycled PET fibers with improved abrasion resistance. In the first one, all fibers supplied from different manufacturers were tested in accordance with fiber morphological, physical, and mechanical properties. Characterization tests such as intrinsic viscosity, staple length, fiber fineness, crimp measurements, breaking strength and elongation, differential scanning calorimetry (DSC), and scanning electron microscopy (SEM) were performed. In the second procedure, fiber blends were determined in accordance with fiber properties and carpet samples were produced. Process and molding parameters were then adjusted in the carpet production to conform to the abrasion resistance specifications of an automobile company.
Experimental study
Materials
Fiber samples supplied from different producers.

Characterization of fiber samples
In order to make a comparison between recycled and virgin PET fiber properties and to make analysis about their effects on the end product quality, the following tests were carried out.
Fiber physical tests (staple length, fineness, and crimp)
A projection microscope was used to measure fiber fineness of samples according to ISO137:2015 standard [20]. According to this standard, the magnification of the microscope was adjusted to be 500×, and 400 single fiber samples were tested as a micron based and the results were converted to denier. The length of the fiber samples was determined and calculated in accordance with ISO 920 standard [21]. Fiber crimp was tested according to ASTM D3937-07 [22]. Fiber crimp characteristics have a big influence on the processing performance of the fibers. Crimp also contributes essentially to the properties of intermediate fiber assemblies, yarn and finished fabrics. Fiber crimp imparted to synthetic fibers, which are initially straight, makes it possible to process these fibers with existing machinery designed for natural fibers. In nonwoven processes, crimp and crimp retention during processing are major contributors to the processing efficiency, cohesion, fabric bulk and bulk stability [23].
Breaking strength and elongation
Before the test, all samples were conditioned under standard atmosphere at a temperature of 20 ± 2 ºC and a relative humidity of 65% for 24 h. Fiber tensile tests were performed according to ISO 5079 test standard [24] on Instron 4411 Universal Testing Instrument at a crosshead speed of 10 mm/min, a 1 kN load cell and gage length of 10 mm. Measurements were repeated at least 20 times per sample, and the average elongation at break and breaking stress were determined.
Intrinsic viscosity
The molecular weight and the intrinsic viscosity (IV) of PET are the two most common indicators, which will determine its end use. To use PET for industrial applications, it must have good properties even after the processing stages. In general, PET is classified based on its IV. The empirical expression, which relates intrinsic viscosity to the molecular weight, is given by the following equation, which is known as the Mark Houwink equation

In this test, the IV was measured by means of LAUDA DL30 KP capillary viscometer type at a temperature of 100–110 ℃, using a mixture of phenol and 1,2 dichlorobenzene as the solvents in the ratio of 3:2 (w/w).
Differential scanning calorimetry
A typical semi-crystalline PET pellet is expected to have a glass transition temperature of 80℃, a crystallization temperature of around 160 ℃, and melting temperature around 250 ℃ [25]. A differential scanning calorimeter (DSC Q1000) was used to study the properties of PET fiber samples. Specimens of 4–5 mg were placed in aluminum sample pans and heated from -30 ℃ to 275 ℃ at a 10 ℃/min heating rate. Nitrogen was used as the purge gas to provide an inert atmosphere and to prevent sample degradation.
Scanning electron microscopy
The morphology of the specimens was analyzed by means of an EVO MA10 SEM with an acceleration voltage of 15 kV and about 20 mm working distance. The samples from each material were prepared by cutting squared pieces from a randomly chosen part of the processed specimen, and then mounted on aluminum specimen stubs with double-sided adhesive tape. The pieces were mounted on metal studs and sputter-coated with a 2 nm gold layer using an Emitech high-resolution sputter coater to improve conductivity properties.
Carpet production process
The manufacturing process of needle-punched carpets involved opening of fiber bales, followed by web formation in a card, and web building on a crosslapper. This was followed by the nonwoven fiber formation by needle punching, which forms the face layer of the molded carpet. The next step was stentering to set the dimensions of the nonwoven. Subsequently, powder scattering with low-density polyethylene (LDPE) was done on the backside of the stentered nonwoven. This intermediate product was then blank cut and hot pressed in a laboratory molding machine [11,17]. The flow chart for manufacturing molded carpets is given in Figure 1.
Flow chart for manufacturing molded carpets.
Opening of fiber bales and sandwich mixing
The opening line consists of a bale opener (Figure 2) followed by two beating points. To minimize shade and fineness variations from place-to-place, high capacity mixing bin was used.
Bale opener and mixing process.
Spraying antistatic conditioning
PET fiber blend was subjected to softening treatment with 3–6% oil-in-water emulsion. Automatic lying of material and simultaneous spraying of antistatic after the opening were helpful to ensure effective mixing.
Web formation in a card
Sprayed fibers then were fed to carding process for web formation (Figure 3). Further performance in carding was improved because of uniform application of antistatic agent. Feeding chute to card had controls like photocells and vibrator or pressure switch to ensure uniform density of feed sheet. Incorporation of micro weighing system at the top of chute whereby small pre-weighed tufts were dropped into the chute improved batt weight uniformity further.
Carding and web formation.
Web building on a cross lapper
Card-cross lap sequence was preferred to air laying because of long length of fibers used for making the felt (Figure 4). As the fiber denier ranges from 6 to 12 denier, card was mounted with appropriate wire of coarser gage. Ten webs were cross-lapped. The card room has a good humidification system with some control over temperature. This minimizes loading of cylinder, doffer, and stripping rollers especially with finer denier.
Cross lapping of fiber sheets.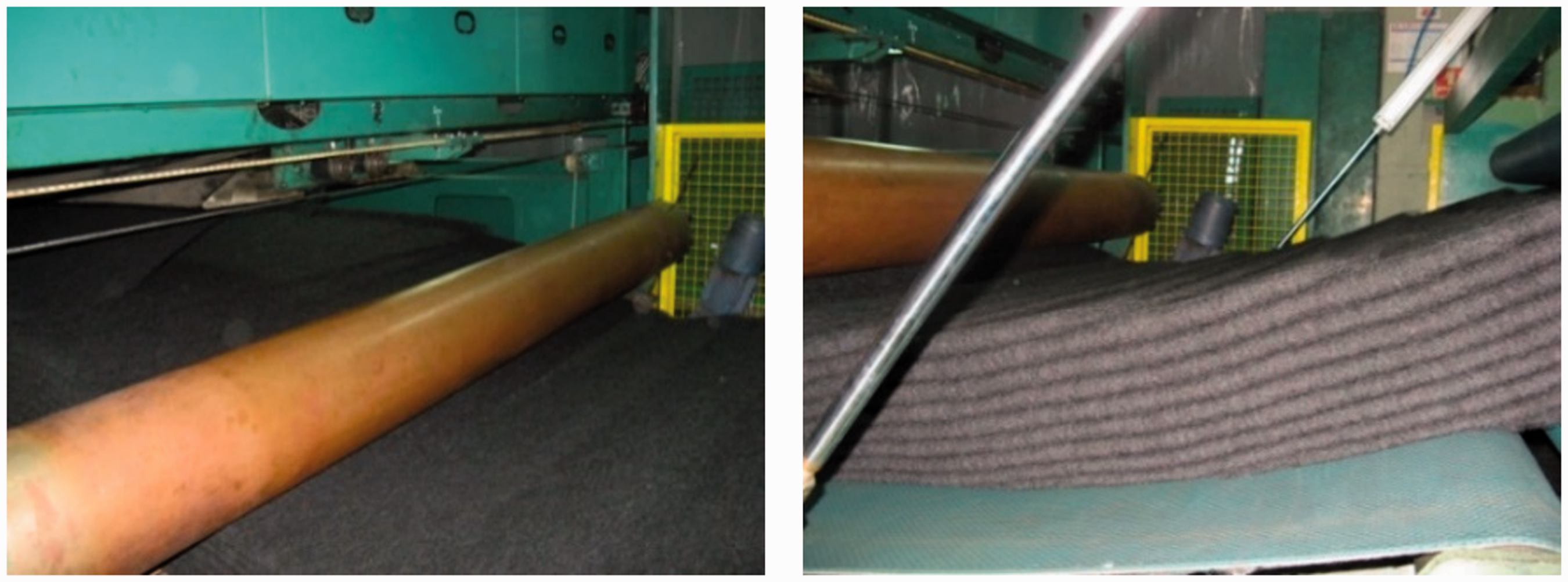
Nonwoven formation by needle punching
The needle punching was carried out in two stages: pre-needling line and a finish needling line with a break in between. This has the advantage that if the mass density of the material is lower than the requirements, correction is possible in finish needling by the addition of a thin felt of required mass density.
Many process parameters influence the abrasion resistance and bearding properties of the structure. Increasing the punch density and depth of penetration will improve the resistance to abrasion due to a higher degree of entanglement and better consolidation of the web [27]. The poorer the fabric consolidation, the easier is the movement of surface fibers. Better fabric consolidation holds the fibers in place, restricts fiber mobility, and offers higher resistance during abrasion. The higher number of fine denier fibers in the top layer leads to greater consolidation [12]. There is also a trend of increasing abrasion resistance when the punching density is increased for constant mass per unit areas. Increased punching density provided better interlocking of the fibers and fabrics resisted to abrading action for first step increment of punching density. On the other hand, by increasing the punching density, the number of fibers migrated from un-bonded region of the web towards to interior of fabric increased. Further increase in punching density also caused the number of fibers in unbounded region to decrease and the thickness of unbounded region to be thinner. Hence, unbounded regions got weaker for abrasion action with the effect of further increase in punching density [18]. As a result, that needling level and depth of penetration should be also best fit with the required weight of car carpet, because excessive needling may also weaken the nonwoven fabric.
In light of all this information, to obtain a uniform 650–700 g/m2 felt with maximum fabric consolidation, punch density of 80 punches/cm2 and depth of penetration of 8 mm were adjusted and used for the pre needling value. Finish needling values were altered to 80/6 (80 punches/cm2 and depth of penetration of 6). In order to minimize fiber damage and achieve uniform fiber interlocking, die pressed needles with regular barb spacing was preferred. 3.5-inch needle was used, as it allows wider gage between stripper and stitching plate, which in turn minimize distortion of the voluminous batt as it enters the needle loom.
Structure needling (velour)
In case of carpets with velour surface, a structure needle loom was used after finish needling with a higher punch density of 550 punches/cm2. According to the position of the fork in the needle board, velour surface was obtained. Penetration side of fork needle was the same side of finish needling to obtain improved velour effect. Penetration depth was 7 mm in velour.
Curing in a stenter
Needling was followed by curing in a stenter to give dimensional stability and strength to the carpet through heating by electrical heaters kept on both sides of the material. Temperature was kept at 150℃. Material speed was adjusted to 10 m/min.
Laminating by low-density polyethylene powder
Powder scattering with LDPE was carried out on the backside of the carpet for lamination process. A distribution consisting of coarse and finer particles on either side of the moving carpet improves moldability. The powder was dusted on the moving carpet on the back-coated side by an applicator, which was automatically controlled to achieve the required powder application (Figure 5). The material was then preheated in steps by electrical heaters to the softening temperature and calendared by a pair of high-pressure calendars. Lamination of the powder on the carpet took place as a result of softening and pressure application. The heat and material speed was adjusted to 150 ℃ and 6 m/min, respectively.
Laminating by LDPE powder.
Blank cutting
Laminated carpets were cut to required length on a blank cutting machine (Figure 6).
Blank cutting.
Hot pressing in molding machines of specific size and shape
The laminated and blank cut carpets were gripped on either side by grippers and moved to a pre-heating zone. The LDPE lamination was softened during preheating. After preheating for a specified time, the material was taken forward to a molding press in laboratory conditions. Time for preheating and pressing in molding are critical factors affecting quality of molding. Temperatures of the bottom and upper plate were adjusted to 40–50 ℃ and 180–190 ℃, respectively. Heating time was around 90 s and forming time used in these carpets was around 40–50 s. These parameters were determined by type of fiber, mass density of carpet and lamination after several trials. The picture of obtained carpet and data of carpet structure are given in Figure 7 and Table 4, respectively.
Carpet after molding. Carpet structure parameters.

Abrasion resistance test of carpets
Molded carpets were then tested for abrasion resistance by using Taber 5135 Abraser device with 60% suction (vacuum) and 1000 g load, according to Society of Automotive Engineers (SAE) J1530-A specifications “Test method for determining resistance to fiber loss, resistance to abrasion and bearding of automotive carpet materials”. Circular specimens were abraded with 500, 1000, and 1500 cycles. Weight losses of carpets after each 500 cycles were reported in grams and carpet appearances were visually evaluated.
Results and discussion
Evaluation of PET fiber properties
In order to select the most appropriate fiber or fiber blend for needle-punched car carpet production, various fiber samples supplied from different producers of virgin and recycled PET fibers were tested and characterized. SEM micrographs with 2500 × magnification and DSC curves of the samples are given in Figures 8 and 9, respectively.
SEM of PET samples (2500×). DCS curves of PET fibers.

As clearly seen from Figure 8, all the fiber surfaces are smooth. Fiber samples, particularly sample B (11 denier rPET fiber), have some little particles on the surfaces, which might have arised due to spin finish. These particles, that might be also lubricants or dust, do not cause the morphological defects on the surfaces. It can be said that there are almost no significant differences on surface characteristics among fiber samples.
Fiber test results.

ND: not detected.
As reported in Table 5, sample B – rPET 10 denier (Company 2) and sample E – rPET 12 denier (Company 5) have the highest fiber staple lengths even more than virgin PET (sample A). Compared to 6 denier rPET fibers, sample F – rPET 6 denier (Company 5) has higher fiber staple length, while sample C – rPET 6 denier (Company 2), on the other hand, has more crimp on the fiber.
All samples had intrinsic viscosity (η) values between 0.523 and 0.635 dL/g. It is known that PET bottles are normally produced with an intrinsic viscosity value ranging between 0.70 and 0.78, which is higher than that of the virgin PET fiber. According to obtained η values on Table 5, η values of virgin PET and bicomponent PET are the highest (above 0.6); however, η values of rPET fibers are lower than 0.6. When rPET fibers are compared among each other, there is no significant difference in η values among rPET fibers from different suppliers. It should be noted that recycled PET fibers derived from bottles have a strong decrease in η values and consequently in molecular weight. This consequence can be explained by possible hydrolytic and thermal degradations undergone by that recycled PET (rPET), which induce a reduction in crystallinity, molecular weight, and intrinsic viscosity. It might be due to the presence of impurities in the recycled PET fibers.
The glass transition temperature, T g , can be obtained from the DSC thermogram. Being a second-order thermal transition, T g provides information regarding softening of the amorphous portion of a polymer as the temperature is elevated. From Figure 9, it is noted that T g shows no obvious difference for all PET fiber samples, except sample G. Small variations in the thermal response during glass transition were observed by DSC. T g value of sample A – virgin PET is highest (77 ºC), followed by sample C – rPET fiber. Similar degree of T g values were achieved for sample B, sample D, and sample G (bicomponent PET fiber). In addition, similar degree of melting temperature (T m ) (252–253 ºC) was achieved by rPET samples, whilst T m of sample A – virgin PET and sample G – bicomponent PET fiber have higher values (255–259 ºC). These findings are in line with lower the intrinsic viscosity values of rPET fibers. T g and T m values could be associated with tensile properties of fibers as it is well known that improved mechanical properties are attributed to higher crystallinity, and to higher orientation of the macromolecules in both the crystalline and amorphous phases. In this case, sample A – virgin PET is expected the have highest tenacity value with highest T g and T m .
With regard to comparison of fiber samples in terms of tensile properties, all fiber samples have the tenacity over 3 g/denier. It is evident that sample A – virgin PET has the highest tenacity value and lowest breaking elongation value among the fiber samples, followed by sample B. All rPET fibers seem less strong than virgin PET ones; however, they have the advantage over virgin ones with their elongation properties. As found in the literature [28], regular tenacity values of staple PET fibers range between 0.35 and 0.47 N/tex (3.95–5.3 g/denier) and tenacity of sample A (4.45 g/denier) is within the normal value. Nevertheless, tenacity of rPET samples is lower than the expected values. These results are in line with the intrinsic viscosity, hence molecular weight of fibers. According to study of Hearle et al. [28], an increase in crystallinity and molecular orientation yields an increase in tensile strength, a reduction of extensibility and elongation. Reduction of tensile strength values of rPET samples yields higher elongation degrees. Regular breaking elongation values of staple PET fiber range between 35% and 60%. In this case, it is evident in Table 5 that all rPET samples have higher elongation values than expected values due to low tenacity. As a result, the virgin fibers have higher tenacity and lower breaking elongation values than those of rPET fibers.
Selection of fiber blends for production
In order to achieve required quality and to conform to specification requirements as a nonwoven product, it should be checked that fibers as raw materials must have at least minimum levels of mechanical properties. Fiber type, fiber fineness, elongation, and fiber length are the main parameters that affect abrasion and are very significant in terms of influencing entanglement of fibers in the product structure.
There are studies in the literature dealing with the effect of fiber properties on abrasion resistance of fabrics. Fibers with high elongation, elastic recovery, and work of rupture have good ability to withstand repeated distortion; hence a good degree of abrasion resistance is achieved [29]. The fiber curl distribution is also recognized as the most important property in determining the stress–strain properties (consequently bending properties) of nonwoven structures [30]. Longer fibers incorporated into a fabric confer better abrasion resistance than short fibers, as it is harder to liberate them from the fabric structure [16,23,29]. Increasing the fiber denier level also leads to an increase in the fabric tenacity up to some point [16]. On the other hand, utilization of finer fibers in the production causes increment in the number of the fiber in cross section with higher cohesion, which results higher fabric consolidation and hence better abrasion resistance [31]. However, lowering the fiber denier level increases the potential for loss of strength due to fiber obliquity [16].
In this case, tenacity and elongation values best describe the mechanical properties of fibers. Virgin PET has the highest tenacity compared to those of rPET fibers, as expected. Samples B (rPET 10 denier), C (rPET 6 denier), and E (rPET 12 denier) have lower values compared to virgin PET fibers. Samples B and C have the highest elongation property among all fibers. Use of 6 denier fiber solely may not provide the requested fabric strength and abrasion resistance properties. Instead of using only a high denier fiber, a blend of high denier and lower denier could be considered for production in this case. Samples B and C could be chosen as high (10 denier) and low (6 denier) due to the high crimp, staple length, tenacity, and elongation properties.
Fiber blend combinations for production.

Abrasion test results
Abrasion resistance of carpets were assessed according to fiber loss as well as carpet appearance after the specified number of abrasion cycles. The minimum level of % fiber loss requirements vary from one automobile manufacturer to another. In accordance with one of the most high-quality conscious automobile manufacturers, fiber loss could be acceptable when it is less than 1 g at 1500 cycles. Carpet appearances were assesed according to compative taber abrasion samples, which belong to related automobile manucfacturer as an acceptable and unacceptable criteria, shown in Figure 10.
Example of acceptable and unacceptable taber abrasion samples.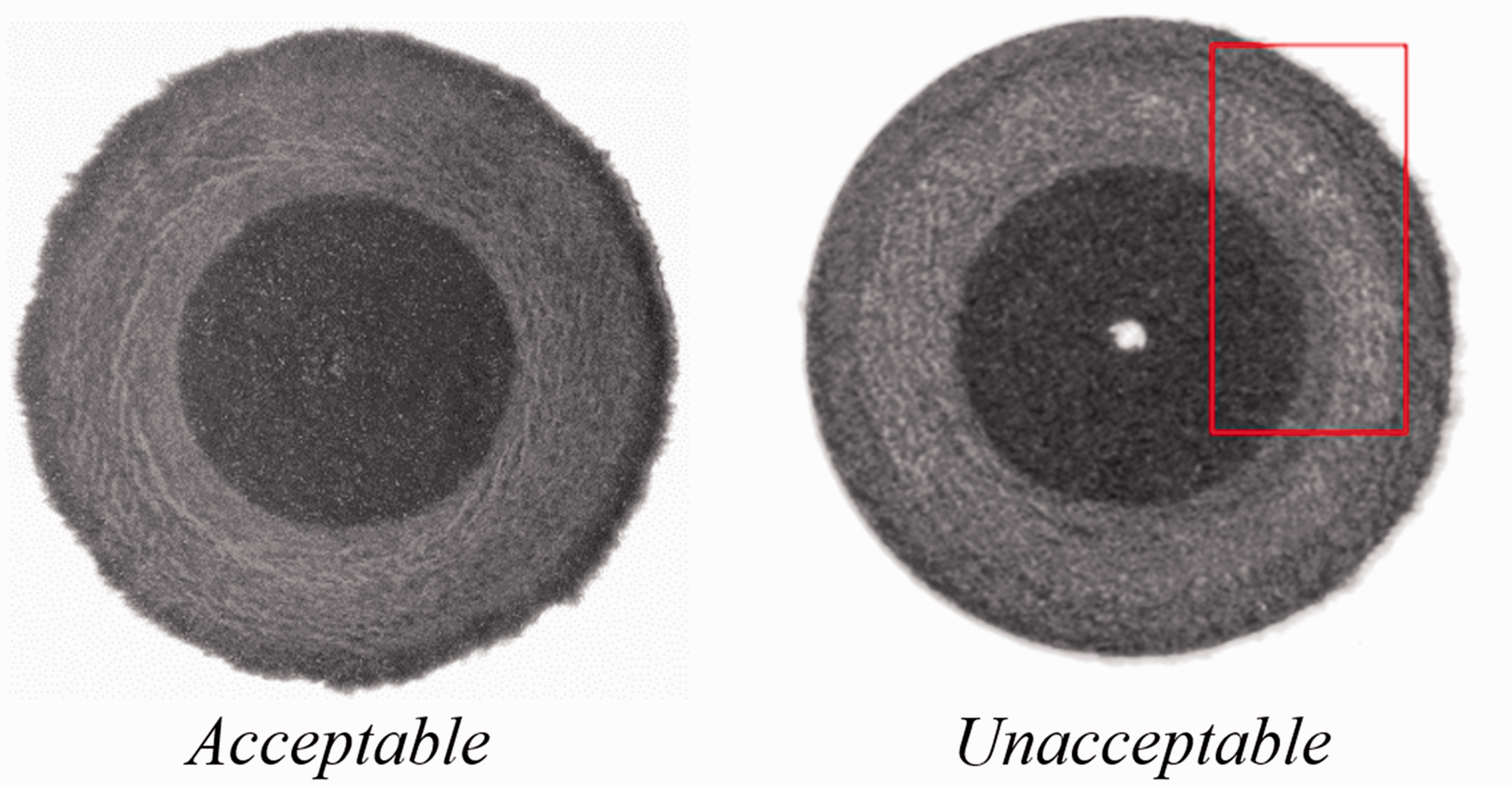
Abrasion test results according to forming gap in molding process used in the study.
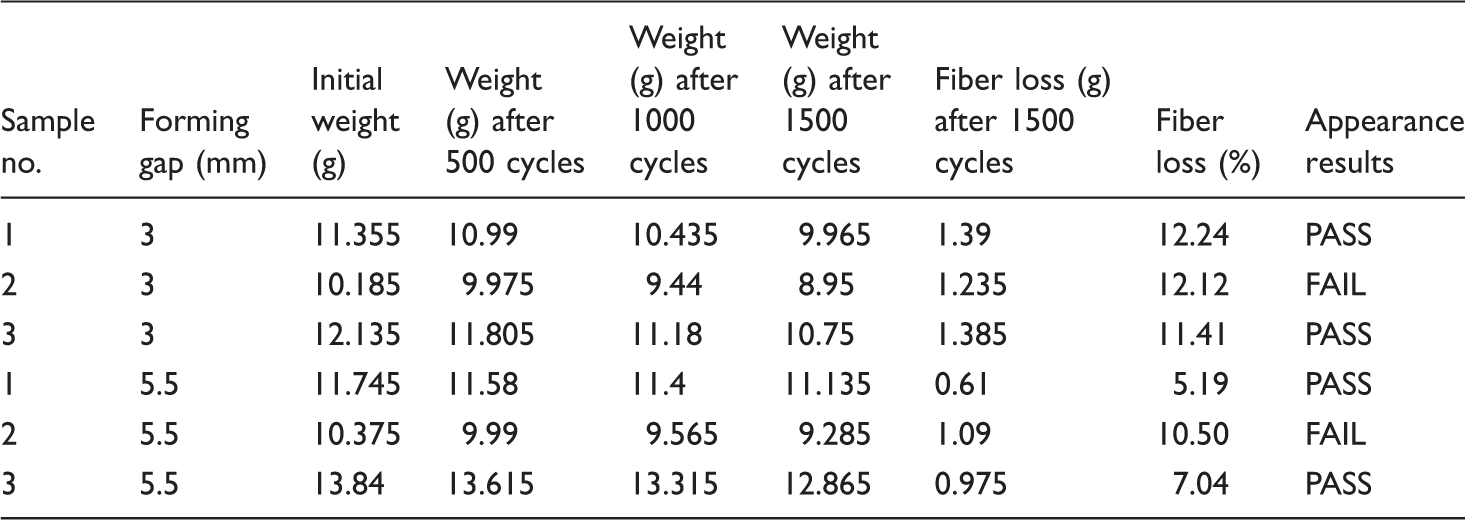
The distance of the gap in the form during molding was increased from 3 mm to 5.5 mm in case velour hairs are not crushed because of the press influence (Figure 11) during abrasion cycles. As clearly reported in Table 7, a certain increase in abrasion resistance result was recognized in terms of appearance and weight loss of the carpet. It showed that the combination of 6 denier rPET and 11 denier rPET fiber blend shows positive effects of both fibers; 6 denier rPET fiber provides better cohesion and entanglement in the carpet structure, while 11 denier rPET fiber contributes to physical performance of needle-punched car carpets. Although virgin PET fibers have the advantage of having higher tenacity, rPET fibers have higher elongation degrees compared to virgin PET fibers, leading to better entanglement, and consequently, closely equal abrasion resistance performance of needle-punched carpets.
Press behavior influence in abrasion test.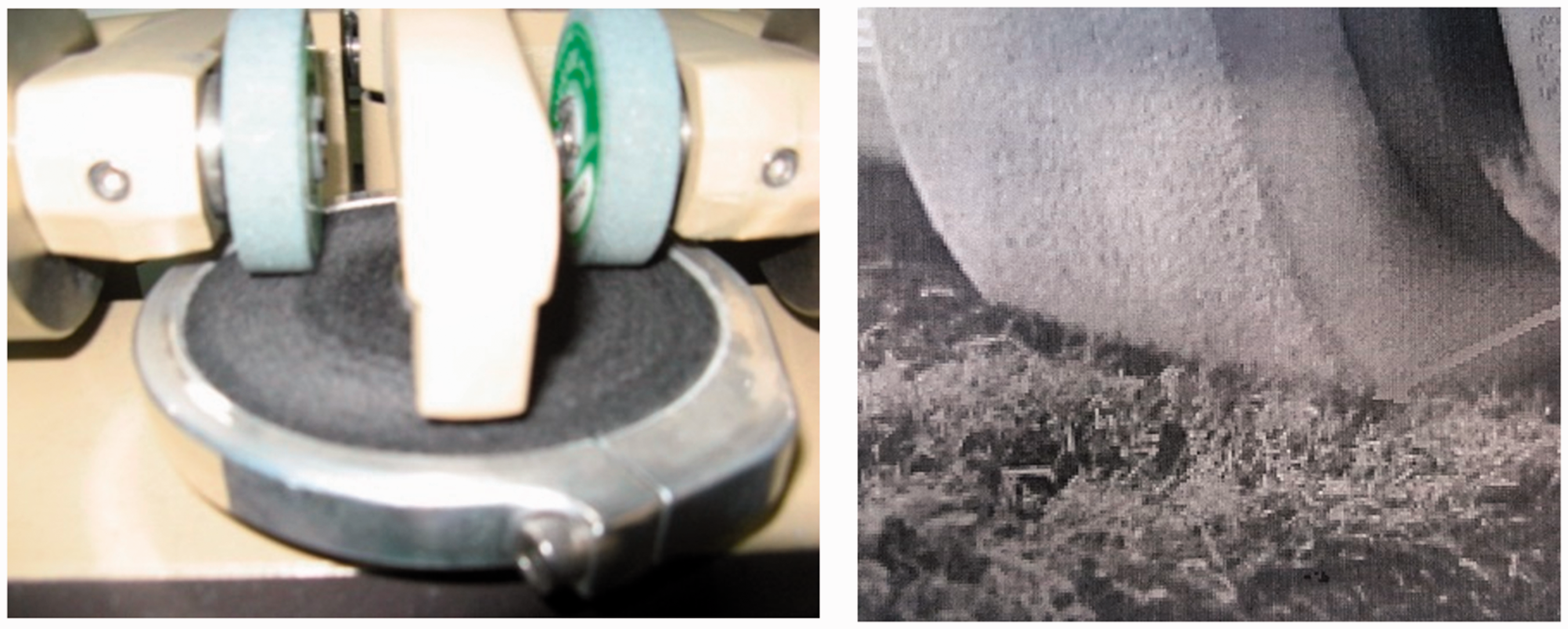
According to these results, the carpet made of rPET fibers – sample 3 (45% rPET 6 denier + 40% rPET 11 denier + 15% Bico PET) was chosen for big molding press in the factory for industrial production. In optimization process at big molding press, 10 mm of heating gap and 6 mm of forming gap were adjusted. Subsequently, molded carpets were evaluated in terms of taber abrasion test after molding. Carpet apperance, as depicted in Figure 12, passed the criteria with carpet appearance in acceptable level and 4.01% fiber loss (0.575 g) after 1500 abrasion cycles.
Industrial production sample before and after taber abrasion test.
Cost savings
The study proves that using recycled PET fibers in the production of needle-punched car carpets is a cost-effective option due to raw material cost (Bico PET: €1.90/kg, Virgin Pet €1.70/kg and rPET: €1.20 /kg). Instead of using 80% virgin PET and 20% Bico PET in a decor layer of carpet structure, using 85% rPET and 15% Bico PET fibers offers € 0.44 /kg savings to the manufacturer. Assuming that each carpet is 1400 g/m2 and the factory has 300,000 m2 carpet sales on average, for a month, 420 tons of fibers are used, corresponding to approximately €184,800/month cost savings to the manufacturer.
Considering only fiber cost for a 1400 g/m2 car carpet, the contribution of fiber cost on sales is approximately €2.38/m2 for virgin PET fibers, and €1.412/m2 for rPET fibers, so that the company could achieve 40% cost saving per m2 by using recycled PET fibers.
Conclusion
This study focused on improving abrasion resistance of needle-punched automotive carpets made from recycled PET fibers. Use of 15–20% of bicomponent fibers in the fiber blends offered improved abrasion resistance performance of the carpets. In addition, bicomponent fibers provided bonding in molding process, which would otherwise be obtained by using a binder foam or film. The combination of 6 denier rPET and 11 denier rPET fiber blend provided improved abrasion resistance to the carpets. Although virgin PET fibers have advantage of having higher tenacity, rPET fibers have higher elongation degrees compared to virgin PET fibers, leading to better fiber entanglement in the needle-punched structure and comparable abrasion resistance performance. In conclusion, comparable quality levels in needle-punched automotive carpet could be achieved using rPET fibers instead of virgin PET fibers. Since recyclability is an important concern on automotive manufacturers, use of rPET offers considerable savings of energy as well as cost for companies. The results obtained in the study encourage the use of recycled PET fibers not only in automobile carpet applications, but also in other industrial applications on large scale.
Footnotes
Acknowledgements
This study was carried out with Pimsa Automotive Textiles and Istanbul Technical University under the Ministry of Science, Industry and Technology as a TEYDEB (No: 3120462) project. Pimsa Automotive Textiles has obtained a patent right for its developed nonwoven carpet composite structure and its production process by Turkish Patent Institute under the name of Pureform Carpet with 2015/41471 patent number.
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.