
Abstract
Thermo-physiological comfort of the fabric is attained through the ability of managing heat and transmission of sensible and insensible perspiration. An investigation on influence of tri-layer knitted structure on thermal comfort characteristics of layered knitted fabrics was carried out. Three tri-layer knitted structures were developed in which inner layer was made up of micro-fibre polyester and outer layer was made up of modal yarn. The yarn used in the middle layer was changed to either micro-fibre polyester or polyester or acrylic yarn. The thermal comfort characteristics such as thermal conductivity, air permeability, water vapour permeability, wicking, moisture absorbency, drying rate and moisture management properties have been analysed. Wear trial was conducted for shuttle badminton players and they were ranked using thermal environment subjective judgement scale. Tri-layer knitted structure with micro-fibre polyester in the inner and middle layer and modal in the outer layer showed better thermal comfort characteristics both by objective evaluation and wear trial method compared to polyester or acrylic in the middle layer and is preferable for shuttle badminton sportswear.
Introduction
Thermoregulation is the process which maintains the internal body temperature at 37℃. During normal activity, insensible perspiration is evaporated from the body whereas during strenuous activity, sensible perspiration is evaporated [1–3]. At extreme activity, due to increased metabolism the body heat rises above the internal body temperature [4]. In order to balance the internal temperature, human body itself regulates the thermoregulation process. When the body temperature rises above 37℃, the central nervous system gives indication to the hypothalamus of brain which controls the thermoregulation process. It sends signals to human organs, muscles, glands and nervous system. The excess heat is liberated to the outer environment by means of heat loss mechanism process. It involves radiation, convection, conduction and evaporation [5].
Except evaporation, other three mechanisms can be a passage way for both heat loss and gain. Evaporation contributes to 22% of heat loss, radiation – 60%, convection – 12%, conduction – 3% and other processes – 1%. Sweating majorly acts as a heat loss mechanism of the body and cools where the sweat is being evaporated. Clothing plays a major role in permeable to air, moisture and heat. In such environment, garment worn should not impede the perspiration to evaporate [6]. In active participation of sports or exercise, human body liberates heat ranges between 100 W at rest period and 1000 W during strenuous activity [7,8]. A heat loss of 2.4 kJ occurs for every gram of water being evaporated [6]. In comfort aspects of clothing, sweat must be transported away from the human body which is formed as a thin film on the skin’s surface. The transportation of sweat may be in the form of liquid or vapour. The transport of liquid sweat and moisture vapour to the environment away from the human body is called moisture management [9]. Wicking is also the important process in comfort, because the capillary pressure is produced in the fabric. This is due to the wetting of fibres and it causes the liquid to reach the spaces in between the fibres which gives capillary action [10,11].
Thermal comfort can be achieved by layered knitted structures with hydrophobic and hydrophilic layer. The hydrophobic or inner layer is made up of synthetic filament yarn which has good capillary action and the hydrophilic or outer layer is made up of hydrophilic yarn which has good moisture absorbency. Natural fibres such as cotton, wool and viscose rayon are hydrophilic in nature which has greater affinity to water molecules may be used as outer layer. Hydrophilic fibres possess poor water transportation and release because the water molecules tend to be retained in the fibres. On the other hand, synthetic fibres such as polyester, polypropylene and nylon being hydrophobic in nature, have the advantage of water transport and release by capillary wicking. This action prevents the retention of liquid in the fibres because fibres do not form bond with water molecules [12,13].
The wicking characteristics of the bi-layer fabric with one tuck point shows increasing trend, when the stitch density and thickness decreases [14–16]. The knitted fabric with polypropylene filament on the inner side and facing the skin is reported to have better wicking, water holding capacity and moisture vapour transmission when combined with viscose and cotton on the outer side of fabric [17]. The tri-layer fabric possess certain good functional characteristics where the liquid moisture is absorbed by the base layer, transferred through the connecting layer and gets evaporated from the top layer. Bamboo/lyocell/micro-fibre polyester and Bamboo charcoal/lyocell/micro-fibre polyester combinations of tri-layer woven and knitted fabric assembly were analysed for comfort properties [18]. The two layer fabric with polypropylene on the inner side and cotton on the outer side is reported to have good overall moisture management capacity (OMMC) due to quick transfer of liquid from inner to outer side [19]. Wool/polyester and wool/bamboo viscose fabrics exhibited better thermal comfort properties than 100% wool and 100% bamboo fabrics [20].
The increase in percentage of bamboo (>50%) reduces the overall moisture management capability in cotton/bamboo knitted fabrics [20]. Knitted fabrics made by micro-fibre polyester exhibited excellent moisture-related comfort properties like absorption, wicking and rate of drying [17,21]. The air permeability, water vapour permeability, wicking ability and drying rate are found to be higher for double face knitted fabric made up of micro-fibre polyester as an inner layer with less tuck points compared to other fabrics with more number of tuck points [22]. Combinations of polyester with thermo-regulating viscose Outlast gives better wicking ability but poor drying capability [23]. The knitted fabrics with polyester and polypropylene in the inner layer shows high values of accumulative one-way transport index and bottom spreading speed which can be recommended for next-to-skin applications [14].
In the earlier part of research work, bi-layer knitted fabrics were developed and its thermal comfort properties were analysed. Bi-layer knitted fabric with tuck on 12th wale and 18th course exhibited good thermal comfort properties [23] both objectively and subjectively by shuttle badminton players. An attempt has been made to develop tri-layer knitted structure in which inner layer was made up of micro-fibre polyester yarn and outer layer was made up of modal yarn. Yarn used in the middle layer was changed such as micro-fibre polyester or polyester or acrylic. The thermal comfort characteristics of modified bi-layer structures were analysed objectively and subjectively by shuttle badminton players.
Materials and methods
Materials
Tri-layer knitted fabric was developed in semi jacquard rib knitting machine and the machine specification is Mayer and Cie-OVJ36 with 36 feeders, 20 gauge, 1832 needles and 30 inch diameter using constant setting values. Three tri-layer knitted structures were developed in which inner layer was made up of micro-fibre polyester (150 Denier) and outer layer (132 Denier) was made up of modal yarn. The yarns used in the middle layer have been changed such as either micro-fibre polyester (0.72 dpf) or polyester (3.13 dpf) or acrylic (2.88 dpf). The count of yarn used for middle layer was 150 Denier. This is a 36 course repeat structure and the dial needles knit on odd feeders and the cylinder needles knit on even feeders. Thirty six jacks were used with respect to pegs in the pattern drum and the jack selects the needle either to knit or miss. The selection of needle by jack was controlled by the pegs inserted in the pattern drum.
Details of tri-layer knitted fabric structures.


Jacquard knitting machine jack raising position.

Photographs of tri-layer knitted fabric structures.
Testing methods
The testing of double face knitted fabrics was carried out in the standard atmospheric conditions of 65% RH and 27 ± 2℃.
Dimensional properties
Wales and courses per unit length were evaluated using the standard ASTM D 3887: 1996 (RA 2004) [24]. The thickness measurement of the fabrics was carried out according to ASTM D1777-96 using Shirley thickness gauge [25]. The fabric weight per unit area was determined according to ASTM D3776 standard using an electronic balance [26].
Fabric porosity
Porosity was determined by measuring the total volume of a fabric and calculating the total volume of fibre in the sample. The difference between these two values is considered as air space and when calculated as a percentage of the total volume, it gives the porosity [27]. The porosity was determined by the following equation

Tightness factor
The tightness factor of the knitted fabrics was calculated by the following relationship

Air permeability
Air permeability of double layer knitted fabric was measured using KES–F8 AP1 Air Permeability Tester which follows BS 5636 1990 standard [28].
Thermal conductivity
TF 130 Flat plate thermal conductivity tester was used to determine the thermal insulation properties of various fabrics, quilting products and other heat insulation materials. The performance of the equipment conforms to ASTM D1518 standard [29]. The testing plate, base plate and the surrounding protection plate are in the same temperature under the electric control and the size of the sample is 30 cm × 30 cm. The insulation rate, heat transfer co-efficient, CLO value and heating time of testing plate that needs to keep constant temperature in a certain time are calculated by microcomputer.
Water vapour permeability
The water vapour permeability was determined on Shirley water vapour permeability tester according to standard BS 7209:1990 [30].
Wicking
Vertical wicking was measured in accordance with BS 3424 standard, a strip of 20 cm × 2.5 cm test fabric was suspended vertically with its lower edge (0.5 cm) immersed in a reservoir of distilled water. The rate of rise of the leading edge of the water is then measured for every five minutes till it reaches consistency [31]. Transverse wicking was measured according to standard procedure AATCC 198-2011 [32].
Moisture absorbency
Water absorbency is a quality of fabric to absorb water. It is a method for measuring the total amount of water that a fabric will absorb. In this test, a sample of size 20 cm × 20 cm was dipped in the solution for 5 min. Then it was hung vertically for 5 min and weighed. The weight gain in percentage of fabric sample was taken as water absorbency of the fabric [33].
Drying behavior
0.2% soap solution was used to measure the drying rate of fabrics. Samples of size 20 cm × 20 cm were dipped in the solution for 2 h and then were hung vertically to allow extra water fell down for 5 min [34]. Then they were weighed after every half an hour. Graphs were plotted between the weight of the fabric and time. The slope of the graph gives the drying rate.
Measurement of moisture management properties
MMT can be used for determining fabric moisture management properties according to AATCC Test Method 195 [35]. It is designed to measure the liquid moisture transport behaviour of fabric in multiple directions. When moisture is transported in a fabric, the contact electrical resistance of the fabric changes and the change in resistance value depends on two factors: the components of liquid and the water content in the fabric. The liquid components are fixed, so that the measured electrical resistance is related to the water content in the fabric [36]. In this tester, fabric top surface is the next-to-skin side and fabric bottom surface is the side facing outwards when the garment is worn.
Subjective evaluation by wear trial method
Thermal environment subjective judgment scale questionnaire.

Statistical analysis
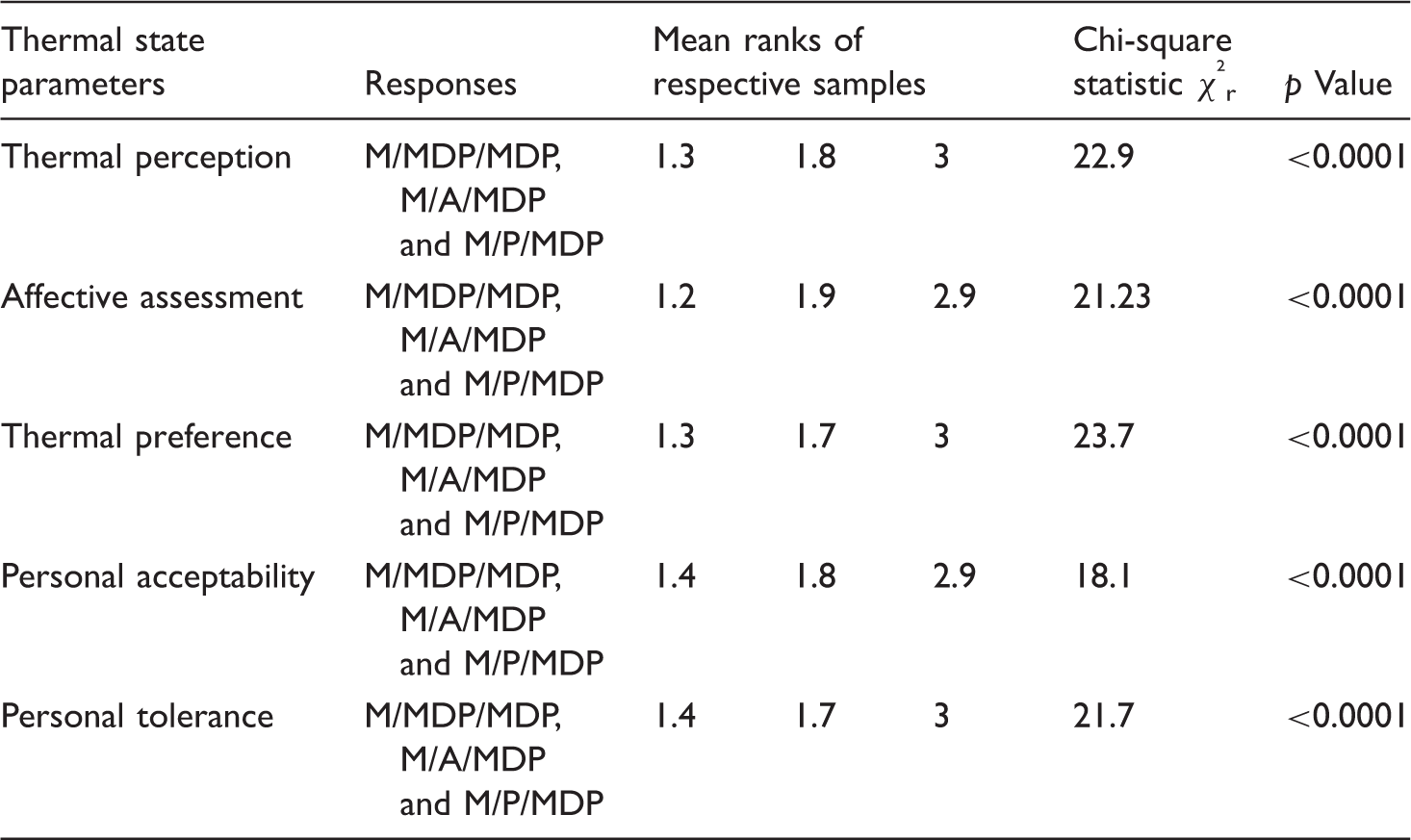
Analysis of variance (ANOVA) tests was used to examine significant difference between the thermal properties of samples. In order to infer whether the parameters were significant or not, p values were examined. If the ‘p’ value of a parameter is greater than 0.05 (p > 0.05), the parameter was not significant and should not be investigated. Subjective evaluation for thermal sensation was evaluated using Friedman One-Way Analysis of Variance by Ranks. It is non-parametric analysis, used to find out the significant difference between the rankings of five subjective judgement scales.
Results and discussion
Physical and thermal comfort properties of tri-layer knitted fabrics.

Thermal conductivity
Thermal characteristics are expressed as the amount of heat transmitted through the thickness of the fabric in a given surface area [12]. Thermal conductivity of layered knitted fabric is given in Table 3. The highest thermal conductivity was observed in M/MDP/MDP tri-layer knitted fabric and lowest thermal conductivity was observed in M/A/MDP tri-layer knitted fabric. The reason for highest thermal conductivity is due to the channeled structure of micro-fibre yarn and thickness of the fabric is lower than M/P/MDP and M/A/MDP. M/A/MDP tri-layer knitted fabric possesses lower heat transfer through the layer due to higher thickness and inherent properties of acrylic fibres.
Higher the volume of dead air within a textile structure, lower will be the thermal transmittance which results in higher thermal resistance. Due to the bulkiness of acrylic fibre which is placed as a middle layer in M/A/MDP fabric, it increases the thickness of the fabric. With the same fabric structure, changes in middle layer yarn type influence the thickness and mass per unit area of tri-layer knitted fabric as shown in Figure 3. Because of the same fabric structure, tri-layer knitted fabric shows less variation in stitch density. But greater variation in thickness and mass per unit area were noticed. The properties of middle layer yarn such as micro-fibre polyester or polyester or acrylic might have influenced this variation. It can be inferred that porosity and stitch density of fabric secondarily influence the thermal conductivity of modified bi-layer knitted fabric. Thermal conductivity is an intrinsic property of sportswear that indicates ability to conduct heat. Table 5 shows the ANOVA statistical analysis results at 5% significance level. The significant difference was found between the bi-layer knitted fabrics using one-way ANOVA (Factual = 2738.667 in comparison with Fcritical = 3.88) at degree of freedom 2, 12.
Effect of physical properties on thermal comfort properties.
Air permeability
Air permeability is defined as the rate of air flow through a known area under a prescribed air pressure differential between the two surfaces of a material [38]. It is shown in Table 3, M/MDP/MDP tri-layer knitted fabric exhibited good air permeability in both wet and dry state. Next to that, M/P/MDP followed by M/A/MDP showed good air flow through the layers. With micro-fibre polyester yarn as middle layer, the air permeability value was found high compared to polyester and acrylic yarn as middle layer. The reason is thickness and mass per unit area of M/MDP/MDP is found lower than other fabrics. This leads to the lower air gap thickness and less air is entrapped between the layers.
Being polyester yarn in the middle layer, due to lower thickness than M/A/MDP it allows free air movement from inner layer through middle layer to outer layer. Acrylic yarn in the middle layer of M/A/MDP restricts the air flow through the middle layer and hence lower air permeability. The stitch density of fabric does not have any marked effect on air permeability because loop length remains same for all the fabric structures. Even though with the same structure and loop length, M/MDP/MDP fabric has higher air permeability because of presence of micro-fibre polyester yarn in inner layer and middle layer which provides space for air flow. Table 5 shows the ANOVA statistical analysis results at 5% significance level. The significant difference was found between the air permeability of bi-layer knitted fabrics in both wet and dry states using one-way ANOVA (Dry: Factual = 1593.256 in comparison with Fcritical = 3.88 Wet: Factual = 311.6869 in comparison with Fcritical = 3.88) at degree of freedom 2, 12.
Water vapour permeability
The transfer of moisture vapour through the tri-layer knitted fabric is predominantly controlled by the fabric geometric properties such as thickness and nature of material [22]. Here the thickness plays a vital role; because this ensures the distance through which the liquid moisture has to transfer from the inner through middle to outer layer. From Table 3, it is apparent that M/MDP/MDP fabric exhibited higher water vapour permeability followed by M/P/MDP and M/A/MDP tri-layer knitted fabrics. This is due to lower thickness and mass per unit area of M/MDP/MDP knitted fabrics. M/A/MDP possesses higher thickness and mass per unit area because of the presence of acrylic fibre in the middle layer and thereby lower water vapour permeability.
Micro-fibre polyester in the inner layer owing to its channeled structure quickly transfers water vapour to the middle layer made up of acrylic yarn. The acrylic yarn due to its bulkiness of fibre, it slowly transfers water vapour to the outer layer. In M/MDP/MDP knitted fabric, inner and middle layer was made up of micro-fibre polyester yarn. Due to its channeled fibre structure, the liquid moisture is being pulled away from the skin through inner and middle to outer layer of tri-layer knitted structure. Also due to more number of filaments in the yarn cross section, the air gap between filaments is reduced. This leads to higher rate of water vapour transfer through the tri-layer knitted fabrics. The filament polyester in the middle layer of M/P/MDP has less number of filaments in the yarn cross section and the gap between the filaments is more and causes lower water vapour permeability than M/MDP/MDP. It was found from Table 5, ANOVA results shows that there is a significant difference between bi-layer knitted fabrics [Factual = 3307.074 > Fcritical = 3.88 (p < 0.05)].
Wicking
Vertical wicking
Wickability of the fabric mainly depends upon the fibre type, fabric construction and thickness of the material. It can be inferred from Figures 4 and 5; vertical wicking is high for M/MDP/MDP followed by M/P/MDP and M/A/MDP bi-layer knitted fabric. The thickness of the fabric is lower than other fabrics. M/MDP/MDP shows higher wicking height, this is due to the presence of synthetic fibres in the inner and middle layer viz, micro-fibre polyester. Micro-fibre polyester in the inner and middle layer quickly spread and transfers the liquid to outer layer. This is due to the structures ability to act like a capillary system and transports water to the outer layer. The channeled structure of micro-fibre polyester yarn in inner and middle layer increases the wicking height due to its better capillary action and reduced gap between the filaments in the yarn cross section.
Vertical wicking wale wise for tri-layer knitted structures. Vertical wicking course wise for tri-layer knitted structures.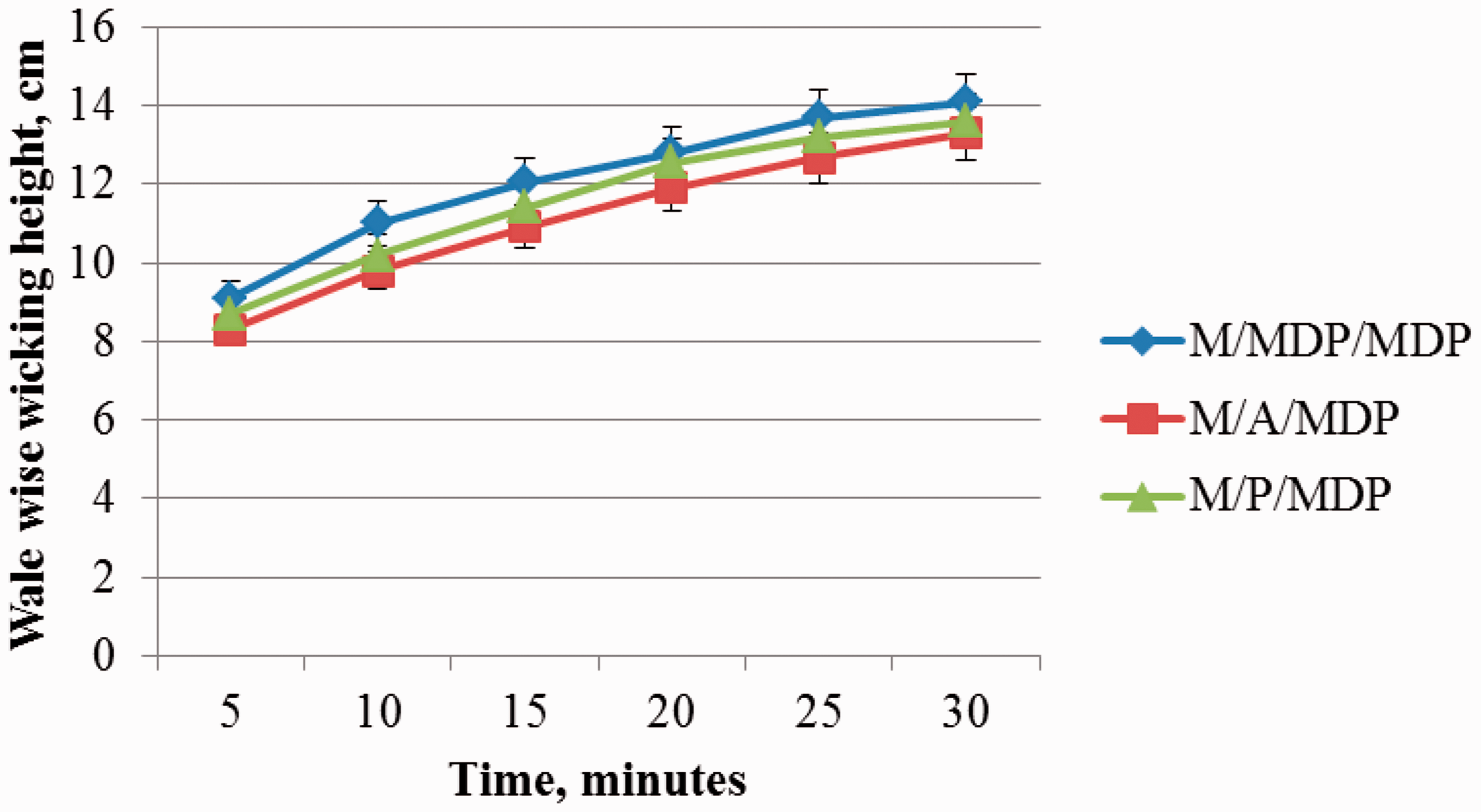

Acrylic yarn in the middle layer and micro-fibre polyester yarn in the inner layer showed comparatively lower vertical wicking height than other two tri-layer knitted fabrics. The reason is micro-fibre polyester in the inner layer of M/A/MDP quickly transfers the sweat to the middle layer and the acrylic yarn being its inherent characteristics, showed poor capillary action than micro-fibre polyester yarn. Thereby reduced vertical wicking height in both wale and course direction. The vertical wicking value of bi-layer knitted fabrics has significant difference between the structures [Factual = 45.91176 > Fcritical = 3.88 in walewise; Factual = 84.69767 > Fcritical = 3.88 in coursewise] is shown in Table 5.
Transverse wicking
The transverse wicking of any porous substrate was mainly governed by the thickness of the material [39]. Analysis of transverse wicking characteristics of bi-layer knitted fabric is more important than vertical wicking because perspiration transfers from the skin involves its movements through the lateral direction of fabric. It is given in Table 3; the wicking rate is higher for M/MDP/MDP knitted fabric followed by M/P/MDP and M/A/MDP. When a liquid is dropped on the surface of M/MDP/MDP knitted fabric, the liquid is quickly spread on surface and transferred to the middle layer which is made up of micro-fibre polyester. The middle layer also spreads and transfers liquid; the liquid moisture is absorbed by the outer layer made up of modal yarn. Replacement of middle layer yarn with filament polyester reduces the wicking rate due to reduced capillary action than micro-fibre yarn in M/MDP/MDP. Whereas in M/A/MDP knitted fabric, sweat is quickly transferred to the middle layer and the acrylic yarn in the middle layer due to its fibre bulkiness intended to have lower wicking rate than other tri-layer knitted fabrics.
The thickness of the fabric is also higher than other fabrics due to the presence of acrylic yarn in the middle layer. The lower thickness and mass per unit area of M/MDP/MDP facilitates better capillary system, removing and transporting water through the structure. It is concluded that, beyond the fabric governing factor, fibre type plays a major role in determining the wicking ability of fabrics. M/MDP/MDP knitted fabric possesses higher wicking rate on the surface of fabric. In this type of fabric, the sweat from the inner layer is transferred quickly to the outer layer and gets dispersed to the outer environment. It is also found from Table 5 that there is a significant difference in between the transverse wicking of bi-layer knitted fabrics

Moisture absorbency
It is given in Table 3, M/A/MDP showed good moisture absorbency than other fabrics. The presence of acrylic yarn in the middle layer due to its bulkiness increases the thickness of the fabric. The liquid moisture is transferred from the inner layer and is absorbed by the middle layer and less transferred to the outer layer. The more amount of moisture is absorbed by acrylic yarn in the middle layer and exhibited higher moisture absorbency percentage. In M/MDP/MDP knitted fabric, water is quickly transferred from the inner layer and spread quicker in the middle layer due to micro-fibre polyester yarn in both the layers. The fineness of micro-fibre polyester yarn decreases the thickness and mass per unit area. The moisture absorbency of bi-layer knitted fabrics shows significant difference between them (Factual = 164.8617 > Fcritical = 3.88) at degrees of freedom 2, 12 is shown in Table 5.
Drying behaviour
Moisture on the skin or clothing increases the heat loss of body and also affects the overall performance and endurance of the body and hence the clothing should have quick drying ability [40]. It is given in Table 3, among three union fabrics, M/MDP/MDP exhibited good drying rate than M/P/MDP and M/A/MDP fabrics. This is due to the variation in middle layer yarn type. M/MDP/MDP fabric quickly dries when the knitted fabric is kept in touch with sweat than other two tri-layer knitted fabrics. This is due to high water transmission, lower thickness and mass per unit area. M/A/MDP requires more time to dry or to reach initial dry mass due to the presence of acrylic yarn in the middle layer. It absorbs the liquid sweat from the inner layer and spreads on the middle layer and reaches the outer layer. The thickness and mass per unit area is also higher for M/A/MDP than other two tri-layer knitted fabrics. The tri-layer knitted fabrics can also be preferred for sportswear due to its high water vapour transmission and better drying rate. It is also found that there is a significant difference between the drying ability of bi-layer knitted fabrics [Factual = 29.685 > Fcritical = 3.88 (p < 0.05)] is shown in Table 5.
Moisture management properties
Wetting time
Moisture management test results of tri-layer knitted fabrics.

WTT: wetting time of top surface; WTB: wetting time of bottom surface; TAR: absorption rates on the top surfaces; BAR: absorption rates on the bottom surfaces; MWRT: maximum wetted radius at the top surfaces; MWRB: maximum wetted radius at the bottom surfaces; TSS: top surface spreading speed; BSS: bottom surface spreading speed; OWTC: one-way liquid transport capacity; OMMC: overall moisture management capacity.
One-way ANOVA of thermal comfort properties of tri-layer knitted fabrics.
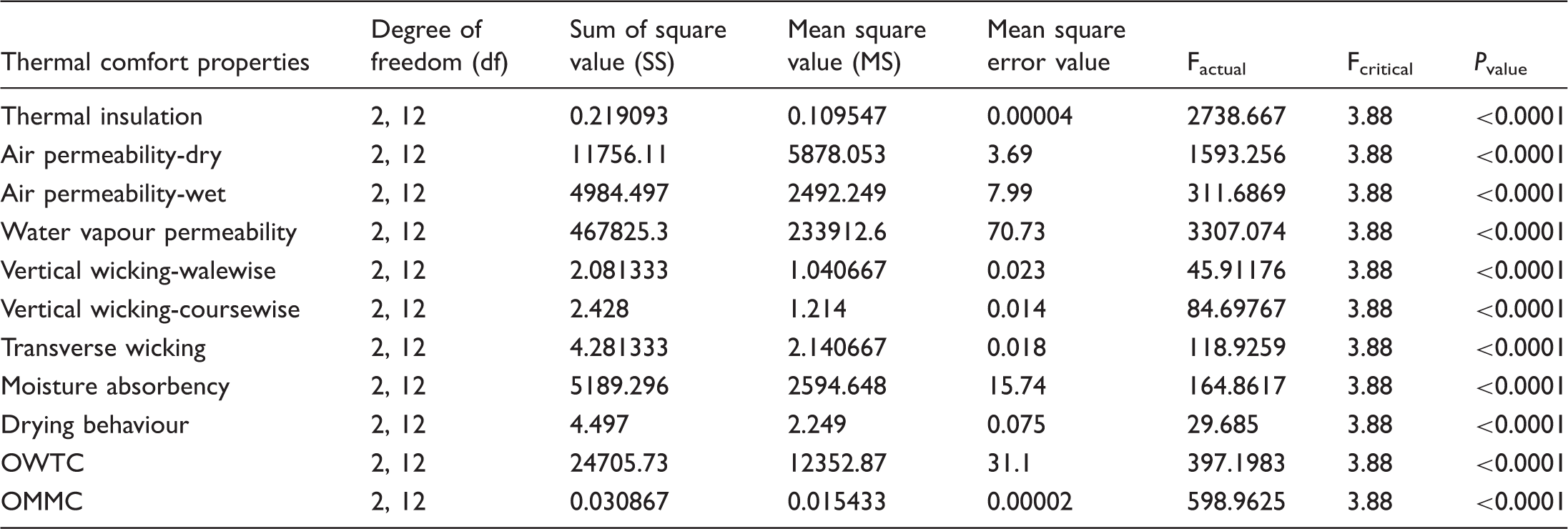
OWTC: one-way liquid transport capacity; OMMC: overall moisture management capacity.
Absorption rates
It is clearly given Table 4 that the absorption rate is directly proportional to wetting time of tri-layer knitted fabric [14]. The top absorption rate is lower than bottom absorption rate for all tri-layer knitted fabrics. In M/MDP/MDP fabric, the bottom absorption rate is higher than other tri-layer fabrics. This is due to lower thickness value of M/MDP/MDP fabric; quickly act as a capillary channel to transport moisture to the bottom surface. The bottom surface made up of modal yarn absorbs moisture with the larger surface area and evaporates to the environment. In M/P/MDP fabrics, the thickness and mass per unit area are high which possesses lower bottom absorption rate than M/MDP/MDP fabrics. Next to that, M/A/MDP fabrics, the thickness and mass per unit area are higher than other fabrics which possesses lowest bottom absorption rate than other two tri-layer knitted fabrics. If the sweat is slowly transferred to the bottom surface of fabric, as it causes the collection of sweat on the skin surface and affects the performance of wearer. It can be concluded that in M/MDP/MDP the sweat is transmitted quickly by the micro-fibre polyester yarn on the top surface of the knitted fabrics where it is in contact with skin and transmitted to the bottom surface by diffusion where it is exposed to the outer environment.
Maximum wetted radius (MWR)
In general, the increase of MWR decreases the drying time of knitted fabric. The MWR of the top and bottom surface was found higher for M/MDP/MDP knitted fabric is shown in Table 4. It indicates that sweat is quickly transferred to the top surface and spread on the bottom surface with same radius. The presence of micro-fibre polyester in the inner and middle layer of M/MDP/MDP knitted fabric possesses smaller space between fibres and hence the fibre surface area is extended. This causes more pores to transport vapour outward by superior capillary action [42]. These types of fabrics exhibited quick absorbing and drying of fabrics which makes the wearer to feel comfortable. M/P/MDP knitted fabric was observed to have lower MWR on top and higher bottom MWR. M/A/MDP was observed to have similar top and bottom MWR but lower than M/MDP/MDP and M/P/MDP knitted fabric. Acrylic yarn in the middle layer of M/A/MDP absorbs moisture and less liquid is generated to the bottom surface. The test liquid is not absorbed by the fibres because of micro-fibre polyester or filament polyester yarn and it is transferred easily to the bottom surface through the capillary force of micro-fibre polyester or filament polyester. In human-clothing-environment model, the sweat is generated due to heat loss by the body action. Due to heat loss and formation of sweat, the wearer feels cool or chill or clammy. In order to avoid this, the structure should have good capillary effect like M/MDP/MDP knitted fabric which can easily take away the moisture from the skin surface.
Spreading speed
Table 4 shows that among all tri-layer knitted fabrics M/MDP/MDP rated good MWR and spreading speed on bottom surface. This is due to the structures ability to act like a capillary system and transports water to the outer system. Next to that, M/P/MDP knitted fabric exhibited higher spreading speed on bottom surface, due to its better capillary action than acrylic yarn and inherent characteristics of polyester which wicks moisture readily on the fabric surface. The acrylic yarn in the middle layer absorbs moisture and transfers it to the outer layer. Due to this, spreading speed on top and bottom surface is lower than other knitted fabrics. The micro-fibre polyester in the middle layer of M/MDP/MDP fabric quickly spreads the liquid from the center of the fabric to the MWR and possesses highest spreading speed with MWR. The MWR and spreading speed indicates the ability of liquid spreading, evaporation of liquid over the larger area and hence the drying ability of the fabric structure [14]. It is found that, higher the bottom MWR and spreading speed of the bi-layer knitted fabric M/MDP/MDP, greater will be the evaporation from the bottom layer and lesser the time required for the fabric to dry [43].
OMMC
Table 4 shows the values of one-way liquid transport capacity (OWTC) and OMMC of tri-layer knitted fabrics. The one way transport index value of M/A/MDP knitted fabric was lower and exhibited low one-way transport of liquid sweat when compared to other fabrics. M/MDP/MDP bi-layer knitted fabric was classified as very good grade (OMMC: 0.6–0.8) in OMMC. The fabric would be dry next to skin due to low absorption rate in top surface and higher MWR and spreading speed on bottom surface. M/MDP/MDP followed by M/P/MDP and M/A/MDP possesses good moisture management capacity. With the same fabric structure of tri-layer knitted fabric, changes in middle layer yarn type has a significant effect on moisture management properties. The finger print of moisture management properties of M/MDP/MDP is shown in Figure 6. It is also found that there is a significant difference between the OWTC of bi-layer knitted fabrics [Factual = 397.1983 > Fcritical = 3.88 (p < 0.05)] is shown in Table 5. The OMMC of bi-layer knitted fabrics shows significant difference between them (Factual = 598.9625 > Fcritical = 3.88) at degrees of freedom 2, 12 is shown in Table 5.
Finger print of moisture management properties of M/MDP/MDP.
Subjective analysis by wear trial
Subjective rating on thermal environment judgement scale.

Thermal state rating-Friedman one-way analysis of variance by ranks of modified bi-layer knitted fabrics.
Co-efficient of correlation between objective and subjective test results of modified bi-layer knitted fabrics.
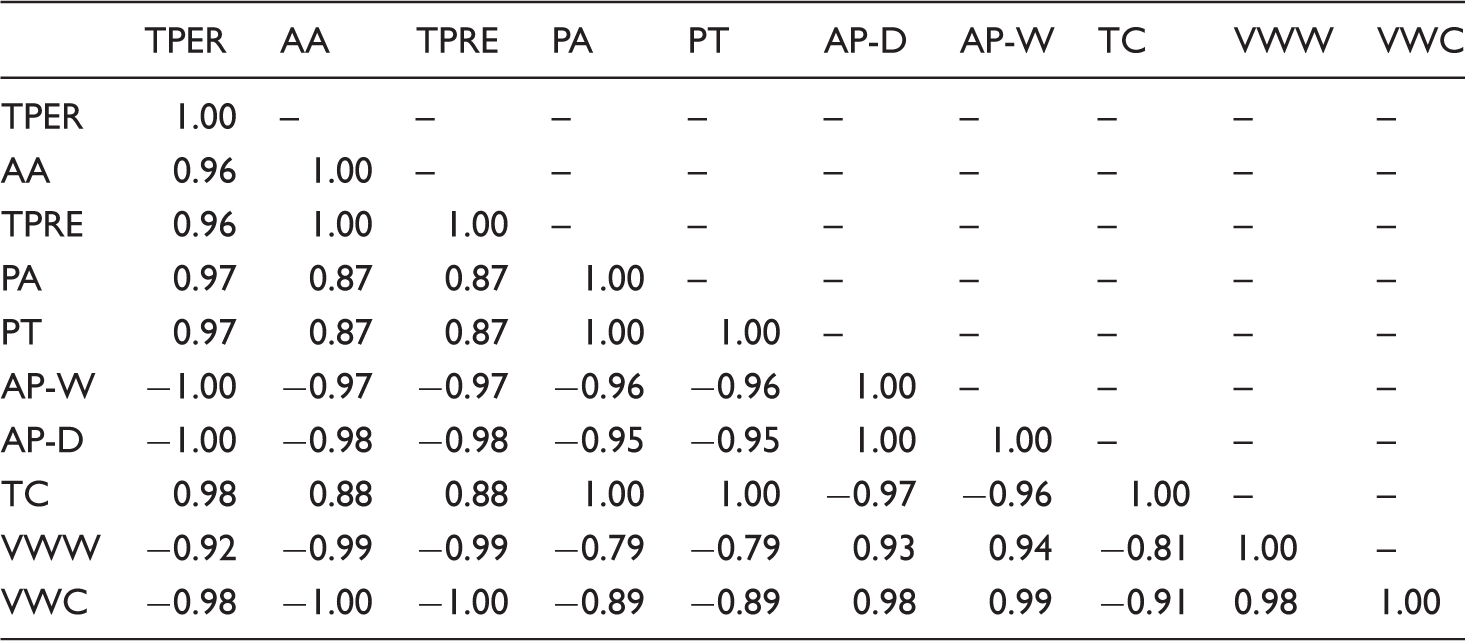
TPER: thermal perception; AA: affective assessment; TPRE: thermal preference; PA: personal acceptability; PT: personal tolerance; AP-D: air permeability-dry, AP-W: air permeability-wet; TC: thermal conductivity; VWW: vertical wicking-walewise; VWC: vertical wicking-coursewise.
Co-efficient of correlation between objective and subjective test results of modified bi-layer knitted fabrics.
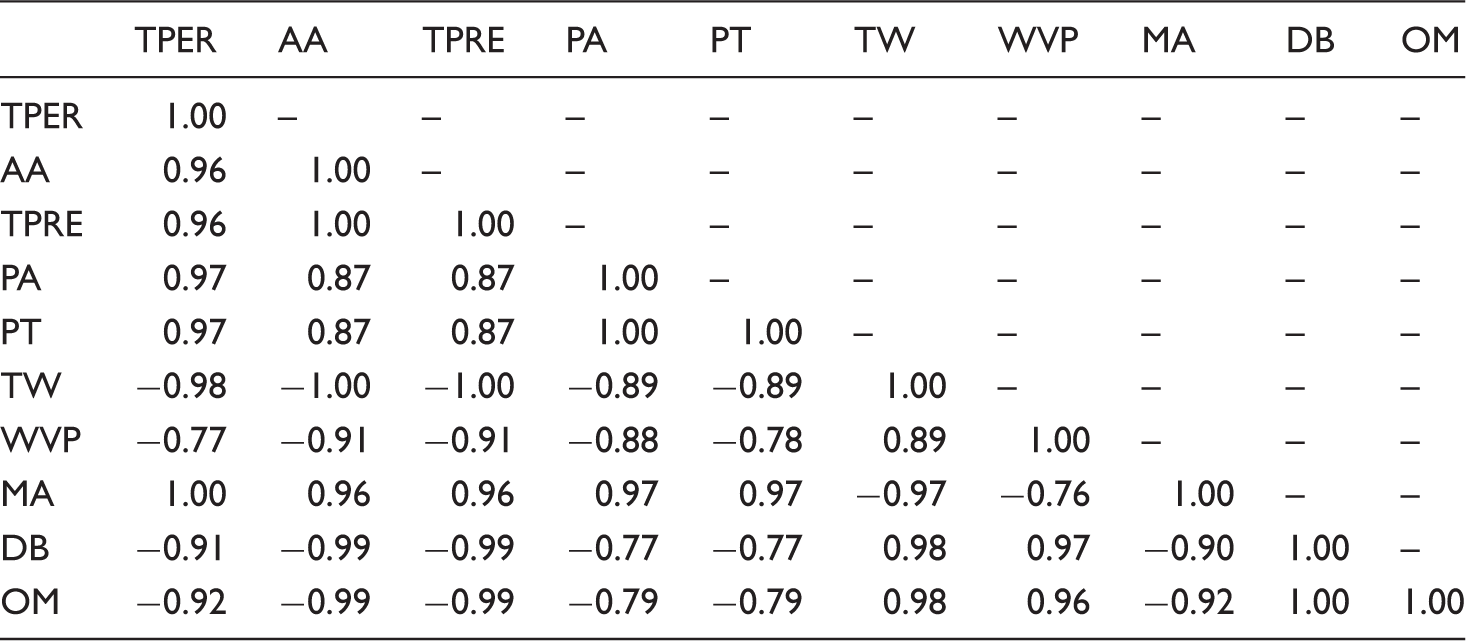
TRER: thermal perception; AA: affective assessment; TPRE: thermal preference; PA: personal acceptability; PT: personal tolerance; TW: transverse wicking; WVP: water vapour permeability; MA: moisture absorbency; DB: drying behavior; OM: over all moisture management capacity.
Conclusion
Tri-layer knitted structures were developed and its effect on thermal comfort characteristics was analysed and the following conclusions are drawn: Thermal conductivity was observed to be higher for Modal/Micro-fibre polyester/Micro-fibre polyester when compared to other tri-layer knitted fabrics. The lowest thermal conductivity was observed in Modal/Acrylic/Micro-fibre polyester tri-layer knitted fabric. The reason for highest thermal conductivity is due to the channeled structure of micro-fibre yarn and the thickness of the fabric is lower than other knitted fabrics. With micro-fibre polyester yarn as middle layer, the air permeability value was found high compared to polyester and acrylic yarn as middle layer. The reason is thickness and mass per unit area of the fabric is found lower than other fabrics.
The transfer of moisture vapour and liquid moisture through the tri-layer knitted fabric is predominantly controlled by the fabric geometric properties such as thickness and nature of material. Moisture absorbency is higher for Modal/Acrylic/Micro-fibre polyester knitted fabric due to higher thickness, mass per unit area and presence of acrylic yarn in the middle layer. Drying rate mainly depends upon the high water transmission, lower thickness and mass per unit area of tri-layer knitted fabrics. Modal/Micro-fibre polyester/Micro-fibre polyester fabric when compared to other tri-layer knitted fabric exhibited good rating on thermal environment using subjective judgment scales by shuttle badminton players. A good correlation was obtained between the objective and subjective evaluation of thermal comfort characteristics of tri-layer knitted fabrics. Modal/Micro-fibre polyester/ Micro-fibre polyester tri-layer knitted fabric is preferred for sport clothing because they quickly release perspiration from the skin to keep the wearer dry.
Footnotes
Declaration of Conflicting Interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) received no financial support for the research, authorship and/or publication of this article.