
Abstract
The comfort of the fabric is attained through transmission of sensible and insensible perspiration. This can be achieved by enhancing the moisture management properties of knitted fabrics. In this article, the moisture management properties of seven bi-layer knitted fabrics were analyzed for active sportswear. Liquid transfer property is the key factor in comfort to be considered in clothing design of sportswear. In support of this aim, bi-layer knitted fabrics with different yarn combinations in the inner layer and outer layer were used. The selected yarn combinations were viscose-polypropylene, modal-polypropylene, viscose-micro fibre polyester, modal-micro fibre polyester, viscose-polyester, modal-polyester and bamboo-polyester for outer and inner layers. The objective fabric test was carried out to find out the moisture management properties of bi-layer knitted fabrics. The results indicate that the micro-fibre polyester (inner layer) and modal (outer layer) bi-layer knitted fabric have better moisture management property because of better wetting time, high wetting radius, good absorption rate and good spreading speed of sweat, and hence provide high level of comfort and can be preferred for active sportswear.
Introduction
At high activity, the skin or cloth gets wet due to liquid moisture (sweat) and the evaporation of liquid takes place, which promotes heat loss. The heat transport to the environment is achieved through a dry flux (conduction, convection and radiation) and a latent flux produced by perspiration. Ideally, the sweat should not spread on the inner surface of the garment, as it can cause discomfort, particularly in cold conditions. The dry flux depends on the thermal insulation property of the garment worn, while the latent flux depends on the garment moisture transport (management) properties. The liquid moisture should be absorbed by the fabric and transferred to the outer face as fast as possible and, therefore, the liquid moisture transport ability of the garment worn is of the most importance in cases where the physical exertion causes a high rate of sweating [1–3]. During exercise, heat is generated from within the body, which increases core and skin temperatures and may influence exercise performance [4,5]. Clothing must have the ability to manage the amount of sweat (sensible and insensible) produced and the level of evaporation. The good properties of moisture transfer in clothing may decrease skin wetness and increase sweat evaporation, and therefore benefit thermoregulation during exercise [6,7].
Athletic apparel must prevent excessive heat loss in cold weather and enable the release of sweat from the surface of the skin in hot weather [8]. Clothing comfort or the sense of coolness/warmth is one of the important parameters of sportswear.
Comfort in fabrics is related to three main factors, namely thermo-physiological, sensorial and physiological [9,10]. Thermo-physiological comfort is a general expression of factors such as the thermal properties, water vapour transmission, sweat absorption and drying ability of fabrics [11,12]. The moisture transmission behaviour of a clothing assembly plays a very important role in influencing its efficiency with respect to both thermo-physiological and sensorial body comfort [13,14]. Moisture management property is an important aspect of any fabric meant for apparel, which decides the comfort level of that fabric [15]. The moisture management properties of a fabric are critical to wearers’ comfort, especially for sportswear and protective garments in which intensive physical activities occur [16–18].
In support of this aim, many studies have focussed on double-face structures to achieve high level of comfort [19–23]. The performance of layered fabric in thermo-physiological regulation is better than single layer textile structure [24–27]. Layering of fabrics used as garment has major effect on properties such as thermal conductivity, air permeability and moisture vapour transmittance [28]. A simple double-face construction is preferred, in which the inner face is made of a synthetic filament yarn that is hydrophobic and has a good capillary action; the outer face is made from a hydrophilic yarn that absorbs the wicked moisture and allows it to evaporate [29–31]. Synthetic sportswear shows better performance with significant improvement in the mean skin temperature and comfort sensation rating during exercise [32,33]. Fabric knitted with micro-denier polyester yarn is reported to have better moisture vapour transmission, faster heat transfer and cooler feeling at initial touch as compared to spun polyester [34,35]. Cellulosic fibres like cotton and viscose absorb moisture easily and retain the moisture, thus making liquid transportation difficult [36]. Hydrophilic fibres like viscose can absorb liquids into the fibre structure thus preventing the spread of liquids, including sweat, along the fabrics [37].
Considerable research works have been focussed on moisture vapour transmission of double-face structures. Different types of yarns are used in the inner and outer layer of multilayered fabrics to improve the moisture management properties of the fabrics [18]. The moisture content of one layer is not only dependent on its material properties but also on the material properties of neighbouring layer [24]. A textile material with asymmetric wettability was developed by fabricating one surface of fabric to be hydrophobic and the opposite surface to be hydrophilic [38]. Fabric knitted with polypropylene (PP) filament on the inner side and facing the skin is reported to have better wicking, water holding capacity and moisture vapour transmission when combined with viscose and cotton on the outer side of fabric and can be preferred for summer, active and sportswear [39]. In addition to that, studies have done with double-layer knitted structures where the inner (contact) layer is made of polypropylene yarns and the outer layer is made of cotton or viscose yarns [40].
Blending wool with polyester or wool with bamboo has improved moisture management properties of the fabrics in comparison to 100% wool and 100% bamboo fabrics [41]. The bi-layer interlock knitted structures using 100% polypropylene and 100% cotton spun yarn was studied to analyze the thermal transmittance, air and water vapour permeability for sportswear [42,43]. Moisture management properties of wool/polyester and wool/bamboo viscose fabrics and concluded that the blended fabric has better moisture management properties than 100% wool and 100% bamboo fabrics [44]. Two layer fabrics made using 30% Tencel and 70% polyester in the outer layer gives better moisture compared to 100% polyester. Liquid moisture management properties of wool/PET and wool/bamboo plated fabrics have been investigated on MMT [45]. Combinations of PET with thermo-regulating viscose outlast gives better wicking ability but poor drying capability [46].
In this research work, an attempt has been made to analyze the moisture management properties of bi-layer knitted structures made out of Viscose-Polypropylene, Modal-Polypropylene, Viscose-Micro fibre polyester, Modal-Micro fibre polyester, Viscose-Polyester, Modal-Polyester and Bamboo-Polyester union fabrics. The aim of this study is to develop a bi-layer knitted fabric that will achieve a high level of clothing comfort for active sports wears.
Experimental procedures
Materials
The layered knitted structures were prepared using viscose, modal, bamboo, polypropylene, micro-fibre polyester and polyester. The yarn count of 132D/40f, 150D/46f and 176D/54f were selected for the study. All samples were developed in circular multi-track weft knitting machine (Kumyong-KILM-72AV) with 68 feeders, 18 gauge, 3168 needles and 28 inch diameter using constant setting values. The yarn combinations were Viscose-Polypropylene, Modal-Polypropylene, Viscose-Micro fibre polyester, Modal-Micro fibre polyester, Viscose-Polyester, Modal-Polyester and Bamboo-Polyester. The face and back side of bi-layer knitted fabrics were named as outer layer and inner layers, respectively. The inner layer of the fabric is fabricated to touch the skin of human body. In this experimental work, the inner layer is made of polypropylene or micro-fibre polyester filament or polyester yarn that is hydrophobic and has good wicking rate. The outer layer is made up of regenerated fibre such as Viscose or Modal or Bamboo, which has more absorption character and rapid evaporation. All the bi-layer knitted fabric is developed with the same structure with18 course repeat. The yarn which has to form as an inner layer is fed into the dial needle and the yarn for the outer layer is fed into cylinder needle. In odd feeders, dial needles knit and, in even feeders, cylinder needles knit. In the first feeder, all dial needles knit and the third cylinder needle tuck. The graphical representation and yarn arrangements of the double face fabric are shown in Figure 1 and the needle notation is shown in Figure 2.
Graphical representation and yarn arrangement of bi-layer knitted structure. Needle notation of bi-layer knitted structure.

Testing methods
The testing of double face knitted fabrics was carried out in the standard atmospheric conditions of 65% RH and 27 ± 2℃.
Moisture management properties
Moisture management tester (MMT) is one of the most commonly used instruments for characterizing fabric liquid moisture management properties, in terms of different indices for fabric top and bottom sides [47]. MMT can be used for determining fabric moisture management properties according to AATCC Test Method 195 [48]. It is designed to measure the liquid moisture transport behaviour of fabric in multiple directions. When moisture is transported in a fabric, the contact electrical resistance of the fabric changes and the change in resistance value depends on two factors: the components of liquid and the water content in the fabric. The liquid components are fixed, so that the measured electrical resistance is related to the water content in the fabric [47,49].
The test solution was prepared by dissolving 9 g of sodium chloride in 1 L of distilled water and adjusts its electrical conductivity to 16 ± 0.2 milli Siemens (mS) at 25℃ (77°F) and it is dropped on the top surface of fabric. During the test, the same quantity of solution (0.15 g) was applied onto each specimen’s top surface automatically by the instrument [48]. In this tester, the fabric top is the next-to-skin side and fabric bottom is the side facing outwards when the garment is worn [50].
Dimensional properties
The bi-layer knitted fabrics were measured for their loop length, stitch density, thickness, and areal density. The thickness measurement of the fabrics was carried out according to ASTM D1777-96 [51].
Areal density
The fabric weight per unit area was determined according to ASTM D3776 standard using an electronic balance [52]. The areal density of layered knitted fabrics was measured by cutting the sample size of 10 × 10 cm2. The sample was weighed in the electronic weighing balance and the value was multiplied by 100.
Fabric porosity
Porosity was determined by measuring the total volume of a fabric and calculating the total volume of fibre in the sample. The difference between these two values is considered as air space and when calculated as a percentage of the total volume, it gives the porosity [53]. The porosity was determined by the following equation:

Tightness factor
The tightness factor of the knitted fabrics was calculated by the following relationship:

Analysis of variance (ANOVA) tests were used to determine the significant difference between the liquid moisture transport of fabrics. In order to infer whether the parameters were significant or not, p values were examined. If the ‘p’ value of a parameter is greater than 0.05 (p > 0.05), the parameter was not significant and should not be investigated.
Results and discussion
Fabric geometric parameters
Geometrical properties of bi-layer knitted fabrics.

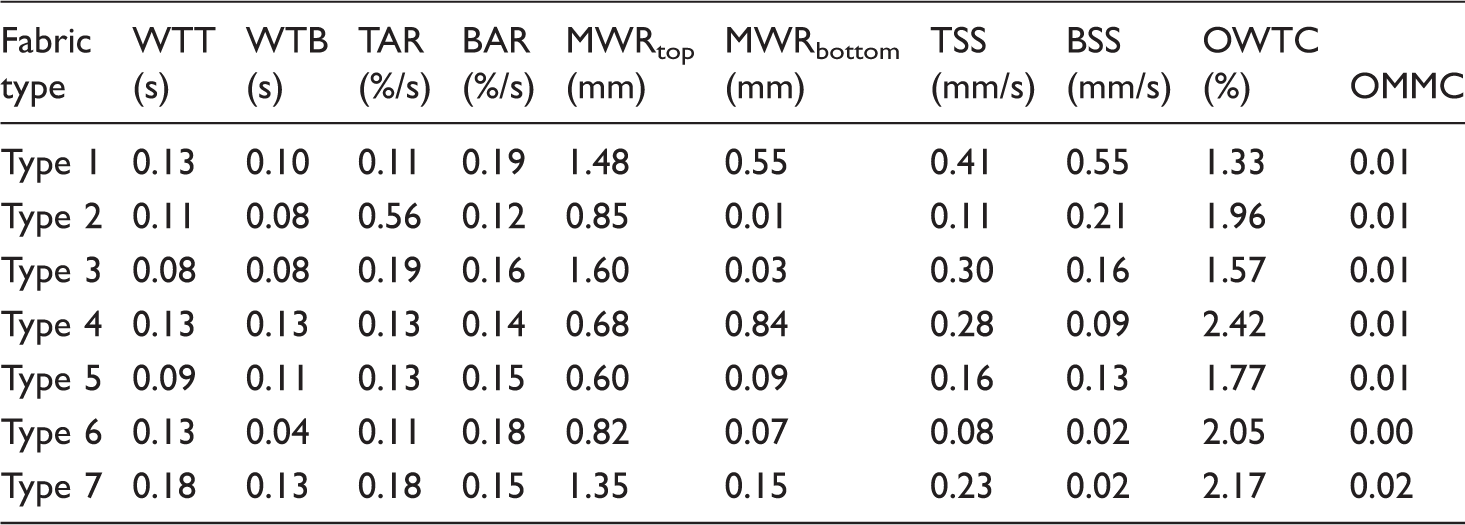
Mean value of MMT test results.

Note: Wetting time of top surface (WTT) and bottom surface (WTB); absorption rates on the top (TAR) and bottom surfaces (BAR); maximum wetted radius at the top (MWRtop) and bottom surfaces (MWRbottom); top surface spreading speed (TSS) and the bottom surface spreading speed (BSS); one-way liquid transport capacity (OWTC); overall moisture management capacity (OMMC).
Wetting time
The wetting time of top surface (WTT) and bottom surface (WTB) are the time period in seconds, in which the top and bottom surfaces of the fabric just start to get wetted, respectively, after the test started [48].
Standard deviation of MMT test results.
The results shows that the top (next to skin) surface of micro denier polyester-viscose (Type 3) and micro denier polyester-modal (Type 4) fabrics would take longer to wet than bottom layer and it will stay dry in time period of physical activity. This is due to micro-fibre polyester does not form bonds with water molecules, but also due to its positive contact angle (75°), liquid surface is dragged very smoothly, which offers high wicking [55].
In general, sitting, standing or normal walking (at about 4 km/h), which would produce metabolic heat production approximately M = 90, 115 or 280 W, respectively. Leisure wear can be preferred for this kind of activity [13]. Type 5, Type 6 and Type 7 bi-layer fabrics would be suitable for this type of wears. For rapid walking (at 5 km/h) which gives a metabolic heat production of M = 350 W [13,56] and this will be increased to values of 1000 W or more by activities such as running or biking. It is very important for sportswear to dissipate body heat and to transfer water vapour to the outer environment. This can be achieved by Type 3 and Type 4 bi-layer knitted fabrics in which top wetting time is longer than bottom wetting time and will stay dry soon.
One-way ANOVA of MMT properties of bi-layer knitted fabric structures.

Absorption rates
Absorption rates on the top (TAR) and bottom surfaces (BAR) are the average speed of liquid moisture absorption ability of the specimen, in the pump time [48].
It is clearly shown in Table 2, that the absorption rate is directly proportional to wetting time and yarn count of bi-layer knitted fabric [8]. The top absorption rate is higher than bottom absorption rate for all bi-layer knitted fabrics, except for Type 1, Type 2 and Type 7 fabrics. In Type 3 and Type 4 fabric, increase of loop length decreases the stitch density value. The increase of porosity in bi-layer structure contributes to the fabric ability in the top surface to transport moisture quickly. The bottom absorption rate is higher for Type 1 and Type 2 due to higher stitch density and thickness of fabric. The absorbency rate of Type 5, Type 6 and Type 7 in the top surface is lower than Type 1 and Type 2. The fact was polypropylene combination gives best moisture management properties than the polyester combination of fabric [57]. Another reason was the moisture regain of polyester (0.4%) is higher than polypropylene (0%). If the sweat is not transferred quickly to the outer layer of fabric as in the case of Type 5 and Type 6, it causes accumulation of moisture in the micro-climate and thus causes discomfort to the wearer. If only a little sweat is transferred to the outer surface of bi-layer knitted fabric Type 7, it causes the collection of sweat on the skin surface and affects the performance of wearer. It can be concluded that the sweat is transmitted faster by the micro-fibre polyester yarn on the top surface of the bi-layer knitted fabrics Type 3 and Type 4, where it is in contact with the skin and transmitted to the bottom surface by diffusion where it is exposed to the outer environment [58].
The sweat in the form of vapour has to be transported from the skin to the outer layer through the normal plane of the clothing and indirectly proportional to the thickness of the clothing [59]. Because a person engaged in strenuous physical activity may sweat as much as a quart (¼ gallon) of fluid in an hour [13]. The amount of heat lost is equal to the latent heat of vaporisation of the moisture evaporated. Type 3 and Type 4 fabrics due to high porosity, the water vapour can be easily replaced by the movement of air. It improves the comfort of the wearer during strenuous activity.
The ANOVA results shows that with respect to TAR, there is a significant difference between the bi-layer knitted fabrics Type 1 to Type 7 at degrees of freedom 6,28 [Factual = 464.533 > Fcritical = 2.45 (p < 0.05)] and for BAR, there is a significant difference between the structures [Factual = 3,012.022 > Fcritical = 2.45 (p < 0.05)]. The correlation coefficient (r) between stitch density and bottom absorption rate is 0.76 and the correlation (r) between mass per unit and bottom absorption rate is 0.69.
Maximum wetted radius (MWR)
MWRtop and MWRbottom are defined as the greatest or MWR at the top and bottom surfaces, respectively [48]. Table 2 shows the top and bottom MWR of all bi-layer knitted structures. The MWR in top and bottom surface was similar for Type 3 and Type 4 bi-layer fabrics. Type 3 and Type 4 fabrics with lower stitch density and lowest thickness showed better MWR, which indicates that higher the bottom wetted radius of the fabric greater the evaporation from the bottom layer and lesser the time fabric would take to dry [60]. Type 5, Type 6 and Type 7 were observed to have lower bottom MWR compared to other fabrics. The reason being would probably due to higher thickness than other bi-layer knitted fabrics. It shows that the sweat is not transmitted quickly from the inner layer (next to skin) and leads to minimum absorption of liquid in the outer layer. MWR value is comparatively less for Type 1 and Type 2 due to the presence of more number of stitches on the surface of fabric and higher thickness value.
Since the presence of micro-fibre polyester in the inner layer of Type 3 and Type 4 fabric, in which spaces between fibres are smaller and the fibre surface area is extended. This causes more pores to transport vapour outward by superior capillary action [61]. The fabric with relatively large wetted radius on the bottom surface indicates that the liquid can be spread from the bottom surface more quickly [62]. When the sweat is evaporated from the skin surface, the body loses heat and the instant heat loss increases the clammy feeling of the wearer. In order to avoid this, a structure which has good capillary effect can take the moisture away from the skin surface.
When the human is subjected to kinetic activity, the metabolic heat rate is produced from 3.0 met to 8.7 met [63,64]. The heat is transferred to the environment by respiration and perspiration. In Type 3 and Type 4 bi-layer fabrics, being the hydrophobic fibre ensembles (micro-fibre polyester), moisture are quickly diffuses into the molecular networks without chemically attracted by the fibre molecules and dissipates to the outer environment [13]. The MWR enhances the flow of water vapour from the skin to the environment and reduces the moisture build-up the in micro-climate.
It was found from Table 4, ANOVA results shows that there is a significant difference between the MWRtop value of all bi-layer knitted fabrics [Factual = 16.289 > Fcritical = 2.45 (p < 0.05)]. Also it is noticed that there is a significant difference in MWRbottom between the layered knitted fabrics [Factual = 80.476 > Fcritical = 2.45 (p < 0.05)]. The correlation coefficient (r) of stitch density and thickness with MWRtop is 0.89 and 0.85, respectively. The correlation coefficient (r) of stitch density and thickness with MWRtop is 0.80 and 0.82, respectively.
Spreading speed
Spreading speed TSS and BSS (mm/s) is the accumulated rate of surface wetting from the centre of the specimen where the test solution is dropped to the MWR [48]. Table 2 shows the top surface spreading speed (TSS) and the bottom surface spreading speed (BSS).
The highest spreading speed was observed in Type 3 and followed by Type 4. The reason was more pores in the bi-layer fabric structure results in high porosity and increases spreading speed. The mass per unit area and thickness of the fabric were lower and less air was entrapped within the fabric. In Type 3 and Type 4 bi-layer knitted fabric, the micro-fibre polyester in the inner layer (layer next to skin) transfer sweat to the outer layer made up of modal or viscose by capillary forces and the transferred liquid is absorbed by the fibre. Therefore, the wetted area on the bottom surface of Type 3 and Type 4 is higher than other bi-layer fabrics, which causes an increase in the spreading speed value. The result shows that, higher the MWR and spreading speed of these bi-layer fabrics, greater will be the evaporation from the bottom layer and the fabrics take lesser time to evaporate. These bi-layer knitted fabrics possess quick absorbing and fast-drying ability.
Type 5, Type 6 and Type 7 fabric has lower TSS and BSS within all fabric types. This is due to the effect of higher wetted time at top and bottom surface and MWR in top surface. In this case, higher the thickness and mass per unit area resulted in lower spreading speed. This shows that liquid moisture was assembled in the inner layer (layer next to skin) of the fabric and not completely absorbed by the outer layer of fabric. It indicates that the sweat cannot easily diffuse from the next-to-skin surface to opposite side and evaporate into the atmosphere. Hence, these fabrics exhibit the characteristics of slow-drying ability.
In normal conditions, the metabolic heat produced by the normal person is 80 W and, during high activity, it can be raised more than a kilowatt. At this tenure, a normal person can release sweat at the rate of about 1 L/h [65]. For a sports person, the generated sweat should get transmitted to the environment through the bi-layer knitted fabrics. This can be achieved by the increase of spreading speed of sweat on the top and bottom surface of the fabric (Type 3 and Type 4). This reduces the drying time of fabric and is one of the most important physiological parameter for sportswear comfort. If the sportswear is more likely to liquid sweat, post-exercise chill may occur which is very unpleasant.
Table 4 shows the ANOVA statistical analysis. The spreading speed on top surface and bottom surface of bi-layer knitted fabrics has significant difference between the knitted fabrics. Factual is found to be 2.926 in top surface and 11.759 in bottom surface in comparison with Fcritical = 2.45 with degrees of freedom 6,28 at 5% significance level. The correlation coefficient (r) between thickness and TSS is 0.53; between porosity and TSS is 0.51. The correlation coefficient (r) between thickness and BSS is 0.84; between porosity and BSS is 0.77.
Overall moisture management capacity
The OMMC is an index to indicate the overall capability of the fabric to manage the transport of liquid moisture, which includes three aspects of performance: moisture absorption rate of the bottom side (BAR), one-way liquid transport capacity (OWTC); the difference of the cumulative moisture content between the two surfaces of the fabric), and the spreading/drying rate of the bottom side (BSS), which is represented by the maximum SS [48].

Table 2 shows the OWTC and OMMC values of bi-layer knitted fabrics. OWTC and OMMC values were higher for Type 3 and Type 4 fabric owing to higher top absorption rate and bottom spreading speed [60]. Type 1 and Type 2 showed better OWTC and OMMC than Type 5, Type 6 and Type 7. Because Type 5, Type 6 and Type 7 fabrics have poor liquid moisture management properties with very low wetted radius and spreading rates on the bottom surface. The negative one-way transport capacity indicates that the liquid (sweat) cannot diffuse easily from the next-to-skin surface to the opposite side and will accumulate on the top surface of the fabric [57].
The one-way liquid transport capacity of all bi-layer knitted fabrics shows significant difference between them (Factual = 596,850.343 in comparison with Fcritical = 2.45) at degree of freedom 6,28. Similarly, all the bi-layer knitted fabrics shows significant difference in OMMC (Factual = 80,911.649 > Fcritical = 2.45) at degrees of freedom 6,28. From the tabulated value of ANOVA, it is found that the variance value of Type 3 is 63398.34 and Type 4 is 72657.95 higher than other bi-layer fabrics. It shows that among seven bi-layer fabrics, Type 3 and Type 4 are significantly different from other bi-layer fabrics.
The good correlation is found between OMMC and geometrical properties of bi-layer knitted fabrics. The correlation coefficient (r) of OMMC with mass per unit area is 0.98, thickness is 0.92, stitch length is 0.65, tightness factor is 0.97, yarn count is 0.76 and porosity is 0.87.
Conclusion
In this study, the moisture management properties of bi-layer knitted structures which have different yarn combinations in the inner layer and outer layer were investigated by using MMT. The wetting time of the bi-layer knitted fabric Type 3 and Type 4 was affected by yarn count, thickness, stitch density and mass per unit area. The absorption rate of fabric was greatly influenced by the stitch density and thickness of the fabric. The spreading area of sweat on the fabric surface with micro-fibre polyester as an inner layer was affected by the maximum wetting radius and the minimum wetting time of fabric. It was greatly influenced by the tightness factor, porosity and thickness. The drying ability of the bi-layer knitted fabric was primarily affected by the mass per unit area and thickness. The thickness and mass per unit area contributes to one-way liquid transport capacity. The geometric properties of bi-layer knitted fabrics primarily affect the moisture management properties of bi-layer knitted fabrics and secondarily by the fibres. The micro-fibre polyester bi-layer knitted fabrics Type 3 and Type 4 exhibited good moisture management properties. It can be concluded that the Type 3 and Type 4 bi-layer knitted fabric because of its good moisture management properties are preferred for sporting apparel because they quickly release perspiration from the skin to keep the wearer dry.
Footnotes
Declaration of Conflicting Interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.