
Abstract
Thermo-physiological comfort of the fabric is achieved through the ability to manage heat and transmit sensible and insensible perspiration through the fabric. Ergonomic comfort aspects of sports clothing can be improved by enhancing the moisture management properties of knitted fabrics. Double-face knitted structures were developed by selecting the right type of material for the top and bottom layer. In this paper, the moisture management properties of four double-face knitted fabrics with hydrophobic fibre in the top layer (Polypropylene and micro-fibre polyester) and hydrophilic fibre in the bottom layer (Bamboo) were studied to find out the suitability for sportswear. The subjective perception was carried out using thermal state parameters and was correlated with Overall Moisture Management Capacity (OMMC). Double-face fabric knitted with micro-fibre polyester in the top layer and bamboo in the bottom layer has excellent moisture management properties which seem suitable for next-to-skin application. However, micro-fibre polyester (20%)/polypropylene (20%) yarns in the top layer on account of polypropylene due to its dry feel shows good OMMC followed by micro-fibre polyester in the top layer. Univariate analysis of variance with a confidence level of 95% showed that all the moisture management indices are statistically significant.
Keywords
Introduction
Thermoregulation is the process that maintains the internal human body temperature of 37°C. During normal activity, insensible perspiration is evaporated from the body, whereas during strenuous activity, sensible perspiration is evaporated [1–3]. At extreme activity due to increased metabolism, the body’s heat rises above its internal body temperature [4]. In order to balance the internal temperature, the human body itself regulates the thermoregulation process. When the body temperature rises above, the central nervous system gives indication to the hypothalamus of the brain, which controls the thermoregulation process, and it sends signals to human organs, muscles, glands, and the nervous system. Excess heat is released into the surrounding environment through heat loss mechanisms such as radiation, convection, conduction, and evaporation [5]. Evaporation contributes to 22% of heat loss, radiation-60%, convection-12%, conduction-3%, and other processes-1% during any activity. Except evaporation, the other three mechanisms are the pathways for both heat loss and gain. Sweat majorly acts as a heat loss mechanism of the human body, and the evaporation of sweat happens both in cold and hot environments. Garments worn in such an environment should not obstruct perspiration from evaporating and should be permeable to air, moisture, and heat. Clothing should allow sweat to pass through and allow it to evaporate from its surface [6]. In active participation in sports or exercise, the body liberates heat that ranges between 100 W at rest and 1000 W during strenuous activity [7,8]. A heat loss of 2.4 kJ occurs for every gram of water evaporated [6].
In terms of comfort aspects of clothing, sweat must be transported away from the human body, which is formed as a thin film on the skin’s surface. Sweat may be transported in the form of liquid or vapour. The transportation of liquid and vaporous sweat to the environment from the human body is called moisture management [9]. The moisture management property of porous material is determined by a moisture management tester [10]. Wicking is capillary action, the ability of a liquid to flow in narrow spaces [11,12].
The wicking characteristics of the bi-layer fabric with one tuck point exhibit an increasing trend, when the stitch density and thickness decrease [13]. The moisture management property of knitted fabric is achieved by layered knitted structures with hydrophobic and hydrophilic layers. The hydrophobic inner layer is made up of synthetic filament yarn, which has good capillary action, and the hydrophilic or outer layer is made up of hydrophilic yarn, which has good moisture absorbency. Natural fibres such as cotton and wool and regenerated fibres such as bamboo, Tencel, and viscose are hydrophilic in nature, which has greater affinity for water molecules.
Hydrophilic fibres possess poor water transportation because the water molecules tend to be retained in the fibres. When hydrophilic fibres absorb water, it causes swelling and leads to less air space. On the other hand, synthetic fibres such as polyester, polypropylene, and nylon, being hydrophobic in nature, have the advantage of water transport and release by capillary wicking. This action prevents the retention of liquid in the fibres because fibres do not form bonds with water molecules [14–16]. The knitted fabrics with polyester and polypropylene in the inner layer show a higher accumulative one-way transport index and bottom spreading speed, which can be recommended for next-to-skin applications [14]. The knitted fabric with polypropylene (PP) filament on the inner side that faces the skin is reported to have better wicking, water holding capacity, and moisture vapour transmission when combined with viscose and cotton on the outer side of the fabric [17]. The two-layer knitted fabric with polypropylene on the inner side and cotton on the outer side is reported to have good overall moisture management capacity due to its quick transfer of liquid from the inner to the outer side [18]. The moisture management properties of wool/polyester and wool/bamboo viscose fabrics exhibited better moisture management properties than 100% wool and 100% bamboo fabrics [19].
In cotton/bamboo knitted fabrics, an increase in the percentage of bamboo (>50%) reduces the overall moisture management capability [20]. Knitted fabrics made of micro-fibre polyester show excellent moisture-related comfort properties like absorption, wicking, and rate of drying [17,21]. The air permeability, water vapour permeability, wicking ability, and drying rate are found to be higher for double-face knitted fabrics made out of micro-fibre polyester as an inner layer with less tuck points compared to fabrics with more tuck points [22]. The polyester with thermo-regulating viscose (outlast) fabric gives better wicking ability and poor drying capability [23]. The effect of raw material and fabric structure of plated interlock knitted fabrics on moisture management properties was studied by using bamboo/tencel in the outer layer, micro-fibre polyester in the middle layer, and eri-silk in the inner layer. The moisture management properties of eri-silk/micro-fibre polyester/tencel combination plated interlock knitted fabrics outperform those of eri-silk/micro-fibre polyester/bamboo and tencel combinations [24]. 100% eri-silk double-layered knitted fabric has better air permeability than 85:15% wool/eri-silk and 100% micro denier acrylic fabric due to its thin and porous structure [25].
The air permeability, thermal conductivity, and water vapour permeability of the polyester fabric increase with a finer linear density and higher loop length [26]. The ring yarn fabrics exhibit higher moisture vapour transmission rate, transplanar wicking, lower wetting time, higher spreading speed, and one-way transport capacity than the rotor yarn [27]. The moisture management properties are correlated with the porosity and micro-channels in the micro-fibre polyester, which allows water transportation. The moisture management properties are interrelated with the dry rate, water vapour permeability, and vertical wicking [28]. The air permeability, thermal conductivity, and wicking characteristics of bi-layer knitted fabric with one tuck point are greatly influenced by the thickness of the fabric [29]. The water vapour permeability, air permeability, thermal resistance and thermal conductivity of the bi-layer knitted fabric made up of micro-denier polyester in the outer and inner layers were found to be higher when compared to polyester staple yarn-polyester staple yarn, polyester staple yarn-cotton, cotton-cotton and polypropylene-cotton fabrics [30]. The bi-layer knitted fabric with a tuck on the 12th wale exhibits better thermal comfort properties than a tuck on the 4th, 8th, and 16th wale [31]. The bi-layer knitted fabric with tuck on the 18th course and 12th wale shows good moisture management properties compared to the tuck on the 6, 10, and 14 course repeat bi-layer knitted fabrics [32].
This study aims to determine the moisture management properties of double-face knitted fabrics with different yarns such as polypropylene and micro-fibre polyester in the bottom layer and bamboo in the top layer using the Moisture Management Tester (MMT). The present study attempts to assess the suitability of developed double-face knitted fabrics for next-to-skin applications such as sportswear in providing ergonomic comfort to the wearer.
Materials and methods
Materials
Yarn combination and fabric details.

Cam set out of double-face knitted fabrics.


Photos of double-face knitted fabric samples.
Properties of yarn used for top and bottom surface.

Testing methods
All the double-face knitted fabrics were wet relaxed before testing by washing with non-ionic detergent at 40°C for 30 min and tumble dried for another 30 min. The testing of double-face knitted fabrics was carried out in the standard atmospheric conditions of 65% relative humidity and 27 ± 2°C. The thickness of the fabric was carried out according to the ASTM D1777-96 [33]. The fabric weight per unit area was determined according to ASTM D3776 [34] standard using an electronic balance.
Moisture management properties
The liquid transfer properties of double-face knitted fabrics were evaluated using a moisture management tester according to AATCC 195-2009 [35]. The MMT is designed to sense, measure, and record liquid moisture transport behaviours in multiple directions [10]. When moisture is transported in a fabric, the contact electrical resistance of the fabric changes and its value depends on the liquid components and the water content in the fabric. The liquid components are fixed since the same amount of liquid is dropped on the top layer of the fabric. Hence, the measured electrical resistance is related to the water content in the fabric [36–38].
0.15 g of simulating sweat test solution is dropped on the top layer of the specimen automatically by the tester. The sensors present at the top and bottom ensure flat positioning of the specimen on the base of the instrument.
The change in electrical resistance between each couple of proximate rings at the top and lower sensors is recorded automatically by the computer. The test solution is free to move in three directions: radial spreading on the top layer, movement through the specimen from the top layer to the bottom layer, and radial spreading on the bottom layer of the specimen.
Moisture management indices [14,36]
Wetting time on top surface (WTt) and bottom surface (WTb) are the time periods in which the top and bottom layers of the fabric begin to wet, respectively, after the test starts. WTt and WTb are defined as the time in seconds (s) when the slope of total water content at the top and bottom layers (Ut and Ub) becomes greater than Tan (15°).
Absorption rate top surface (ARt) and bottom surface (ARb) are the average speeds of liquid moisture absorption for the top and bottom layers of the specimen during the initial change of water content during a test.

Where Ut is the water content of the top layer, Ub is the water content of the bottom layer; MARt is the maximum absorption rate of the top layer, and MARb is the maximum absorption rate of the bottom layer.
Maximum wetted radius top (MWRt) and bottom surface (MWRb) are defined as the maximum wetted radius at the top and bottom layers respectively, when the slopes of total water content at the top and bottom layers (Ut and Ub) become greater than Tan (15°).
Spreading speed at the top (SSt) and bottom surface (SSb) are the accumulative moisture spreading speeds on the top and bottom layer from the centre to the maximum wetted radius, respectively. It is calculated according to the following equation
One-way transport capacity (OWTC) is the difference between the accumulative moisture content between the two surfaces of the fabric during the time period of test.
Overall moisture management capacity (OMMC) is the index which indicates the overall capability of the fabric to manage the transport of liquid moisture. It includes three aspects of performance such as bottom absorption rate (ARb), one-way transport capacity (OWTC), and bottom spreading speed (SSb). It is defined as
The water content versus time curve is shown in Figure 2. This curve is used to define and calculate the series of indices. Typical water content versus time curve of double-face knitted fabrics.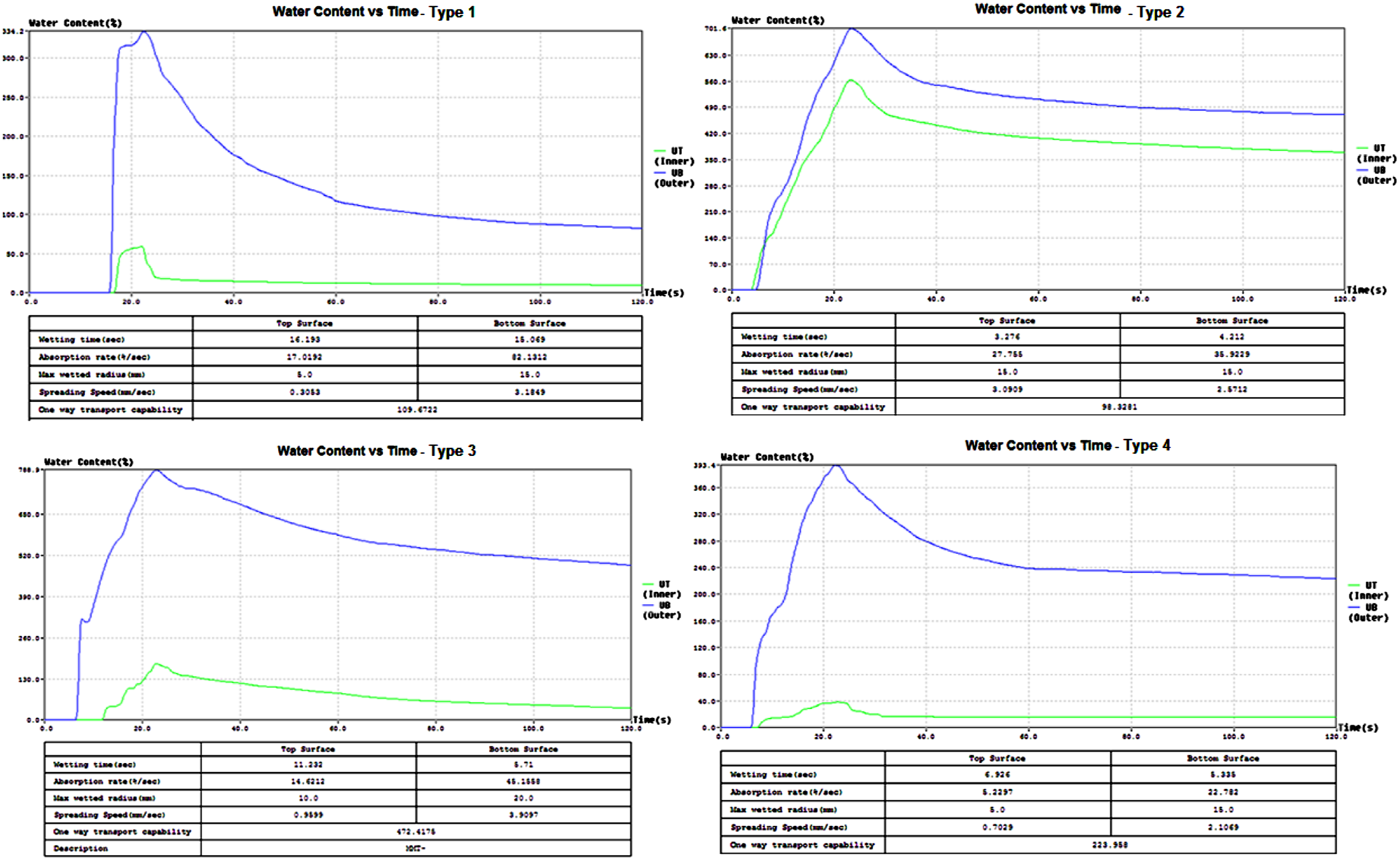
Subjective evaluation of sportswear
Fifteen male marathon runners with a mean and standard deviation age of 23 years (1.2 years), body mass of 58.9 kg (2.7 kg), and a height of 1.65 m (0.032 m) participated in this study. The survey was conducted for 20 days, followed a standardized procedure, and proper directions were given to them. The subjective evaluation was conducted at the following conditions: 26°C, an RH of approximately 76%, and an approximate wind velocity of 9.36 km/hr.
Short-sleeved T-shirts and shorts were manufactured using double-face knitted fabrics for 15 players. They were asked to select the best fitting size for each of the layered knitted garments by using the wear and trial method. Each participant was informed about the general procedure and purpose of the trial. The five subjective assessment scales of thermal state, such as thermal perception, thermal comfort, thermal preference, personal acceptability, and personal tolerance, have been chosen for the subjective evaluation, and runners have to rate the sportswear on the selected thermal state scale. The psychological phenomenon of thermal comfort during activity was assessed using the ISO 10,551 (1995) standard [39].
Statistical analysis
One-way analysis of variance with a 95% confidence level was carried out using Windows statistical software. If the ‘p’ value of a parameter is greater than 0.05 (p > 0.05), the parameter was not significant and should not be investigated. The strength and correlation between the geometric properties and moisture management indices were determined by the correlation coefficient. The relationship between subjective perception and OMMC was determined by the correlation coefficient.
Results and discussion
Wetting time
Geometric and moisture management properties of layered knitted fabrics.

Note: Wetting time of top layer (WTt) and bottom layer (WTb); Absorption rates on the top (ARt) and bottom layers (ARb); Maximum wetted radius at the top (MWRt) and bottom layers (MWRb); Top layer spreading speed (SSt) and the bottom layer spreading speed (SSb); One-way liquid transport capacity (OWTC); Overall moisture management capacity (OMMC).
The results show that the top (next to skin) surface wetting time is comparatively high for Type 3 fabric, which would take longer to wet than the bottom layer and will stay dry during a time period of physical activity. The presence of micro-fibre polyester yarn does not form a bond site with water molecules and also, due to its positive contact angle (75°), the liquid surface is dragged very smoothly, which offers high wicking [41,42].
In general, our human body produces a metabolic rate of approximately 90 W, 115 W, or 280 W while sitting, standing, or normal walking (at about 4 km/h), respectively. During rapid walking (at 5 km/h), which gives a metabolic heat production of 350 W [40,43], and this will be increased to 1000 W or more by activities such as running or biking. Sportswear’s main requirements are to dissipate body heat and transfer water vapour to the outer environment. This can be met by Type 3 and Type 1 double-face knitted fabrics, in which the top wetting time is longer than the bottom wetting time and will stay dry soon.
One-way ANOVA of MMT properties of double-face knitted fabric structures.

Absorption rates
The top absorption rate is lower than the bottom absorption rate for all double-face knitted fabrics. In Type 1 and Type 3 fabrics, the absorption rate at the bottom is higher than in other double-face knitted fabrics. This is due to the lower stitch density and thickness value of Type 3 and Type 1 fabrics, which quickly act as capillary channels to transport moisture to the bottom layer. In Type 2 and Type 4 fabrics, the thickness and stitch density values are high, which means they possess a lower bottom absorption rate than Type 1 and Type 3 fabrics. If the sweat is slowly transferred to the bottom layer of fabric, it causes a collection of sweat on the skin surface and affects the performance of the wearer. It can be concluded that the sweat is transmitted quickly by the micro-fibre polyester yarn on the top layer of Type 1 and Type 3 fabrics, where it is in contact with the skin and transmitted to the bottom layer by diffusion, where it is exposed to the outer environment [44].
When a person is engaged in any strenuous physical activity, they may sweat as much as a quart (¼ gallon) of fluid in an hour [45]. The amount of heat lost is equal to the latent heat of vaporization of the moisture evaporated. Due to Type 3 and Type 1 double-face fabrics’ lower stitch density, water vapour can be easily replaced by the movement of air, which improves the comfort of the wearer during physical activity. The sweat in the form of vapour has to be transported from the skin to the outer layer through the normal plane of the clothing and is indirectly proportional to the thickness of the clothing [46].
The ANOVA results show that, for ARt, there is a significant difference between the double-face knitted fabrics at degrees of freedom 3, 16 [Factual = 32,516.373 > Fcritical = 3.24 (p 0.05)]. For ARb, there is a significant difference between the fabrics [Factual = 3720.875 > Fcritical = 3.24 (p < 0.05)]. The correlation coefficient (r) between stitch density and bottom absorption rate is −0.863.
Maximum wetted radius (MWR)
The maximum wetted radius indicates the ability of the liquid to spread and evaporate over a larger area of the fabric surface. Table 4 shows the top and bottom maximum wetted radius of all double-faced knitted fabrics. The maximum wetted radius in the bottom layer was found to be higher for Type 3 than for the other double-face knitted fabrics. The maximum wetted radius is comparatively higher for Type 3 fabric. In the top and bottom layers, the maximum wetted radius was similar to that of Type 2 fabric. Type 3 double-face fabric with lower mass per unit area and thickness showed better MWR at the top and bottom layer. It shows that the higher the bottom wetted radius of the fabric, the greater the evaporation in the bottom layer and the lesser the time the fabric would take to dry [14]. Type 1 and Type 4 were observed to have a lower bottom maximum wetted radius than Type 3 fabric. The reason for this is most likely due to increased thickness and mass per unit area. It shows that the sweat is not transmitted quickly from the top layer to the bottom layer and leads to a minimum absorption of liquid in the bottom layer.
Since the presence of micro-fibre polyester in the top layer of Type 3, in which the spaces between fibres are smaller and the fibre surface area is extended, This causes more pores for vapour transmission by superior capillary action [47]. The fabric with a relatively large wetted radius in the bottom layer indicates that the liquid can be spread from the bottom layer more quickly [48]. The metabolic heat rate of the human ranges from 3.0 m/s to 8.7 m/s when subjected to kinetic activity [49]. The heat loss occurs by convection, conduction, and evaporation and is transferred to the environment through respiration and perspiration. Type 3 double-face fabric with the hydrophobic fibre ensembles (micro-fibre polyester) on the top layer quickly diffuses moisture into the molecular networks without being chemically attracted to the fibre molecules and transmits it to the outer environment [45]. The maximum wetted radius on the bottom surface enhances the flow of water vapour from the skin to the environment and reduces the moisture build-up in the micro-climate.
The correlation coefficient (r) between mass per unit area and MWRb is −0.66, and the correlation coefficient (r) between thickness and MWRb is −0.875.
Spreading speed (SS)
The highest spreading speed in bottom layer was found in Type 3 fabric followed by Type 1 and Type 4 fabrics are shown in Table 4. This is due to lower mass per unit area and thickness of Type 3 fabric and less air is entrapped within the fabric. In Type 3 and Type 1 double-face knitted fabric, the micro-fibre polyester in the top layer (layer next to skin) transfers sweat to the bottom layer made up of bamboo by capillary forces and the transferred liquid is absorbed by the bamboo fibre. Therefore, the wetted area in the bottom layer of Type 3 and Type 1 is higher than other fabrics. The result shows that, higher the maximum wetted radius and spreading speed in the bottom layer of double-face knitted fabrics, greater will be the evaporation from the bottom layer and the fabrics takes lesser time to evaporate. These double-face knitted fabrics possess quick absorbing and fast-drying ability.
Type 2 fabric shows higher spreading speed in the top layer and lower spreading speed in the bottom layer. This is due to the effect of lower top wetting time and higher maximum wetted radius in the top layer. In addition to that, higher the thickness and mass per unit area resulted in lower spreading speed. It indicates that, the sweat cannot easily diffuse from the next-to-skin surface to opposite side and evaporate into the atmosphere. Hence, these fabrics exhibit slow-drying ability characteristics. A normal person can release sweat at the rate of about 1 L/h [50]. For a sports person, the generated sweat should get transmitted to the environment through the garment worn. This can be achieved by the double-face knitted fabric which possess higher bottom spreading speed. It reduces the drying time of fabric and it is one of the most important physiological parameter for sportswear comfort.
It is shown in Table 5, the spreading speed on top layer and bottom layer of double-face knitted fabrics have significant difference between them. Factual is 2459.188 in top layer and 178.627 in bottom layer in comparison with Fcritical= 3.24 with degrees of freedom 3, 16 at 5% significance level. The correlation coefficient (r) between mass per unit area and SSt is 0.85; between thickness and SSt is 0.613. The correlation coefficient (r) between mass per unit area and SSb is −0.644; between thickness and SSb is −0.825
Overall moisture management capacity
Table 4 shows the OWTC and OMMC values of double-face knitted fabrics. The one way transport capacity was high for Type 3 followed by Type 4, Type 1 and Type 2 double-face fabrics. Type 2 fabric has lower liquid moisture management properties than other fabrics with very low wetted radii and spreading rates in the bottom layer. It indicates that, the liquid (sweat) cannot diffuse easily from the next-to-skin surface to the opposite side and will accumulate on the top layer (next-to-skin) of the fabric [13]. Type 3 double-face knitted fabric shows excellent OMMC followed by Type 1 fabric. Double-face knitted fabrics possess excellent one-way transport capacity when the index value is greater than 400 [51]. The fabric would be quickly dry next to skin due to higher maximum wetting radius and spreading speed in bottom layer. This is due to presence of micro-fibre polyester yarn in the top layer which quickly transmits the sweat to the outer layer and causes quick dry. Figure 3 shows the finger print of moisture management properties of Type 3 double-face knitted fabric. Type 4 double-face knitted fabric shows higher moisture management capacity than Type 1 fabric. The fabric structure, geometrical properties and yarn type plays major a role in contributing to OMMC of double-face knitted fabrics. Finger print of moisture management properties (Type 3). Subjective perception of comfort sensation.
The OWTC of all double-face knitted fabrics shows significant difference between them (Factual = 17,469.887 in comparison with Fcritical = 3.24) at degree of freedom 3, 16. Similarly, all the double-face knitted fabrics shows significant difference in OMMC (Factual = 636.260 > Fcritical = 3.24) at degrees of freedom 3, 16. The correlation coefficient (r) between OMMC and MWRb is 0.924; between OMMC and SSb is 0.916 and between OMMC and OWTC is 0.860.
In the five subjective judgement thermal state scales, Type 3 double-face knitted fabric attained a “slightly cool” rating on a 7-point thermal perception scale, a “comfortable” rating on a 4-point thermal comfort scale, and a “cooler, acceptable, and tolerable” rating on the thermal preference scale, personal acceptability scale, and personal tolerance scale, respectively.
Correlation coefficient between subjective thermal state scales and OMMC.

Conclusion
In this study, the moisture management properties of double-face knit fabrics that have different yarn combinations in the top layer were investigated. The wetting time of double-face knitted fabrics of Type 3 and Type 1 was affected by the proportion of micro-fibre polyester yarn in the top layer. The absorption rate at the top and bottom layers of double-face knitted fabric was greatly influenced by the stitch density and thickness of the fabric. The maximum wetted radius of double-face knitted fabrics affects the spreading area of sweat on the fabric surface and greatly influences the spreading speed of sweat on its surface. Thus, the increase in the maximum wetted radius at the bottom decreases the drying time of the fabric. It is observed that, micro-fibre polyester with more proportion in the top layer (next-to-skin) showed good moisture management properties in Type 3 and Type 1 double-face knitted fabrics. The measurements of OMMC are linearly correlated with all five of the subjective thermal scale parameters. As a result, Type 3 double-face knitted fabric with micro-fibre polyester in the top layer exhibited good moisture management properties and made the wearer feel comfortable. Double-face knitted fabric with micro-fibre polyester (20%)/polypropylene (20%) in the top layer can also be preferred for sportswear. It can be recommended that Type 3 double-face knitted fabric, owing to its good moisture management properties, be preferred for sportswear because it quickly releases sweat from the skin and keeps the wearer dry. The research work can be further carried out by developing double-face knitted fabrics with variations in yarn properties such as fineness, strength, and twist.
Footnotes
Declaration of Conflicting Interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.