
Abstract
Economic and environmental concerns lead the researchers toward development of sustainable and renewable materials of which reinforced composites are part of. The abundantly available natural fibers have attracted the researchers to study their performance as reinforcements and feasibility for making automobile components. The performance of composite materials is mainly assessed through their mechanical properties. However, natural fibers to date were mainly used as reinforcements to create bulk composite components with reduced cost rather than improved mechanical performances. Among the methods available for improving mechanical properties of the natural fiber composites, combined mercerization treatment, hybridization, and incorporation of fly ash fillers in the matrix are the best solutions. Therefore, the objective of this research is to evaluate the tensile properties of hybrid kenaf/glass composites with and without fly ash particulate filler as per ASTM standards. Moisture absorption behavior and its effect on the tensile properties of hybrid composites are also investigated. The results revealed that the addition of 10wt % fly ash particles with natural fiber composites increased the tensile strength of composites while hybridization with glass fibers reduced the water absorption properties.
Introduction
The increasing need of materials leads to new inventions. One of the most favorable inventions is the concept of composites [1]. The traditional composite materials manufactured by synthetic glass and carbon fibers as reinforcement are extensively being used in automotive applications due to their less weight, specific strength, and stiffness [2]. Despite these advantages, synthetic glass fiber composites lack in various aspects like recycling, reusability, and biodegradability problems at the end of their useful life. Hence, new environmental regulations have forced the researchers to search for new materials that can substitute the synthetic fibers. Natural materials are one of the most prominent alternatives for synthetic fibers for making automobile components due to their advantages of eco-friendliness, lightweight, renewability, and low emission of pollutants [3]. As a result, the demands for natural fibers have increased drastically due to its desired characteristics when compared to synthetic fibers. One of the distinguished natural fibers in India is kenaf fiber. The ease of availability and extraction of kenaf fibers attracts the attention of researchers to study its performance and feasibility as reinforcement, particularly in making automobile components [4–6]. The performance of natural fabric composite may be affected due to the reduction in fiber/matrix compatibility [7]. When natural fiber composites are exposed to a humid environment, water molecules enter and get attached onto the hydrophilic groups of fiber, forming intermolecular hydrogen bonding with fiber and reduce fiber–matrix compatibility [8].
The tensile and moisture absorption properties of natural fiber polymer composites are significantly influenced by the interfacial bonding between the fiber and the matrix. In order to enhance the interfacial bonding between them, adhesion has to be improved. Fiber surface modification is one of the simplest methods to improve the adhesion properties. Fiber treatments using alkaline solutions have been applied by several researchers [9–10] to improve the fiber’s surface adhesion characteristics by eliminating impurities such as hemicellulose, lignin, and pectin. However, researchers focused on the effect of alkali treatment on unidirectional natural fibers [11–12], but research on woven fabric is very rare. Mylsamy and Rajendran [13] analyzed the effects of alkali treatment (Mercerization) on the mechanical properties of short agave (Sisal) fiber reinforced epoxy composite. They reported that alkali-treated fiber composites exhibited higher tensile strength than the one with untreated fibers. Bakar et al. [14] investigated the influence of alkali treatment to the mechanical properties of the kenaf/epoxy composite. The results revealed that the impact strength improved by 14% and flexural strength by 24%, respectively. Though numerous studies were available for surface modification of natural fiber, in addition there are various factors that also affect the interfacial properties such as maturity of fiber, harvest, and climatic conditions. Hence an understanding of alkali treatment on woven fabric is necessary for developing the natural fabric reinforced composites with enhanced interfacial bonding.
The synthetic fibers have better resistance to moisture absorption, whereas the natural fibers aren’t. Hence a natural fiber can be combined with a synthetic fiber so as to take the best advantage of the properties of both the fibers as well the advantages of one type of fiber could compensate for the lapse in the other one. Consequently, desired performance can be achieved through proper material design. Raghavendra et al. [15] have experimentally evaluated the tensile properties for glass–jute–glass–jute hybrid and glass–jute–jute–glass hybrid composites and they observed that the tensile strength of the specimens with the glass fibers at extremities showed higher values than the other specimens considered. Ghani et al. [16] conducted an experimental study on the effect of alkali treatment on the tensile properties of kenaf/glass reinforced hybrid composites and revealed that the alkali-treated hybrid composites showed improved tensile strength because of the removal of hemicellulose content from the kenaf fibers. From the literature,it is found that the enhancement of tensile properties depends on fiber weight/volume fraction, stacking sequence of the fiber layers, treatment of fiber, and the effect of environmental conditions. However there is limited research on considering the influence of these factors on the improvement tensile properties of the hybrid composites. Against this background, this research is proposed with an objective to explore the potential of hybrid kenaf/glass composites and the effects of hybridization on the tensile properties of composites.
In addition, the utilization of agro wastes [17] and industrial wastes [18] as filler reinforcements in hybrid composite has shown promising effect on the improvement of mechanical properties of the composite. All over the world, waste management is an evident problem nowadays [19]. The accumulation and disposal of industrial wastes are of national and international concerns. Fly ash is hazardous to the environment and improper disposal can cause serious ailment like lung cancer [20]. Due to its harmful effects, considerable research works have been undertaken worldwide to find its alternate usage. Over the last few decades, efforts have been made to utilize fly ash in huge quantities for road construction, land filling, and producing building materials [21]. In recent years, the utilization of fly ash as a filler in metal matrix composites and polymer matrix composites has received appreciable attention. This leads to lower consumption of costly matrix material and also helps in altering the overall properties of the composite.
Sengupta and Shubhalakshmi [22] studied the effect of fly ash fillers on the tensile properties of polypropylene composites and found that tensile strength reduced due to fly ash addition. Gupta et al. [23] studied the effect of fly ash on impact resistance and compressive strength of fiber reinforced fly ash composite and concluded that with a small amount of fly ash, compressive strength decreased but increased fire resistance. From the above research works, it was noticed that the concentration of fly ash fillers had both positive as well as negative effects on improving composite properties. Therefore, it is important to ascertain the limitation of fly ash concentration for its effective usage to get the desired properties. However, there were very few research works [24,25] which examined the effect of fly ash on mechanical properties of hybrid polymer composites. This study is focused on the hybridization of kenaf/glass fabric with the addition of fly ash fillers to enhance the desired tensile properties of the green composite by reducing the synthetic fiber usage and encourage the natural materials consumption.
In the present research, hybrid kenaf/glass polymer composites are fabricated with and without reinforcing fly ash particles. Pure kenaf fabric composite is also fabricated for comparison purpose. The combined effect of mercerization treatment and the addition of fly ash particles on the tensile and moisture absorption properties of the hybrid kenaf/glass polymer composites have been investigated experimentally.
Materials
Woven kenaf fabric
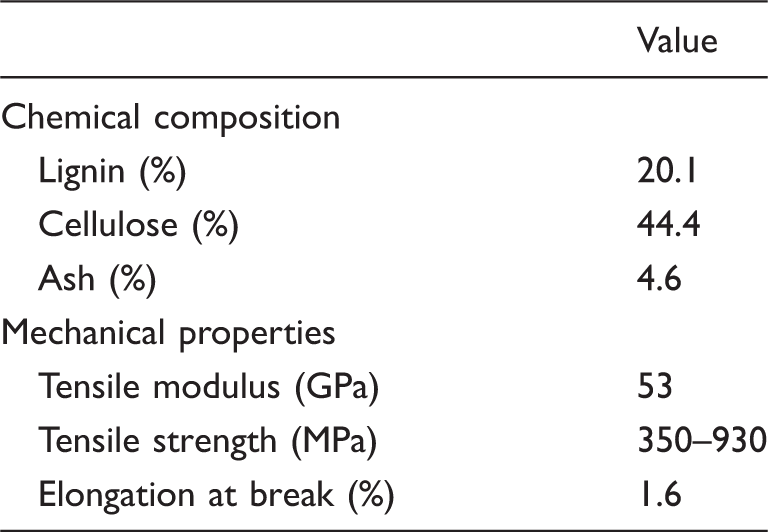
Properties of kenaf fabric [26].
Woven E-glass fabric
Properties of E-glass fabric [26].

Epoxy resin
Properties of epoxy resin and hardener [2].

Fly ash
Chemical composition of class-F fly ash.

The morphology of fly ash particle was examined through the scanning electron microscope (SEM). Figure 1 shows SEM micrograph of the fly ash sample with magnification 1500X. The SEM micrograph revealed that the particles were composed of nearly spherical shape which may be called cenospheres. These particles range from 10 to 15 µm in diameter.
SEM micrograph of the fly ash. SEM: scanning electron microscope.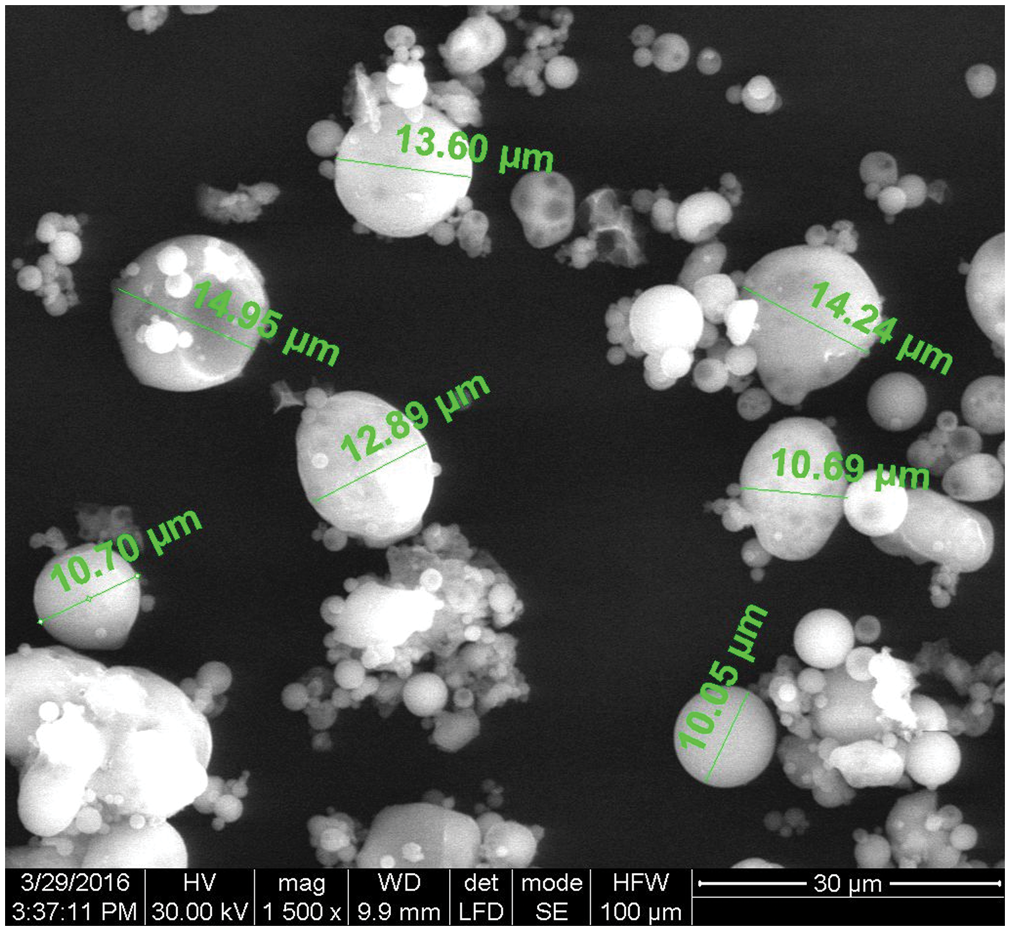
Methods
Mercerization of kenaf fabric
Alkaline treatment also known as mercerization is one of the most commonly used chemical treatments of natural fibers. This treatment removes a certain amount of hemicellulose, lignin, wax, and oils covering the external surface of the fiber cell wall [9]. A study [10] on mercerization treatment of kenaf fabrics with different concentrations (3, 6, and 9%) of sodium hydroxide (NaOH) solution revealed that 6% NaOH yields the optimum concentration for the mercerization treatment. This result directed the authors to treat the kenaf fabrics with an alkaline solution of 6% NaOH prior to fabrication of composite laminates.
NaOH aqueous solution of 6% in wt was prepared by dissolving 120 g of NaOH pellets in 2 l of water in a tray. The kenaf fabric to be treated was kept in the prepared alkaline solution for 3 h and then dried at room temperature (27℃) in a clean chamber for 24 h. The kenaf fabric was then washed with distilled water and left to dry at room temperature overnight followed by hot air oven drying for 8 h at 60℃.
Composite manufacturing
There are many techniques available in the industry for manufacturing composites such as hand layup [25], compression molding [27], vacuum molding [28], pultruding [29], and resin transfer molding [30]. Among these, the hand layup technique is one of the simplest, economical, and easiest methods for manufacturing composites [2]. In this study, all composite specimens were manufactured using hand layup process. Initially the epoxy resin was mixed with micron size fly ash particles at various weight percentages (5, 10, and 15%) and was physically blended by stirring for 5–10 min. Then the hardener was added in the ratio of resin:hardener (10:1) and it was stirred for 10 min to prepare a homogeneous mixture. Wooden mold made of plywood of size 310 mm × 310 mm × 5 mm was used for the preparation of composite laminates. An initial layer of the mold was filled with the prepared homogeneous mixture and fabric was laid over them. The above process was repeated for four layers. The layering sequence of the prepared natural and hybrid laminates is shown in Figure 2. The prepared composite laminates were cured at ambient temperature for a day by applying compression pressure using a dead weight of 25 kg at the top of the mold.
Layering sequence of natural and hybrid composites.
During fabrication of fiber reinforced composites, the trapped air or other volatiles may exist in the composites which lead to the reduction in tensile properties. The percentage of voids (
The theoretical density 
Void content of kenaf/glass hybrid composite samples.

Note: KM: mercerized kenaf fabric composite without fly ash; KM5: kenaf fabric composite with 5% fly ash; KM10: kenaf fabric composite with 10% fly ash; KM15: kenaf fabric composite with 15% fly ash; KNM: nonmercerized kenaf fabric composite without fly ash; 2KG: kenaf/glass fabric hybrid composite; 2KG5: kenaf/glass fabric hybrid composite with 5% fly ash; 2KG10: kenaf/glass fabric hybrid composite with 10% fly ash; 2KG15: kenaf/glass fabric hybrid composite with 15% fly ash.
The results also revealed that KM15 and 2KG15 composites showed higher void content. Higher weight fraction of fly ash particles resulted in increasing of void content of composites. This might have happened due to improper mixing of fly ash fillers with the epoxy matrix. However, the percentage of void content in hybrid composites is less when compared to natural composite samples. Similar kind of result was observed by Dalbehera et al. [25] in the fabrication of jute/glass/fly ash composites.
Testing
Moisture absorption test
Moisture absorption test is used to predict the durability of composites in a climate change environment. The effect of moisture absorption on prepared composites was studied in accordance with ASTM: D 570 standard. The tensile specimens cut from composite samples were dried in an oven at 105℃ for 12 h and were subsequently cooled for an hour. The initial weight of the dried specimens was measured using a digital electronic balance. The specimens were then immersed in distilled water at room temperature (∼27℃). The weight of the dipped specimens was measured for every 24 h until saturation. The percentage of water absorption was determined by using the formula given in equation (3)

Tensile test
The tensile tests were conducted on flat dog-bone specimens in Instron Computerized Universal Testing Machine of 60 tons capacity. Tests were carried out at room temperature and each test was performed until a fracture occurred. The applied tensile load and extension were recorded during the test for the calculation of stress and strain.
The samples used for tensile tests were machined according to the ASTM D: 638 standard. The tests were performed with a constant strain rate of 5 mm/min and a gauge length of the specimen was 50 mm. For each test, five samples were tested and the average value was taken for analysis. The standard test specimen and few of the tested samples are depicted in Figure 3. In the macroscopic point of view, when kenaf/glass hybrid composite is subjected to tensile loading, kenaf fiber had stretching followed by fracture whereas in the glass fiber, fiber pullout due to stretching was observed. Conversely, the addition of fly ash particles in the hybrid composite, both the kenaf and glass fiber had a fracture with negligible deformation. The tensile test was also carried out in few specimens that were involved in the water absorption test to understand the effect of moisture on the tensile strength of the composites.
Tensile test specimens. (a) Standard tensile test specimen, (b) KM specimen before testing, (c) KNM specimen after tensile test, (d) 2KG specimen after tensile test, (e) KM10 specimen after tensile test, and (f) 2KG10 specimen after tensile test. KM: mercerized kenaf fabric composite without fly ash; KM10: kenaf fabric composite with 10% fly ash; KNM: nonmercerized kenaf fabric composite without fly ash; 2KG: kenaf/glass fabric hybrid composite; 2KG10: kenaf/glass fabric hybrid composite with 10% fly ash.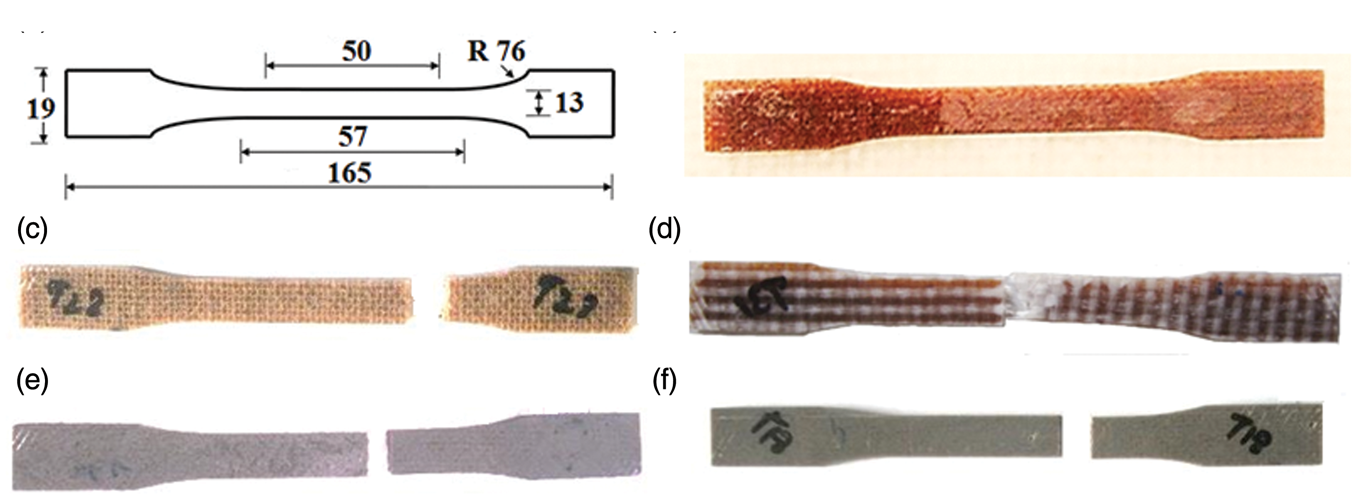
Results and discussions
The combined effect of mercerization treatment and the addition of fly ash particles on the tensile and water absorption properties of the kenaf/glass hybrid polymer composites have been investigated experimentally and discussed as follows.
Effect of mercerization on tensile properties
To improve the tensile properties of kenaf fabric composites by enhancing the surface adhesion properties, kenaf fabrics were subjected to mercerization treatment at room temperature. These mercerized kenaf fabrics (KM) were used to fabricate composite specimens. Kenaf composite with nonmercerized fabrics was also fabricated for comparison purpose. These KM and KNM composites were tested under tensile loading and results were compared.
Figure 4(a) and (b) displays the stress–strain curves for KNM and KM composites, respectively. The stress–strain curve for both composites exhibited brittle behavior, characterized by a linear relationship between deformation and stress until failure, without noticeable plastic deformation. The strain to failure of the mercerized kenaf composite (KM) was slightly higher than the nontreated composites. This increase in strain indicates the introduction of ductility into the kenaf fabrics after the mercerization treatment [32]. Figure 5 shows the comparison of tensile strength and young’s modulus of mercerized (KM) and nonmercerized (KNM) kenaf fabric composites.
Stress–strain curves of (a) nonmercerized and (b) mercerized kenaf fabric composites. Comparison on tensile properties of nonmercerized and mercerized kenaf fabric composites.
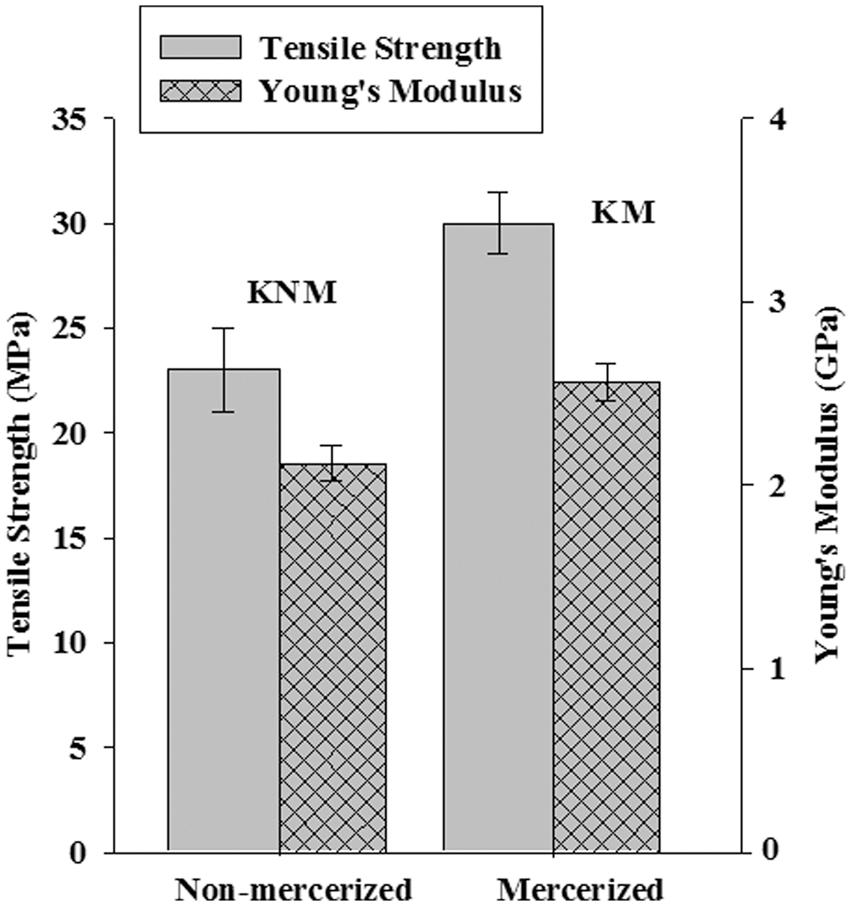
From the histogram, it is observed that KM composite specimens showed higher tensile properties as compared to KNM composite specimens. The tensile strength of KM specimens was 30 MPa while it was 23 MPa for nonmercerized, which is an increase of 30%. This is due to the reason that the mercerization treatment modified the surface properties of kenaf fabric which leads to improved interfacial bonding and mechanical interlocking between the mercerized fabric and matrix resulting in better tensile properties. The mercerization treatment improved the fiber surface adhesion characteristics by removing artificial impurities, thereby producing a rough surface structure [33]. Fiore et al. [12] studied the influence of mercerization treatment (6wt %) on tensile properties of kenaf fiber/epoxy composites and the authors reported that the mercerization treatment improved the tensile strength to 36% when compared to untreated kenaf fiber composites. The young’s modulus of KM specimen also increased about 21% for the KNM composite through mercerization treatment. This is due to the fact that the strong fiber/matrix interface bonding increased the load transfer between fiber and matrix [34]. Fourier transform-infrared characterization helps to understand the removal of undesirable materials from the kenaf fiber by the mercerization treatment.
The FTIR spectra depicted in Figure 6 are evident through the changes of functional group of KNM and KM. The increased intensity of the OH peak (3291.52 cm−1) on mercerized fabric compared to the nonmercerized fabric is clearly seen. The characteristic 1732.91 cm−1 peak corresponds to the carbonyl (C=O) stretching vibration in hemicellulose [33]. The peak at 1239.51 cm–1 is relative to the (C–O) vibration of esters, ethers, and phenolic groups attributed to the presence of lignin on the fiber surface [35]. The disappearance of peaks at 1732.91 and 1239.51 cm–1 in mercerized fabric indicates the elimination of hemicellulose and lignin as a result of mercerization treatment. The same observation was also attained by the researchers [35–37].
IR spectra of nonmercerized and mercerized kenaf fabric. IR: infrared.
Effect of fly ash fillers on tensile properties
The effect of micro sized fly ash particles (5, 10, and 15%) on the tensile strength and young’s modulus of KM composites was studied. Figure 7 illustrates the stress–strain curve for KM10 composite specimens under tensile loading conditions. All the specimens exhibited a linear elastic behavior until breakage and the slope of the stress–strain curve increased upon addition of fly ash. The incorporation of fly ash particles in KM10 composite showed improved tensile properties than the KM composites. Figure 8 shows the comparison of fly ash addition on the tensile strength and young’s modulus of KM composites.
Stress–strain curves for KM10 specimens. KM10: kenaf fabric composite with 10% fly ash. Comparison of tensile properties of kenaf fabric composites with fly ash fillers.

It can be inferred from the plot that KM5 (5 wt. of fly ash) composites improved the tensile strength (about 10%) and young’s modulus (about 17%) compared with the KM composites. With further increase of the fly ash content to 10%, the tensile strength and tensile modulus were increased to 32 and 40%, respectively. This is due to the fact that the addition of micro fly ash filler would restrain movement of the epoxy matrix which is responsible for elongation. In essence, the epoxy matrix transfers some of the applied stress to the fly ash particles, which bear a fraction of the load. This subsequently increases the tensile strength and stiffness of kenaf fabric composites. The observed results were in good agreement with other research work involving bamboo fiber/epoxy/fly-ash hybrid composites [24] and jute fiber/epoxy/fly-ash particulate composites [25]. However, the tensile properties decreased beyond 10% of fly ash addition. The decrease in the tensile properties of the KM15 composites was probably caused due to the poor interaction between fly ash filler and epoxy matrix. A similar observation was found by Jacob et al. [37] in case of sisal/oil palm reinforced hybrid natural rubber composites.
The surface characteristics of the tensile fractured composite specimens were studied through SEM analysis. Figure 9 shows the SEM micrograph of a KNM composite specimen. The micrograph of KNM composite shows notable interface voids between fiber and matrix. These voids occurred due to debonding during a tensile loading or because of poor contact occurred during composite fabrication [38,39]. In response to applied tensile loading, kenaf fibers in KNM composite got detached from the surface of the epoxy matrix which leads to formation of voids between fiber and matrix. The presence of these voids indicates poor fiber/matrix adhesion. This poor interfacial bonding could not provide an efficient stress transfer from the matrix to the fiber ultimately leading to lower tensile properties [37].
SEM micrograph of tensile fractured KNM specimen. KNM: KNM: nonmercerized kenaf fabric composite without fly ash; SEM: scanning electron microscope.
Figure 10 shows the SEM micrograph of the tensile fracture surface of KM composite specimen. It is noticed from the image that no gaps were seen between fiber and matrix. The interface bonding between fiber and matrix confirms the strong fiber–matrix adhesion [35]. Furthermore, mercerization treatment has enhanced the surface roughness of the kenaf fiber and gives a good interfacial bonding between the fiber and matrix, thereby it also increases the tensile strength of the composite. Similar kind of morphological studies was conducted by various researchers [40–42] and they have suggested that changes of fiber surface topography could affect the fiber/matrix interfacial adhesion.
SEM micrograph of tensile fractured KM specimen. KM: KM: mercerized kenaf fabric composite without fly ash; SEM: scanning electron microscope.
Effect of hybridization on tensile properties
The effect of hybridization on the tensile properties of fly ash reinforced kenaf/glass fabric hybrid composites was studied experimentally. The typical stress–strain behavior of tested specimens presented in Figure 11(a) and (b) exhibited a linear elastic behavior until breakage, the slope of the stress–strain curve increased with increasing content of fly ash. The comparative results of the different hybrid composite specimens tested are shown in Figure 12.
Stress–strain curves of (a) 2KG and (b) 2KG10 specimens. 2KG: kenaf/glass fabric hybrid composite; 2KG10: kenaf/glass fabric hybrid composite with 10% fly ash. Comparison of tensile properties of hybrid composites with fly ash fillers.
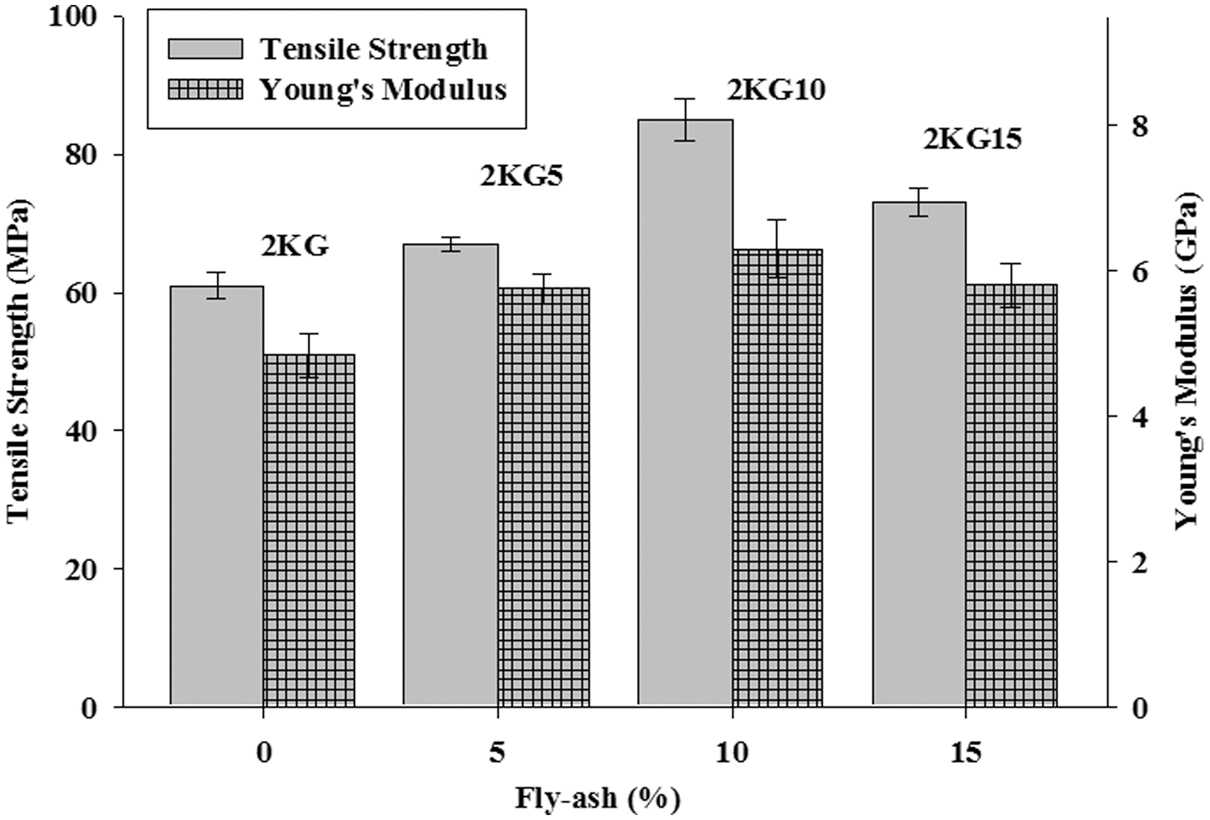
It can be inferred from the plot that 2KG5 (5 wt. of fly ash) composites improved the tensile strength (about 10%) and young’s modulus (about 19%) compared with the 2KG composites. With further increase of the fly ash content to 10%, the tensile strength and young’s modulus were increased to 39 and 30%, respectively. The results indicated that 2KG10 specimen exhibited better tensile properties than the other types of composites considered. The fly ash particles incorporated in the polymer matrix act as efficient stress transfer agent in the KM10 composites, inducing plastic deformation into the epoxy, and increase the tensile strength [42]. Furthermore, the agglomerated fly ash particles that occurred for the KM15 composites with high fly ash content (15 wt.) were believed to be responsible for the decrease in tensile strength.
The SEM micrograph of the tensile fractured surface of the 2KG specimen is shown in Figure 13. The image showed greater amounts of fiber pullout, fiber breakage, and matrix cracks. A stretching was observed in kenaf fabric whereas fiber pullout was observed in glass fabric.
SEM micrograph of tensile fractured 2KG specimen. SEM: scanning electron microscope. 2KG: kenaf/glass fabric hybrid composite.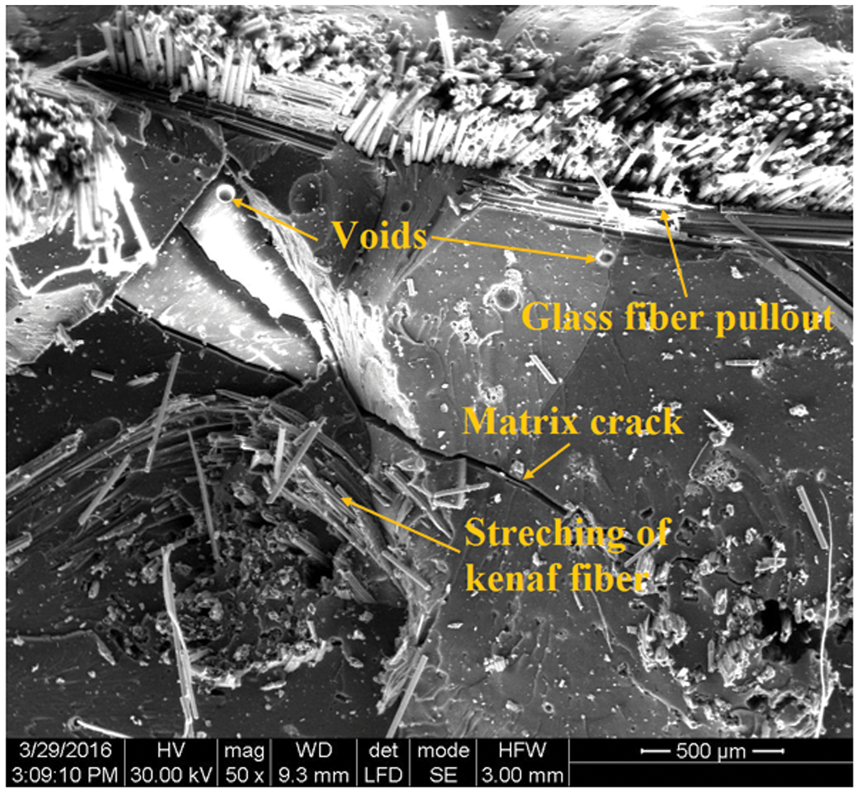
Comparative tensile properties of hybrid composites.

KM: mercerized kenaf fabric composite without fly ash; KM5: kenaf fabric composite with 5% fly ash; KM10: kenaf fabric composite with 10% fly ash; KM15: Kenaf fabric composite with 15% fly ash; 2KG: kenaf/glass fabric hybrid composite; 2KG5: kenaf/glass fabric hybrid composite with 5% fly ash; 2KG10: kenaf/glass fabric hybrid composite with 10% fly ash; 2KG15: kenaf/glass fabric hybrid composite with 15% fly ash.
Effect of moisture absorption on tensile strength
The moisture absorption behavior of natural and hybrid composite samples was studied by immersing the composite specimens in distilled water for a period of 288 h. Figure 14 shows the moisture absorption curves of various composite specimens immersed in distilled water at room temperature.
Moisture absorption test results.
The comparison of moisture absorption behavior of natural fabric composites and hybrid composites with fly ash fillers revealed that the moisture absorption of the specimens increased exponentially with the immersion time at the initial stage and reached steady state following a Fick’s diffusion process [43]. The moisture absorption of KM composite was low compared with KNM composite. This is because of the mercerization process which reduced hydrophilicity of kenaf fiber and improved fiber–matrix compatibility. This finding is similar to previous research works concerning other types of natural fiber reinforced composites [44,45]. It is also evident that the rate of moisture absorption increases with the reinforcement of fly ash fillers into the KM and 2KG composites.
From Figure 14, it is clear that hybridization of glass fiber showed the reduction in moisture absorption rate of the 2KG10 composite. The hybridization of glass fiber not only reduces the moisture absorption but also increased the mechanical properties of the natural fabric composites. This phenomena shows similar trend with Zamri et al. [46].
The comparison of the tensile strength of dry and moisture absorbed samples is shown in Figure 15. The tensile strength of KNM composites was 23.90 MPa on dry condition and the same sample had 19 MPa after absorbing moisture content. Similarly KM10 composites had 40 MPa on dry condition and it was 36 MPa at wet condition. Tensile strength of moisture absorbed 2KG10 samples was reduced about 8% compared to dry 2KG10 samples. When natural fiber composites are exposed to a humid environment, water molecules enter and get attached onto hydrophilic groups of fiber, forming intermolecular hydrogen bonding with fibers and reduce fiber–matrix compatibility [47]. This leads to micro-cracks in the matrix around swollen fibers and promotes capillarity and then transport through micro-cracks. This is evidenced from the SEM image of the moisture absorbed 2KG10 specimen as shown in Figure 16.
Comparison of tensile strength of dry and moisture absorbed samples. SEM micrograph of moisture absorbed 2KG10 specimen. SEM: scanning electron microscope. 2KG10: kenaf/glass fabric hybrid composite with 10% fly ash.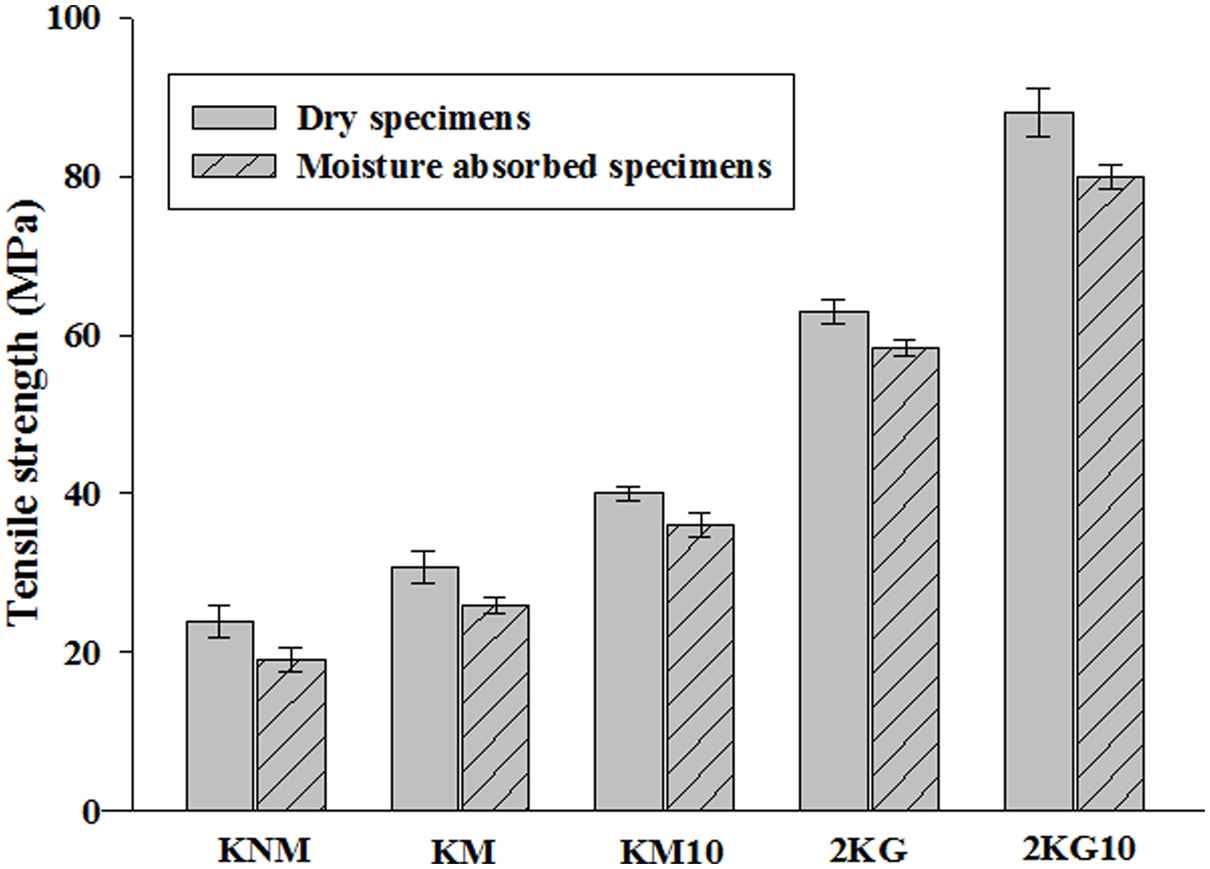

Water soluble substances start leaching from fibers and eventually lead to debonding between fiber and matrix. This debonding is initiated by the development of pressure pockets at the surface of fibers due to the leaching of water soluble substances from the surface of the fiber. The mechanism of water absorption has been summarized in Figure 17. Overall the experimental results showed that the moisture absorption reduced the tensile strength of the composites. Similar findings have been reported in the literature [48–50].
Water absorption mechanism.
Conclusion
This study was conducted to determine the combined effect of mercerization treatment, fly ash filler addition, and the hybridization with glass fabric on improving the tensile strength of kenaf fabric-based natural composites. The findings of this research could be summarized as below:
The results showed that mercerization treatment had an influence on surface modification in fiber, which resulted in better fiber–matrix adhesion. Due to this modified surface properties, the tensile strength of the mercerized fabric (KM) composite was 30% higher than the nonmercerized fabric (KNM) composite. The tensile strength of hybrid kenaf/glass/fly ash (2KG10) composite was 33% higher than the tensile strength of kenaf/glass composite without fly ash (2KG) composite. The tensile strength of the hybrid kenaf/glass/fly ash (2KG10) composite decreased by 8% when the composite was exposed to atmosphere containing moisture content.
As per the test and outcomes, the usage of agro waste (kenaf) and industrial waste (fly ash) could improve the tensile properties of hybrid composites. Due to this significant improvement in tensile properties, fly ash can be used as the best and cheapest filler instead of the traditional filler materials. At the same time, the solid waste disposal also happens by consuming the waste for industrial wealth, thus the approach is a noteworthy process.
Overall, this study is encouraging the use of hybrid composites in automotive industries due to their improved tensile properties. Thus, it can be concluded that the developed hybrid composite will act as a lightweight and eco-friendly composites to be used as a material for making automobile components on account of their better tensile properties. As the developed hybrid composite is inconsistent with moisture atmosphere, care must be taken while making ship hull structures as it is always linked to water sources.
Footnotes
Declaration of Conflicting Interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.