
Abstract
Natural fiber-reinforced polymeric composites are gaining significant attention in engineering applications. The present investigation is an attempt to assess the hybridization effects of different laminate stacking sequence involving jute/kenaf/E-Glass woven fabric through study of physical and mechanical properties of nine different resulting composites. The composite laminates were fabricated using vacuum bagging method. The assessment of mechanical properties and study of fractured surfaces indicate significant improvement in tensile and flexural properties of jute/kenaf fabrics reinforced epoxy composites.
Introduction
The recent research and development in the field of materials science and technology focus attention on the possible use of biodegradable materials in various applications. Natural fibers are one of those potential materials which have attracted the interest of researchers and professionals due to their attractive properties such as good mechanical properties, low weight, low cost, high specific strength, nonabrasiveness, environmentally friendly, and biodegradable characteristics. In this work, an investigation has been carried out to using natural fibers, jute and kenaf, which are available in abundance in India. The natural fibers mixed with glass fibers are finding increasing applications in engineering. Nowadays, polymer composites appear to be the choice for many engineering applications [1]. Fibers in polymer matrix composites (PMCs) can be either synthetic/man-made fibers or natural fibers. Glass is the most common fiber used in PMCs [2].
Among the various natural fibers, jute and kenaf fiber have great potential to be used as reinforcement in polymer composites. Jute and kenaf are annual plant fiber and these turn out to be important sources of fiber for a variety of applications. Jute is derived from plants of the genus Corchorus and there are about 100 species. It is also called the “golden fiber.” Jute plants grow to about 2.5–3.5 m in height within 4–6 months. It is one of the cheapest natural fibers and it belongs to bast fiber group. Next to cotton, it is second most common natural fiber cultivated in the world. Bangladesh, India, China, and Thailand provide the best conditions for the growth of jute plant [3, 4]. Jute fiber is biodegradable, environment friendly, recyclable, and good insulator of heat and electricity. Jute fiber has traditionally been used for the manufacture of sacks, hessian cloth, carpets, twines, ropes, and cords. Jute fiber is used in the automotive, consumer goods, packaging industries, and low cost housing and other civil structures [5, 6]. Kenaf is derived from plants of the genus Hibiscus, which includes about 300 species [3]. Kenaf is commercially available and economically cheap among other natural fibers. Kenaf is well known as a cellulosic source with economic and ecological advantages. It is able to grow to a height more than 3 m and a base diameter of 3–4 cm. Kenaf fiber has traditionally used as ropes, yarns, and fabrics. Kenaf fiber is used in the automotive, construction, housing, and paper industries [7, 8].
Latha et al. [9] evaluated the effect of stacking sequence of glass/bamboo fiber-reinforced epoxy on tensile and flexural of composites. The results indicated that the incorporation of glass in bamboo fiber composites enhances the properties resulting hybrid composites. Altering layering sequence of bamboo plies significantly affects the tensile and flexural strength. Siva et al. [10] prepared unidirectional banana–jute hybrid fiber-reinforced epoxy composites by varying the fiber content from 0 to 40 wt% with different weight ratios. It is found that the measured properties of the hybrid composites are suitable for building components and automobiles in order to decrease energy consumption. Nurul et al. [11] investigated the performance of bamboo fabric–poly(lactic acid) composites. The effects of compression molding parameters on the mechanical properties of the bamboo fabric–poly(lactic acid) composite sheets were evaluated. Thwe and Liao [12] prepared short bamboo fiber reinforced polypropylene composites (BFRP) and short bamboo–glass fiber reinforced polypropylene composites (BGRP) using compression molding method. From the obtained results, it was observed that the durability of BFRP can be enhanced by hybridization with a small amount of glass fibers. Joseph et al. [13] developed composites using banana fiber and glass fiber with varying fiber length and fiber loading. Both banana fiber and glass fiber-reinforced composites showed a gradual trend of increase in properties with fiber loading. Sreekala et al. [14] investigated the hybrid effect of glass fiber and oil palm empty fruit bunch (OPEFB) fiber on the tensile, flexural and impact properties of the composites. The overall performance of the composites was improved by the glass fiber addition. Impact strength showed great enhancement by the introduction of a small amount of glass fiber. Mishra et al. [15] studied the mechanical performance of glass fibers in biofiber(pineapple leaf fiber/sisal fiber)-reinforced polyester composites. The addition of relatively small amount of glass fiber to the pineapple leaf fiber and sisal fiber-reinforced polyester matrix enhanced the mechanical properties of the resulting hybrid composites.
Anuar et al. [16] prepared the thermoplastic natural rubber (TPNR) hybrid composite with short glass fiber and empty fruit bunch (EFB) fiber by melt blending method using an internal mixer type. Tensile properties increased with the application of a coupling agent because of improved fiber/matrix adherence as observed in the SEM micrograph. Velmurugan and Manikandan [17] studied the mechanical properties of palmyra/glass fiber hybrid composites. The results showed that mechanical properties of the composites were improved due to the addition of glass fiber along with palmyra fiber in the matrix. Harish et al. [18] evaluated the mechanical properties of coir/glass fiber-reinforced plastics laminate specimens. SEM micrographs obtained from fractured surfaces were used for a qualitative evaluation of the interfacial properties of coir/epoxy and compared with glass fiber/epoxy. The results indicated that coir can be used as a potential reinforcing material for making low load bearing thermoplastic composites. Ahmed and Vijayarangan [19] investigated experimentally the effect of stacking sequence on tensile, flexural, and interlaminar shear properties of untreated woven jute and glass fabric-reinforced polyester hybrid composites. The results indicated that the properties of jute composites can be considerably improved by incorporation of glass fiber as extreme glass plies.
Busu et al. [20] compounded the TPNR hybrid composites reinforced with kenaf and short glass fibers by melt blending method using an internal mixer. The incorporation of glass fiber into TPNR resulted in an increment of flexural modulus and impact strength as compared to TPNR matrix. Davoodi et al. [21] focused on making a hybrid of kenaf/glass fiber to enhance the desired mechanical properties for car bumper beams as automotive structural components. The results showed that some mechanical properties were similar to glass mat thermoplastic (GMT), but impact strength was still low and shows the potential for utilization of hybrid natural fiber in some car structural components such as bumper beams. Jawaid et al. [22] investigated the chemical resistance, void content, and tensile properties of trilayer epoxy based hybrid composites of oil palm EFB and jute fibers. It was observed that the tensile properties were slightly higher for the composite having jute as skin and oil palm EFB as core material. Venkateshwaran et al. [23] carried out the tests on tensile, flexural, impact, and water absorption using banana/epoxy composite material. The results showed that addition of sisal fiber in banana/epoxy composites of up to 50% by weight results in increasing the mechanical properties and decreasing the moisture absorption property.
Shahzad [24] studied the effect of hybridization of hemp-glass fibers on the impact and fatigue properties of the hybrid biocomposites. Sapuan et al. [25] investigated the mechanical properties of composites made by hybridizing sugar palm fiber (Arenga pinnata) with glass fiber into an unsaturated polyester matrix. In general, the incorporation of both fibers in an unsaturated polyester matrix showed a regular trend of enhancement in the mechanical properties. Ramesh et al. [26] stated that mixing of sisal and jute fibers with glass fibers are finding increased applications. The results indicated that the incorporation of sisal–jute fiber with glass fibers can improve the properties. Junior et al. [27] evaluated the hybridization effect of glass and curaua fibers on the mechanical properties of their composites. From the obtained results, it was observed that the tensile strength and modulus increased with glass fiber incorporation. Braga and Magalhaes [28] have studied the mechanical properties of raw jute and glass fiber-reinforced epoxy hybrid composites. The results showed that the addition of jute fiber and glass fiber in epoxy, increased the density, impact energy, tensile strength, and flexural strength, but decreases the water absorption.
From the existing literature, it can be inferred that most research articles reported the mechanical properties of natural fiber-reinforced hybrid composites, but less work has been done on the impact of stacking sequence and the use of glass fibers with two or more natural fibers.
Materials and methods
Materials used
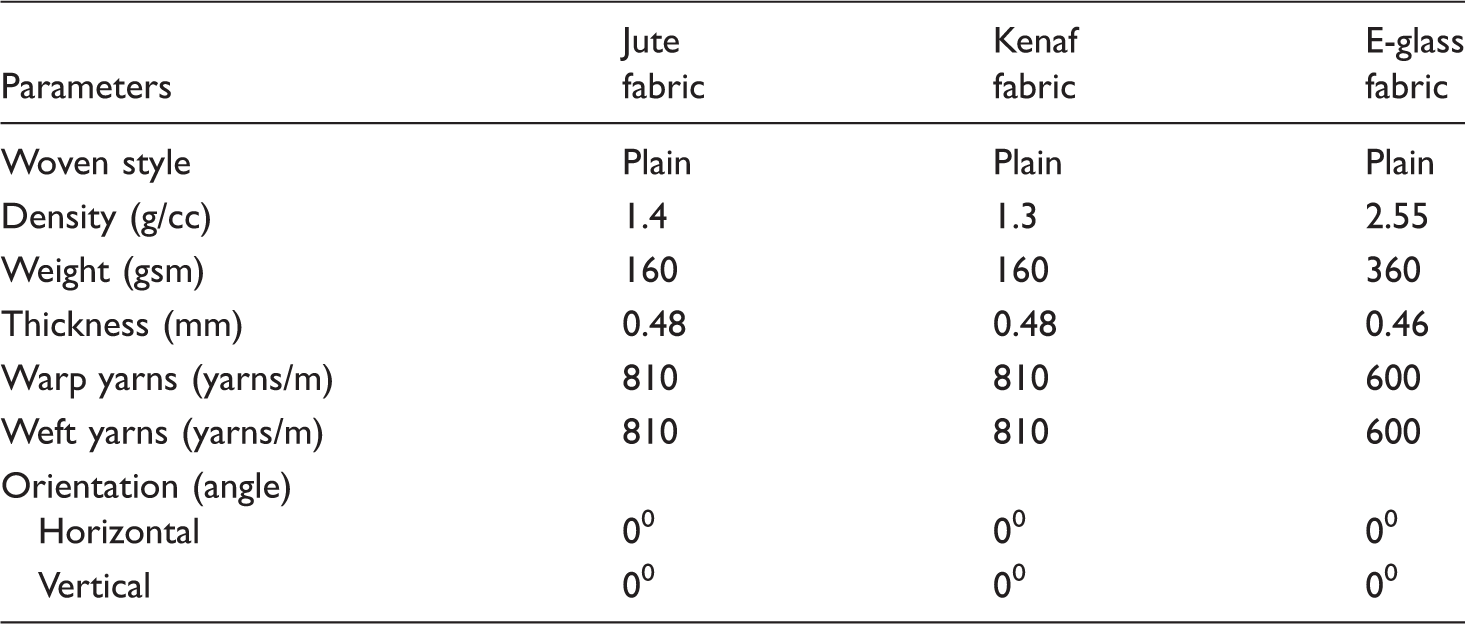
Basic parameters of jute, kenaf, and E-glass fabrics.
Composite laminate fabrication
The composite laminates for this work were fabricated by vacuum bagging method as shown in Figure 1. Nine different kinds of laminates were prepared 300 × 300 mm2 size with total five plies maintained at 3 mm thickness, by varying the number and sequence of jute, kenaf, and E-glass fabric layers to obtain various stacking sequences as shown in Table 2. Initially, a release agent (wax) was applied to the surfaces of the mould. For the fabrication of composites, as per laminate stacking sequences (all laminates is at 0° angle), the layers of fabrics were placed one by one on the flat mould (granite slab) and then the epoxy resin is applied after placing each layer of fabrics, equally distributed by using brushes followed by hand lay-up. After hand lay-up, the release fabric and breather fabric were placed over the laminated plies. After this, the mould was covered by vacuum bag film. A pressure of 80 bar was applied through the vacuum bag which was properly sealed with mastic sealant. Once the fabrics were fully impregnated with the matrix, the composite was then cured under vacuum at room temperature for 24 h. The laminates were then taken off the mould and postcured in autoclave (Figure 1) at 80℃ for 5 h before cutting into required specimen dimensions.
Fabrication of composite laminates by using vacuum bagging method and postcuring of composite laminates in autoclave. Laminate stacking sequences. Note: J: jute fabric; K: kenaf fabric; G: E-glass fabric; m: matrix.

Weight fraction is calculated as [29]

Total fiber volume fraction is calculated by using following as [19, 29]:

Here, wf is the weight of fabric {weight of glass (wg) is 36 ± 2 g, weight of jute (wj) is 15 ± 1 g, and weight of kenaf (wk) is 15 ± 1 g for an each fabric layer dimension of 300 × 300 mm2}. wm is the weight of matrix. Wf is the fabric weight fraction {Wg is the glass weight fraction, Wj is the Jute weight fraction and Wk is the Kenaf weight fraction}, and Wm is the matrix weight fraction.
Experimental studies
After fabrication, the test specimens were subjected to various mechanical tests as per ASTM standards. For each mechanical test, six identical specimens from each composite laminate were tested to get an average value.
Density and void fraction studies
Voids are one of the most common manufacturing-induced defects during the fabrication of composites. Higher voids content leads to low resistance to water penetration in addition to both increased variation and poor strength properties of composites. In particular, a good composite should have less than 1% voids, whereas a poorly made composite can have up to 5% voids content [30]. The experimental densities (ρce) of the composites were measured using a simple water immersion method. Distilled water was used for this test. For each sample analyzed, six measures were carried out and average values of density were recorded. On the other hand, the theoretical densities (ρct) of the composites were calculated as given by equation (3)

For determination of voids in composites, ASTM D2734-94 [31] method was used. The volume of void content (νV) was determined from the theoretical and experimental densities of the composites through equation (4).

Tensile properties
The tensile test was conducted on a 100 KN Kalpak Universal Testing Machine (UTM) (Model: KIC-2-1000-C) with data acquisition software. The dimensions (115 × 19 × 3 mm3), gauge length and cross-head speed were chosen according to the ASTM D638–03 [32]. The test was carried out at a room temperature of 25℃ and loading rate of 2.5 mm/min. The peak load, ultimate tensile strength, and load versus length graph were generated by using data acquisition software. Figure 2 shows the tensile test specimens before and after testing.
Tensile test specimens before and after testing. (a) Specimen before testing and (b) specimen after testing.
Flexural properties
The flexural test was conducted on the same UTM using flexural test fixture and a load cell of 10 KN. The dimensions (90 × 10 × 3 mm3) of the flexural specimen were according to ASTM D790-07 [33]. Flexural properties were determined under a 3-point bending test. The specimens were placed between two supports at a distance of 70 mm (span length) and the load was applied at the centre at loading rate of 2.0 mm/min until the specimen fractured and broke. The peak load, flexural strength, and load versus length graph were recorded by using UTM data acquisition software. The flexural test specimens before and after testing are presented in Figure 3.
Flexural test specimens before and after testing. (a) Specimen before testing and (b) specimen after testing.
Micro-hardness
The micro-hardness of the composite laminate specimens was measured by using a Matsuzawa micro-hardness tester (Model: MMT-X7A). The test was carried out as per ASTM E384 standard [34]. The test specimen surface was cleaned. Micro-hardness test was employed by using a square based right pyramid shaped diamond indenter of 1000 HV with an apical angle 136°, under a load of 100 gf and dwell time 15 s. Vickers hardness number was recorded directly from digital tester.
Scanning electron microscopy studies
The fractured surfaces of the tests specimens of composites were studied by using FEI Quanta 200 FEG scanning electronic microscope. The fractured portions of the specimens were cut and gold coated over the surface uniformly for examination. The SEM micrograph points out the interfacial properties, such as fiber/matrix interaction, void content, and fiber pull-out of the specimens.
Results and discussion
Density and void fraction evaluation
The difference between theoretical and experimental densities is mainly due to the presence of voids in the composite. Figure 4 shows volume of voids present in the laminates. The presence of void content in the composites leads to reduction in the mechanical and physical properties of the composites [29]. In Figure 4, each composite laminates shows less than 2% voids, indicating that each laminate fabrication was properly done. It can be seen that the laminate S4 (jute and kenaf fabrics) exhibited highest amount of voids (1.3%) compared to the laminate S1 (all glass fabrics) (0.3%), which shows the incompatibility between epoxy resin and natural fiber fabrics. As a result, fewer volume of voids are present in S6, S7, S8, and S9 containing some glass fabrics compared to the S2, S3, S4, and S5 containing no glass fabrics. It is observed that hybridization of jute with E-glass (S6), kenaf with E-glass (S7), jute–kenaf with E-glass (S8), and kenaf–jute with E-glass (S9) composite laminates exhibited a less amount of voids compared to the pure jute (S2), pure kenaf (S3), jute–kenaf (S4), and kenaf–jute (S5) composite laminates. It is concluded the vacuum bagging method is very effective way to prepare the composites with less void fraction.
Volume of void contents in the composite laminates.
Tensile properties
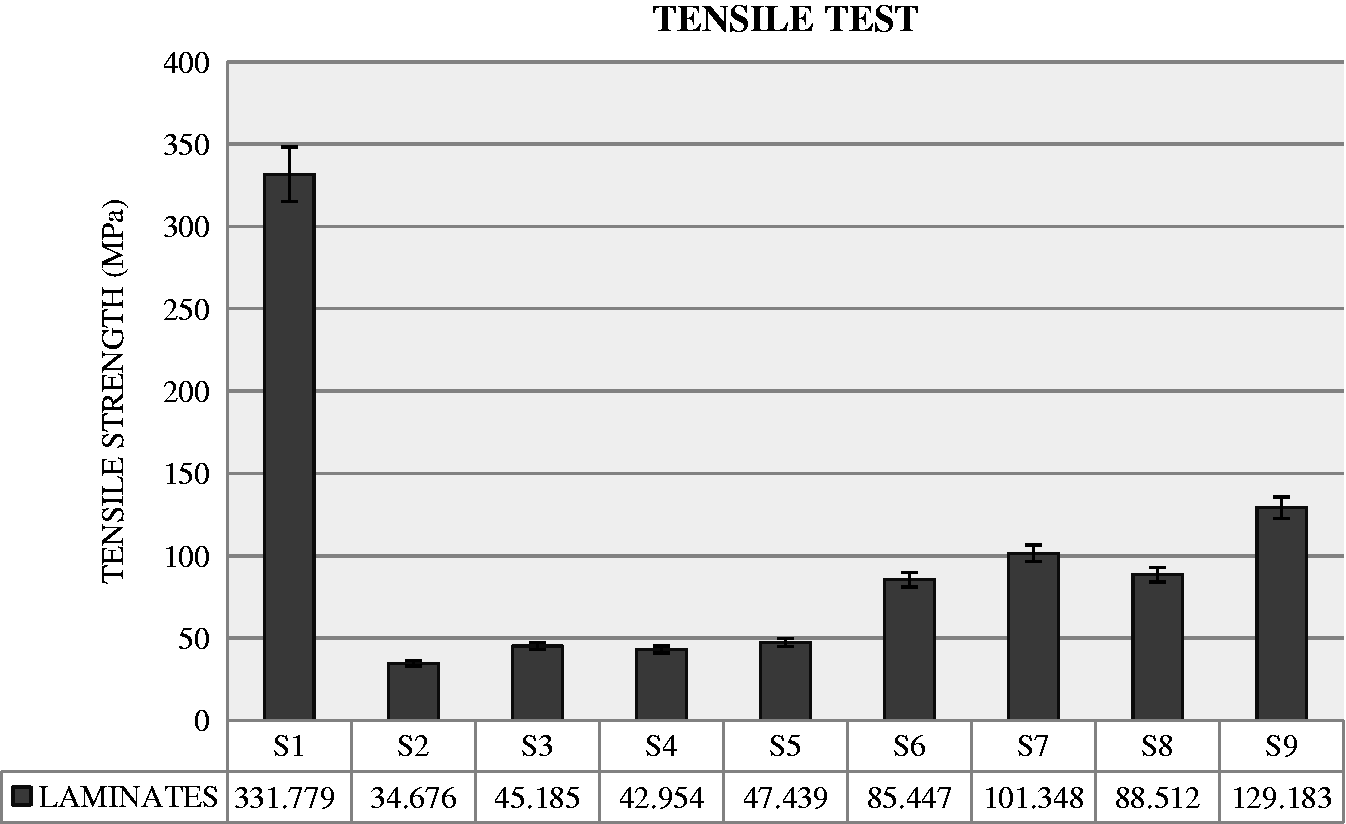
The tensile properties of the nine different composite laminates are determined by testing in UTM. The tensile stress versus strain plots of all stacking sequences of composite laminates are presented in Figure 5. From Figure 5, it is clearly observed that the laminate S1 yield more stress when compared to all other composite laminates, but laminates S6, S7, S8, and S9 yield slightly higher stress compared to S2, S3, S4, and S5 laminates. The tensile strength and tensile modulus of laminates are obtained by determining the corresponding values of stress–strain values from the plots. The values of tensile strength and tensile modulus for composite laminates are shown in Figures 6 and 7. The tensile strength and modulus of laminate S1 containing only E-glass fabrics are found to be around 332 MPa and 12.7 GPa, respectively. The tensile strength and modulus of pure jute fabrics laminate (S2) and pure kenaf fabrics laminate (S3) are around 35 MPa and 45 MPa, and 1.9 GPa and 2.4 GPa, respectively, while the laminates having combinations of jute and kenaf fabrics (S4 and S5) are around 42 and 47 MPa, and 2.3 and 2.4 GPa, respectively. It shows that the hybrid laminates S4 and S5 have slightly higher values of tensile strength and modulus compared to the laminates S2 and S3. This indicating that the mixing of jute and kenaf fabrics together can improves the tensile properties of laminates. It is found that there is gradual increase in tensile properties with the incorporation of E-glass fabrics as the skin layers or outer plies (S6, S7, S8, and S9). The hybrid laminate S9 shows better tensile strength and modulus values of 129 MPa and 5.9 GPa, which reveals that the tensile properties are more improved by the hybridization of two natural fibers with glass fibers than single natural fibers. Thus from all these observations it is clear that the tensile strength of the composite is influenced by the strength and modulus of all the hybridized fibers [13]. The incorporation of E-glass increases the tensile properties of the composite laminates [12, 13, 15, 17, 20] and mixing the jute and kenaf with glass fibers improves the tendency to withstand more tensile load [22, 27]. While mixing single natural fiber with glass fibers, the maximum tensile strength and modulus is obtained by hybridizing kenaf with E-glass rather than jute with E-glass [21, 26]. This is because kenaf fiber has higher tensile strength and modulus (930 MPa and 53 GPa, respectively) than jute fibers (400–800 MPa and 13–27 GPa, respectively).
Tensile stress–strain plots of the composite laminates. Comparison of tensile strength of the composite laminates. Comparison of tensile modulus of the composite laminates.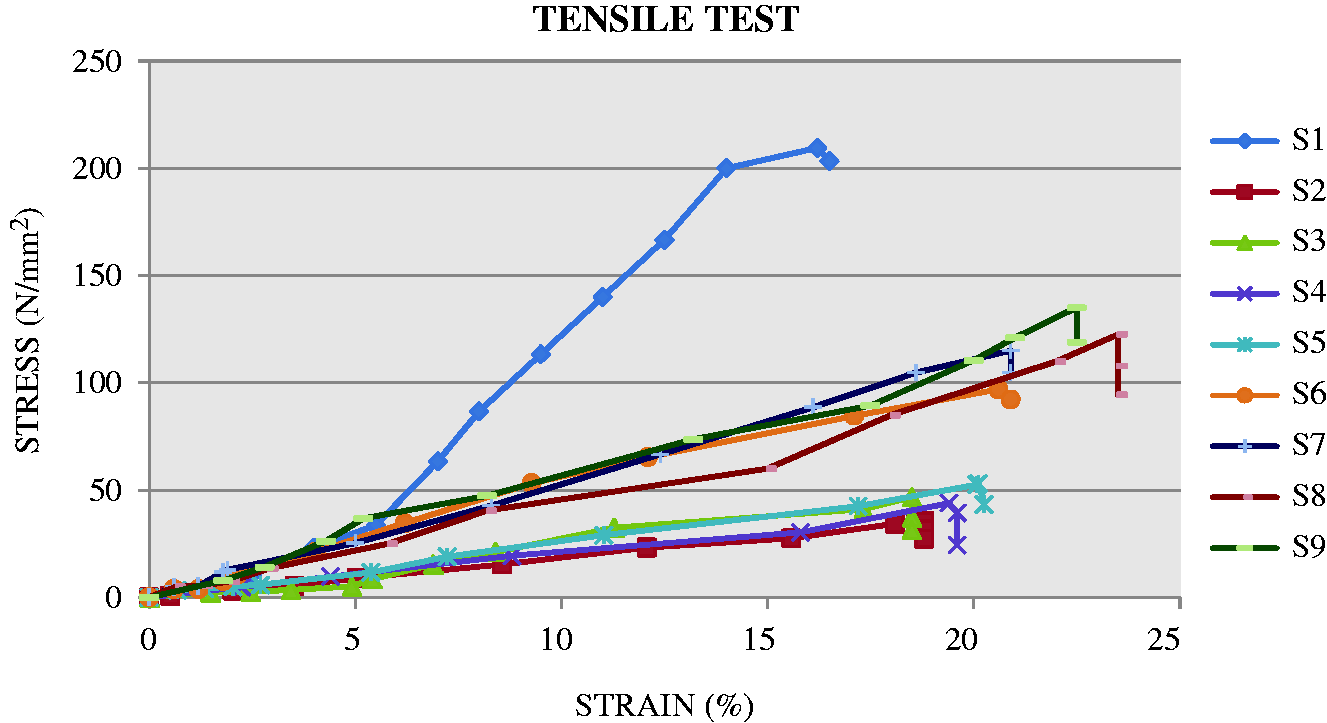

Flexural properties
The flexural properties of composite laminates were analyzed using a three-point bending test. The flexural strength and modulus values of composite laminates are compared in Figures 8 and 9. Flexural strength and modulus was found to be higher in pure E-glass composite laminate (S1) of 310 MPa and 18.6 GPa, respectively. As far as the natural fiber is concerned, laminates prepared with kenaf fabrics had a better flexural strength than laminates with jute fabrics. The hybrid laminate S9 again shows better flexural strength and modulus of 235 MPa and 14.42 GPa, respectively. It reveals that the flexural properties are also improved by hybridization of two natural fibers with glass fibers. It is found that the hybridization of kenaf with E-glass laminate (S7) exhibited better flexural strength and modulus of 232 MPa and 13.94 GPa, respectively. The flexural strength and modulus of pure kenaf fabrics laminate (S3) is around 190 MPa and 11.08 GPa, respectively, which is better than the hybrid laminates having mixture of jute and kenaf fabrics (S4 and S5). Moreover, the flexural modulus of composite laminates shows a trend similar to flexural strength. From all these observations, it is clear that the flexural properties of laminates not only depend on the constituents of hybrids but also on the laminate stacking sequence [19, 20]. Having high strength and stiffness E-glass and kenaf fibers as skin plies results in greater improvement in flexural and tensile properties.
Comparison of flexural strength of the composite laminates. Comparison of flexural modulus of the composite laminates.

Micro-Hardness
Micro-hardness test results of composite laminates are shown in Figure 10. The hardness value of the pure E-glass fabrics laminate (S1) is superior than the all other composite laminates. The composite laminates of jute with E-glass fabrics (S6) and kenaf with E-glass fabrics (S7), jute–kenaf with E-glass (S8), and kenaf–jute with E-glass (S9) shows a significant increase in hardness value over the pure jute laminate (S2), pure kenaf laminate (S3), jute–kenaf hybrid laminate (S4), and kenaf–jute laminate (S5). Among these laminate, S9 composite laminate again exhibits higher hardness value of 23.16 HV and S2 composite laminate exhibit lower hardness value of 10.55 HV. It implies that the hybrid composites of S6 (20.13 HV), S7 (22.27 HV), S8 (21.97 HV), and S9 (23.16) had closer hardness values to S1 (24.58 HV). It shows that having high strength E-glass and kenaf fibers also improves the hardness of the composite laminates.
Comparison of hardness values of the composite laminates.
Scanning electron microscopy analysis
The SEM analysis has been carried out to study the failure surfaces of composite structure, particularly to examine the fiber/matrix interaction, void content, and fiber pull-out of the specimens. The scanned region is uniformly coated with a layer of gold before examination.
The SEM micrographs of the jute/kenaf/E-glass fabric-reinforced hybrid epoxy composite laminates specimens after fracture under tensile loading are shown in Figure 11. In Figure 11(a), it is clearly evident from S1 specimen the phenomenon of fiber “pullout” occurred and the failure occurring under the tensile loading is by the complete removal of fiber bundles. Fiber bending and fiber/matrix interface are also clearly evident from Figure 11(b) (S5) and the smooth surface of the matrix region is also seen in Figure 11(b). In Figure 11(c), (S2) is shown the kind of debonding between the fibers and matrix. The role of matrix is to transfer the load to the stiff fiber through shear stress at the interface. The fracture behavior also depends on the strength of interface. This process requires a good adhesion between fiber and matrix. The good adhesion between fiber and matrix is evident from Figure 11(d) (S9). From the above studies, it is evident that good composite properties are dependent on the presence of fewer voids, proper adhesion between the fibers and matrix, proper fiber breakage, and fiber pullout.
SEM micrographs of fractured specimens of tensile test: (a) fiber pullout (S1), (b) interface between fiber and matrix (S5), (c) void in the tested specimen (S2), and (d) good adhesion between fiber and matrix (S9).
The SEM micrographs for the jute/kenaf/E-glass fabric-reinforced hybrid epoxy composite laminates specimens which subjected to flexural test are shown in Figure 12. The Figure 12(a) (S6) clearly shows that the fiber breakage due to fiber pullout. Fibers–matrix region and fiber fracture was observed in Figure 12(b) (S8). Pullout fibers are clearly visible in Figure 12(c) (S1). Figure 12(d) shows that there is a complete distribution between fiber and matrix. It is evident that for good bonding between fiber and matrix in the composites (S7).
SEM micrographs of fractured specimens of flexural test: (a) fiber breakage (S6), (b) fractured surface (S8), (c) fiber pullout (S1), and (d) complete distribution between fiber and matrix (S7).
Conclusions
In the present research work, jute/kenaf/E-glass fabric-reinforced hybrid epoxy composite laminates were prepared by vacuum bagging method with different laminate stacking sequences. Based on the results obtained from this research work, the following conclusions can be drawn.
This study reveals that the vacuum bagging method is very effective method to prepare the composites with low void volume fraction. The tensile properties of the composite laminates were influenced by the strength and modulus of fibers. The maximum tensile strength and modulus can be obtained by hybridizing kenaf with E-glass rather than jute with E-glass. However, their tensile properties are not found to be as good as those of the pure E-glass fabrics-reinforced composite. The tensile, flexural, and hardness properties of composite laminates mainly depend on the sequencing of high strength fiber plies in the laminates and also influenced by the stacking sequence and adhesion levels of the fabrics. The hybrid laminate having glass and kenaf fiber plies as skin layers and jute plies as core layers showed better tensile, flexural, and hardness properties compared to other laminates. From the SEM analysis, it is evident that good composite properties are dependent on the presence of fewer voids, and proper adhesion between the fibers and matrix. The present research work has established that these hybrid composites can be used when cost reduction is the prime consideration, and can effectively replace the conventional and relatively expensive materials. Their biodegradability is an additional advantage. Their use may be recommended for building and construction applications like roofing sheets, bricks, door panels, furniture panels, interior paneling, storage tanks, pipelines, etc. They may also be suited in household applications.
Footnotes
Acknowledgements
The authors would like to thank Technical Education Quality Improvement Program of Government of India (TEQIP-II) for financial support. The researchers are also grateful to Indian Institute of Technology Madras, Chennai, Tamil Nadu for providing their lab facilities.
Declaration of Conflicting Interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This research is supported by All India Council for Technical Education (AICTE) (Ref No: 8-191/RFID/RPS/POLICY-1/2014-15).