
Abstract
Quest for producing lightweight and biodegradable materials has encouraged researchers to replace synthetic fibers with natural fibers. Hence a study is made to investigate the effects of introducing secondary reinforcement (natural fibers), stacking sequence, and addition of graphite particles on the mechanical characteristics and water uptakes along with diffusivity of hybrid (glass\jute) composites. Different weight fractions of graphite particulates are incorporated into the epoxy to produce different samples having 4 plies for each sample by hand layup vacuum bagging method. The obtained specimens are subjected to various mechanical tests, water absorption tests as per the ASTM standards, and optical microscopy was used to study the fracture morphology of the samples. The results displayed that the properties are deteriorated a little with the addition of secondary reinforcement, however they have improved with the addition of graphite. E-Glass as skin layer and treated jute as core layer composite exhibits ameliorate tensile strength (201.5 MPa), compression strength (515.12 MPa), flexural strength (106.9 MPa), hardness (25 BHN). However highest impact energy of 26 J is recorded for the sample with jute as skin layer and E-Glass as the core layer. Water absorption tests revealed that the addition of graphite has reduced the water absorption in the hybrid samples.
Keywords
Introduction
Glass fibers are fine synthetic fibers formed by thin strands of glass with a tiny diameter [1] and are extruded into several fibers. These fibers can be used as reinforcements in a polymer matrix to make a lightweight composite [2] yet very stronger with good bulk strength [3], and hence they are capable to sustain the load for a long time [4]. However, they are not environmentally friendly and the cost of the fibers is also very high in comparison with natural fibers [5]. The new material developments have been growing day by day to enhance the properties of materials to accomplish not only structural aspects but also ecological, economical, and environmental aspects [6]. The composites are continuously switching to use natural materials as reinforcements as they are exhibiting good specific properties. Considering their high strength to weight ratio, low thermal expansion, high specific strength, low density, and biodegradability have made jute fibers, one of the promising reinforcements in biocomposites [7]. The natural fiber reinforced polymer matrix composites are getting more popular for the environmental concern and they are getting utilized for various applications that include the automotive industry, marine, oil industry, consumer goods, and sporting goods [8]. The applications of polymeric composites are not only limited to the above-mentioned sectors but also find their usage in biomedical applications and food industries owing to their antibacterial properties [9].
Reinforcements from plant fibers are bio-based natural fibers that are eco-friendly, easily available, and also economical in comparison with synthetic fibers. Many types of plant fibers are accessible such as jute, cotton, abaca, flax, sisal, hemp, kenaf, coconut, bamboo, etc. [10]. Jute fiber is extracted from plants and is composed of cellulose, hemicellulose, pectin, and waxes and it can grow up to 15-inch height in 3- 4 months. Looking at the chemical composition of the jute fiber, it has high cellulose content (71%) and low microfibrillar angle (8 °C) and therefore it has good mechanical strength [11]. It is the most inexpensive natural fiber which can be turned into stiff and strong threads at an affordable rate [12].
However, the usage of natural fibers in composites has a major drawback, the hydrophilic nature of the natural fiber will result in poor interfacial adhesion between the hydrophilic fiber reinforcement and hydrophobic matrix. The surface of the natural fibers is mostly formed as waxy layers [13]. It can cause poor bonding interaction at the interface of matrix-reinforcement [14]. Therefore to improve the interfacial adhesion, among other chemical treatments to treat the surface of the fibers, alkali treatment is used more often due to the reason that it is inexpensive yet more effective [15]. This treatment aids in removing the impurities on the surface of the fiber and enhances the wettability of the fibers [16]. The surface can be chemically treated with the help of NaOH solution, on its part intensifies the wettability of the fiber and bonding at the interface of the matrix-reinforcement [17]. The mechanical properties enhancement depends on the NaOH concentration for the jute fiber [18]. However, the literature reported that the 6% alkali treatment can be the optimum for the chemical treatment of the fibers [19].
Another important drawback is their poor resistance to moisture absorption, which results in deterioration of performance of the composite [20]. In most applications, fiber-reinforced polymer composites may be exposed to moisture or located in a humid environment, which results in the reduction of service life [7]. Therefore, it is very much important to examine the water absorption characteristics of polymer composites reinforced with natural fiber [13]. Water absorption is modeled based on fickian diffusion from Fick’s theory by which maximum water absorption and diffusion coefficients can be evaluated [21]. Graphite limits the motion of epoxy inter-molecules, which increases the waiting time of relaxation of polymer chains, thus lowering the spread of molecules throughout the composites [22]. So that the graphite can act as an efficient barrier to absorb the moisture in fiber-reinforced polymer composites. Graphite is also playing a major role in developing superior composite materials with improved mechanical, thermal, chemical, electrical, and optical properties for having their applications in aerospace, structural, and sports industries [23].
One of the methods to improve the performance of the natural fiber-reinforced composite is taking the advantage of the synergetic effect of two or more fibers. Hence the researchers want to take advantage of the superior qualities of two or more fibers and utilize them as reinforcements in a polymer matrix [24]. The use of hybrid fibers will make a composite that is superior in strength and stiffness [25]. It comprises materials with high specific modulus and low specific strength, and others with low specific modulus and high specific strength. Hybrid composites offer a wide variety of properties like mechanical, thermal, electrical, chemical, and sometimes in combination also [26]. Those can only be attained by integrating more than one reinforcement in a matrix material [27].
Unique features of hybrid composites help to serve various design needs in a better economical manner and offer more advantages than earlier composites used [28]. Combining more than one natural short fibers of same length and different diameters offers more advantages in comparison with the use of a single fiber and hence hybridization plays a vital role in improving the mechanical properties of polymer matrix composites [29]. As one of the reinforcements is at less cost, the design requirements meet the overall cost, and the hybridization effect gives compromised mechanical properties [30]. From literature, it can be understood that the applications of hybridized composites that are reinforced with natural and synthetic fibers are increasing day by day [31].
Few researchers have tried to investigate the influence of the orientation of fibers and sequence of stacking, on the mechanical properties of the composite and observed they played a vital role in the performance of the composite [32]. It could be interesting to study the hybrid composites, where synthetic fibers will be replaced by natural fibers in an attempt to reduce the weight of the composite and still can exhibit fairly performance. Similarly, studies were reported, to study the influence of filler materials in the matrix [33] on the mechanical properties of biocomposites [6], where synthetic fibers and natural fibers were used in combination with polymer matrix [26,34]. However, not much literature was found to understand the effects of graphite on the performance of hybrid composites, where graphite in epoxy reinforced with hybrid fibers (Jute/E-Glass).
Therefore, an attempt was made to fabricate a biocomposite where epoxy resin is reinforced with hybrid fibers and study the influence of hybrid fibers and stacking sequence on the performance of the composite. The hybrid fibers are the combination of E-glass fibers and alkali-treated jute fibers where E-glass and jute fibers are considered as primary and secondary reinforcements respectively. Also, the incorporation of graphite into the epoxy could be an interesting step, with the hope to improve the resistance to absorb moisture without compromising the mechanical performance of the composite.
In this study, along with moisture absorption, mechanical characteristics such as tensile strength, compressive strength, bending strength, impact strength, and surface hardness are reported. The novelty of the work involves, finding the effect of different weight fractions of graphite on mechanical characteristics, the moisture absorption rate of hybrid polymer composites, and the effect of position of the skin layer and core layer. Figure 1 shows the conceptualization of the present work.

Methodology shows the conceptualization of the present study.
Materials and methods
Materials
The matrix used for the hybrid composite belongs to the epoxide family which is based on Bisphenol A diglycidyl ether (BADGE) which is Araldite LY-556 epoxy resin and the hardener used is an aliphatic primary amine, commercially named as HY-951 both are supplied by the Herenba Instruments & Engineers, Chennai, India. Epoxy has well-formed adhesion to a variety of natural or synthetic fibers, has remarkable properties in mechanical, electrical, chemical, and thermal considerations.
E-glass with fiber thickness of 0.36 mm and woven roving jute fabric with fiber thickness of 0.32 mm used as a reinforcement material in the hybrid composite, which is supplied by SM Composites, Chennai, India. The parameters of the reinforcements are shown in Table 1.
Parameters of jute and E-glass fabrics.

Fine graphite particles (manufactured by LOBA Chemie. Pvt. Ltd and supplied by SM Composites, Chennai, India) of 98% extra pure sized 60 mesh size (average particle size of the graphite powder is 250 µm) is considered for one of the reinforcement materials in the hybrid composites.
Alkali treatment of fibers
Jute woven fabric is initially dried in regular sunlight for 48 hrs before treatment. Then at room temperature, the fabric is immersed in a 6% Sodium hydroxide (NaOH) solution to soak it for 8 hrs, maintaining a liquid proportion of 20:1. To remove the excess NaOH solution adhered to the fiber surface, it is immediately washed with distilled water. After removal of NaOH traces on the jute fabric, the fabric is dried in regular sunlight for about 24 hours and further placed in the hot air oven to make it dry at 80°C for 12 hours to remove any traces of moisture left on the fibers of the fabric.
The chemical treatment of the jute fabric is shown in Figure 2. Later the chemically treated fabrics were cut into pieces of 350 mm x 350 mm size for composite preparation. The initial weight of jute woven fabric taken before chemical treatment is 900 grams and after the treatment, it is weighted 857 grams, which means a reduction of 4.77% weight of jute fiber. The reduction of weight can be attributed to the removal of impurities like hemicellulose, pectin, and waxes content in the fiber.

Alkali treatment process of jute fabric. J: jute fabric; G: E-glass fabric; GP: graphite particulate.
Fabrication of hybrid composite
The manual operating hand layup vacuum bagging procedure is utilized for the fabrication of composite at room temperature. The weight fractions of E-glass, jute, and graphite particulates in the hybrid polymer composite are given in Table 2. As per the resin manufacturer suggestions, hardener (HY951) is mixed in a ratio of 10:1 to produce the polymer. This mixture is subjected to mechanical stirring at room temperature to obtain uniform mixing. When graphite is mixed into the epoxy, the total weight is divided into 3 parts and then it is mixed thoroughly by a mechanical stirrer for 3 times (i.e. each time 1 part is mixed) to eliminate the formation of agglomerations and to obtain a uniform dispersion of graphite particulates. The stirring is continued until it reaches a uniform distribution of reinforcement. The weight fractions mentioned in Table 2 are used to obtain different stacking sequences for laminates. As a whole, the use of synthetic fiber is going to get mitigated with the usage of natural fiber, which in turn reduces the cost of reinforcements and can obtain reasonable mechanical performance.
Stacking sequences and weight fractions for different laminate composites.

A brush is used to apply the epoxy mixture on every layer of fabric to make bonding between fabric layers. All the mold surfaces including corners are thoroughly cleaned and Poly Vinyl Alcohol is applied as a releasing agent. A small amount of resin is applied to form a thin layer on the board. Then a piece of fabric is placed in the mold to form the first layer and epoxy resin is applied to fill another side of the fabric. A roller is used subsequently to spread the mixture uniformly and to remove the entrapped air. The remaining layers are placed similarly on one over the other to fabricate the required composite according to the stacking sequence. Roller action should be continued while adding the remaining layers to minimize the creation of voids in the composite. All the setup is placed in the vacuum bagging to take out the entrapped air and withdraw the excess resin present in the hybrid composite. The vacuum pressure is maintained at 1 bar for 40 min. Laminates are cured for 8 to 12 hours by keeping a load of 8 kg on the mold. The laminates are then removed from the mold after curing for 24 hours.
For all the samples, the number of layers is maintained constant (i.e. 4 plies) as the work presents the effect of the stacking sequence. In this regard, the total weight of the sample is varied between 400 gm and 600 gm for jute/epoxy and E-Glass/epoxy laminates respectively, as jute has less density in comparison with E-Glass. For the remaining samples, a constant weight of 500 grams is maintained. Composite specimens with different laminate stacking sequences are shown in Table 2. Samples are cut according to the ASTM standards to suit different testing procedures.
Stacking sequence
Figure 3 shows the configurations and stacking sequence of hybrid composite laminates. To study the effect of particulate reinforcement on hybrid composite, the weight fraction of the graphite is varied from 0% to 9% with an increment of 3%. It is limited to 9% because thereafter, agglomerations are formed besides, increases the viscosity of the epoxy which inturn makes mixing difficult.
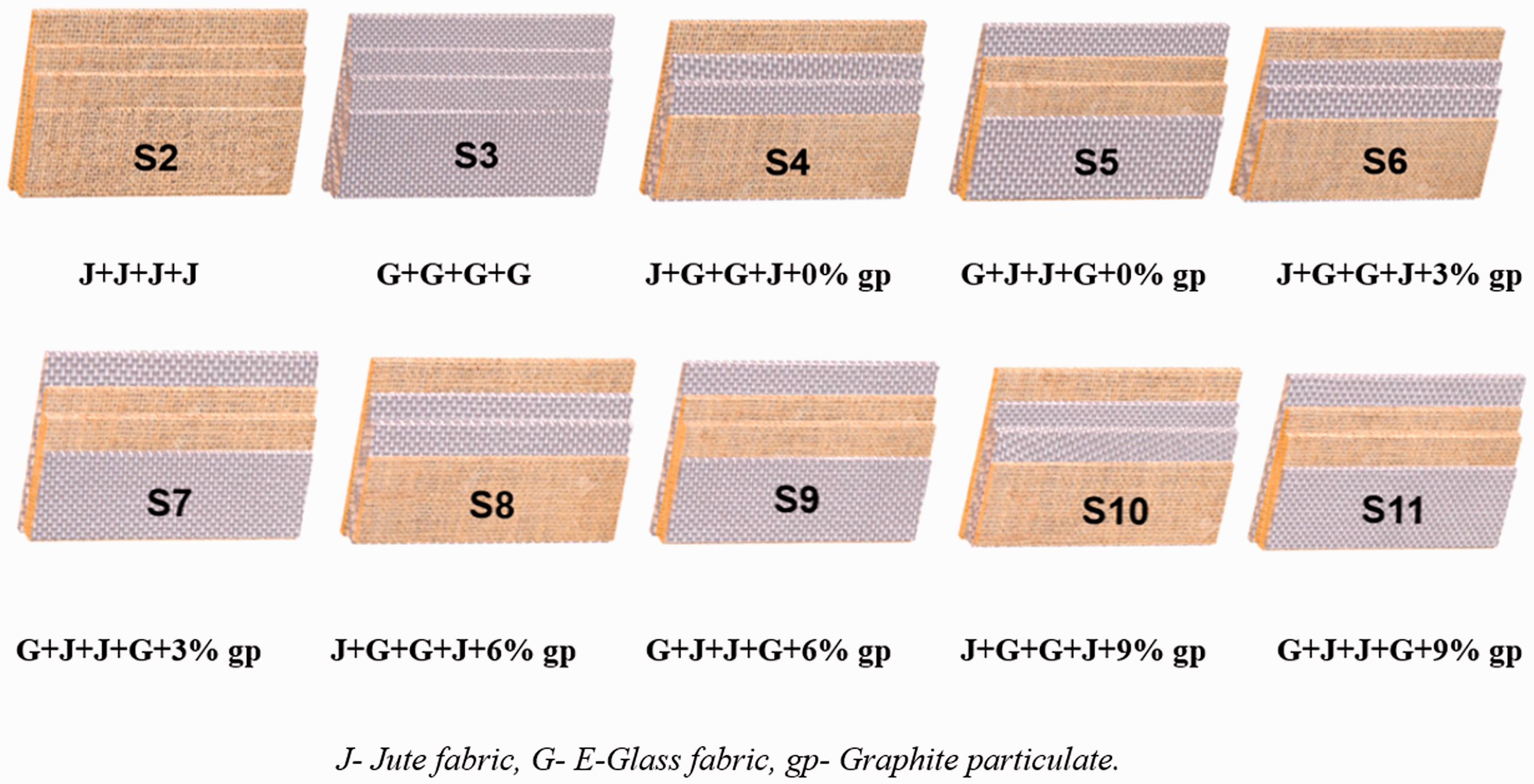
Configurations and stacking sequence of hybrid composite laminates.
The specimens are prepared with 4 ± 0.5 mm thicknesses. Along with hybrid composites a separate pure epoxy, jute/epoxy composite, and E-glass/epoxy composite are fabricated for comparison purposes and they are termed as S1, S2, S3, and the configurations of the remaining samples are described in Figure 3 and the Table 2.
Mechanical testing
All the specimens are cut as per the ASTM standards for performing mechanical characterization by using a jig-saw. ASTM D638, ASTM D3410, ASTM D790, ASTM A370, ASTM D785, and ASTMD570 are considered for tension, compression, three-point bending, Charpy impact, hardness, and water absorption tests respectively. For each of the tests, an average of 5 samples is taken to record the values. A computerized UTM TUE-C-100 machine is used for conducting tension, compression, and three-point bending tests. A cross-head speed of 2 mm/min is used for tensile whereas 1.5 mm/min is used for both compressive and flexural tests.
The Charpy impact test is conducted to assess the maximum energy absorbed by the test specimen. Brinell Hardness Number (BHN) is calculated by the load and area of depth of the impression. BHN= (2 x applied load)/(area of indentation).
Water absorption test
The specimens are taken and dried in a hot air oven to eradicate the moisture in the specimen and then they are cooled down to room temperature to measure the initial weights by an electronic weighing machine with an accuracy of ± 0.01 gram. All the samples are then immersed in distilled water for 216 hours at room temperature and subsequently, for every 24 hours, the specimens are removed from the water to measure the weight at regular intervals of time. Each time the specimens are wrapped and unwrapped with tissue paper before taking the weight measurement to remove the traces of water droplets present on the surface of the specimen. The gain of water is expressed as the percentage of water absorbed by the composite specimen and determined by using equation (1) [27,35]
Where,
The water absorption mechanism of the composite is modeled based on Fickian diffusion behavior. The maximum water gain and diffusion coefficients are assessed based on the approach of diffusion kinetics and it is found by Fick’s theory as mentioned below
The average diffusion coefficient (D) of the composite is calculated by the measurements of weight gain and the initial slope of the weight gain curves versus the square root of time, as follows [36]
Where, Mt is water absorption (Mt) at time t, D is moisture diffusion coefficient, t is the absorption time, h is the thickness of the specimen, and k is the slope of the initial plot M(t) versus
Morphology
An optical microscope is used to study the fractured segments of the test samples to observe the defects and also failure modes caused by the tests.
Results and discussion
Tensile properties
The tensile strength values of all laminates are shown in Figure 4. The highest tensile strength (265.2 MPa) is observed for the composite with E glass reinforcements and it is twice the value of the composite with jute reinforcements. This is due to the variation in the strength of the reinforcements and also the hydrophilic nature of the jute reinforcement could have contributed to reducing the tensile strength when compared to the epoxy-jute composite. Among all hybrid composites (S4 to S11) tensile strength is increasing with an increase of % of weight fraction of graphite particulate. The highest value was observed to be 205.1 MPa for sample S11 which has 9% of graphite particulate.

Tensile strength in comparison to various compositions and laminate sequences.
The improvement in the tensile strength can be attributed to the assumption that the graphite particles dispersed in the matrix might have obstructed the propagation and failure. Additionally improved fiber-matrix adhesion due to uniform dispersion of graphite particulates also contributed to the smooth transfer of stress from the matrix to the reinforcement, which could have lead to the improvement in the tensile strength. Similar kinds of observations were reported in the literature. However, there is no significant difference observed in tensile strength for the samples with the change in the sequence of stacking of the jute and glass reinforcements. The hybrid composite showed a slight improvement in tensile strength when E-glass fibers are used as skin layers.
Compressive properties
The compressive strengths of hybrid composites deteriorate in comparison with composites made from their respective single reinforcements. However, they tend to improve with the addition of graphite. Figure 5 shows that the compressive strength is increasing with the increase of the weight fraction of graphite from 0% to 6%, and going beyond the strength is observed to be decreased.

Compression strength in comparison to various compositions and laminate sequences.
The highest compressive strength (515.2 MPa) is observed at 6% wt graphite and S8 and S9 displayed the slightest change in values. Graphite particulate may have improved the compatibility between the matrix and fibers. As a result, good interfacial adhesion might have aided in the smooth transfer of stresses from the matrix to fibers and hence improving the compressive strength of the sample. Few works reported a similar trend when natural fiber composites were subjected to compressive tests [37]. Hybrid composite shows slightly better compressive strength, as long as the composite is prepared by using E-glass synthetic fiber as a skin layer and alkali-treated jute natural fiber as a core layer compared to other laminate.
Flexural properties
Figure 6 indicates the findings of the flexural strength of various composites and it is observed that the flexural strength of the S3 composite is more than the S2 composite. The flexural strength of S4 and S5 are more than S2 however observed no significant difference between S3, S4, and S5. The increment of flexural strength may be attributed to the use of stiff reinforcements. Good stiffness materials result in good flexural strength [38].

Flexural strength in comparison to various compositions and laminate sequences.
The highest flexural strength was observed for S5 (106.4 MPa) where glass fibers are placed in the skin layer of the composite as shown in Figure 3. It can be understood that the stacking sequence has not played a major role in the improvement of flexural strength. Furthermore, the addition of graphite particulates resulted in the decrement of flexural strength. The presence of graphite particulates in the hybrid composite is not contributing to improving the bending strength i.e., the load resistance in the lateral direction. The reason behind the situation is due to the delamination of fiber layers resulting in debonding with polymer matrix as shown in Figure 13(f). Yet there was a slight improvement for the samples S8 and S9 and also slight improvement is noticed in S9 when compared among these two specimens. Hence it can be concluded that the addition of graphite particulates has decreased the values of flexural strength and in any case, samples having glass fibers as skin layers has made a little impact when compared to the samples having jute fibers as skin layers.
Impact properties
Figure 7 displays the impact energy of the various samples. The impact energy of hybrid composites is improved with the addition of graphite and increases linearly with weight percentage and the highest value 26 J is recorded to the samples which have a 9% graphite weight fraction. No remarkable difference is observed for the samples with different stacking sequences of respective weight %, however, slight improvement is observed for the samples which have jute fabric as the skin layers. Fibers play a crucial role in taking the load and also can resist the propagation of the crack. Proper matrix-particle-fiber adhesion should have resulted in smooth distribution of load from the matrix to the fibers and hence enhancement of the impact energy was observed. This similar behavior is reported by several researchers [38].

Impact energy absorption in comparison to various compositions and laminate sequences.
Surface hardness properties
Figure 8 shows that the BHN is increasing with the increase of wt % of graphite particulates and the highest value of 26 BHN is observed for 9% graphite weight fraction which is almost the same for both the stacking sequences S10 (26 BHN) and S11 (24 BHN). Hardness is related to the plastic deformation, the addition of small-sized graphite particulates could have increased the resistance to plastic deformation and hence the surface hardness is enhanced with the increase in wt % of the graphite [39]. Besides, as shown in Figure 13(h) presence of fewer voids and uniform dispersion of graphite might also be aided in improving the hardness of the composites. The results are in agreement with the works that studied the hardness of the natural fiber composites [23,38]. Hybrid composite shows better hardness value when the composite is prepared with E-glass fiber as a skin layer and jute natural fiber as a core layer compared to other laminates.

Surface hardness values in comparison to various compositions and laminate sequences.
Percentage of water gain
It is crucial to study the water absorption tendency in polymeric composites as it may affect the mechanical properties and durability of the composites [15]. The water absorbed by a specific sample depends on the percentage of the total weight of reinforcement and in this case, it's wt % of jute fiber layers in the composite. It can be observed from Figure 9 that during 24 to 120 hours, the moisture intake is increased rapidly by absorbing more water and then steadily stabilized from 120 to 168 hours to reach saturation point. It is believed that the water absorption of the composites has followed the Fickian law. Many reports have mentioned polymeric composites with natural fibers following the Fickian and non-fickian behavior [40]. The water absorption of the sample after saturation time is shown in Figure 10 and it is reduced for the hybrid composites with the addition of graphite. The hybrid composite samples with E glass as skin layers have reached equilibrium in less duration in comparison with samples with jute layers as skin layers. This tendency can be due to fact that E glass fibers absorb less amount of water.

Percentage of water gain by the hybrid polymer composite specimens at different hours.

Percentage of water gain by composite specimens after reaching saturation.

Percentage of water gain by the hybrid polymer composite specimens at different hours.
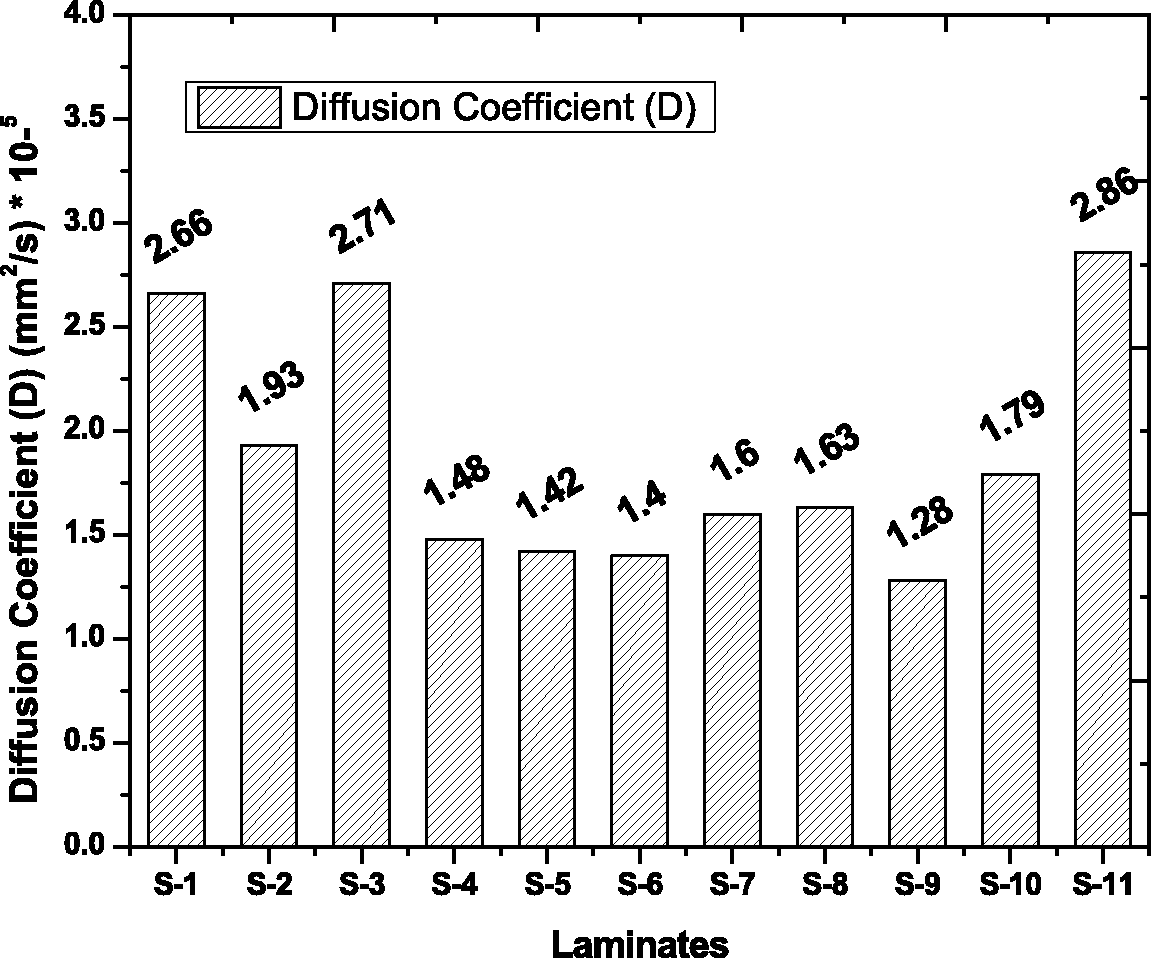
Diffusion coefficient (D) of hybrid polymer composite specimens.
The low percentage of water absorption is observed for samples S1 and S3 as the specimens are pure epoxy and E-Glass/epoxy respectively and the water absorption in S3 could be due to the voids present in the specimen shown in Figure 13(h). The highest percentage of water absorption is observed for sample S2 due to the presence of a hydrophilic jute layer in epoxy. When jute fibers are hybridized with E-Glass fibers in an epoxy matrix, the water absorption is reduced compared to the S2 (jute/epoxy) composite specimen as some of the wt % of jute fiber is replaced with E-glass fiber. From Table 3 and Figure 10 it can be observed that the addition of graphite in hybrid samples has reduced the water absorption and reduction is proportional to the wt % of graphite. Hence it can be concluded that graphite acted as a barrier for water pick up by the samples. The hybrid composite with E-glass synthetic fabric as a skin layer and jute natural fabric as a core layer shows a low percentage of water absorption in comparison to the composites with jute fabric as skin layers. This behavior of more absorption of water is due to the presence of hydrophilic hydroxyl groups in the jute fabric that acts as a skin layer [40].

(a) Crack formed along with height and thickness of the specimen due to compressive load. (b) Fiber cracking inside the matrix due to tensile load near the fracture. (c) Matrix brittle failure near the crack due to impact load. (d) Lose fiber pulled-out due to tension load along with thickness. (e) Fiber pulled-out due to tension load along the width. (f) Fiber debonding with matrix due to bending load. (g) Failure along the cross-section due to tensile load. (h) Very few voids observed in the composite.
Diffusion coefficient (D) of hybrid polymer composite specimens.

Water absorption at saturation and diffusion coefficient values of various composites are presented in Table 3. The water absorption (Mt) at time t increases linearly with
It was observed from Table 3 that, the samples with jute layers have taken a long time to get into an equilibrium state in comparison with the combination of jute and E glass. The diffusion coefficient observed to be followed the inverse proportionality with as shown in the formula 3. It is observed from the Figure 12 that the diffusion coefficient (D) is higher for single reinforcement sample S3 in comparison with S2. Among hybrid composites diffusion coefficient (D) is higher for S11 in comparison with S3 and a similar trend was observed in a research work [40].
Surface morphology
The common failures observed are fiber pull out, matrix debonding, fiber crack, and matrix brittle failure. The micrographs of fractured surfaces of the hybrid polymer composite specimens are shown in Figure 13(a) to (h). The common phenomenon observed is fiber pull-out for the hybrid polymer composite which leads to the breakage of fibers. Few images indicated that the bonding between the reinforced fiber layers and the matrix is ameliorating, which could be due to the alkali treatment of jute. Figure 13(a) shows that the crack is formed due to compressive load, acting in the direction of the length of the specimen, and the crack shown is propagated along with the height and thickness of the specimen.
Figure 13(b) shows that the fiber cracking is observed inside the matrix when subjected to tensile load and additionally, fiber pull-out is noticed at the portion of the fracture surface. Matrix brittle failure is observed near the crack due to the impact load which is shown in Figure 13(c). The loose fibers pull-out are observed in a specimen due to the tensile load acting along the length of the specimen and is shown in Figure 13(d) and (e). Figure 13(f) shows the failure of fiber and getting debonding with matrix due to bending load acting on the width of the specimen by a 3-point bend test. In Figure 13(g) brittle fiber failure was observed along the cross-section due to the tensile load acting along the length of the specimen. Few voids (Figure 13(h)) are observed as the composite is fabricated by the use of rollers during hand layup and vacuum bagging.
Conclusions
Besides the effect of graphite hybridization, the laminate stacking sequence of alkali-treated jute/E-glass woven fabric reinforced epoxy hybrid composites is studied. The properties of polymer composites are enhanced initially by hybridizing alkali-treated jute/E-glass as hybrid composite and further improved by the addition of graphite to the composites over pure laminates. Adding graphite, worked as an efficient barrier to water intake and reduced the water absorption in jute/E-Glass/epoxy composites furthermore it enhanced the mechanical properties of the composite. The use of E-glass in epoxy showed better results (tensile and compressive) in comparison with other laminates whereas hybrid composites showed enhancement in flexural, impact, and surface hardness in comparison with other laminates. The results from experimental data exhibit that the use of skin layers and core layers shows very little impact on hybrid composite. The optimum values of the properties (176 MPa tensile strength, 514 MPa compressive strength, 95 MPa flexural strength, 19 J impact strength, 22 BHN surface hardness, and 2.48% water absorption) are observed for hybrid composite S9 with 6% graphite particulate. The work can be extended to find the effect of the nano-sized reinforcement i.e., graphite on the mechanical properties and water uptake in hybrid polymer composite.
Footnotes
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.