
Abstract
The objective of this study is to analyse the cross direction tensile properties of composite non-woven fabrics. Three different blend proportion, that is, 20% sisal/80% polypropylene, 80% sisal/20% polypropylene and 50% sisal/50% polypropylene were used to study the tensile properties of the composite non-woven fabrics. Box–Behnken design has been used with three parameters namely, punch density, depth of needle penetration and mass per unit area. The samples produced were subjected to calendaring at 145℃ temperature and 6.12 kg/cm2 pressure. The tensile strength of tested fabrics has been analysed in detail and it has been found that 20% sisal/80% polypropylene composite non-woven fabric is performing better than other blends.
Keywords
Introduction
Non-woven textiles have been contributing enormously in the field of geo-textiles in recent years. Certain applications are in road laying, bank protection in dams and reservoirs, erosion control and filtration. Good tensile properties and the low cost of non-woven fabric have prompted the usage of these materials in geotextile applications. Non-woven materials produced using needle punching machine which is very popular in this application. The fabric and machine parameters like mass per unit area, punch density and depth of needle penetration affect the tensile strength properties of composite non-woven fabric. Several studies have reported the characteristics of the non-woven fabrics and their industrial usage.
The development of non-woven from natural fibres for various applications have been analysed by Indu and Senthilkumar [1]. They have found that non-woven fabric of 30/70 sisal/coir blend had exhibited many desirable properties and it is suitable for light weight low cost doors [1]. The orientation of sisal fibre-reinforced epoxy composites (SFRC) has been studied by Kumaresan et al. [2] and found that orientation of 90° SFRC showed better mechanical properties than 0°/90° and ±45° sisal fibre-reinforced epoxy composites. The mechanical properties of sisal fibre blended reinforced hybrid composites were evaluated by Chaithanyan et al. [3] and found that the tensile strength of sisal-glass composite was found to be better than the coir-glass composite materials. The mechanical property evaluation of sisal and banana fibre with tyre particles reinforced epoxy hybrid composites was studied by Loganathan Vadivel [4] and showed that the addition of banana fibre in sisal/tyre particles composites of up to 45% by weight resulted in increasing the mechanical properties. Oladele et al. [5] studied the tensile properties of the sisal fibre-reinforced polyester composites, which were improved by the KOH treatment. The effect of sisal fibre surface treatment on properties of sisal fibre-reinforced polylactide composites was studied by Li et al. [6] and reported that surface-treated sisal fibre-reinforced composite offered superior mechanical properties compared to untreated fibre-reinforced polylactide composite. The hybrid reinforcement of sisal and polypropylene fibres in cement-based composites was analysed by Tonoli et al. [7], and observed that the great contribution of pulp refinement on the improvement of the mechanical strength in the composites.7 The bio fibre-reinforced polypropylene composites were studied by Karnani et al. [8] and found that the modified matrix composites have superior mechanical properties than unmodified matrix because of enhanced polar interactions at the fibre/matrix interface. The physical and mechanical properties of sisal fibre-reinforced hybrid polymer composites were studied by Venkatesh et al. [9] and observed that the addition of sisal fibre in sisal unsaturated polyester composites of up to 50% by weight results in increasing the mechanical properties and decreasing moisture absorption property.9 The material properties, tensile properties of fabrics and composites in sisal-reinforcement were studied by various researchers [10–15]. Mechanical and water absorption behaviour of banana/sisal-reinforced hybrid composites was studied by Venkateshwaran et al. [16], and analysed the fracture behaviour and fibre pull-out of the samples using scanning electron microscope. The mechanical characterization of sisal fibre was analysed by Fiore et al. [17], and showed that 120 h is the optimum time for treating sisal fibre to achieve highest interfacial adhesion and mechanical properties with epoxy matrix. The tensile, flexural and impact properties of the randomly oriented short sisal-reinforced epoxy composite were studied by Maurya et al. [18] and reported that flexural strength was improved 25% by 15 mm sisal fibre and large improvement was observed in impact properties by 20 mm sisal fibre. Tensile and flexural properties of sisal fibre-reinforced epoxy composite were studied by Gupta and Srivastava [19] and found that the composite with unidirectional orientation of fibres gives better tensile and flexural properties in comparison to the mat form. The comparative evaluation on properties of hybrid glass fibre–sisal/jute-reinforced epoxy composites were analysed by Ramesh et al. [20] and reported that the incorporation of sisal fibre with GFRP exhibited superior tensile properties than the jute fibre-reinforced GFRP composites. The mechanical properties of the composite under tensile, flexural and impact loading were studied by Mukhopadhyay and Srikanta [21], and the changes in the stress–strain characteristics, yield stress, tensile strength and tensile (Young’s) modulus, due to ageing have been analysed. The tensile behaviour of sisal/hemp reinforced high density polyethylene hybrid composite was studied by Singh et al. [22], and found that the tensile strength of the hybrid composite increased with increasing sisal content from 5% to 20% but decreased with increasing the content of hemp fibre 5% to 20%. The effect of sisal fibre loading on dynamic mechanical analysis and water absorption behaviour of jute fibre epoxy composite materials was studied by Gupta and Srivastava [23], and found that the hybrid composite with 30% weight jute and sisal fibre content shows the maximum value of storage and loss modulus whereas lower value of damping parameter and percentage water absorption. Improving degradation resistance of sisal fibre in concrete through fibre surface treatment was described by Wei and Meyer [24], and found that the microstructure, tensile strength and Young’s modulus of sisal fibre as well as the weight loss of the composite were evaluated. Ramesh et al. [25] studied sisal–jute–glass fibre-reinforced polyester composites and reported that the incorporation of sisal–jute fibre with GFRP can improve the properties and used as an alternate material for glass fibre-reinforced polymer composites. Composite fibre based on sisal fibre and calcium carbonate was studied by Dante [26], and found that the final composite exhibited more amorphous characteristics than the original raw fibre, as well as its mechanical behaviour was very similar to an elastomeric material with more homogeneous mechanical properties than the original raw fibre.
The tensile properties of composite material is playing major role on the application of technical textile in the area of geotextile, industrial textile and automobile textile [27–29]. Although many research works have been carried out recently on composite materials, application of sisal and polypropylene blends have not been studied extensively and no exclusive study has been reported in this area of cross direction tensile properties of sisal with polypropylene blended needle punched non-woven fabrics with different blend proportion. The sisal with polypropylene blended composite non-woven fabrics are suitable for geotextile application because of the fact that their structural order, ability to flex and conform to most desired shapes offer great opportunity to develop a new generation of sisal with polypropylene blended composite non-woven for the above application which would meet the requirements of cross direction tensile properties of sisal with polypropylene blended composite non-woven fabric. For this purpose, Box–Behnken design has been used to optimize the process parameters of needle punching machine in this research.
Materials and Methods
Materials
Fibre properties.
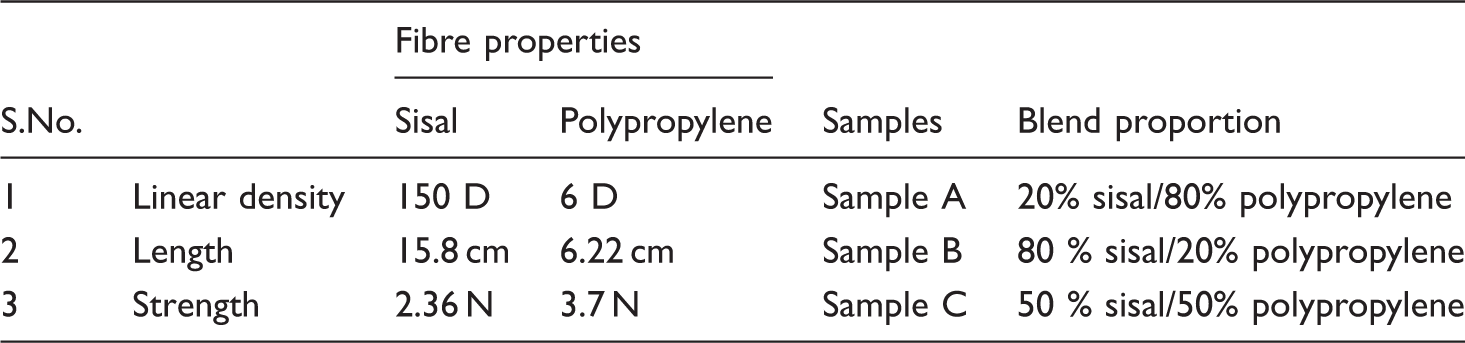
Process parameter.

The sample produced in the form of needle punched non-woven fabric and then subjected to calendaring process which was carried out under process conditions of 145℃ temperature, 6.12 kg/cm2 pressure and a machine speed of 1 m/min. During the process of calendaring the material passes through the calendaring roller at the speed of 1.66 cm/s (1 m/min). During this process, the polypropylene fibres may be subjected to partial melting and the sticking of fibres with each other.
Production of fabric
The non-woven fabrics were produced using needle punching machine. The sequence of machines used for the production of non-woven fabric is given in Figure 1.
Flow diagram for the production of non-woven fabric.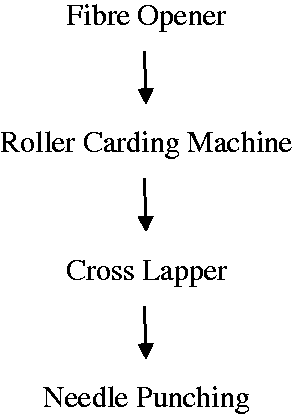
Random fibre orientation was noticed in the cross lapper web. The non-woven fabric was produced using the needle punching machine using regular needle R332G53012 which has two barbs with the dimension of 15 × 17 × 40 × 3 was used to punch the fabric.
Tensile testing
Fibre testing
The single fibre strength has been measured for sisal and polypropylene by Instron tester as per ASTM D 3822.
Composite non-woven fabric testing
All the three set of fabrics were evaluated for their cross direction tensile properties using Instron tester as per ASTM D 4632. The cross direction of the fabric sample is defined based on the delivery direction of the sample from the needle punching machine. The axis along the direction of delivery is considered as machine direction and the direction perpendicular to machine direction is assumed as cross direction of the sample, which is shown in Figure 2.
Schematic diagram of the fabric sample represents cross direction.
Results and discussion
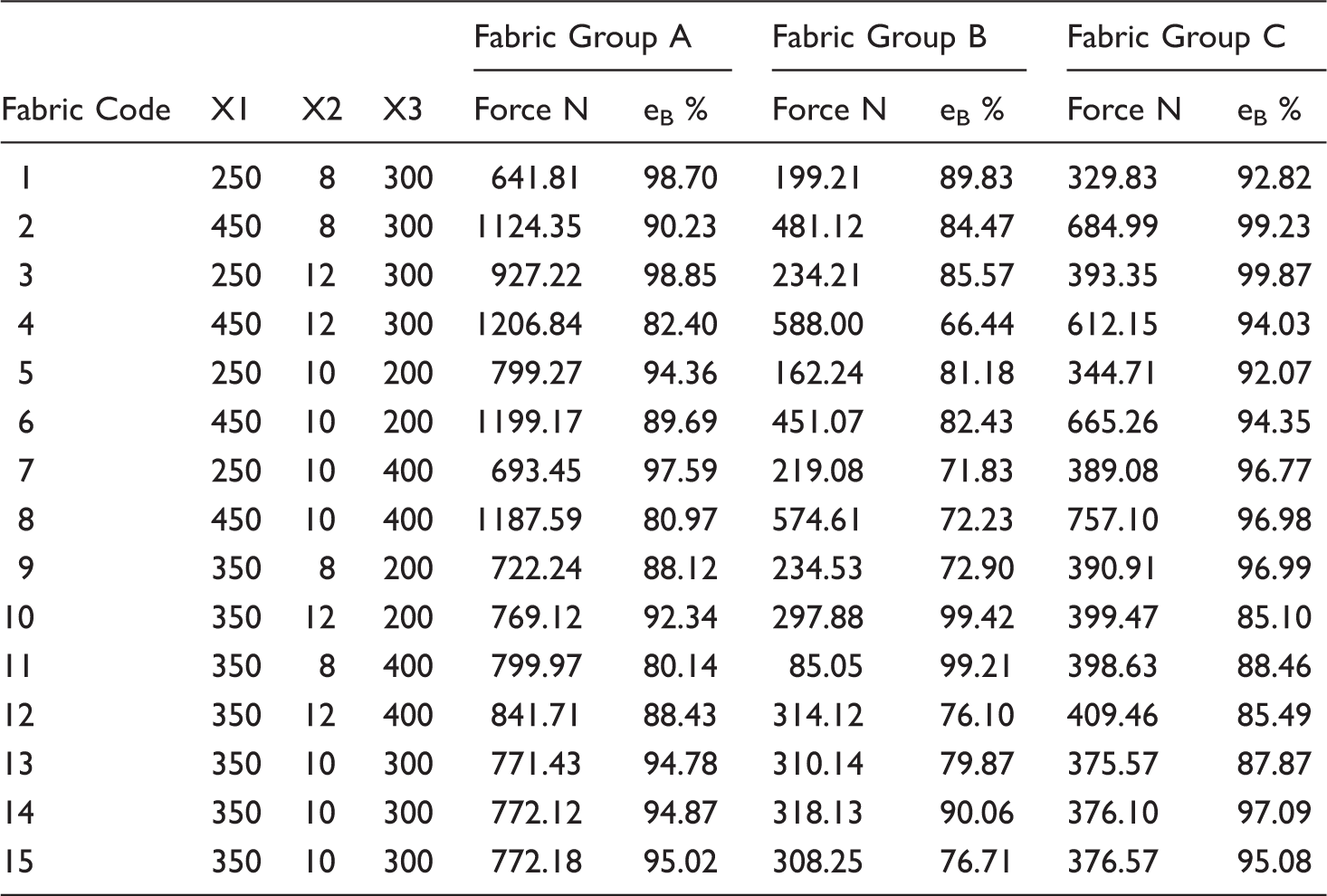
Tensile strength in cross direction for different types of fabrics.
Effect of mass per unit area and punch density on cross direction tensile property
Figures 3–5 show the effect of mass per unit area and punch density on cross-directional tensile strength of Fabric Group A, B and C. From the Figures 3–5, it has been observed that the cross-directional tensile properties of all these fabrics increase with increase in the mass per unit area and punch density. It may be due to the more number of fibre accumulation, fibre orientation and interlocking of sisal and polypropylene fibres in non-woven fibre web. The cross direction tensile strength of Fabric Group A range from 641 N to 1206 N whereas for Fabric Group B tensile strength range from 162 N to 588 N and for Fabric Group C, it ranges from 329 N to 757 N. The cross direction tensile properties of all the composite fabrics used in this study are generally influenced by the mass per unit area and the component fibres.
Effect of mass per unit area and punch density on tensile strength of 20% sisal/80% polypropylene. Effect of mass per unit area and punch density on tensile strength of 80% sisal/20% polypropylene. Effect of mass per unit area and punch density on tensile strength of 50% sisal/50% polypropylene.


Effect of depth of needle penetration and punch density on cross direction tensile property
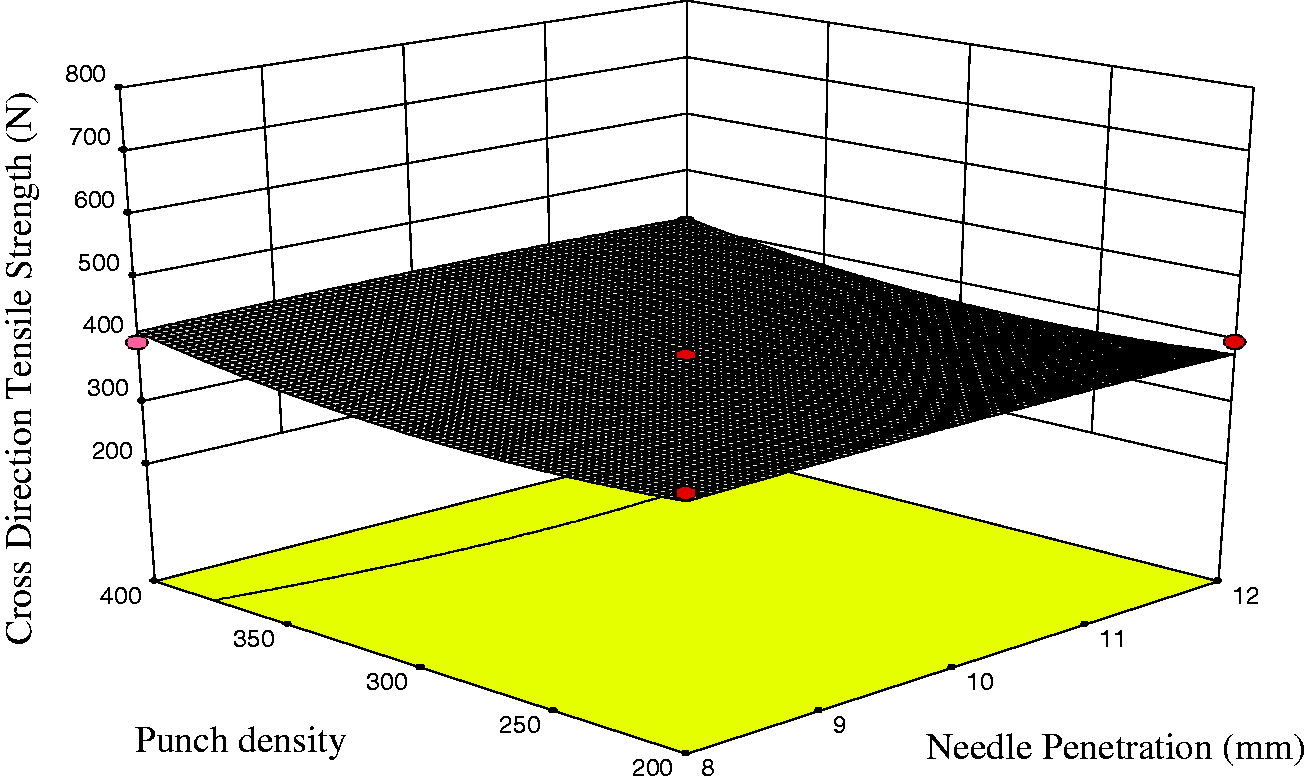
Figures 6–8 shows the effect of depth of needle penetration and punch density on cross-directional tensile strength of Fabric Group A, B and C. Figure 6 shows that increase in the depth of needle penetration and punch density results in slight decrease at first and then increase in the cross-directional tensile strength of Fabric Group A samples. This depth of needle penetration interlocks the fibres from top layer to bottom and holds the fibre structure together by frictional forces of fibres and this may be the reason for increased strength. The sisal and polypropylene fibres are highly strong fibres which tend to form more uniform web and provide the more tensile strength. Similar results were observed for Fabric Group B and C which are shown in the Figures 7 and 8, respectively.
Effect of depth of needle penetration and punch density on tensile strength of 20% sisal/80% polypropylene. Effect of depth of needle penetration and punch density on tensile strength of 80% sisal/20% polypropylene. Effect of depth of needle penetration and punch density on tensile strength of 50% sisal/50% polypropylene.

Effect of depth of needle penetration and mass per unit area on cross direction tensile property
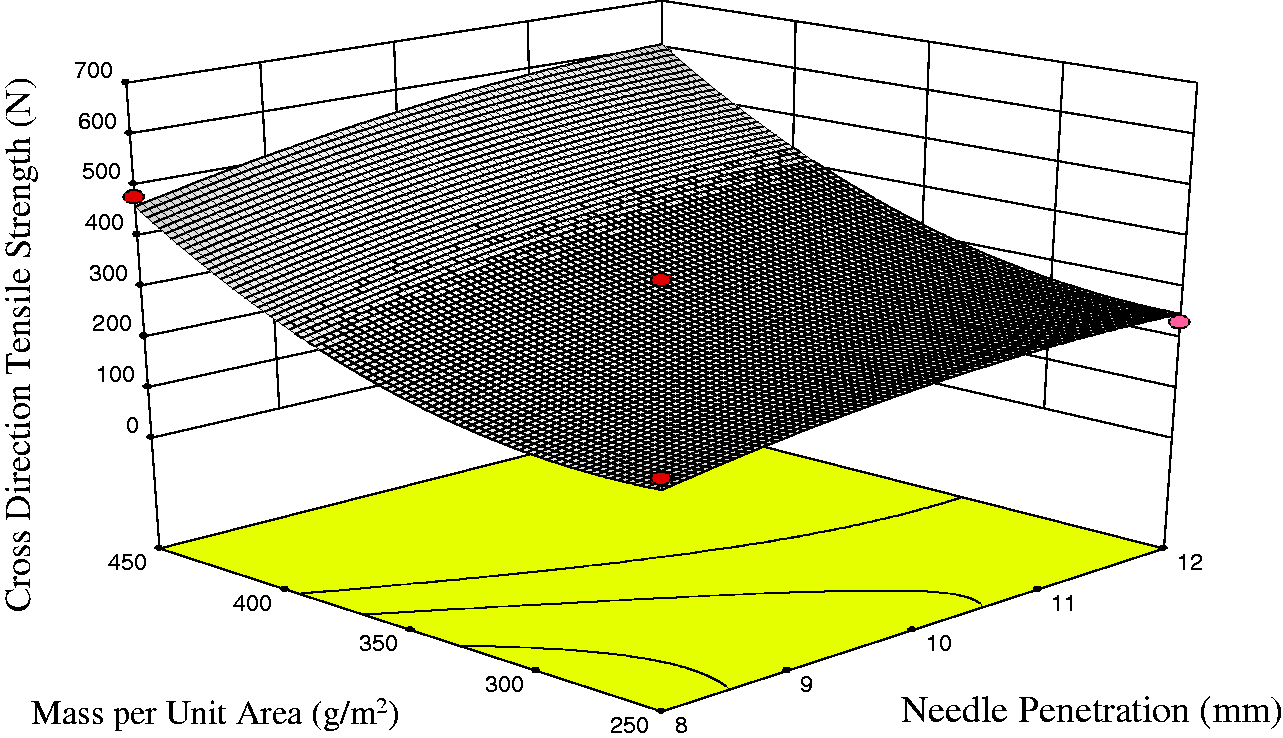
Figures 9–11 show the effect of depth of needle penetration and mass per unit area on cross direction tensile strength of Fabric Group A, B and C. The cross-directional tensile properties of all these fabrics increase with increase in the depth of needle penetration and mass per unit area.
Effect of mass per unit area and depth of needle penetration on tensile strength of 20% sisal/80% polypropylene. Effect of mass per unit area and depth of needle penetration on tensile strength of 80% sisal/20% polypropylene. Effect of mass per unit area and depth of needle penetration on tensile strength of 50% sisal/50% polypropylene.

In Fabric Group A, mass per unit area significantly influences the tensile strength of the fabrics, whereas in Fabric Group B, mass per unit area and depth of needle penetration is significant. But in case of Fabric Group C, all the process parameters namely, mass per unit area, punch density and depth of needle penetration are all significant to influence the strength properties.
The cross-directional tensile strength of the produced geo-textile samples were compared with the commercially available geo-textile product, which has strength of approximately 912 N according to ASTM D 4632 and highest tensile strength of the produced sample in this research with mass per unit area of 450 g/m2, depth of needle penetration of 10 mm and punch density of 400 punches/cm2 has approximately 1187 N. It is evident that some of the produced sample shows comparatively higher tensile strength than the commercially available geo-textile.
The ANOVA results of the cross direction tensile strength properties of Fabric Group A, B and C with Box–Behnken experimental design analysis show that the regression coefficients of the quadratic polynomial models describing the relationship between the responses of tensile strength properties on cross direction against three factors (mass per unit area, depth of needle penetration and punch density) and regression equation were shown in equations below.



Conclusion
The influence of process parameters namely, mass per unit area, depth of needle penetration and punch density on the cross direction tensile properties of composite non-woven fabrics have been studied extensively. Out of the three blend proportions, Fabric Group A has recorded the highest tensile strength. The tensile strength had direct correlation with all the three process parameters. In all the fabrics used for this study, it has been observed that the increase in mass per unit area, punch density and depth of needle penetration has resulted in increase of tensile strength. Blending of sisal fibre helps in bringing down the cost of the composite non-woven fabric without affecting the strength properties.
Footnotes
Declaration of Conflicting Interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.