
Abstract
Following anterior cruciate ligament injury, a mechanically stable tissue replacement is required for knee stability and to avoid subsequent damages. Tissue engineering of the anterior cruciate ligament demands a biocompatible scaffold with a controllable degradation profile to provide mechanical support for 3 to 6 months. It has been argued that embroidered textile scaffolds made of polylactic acid and poly(lactic-co-ɛ-caprolactone) fibres are a promising approach for the ligament tissue engineering with an adapted functionalization and cell seeding strategy. Therefore, the hydrolytic degradation behaviour of embroidered scaffolds made of polylactic acid and a combination of polylactic acid and poly(lactic-co-ɛ-caprolactone) fibres was investigated under physiological conditions for 168 days. The changes in the mechanical behaviour, the molecular weights as well as the surface structures were analysed. Sufficient mechanical properties comparable to native anterior cruciate ligament tissue could be demonstrated for scaffolds made of polylactic acid fibres after 6 months under hydrolysis. These results clarify the potential of using embroidered scaffolds for ligament tissue engineering.
Keywords
Introduction
Using autologous tissue of the semitendinosus or the patellar tendon is actually the standard reconstruction approach for the most frequent ligament injury of the knee joint, a rupture of the anterior cruciate ligament (ACL) [1–5]. Many disadvantages such as donor site morbidity [6], biomechanical differences [7] and long rehabilitation [8] result in the application of artificial ligaments made of non-degradable biomaterials like the Leeds-Keio or ABC ligament [9–11]. However, long-term fatigue and material abrasion restrict this approach [10,12,13]. Nevertheless, the reconstruction of the ACL is recommended to avoid damages of the surrounding tissue and to reconstitute the stability in the knee joint [14].
The potential of tissue engineered scaffolds for the reconstruction of ruptured ligament tissue is highlighted by Rathbone et al. [15]. High and variable mechanical properties, good biocompatibility as well as a defined degradation behaviour are required for that approach [16–21]. Furthermore, a slow resorbable scaffold design exhibiting ∼50% of the initial strength after 6 months is greatly recommended for a sufficient mechanical stability [22].
Textile technologies (braiding, embroidery, knitting, weaving) are typically considered as production process due to the great adjustability of the mechanical and structural properties [23–25]. Therefore, resorbable fibrous biomaterials, for example from polylactic acid (PLA), poly(lactic-co-glycolic) (PLGA), polycaprolactone (PCL) or polydioxanone (PDS), are used to fabricate three-dimensional (3D) scaffolds [26,27]. In the presented study, embroidery technology was chosen as scaffold production process concerning the wider range of design parameters and the more efficient manufacture compared to braiding or knitting [28–30]. Previous studies proved the potential of this approach with a sufficient mechanical behaviour comparable to native tissue [31] and promising in vitro cell culture results on poly(lactic-co-ɛ-caprolactone) (P(LA-CL)) and PLA scaffolds [32–34]. However, the degradation behaviour of these embroidered scaffolds is not yet investigated.
Indeed, the different degradation mechanisms (enzymatic or hydrolytic) [35] and locations of the degradation (surface or bulk) [36,37] are intensively discussed for resorbable materials in the literature. P(LA-CL) and PLA are aliphatic polyesters that are sensitive for hydrolysis with a slow degradation rate that varies between 2 and 12 months depending on crystallinity, molecular weight, material constitution and implantation site [21,38,39]. For both polymers, it is noticed that the degradation rate is affected by some enzymes, which promote surface erosion, but hydrolysis seems to be the substantial degradation mode [40–42]. Hence, the degradation behaviour of both materials as amorphous samples was investigated in detail [21,39,43–45]. But long-term in vitro and in vivo degradation studies of oriented fibrous specimen only exist for P(LA-CL) sutures [34,46]. As the degradation rate of PLA fibres depend on their structure and therefore on the spinning and drawing process [47,48] as well as on the degradation environment [49,50], data regarding the long-term degradation behaviour of melt spun PLA fibres with a high orientation and high mechanical performance are not available from current literature.
Hence, the aim of our study is the analysis of the in vitro long-term hydrolytic degradation behaviour under physiological conditions in complete cell culture medium concerning the mechanical properties and the molecular weights of two different embroidered scaffold types either made of pure PLA or as a composition of PLA and P(LA-CL) threads for a tissue engineered ACL.
Materials and methods
Scaffold preparation
Scaffolds were produced on an embroidery machine (ZSK JCZ 0209-550, ZSK Stickmaschinen GmbH, Germany) using a multi-needle header, which represents a two thread systems (one upper and one lower thread). The scaffolds were composed of identical two-dimensional (2D) layers (pattern: 1.8 mm stitch length, 15° stitch angle, 0.2 mm duplication shift) as described previously [31]. Therewith, it was possible to fabricate three-dimensional (3D) scaffolds by stacking three 2D layers one upon the other and locking them together (Figure 1) [28]. For our study, two different thread materials (Table 1), a melt spun multifilament made of polylactic acid (PLA) and a monofilament suture thread composed of poly(lactic-co-ɛ-caprolactone) (P(LA-CL)), were chosen to manufacture two types of embroidered scaffolds according to the choice made from results of previous studies on the mechanical [31] and biological [32] behaviour.
Types of embroidered 3D scaffolds: (a) bi-component scaffold made of P(LA-CL) in the upper and PLA in the lower thread, (b) mono-component scaffold made of PLA in the upper and lower thread, metering bar 1 mm. Characteristics of the thread materials. UTL: ultimate tensile load; UTE: ultimate tensile elongation; Tm: melting temperature; Tg: glass transition temperature.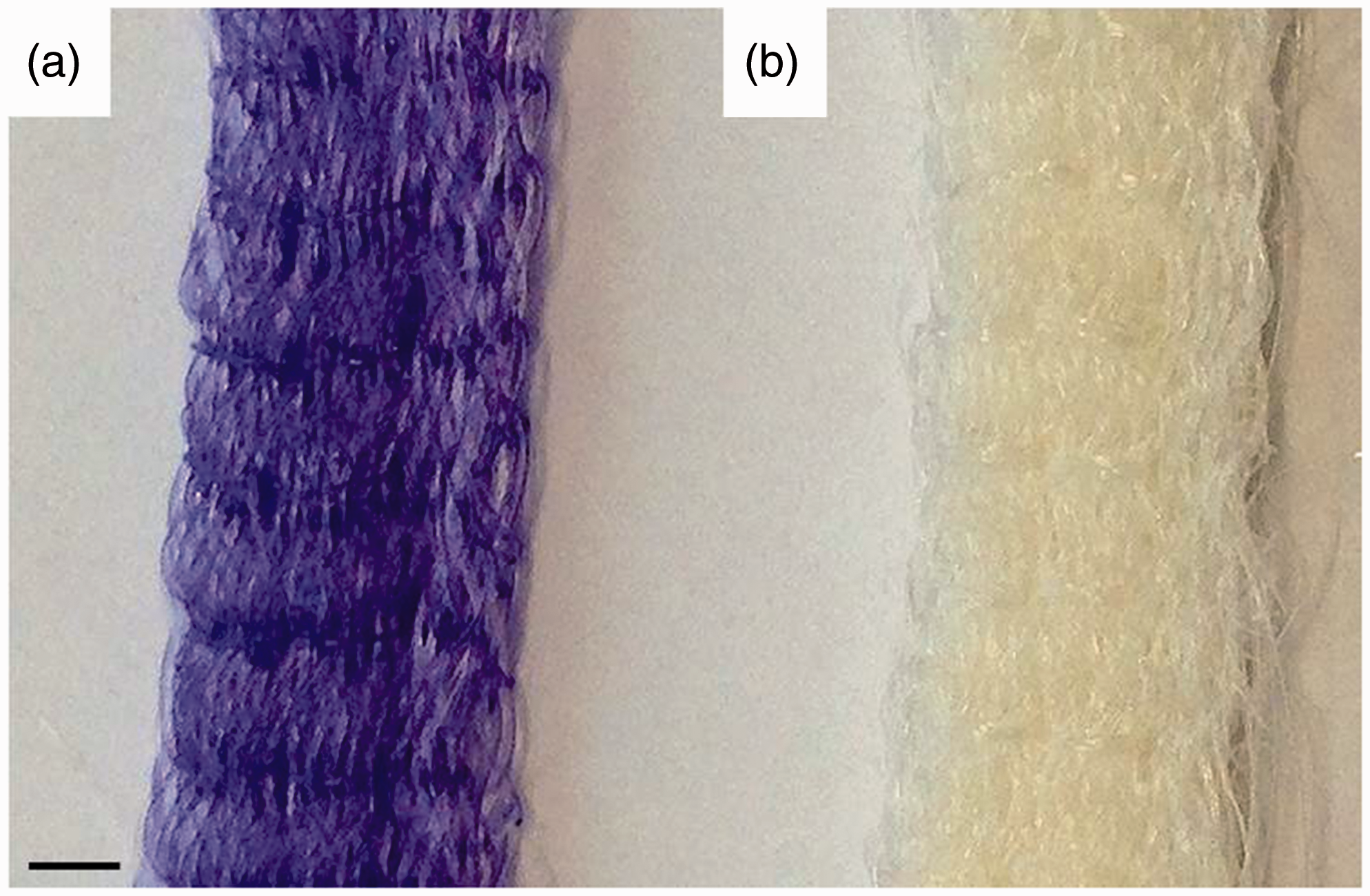

The mono-component (moco) scaffold type consisted of PLA as upper and lower thread, whereas the bi-component (bico) scaffold type exhibited P(LA-CL) as upper and PLA as lower thread. Both scaffold types had the same size (30 mm × 4 mm × 2.5 mm) according to rabbit ACL dimensions.
Hydrolytic degradation
Both scaffold types were sterilized with ethanol absolute (Ethanol 99.8% AnalaR NORMAPUR, VWR Chemicals, Germany) for 30 min followed by UV-light for 15 min. Hydrolytic degradation was performed under standard conditions (37℃, 5% CO2) in complete culture medium (Dulbecco’s Modified Eagle’s Medium (DMEM) containing 10% foetal calf serum, 50 IU/ml streptomycin, 50 IU/ml penicillin) (all from Biochrom, Germany). The scaffolds were placed in six-well plates (TPP® tissue culture plates, Sigma-Aldrich, Germany) with 4 ml medium in each well. The medium was changed once a week. After 7, 14, 28, 84 and 168 days, four specimen of each scaffold type were sampled and washed with distilled water before analysis.
Mechanical testing
The mechanical properties were studied by uniaxial tensile testing using a Zwick/Roell UPM 2.5 tensile testing machine (1000 N load sensor, pneumatic metal clamps, 10 mm/s test speed, 10 mm gauge length
Scanning electron microscopy (SEM)
The surface of both scaffold types during the degradation process was visually characterized using a high-resolution SEM (Philips, XL30 ESEM-FEG, 3 kV, high vacuum, working distance 10 mm). The samples were fixed on carbon pad specimen holder and sputtered with 10–20 nm gold.
Size exclusion chromatography (SEC)
Molecular weights (number (Mn) and weight (Mw) average molecular weight) and molecular weight distributions of the degraded scaffold samples were obtained from SEC measurements. Therefore, both scaffold types were disassembled into their thread material components PLA and P(LA-CL). The experiments were carried out using a HPLC instrument (Agilent Technologies, series 1100) with a refractive-index (RI) detector and one column PL Mixed-B-LS (10 µm PSgel). Chloroform (Sigma-Aldrich, Germany) was used as eluent with a flow rate of 1.0 ml/min. Samples were prepared by stirring and heating up to 50℃ to complete dissolution. The dissolution was filtrated through a 0.2 µm filter syringe. A triple determination was performed.
Results
Molecular weights
The weight (Mw) and number (Mn) average molecular weights are plotted against time in Figure 2 representing hydrolysis for the thread materials PLA (fibres from moco scaffolds defined as PLA moco, fibres from bico scaffolds defined as PLA bico) and P(LA-CL).
Weight (a) and number (b) average molecular weights of the used thread materials P(LA-CL) as well as PLA from the moco and bico scaffolds in dry state (0 day) and after 28, 84 and 168 days of hydrolysis treatment.
No significant differences were detected for Mn and Mw of PLA fibres from moco scaffolds as well as for Mw of PLA fibres from the bico scaffold type after 28 days. The number average molecular weight decreased by 17% for PLA bico. Whereas a significant decrease of both Mn and Mw (63% and 59%) was detected for the P(LA-CL) fibres. After 84 and 168 days, a significant decrease of Mn was measured for PLA moco (16% and 28%), PLA bico (42% and 55%) as well as for the P(LA-CL) fibres (82% and 93%). Furthermore, Mw significantly decreased by 30% for PLA moco, 42% for PLA bico and 90% for P(LA-CL) after 168 days.
The molecular weight distributions of PLA moco, PLA bico and P(LA-CL) are shown in Figure 3. There were no differences in the curve progressions of PLA moco from day 0 to 84 under hydrolysis. Only after 168 days, the width of the weight distribution decreased compared to the antecedent distributions but the local maximum stayed on the same level. Whereas for PLA bico, the local maxima of the weight distribution decreased after 28 days and remained at this level until day 168. In opposition to the PLA fibres, P(LA-CL) exhibited a distinct width decrease of the weight distributions over 168 days under hydrolytic degradation. Furthermore, the local maxima of the weight distributions shifted to lower molecular weights.
Molecular weight distribution of the used thread materials P(LA-CL) (c) as well as PLA from the moco (a) and bico (b) scaffolds in dry state (0 day) and after 28, 84 and 168 days of hydrolysis treatment.
Surface properties
A qualitative investigation of the degraded scaffold surface was performed using the scanning electron microscopy (Figure 4). The initial state (0 day) of the fibre surfaces were presented in Table 1.
SEM of mono-component (moco) scaffolds (a,b) and bi-component (bico) scaffolds (c,d) after 28 (a,c) and 168 days (b,d) in medium, metering bar 20 µm. * is the label for P(LA-CL) fibres in bico scaffolds.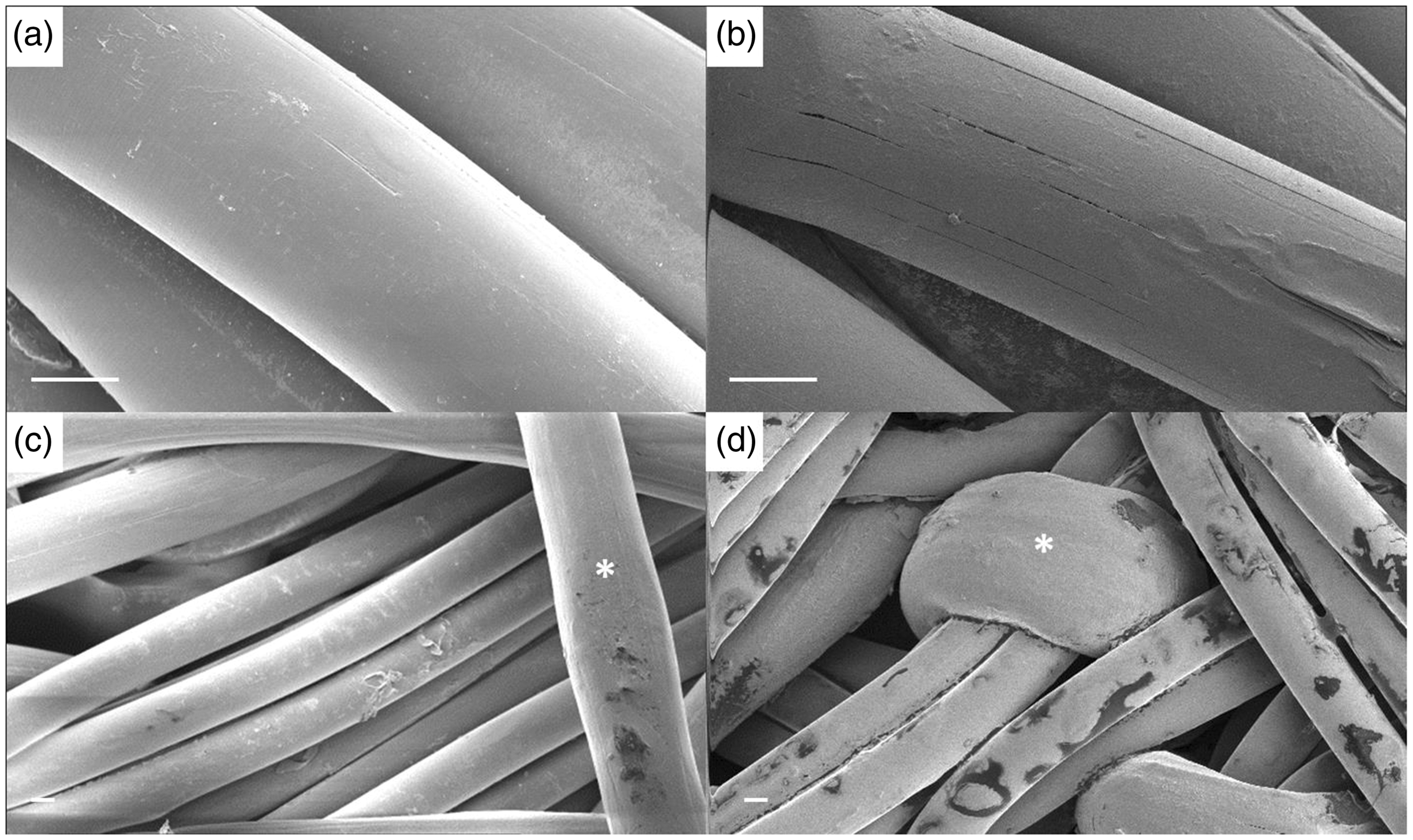
In Figure 4(a), the PLA fibres of the moco scaffolds are presented after 28 days. The surface seemed even and smooth. On day 168, the fibres exhibited small cracks in longitudinal fibre direction (Figure 4(b)), but no darker spots on the surface were detectable. The bico scaffolds were composed of PLA multifilament yarns and P(LA-CL) monofilament yarns (*label in Figure 4(c) and (d)). Both fibre surfaces seemed even after 28 days in medium. The surface of the P(LA-CL) fibres exhibited darker areas with undefined outlines (Figure 4(c)). After 168 days, medium visible darker areas were detectable on both fibres as well as the P(LA-CL) fibres showed long cracks in longitudinal fibre direction (Figure 4(d)).
Mechanical testing
The load-elongation curves of both scaffolds in dry state and after different times under hydrolysis are presented in Figure 5. All embroidered scaffold samples exhibited the typical S-shape curve progression of native ligament tissue with ‘toe-region’, linear slope and maximum values before a complete rupture. Table 2 shows the average values of stiffness, ultimate tensile load and elongation for the mono-component (moco) and the bi-component (bico) scaffolds compared to values of native rabbit ACL from literature. The stiffness was within the range of native rabbit ACL for both scaffold types at all measuring points. Only the load-elongation curve of the bico scaffolds after 168 days clarified a decreased slope and thereby a lower stiffness value (Figure 5(b)).
Load-elongation curves of mono-component (moco) scaffolds (a) and bi-component (bico) scaffolds (b) in dry state (0 day) and after 28, 84 and 168 days in medium. Ultimate tensile load (UTL), ultimate tensile elongation (UTE) and stiffness (S) values of mono-component (moco) and bi-component (bico) scaffolds in dry state (0 day) and after 7, 14, 28, 84 and 168 days in medium compared to literature data of native rabbit ACL.

There were no significant differences in the UTL for moco and bico after 28 days under hydrolysis. Between 28–84 days and 84–168 days, the UTL decreased significantly by 7% and 11% for moco as well 20% and 21% for bico, respectively.
The initial UTE values of the embroidered scaffolds exceeded the values of native tissue. After 7 days, the UTE decreased for the moco scaffolds, whereas it increased for the bico scaffolds. However, between week 1 and 24, the UTE decreased by 24% and 13% for the moco and bico scaffolds, respectively. Hence, the UTE values were within the range of rabbit ACL after 168 days under hydrolysis.
Discussion
Aim of our study was the investigation of the long-term hydrolytic degradation behaviour of embroidered scaffolds made of PLA as well as P(LA-CL) for the application as resorbable substrate in the field of ligament tissue engineering. The results prove that embroidered scaffolds made of PLA fibres or in combination with P(LA-CL) fibres perform mechanical properties comparable to native ACL even after 168 days of hydrolysis.
Typical polymer degradation processes include a reduction of the mechanical properties and of the molar mass. Hydrolysis is initiated in the amorphous regions of the polymer by breaking the long polymer chains into shorter fractions. This constitutes the measurable reduction of the molecular weight as well as the decrease of the mechanical properties [55]. Another classification is given by the erosion mechanism distinguishing between bulk or surface erosion. The mechanism of bulk erosion could be explained as a hydrolysis occurring throughout the whole bulk of the material from the inside to the outside because of a higher rate of the water diffusion into the material compared to the hydrolysis rate. Surface erosion occurs at the outer surface of the material due to a higher hydrolysis rate compared to the water diffusion rate. Burkersroda et al. defined a critical device dimension (Lcritical) for resorbable polymers indicating that if the thickness of the material is larger than Lcritical it will undergo surface erosion or if it is smaller than bulk erosion is the main mechanism [36]. For PCL and PLA, the Lcritical values are mentioned with 13 and 74 mm, respectively. The diameter of the used thread materials was measured with 95 µm for P(LA-CL) and 50 µm for a single filament of the PLA thread consisting of six filaments. Resulting from that the main erosion mechanism for both materials seems to be bulk erosion. However, for both used polymers PLA and P(LA-CL), it is mentioned that the degradation process could be affected by enzymes promoting surface erosion [40,41] but was not investigated in this study. The two thread materials were chosen concerning their processibility to 3D embroidered structures [31], their biocompatibility [32] as well as their degradation behaviour [56–58]. It was previously reported that sutures made of P(LA-CL) were completely degraded after 180 days under hydrolysis [57]. Confirming this, a constant reduction of the average molecular weights of more than 90% was observed after 168 days. Furthermore, long cracks and dark spots on the fibre surface were detectable by SEM. But the beneficial characteristics of P(LA-CL) as biomaterial for tissue engineering applications were stated in several in vitro and in vivo studies [33,34,59]. However, materials with sufficient initial mechanical properties and a slow degradation are required for ligamentous scaffolds resisting high mechanical stresses [19,58]. Therefore, highly orientated melt spun PLA fibres were fabricated and combined with P(LA-CL) sutures. The PLA threads composed of six filaments and exhibited a slow degradation with an average molecular weight reduction of approximately 30% after 168 days. Laurencin and Freeman presented the slow degradation of PLA fibres in media over 8 weeks as well as for a 12-week degradation period in phosphate-buffered saline [12]. However, there were no information given about the initial material composition and the fabrication procedure of the PLA threads. Investigations concerning the influence of different molecular weights of PLA and variations in the fabrication process demonstrated significant changes in crystallinity and mechanical properties of the final fibres [47,48]. Yuan et al. investigated the hydrolytic degradation behaviour of melt spun PLA monofilaments of different molecular weights and diameters in phosphate-buffered saline, respectively [49]. The PLA fibres with the smallest diameter of 114 µm exhibited a significant decrease of the UTL (∼20%) after 35 weeks. These results were consistent with the results of Pegoretti et al. that the degradation rate is influenced by the fibre diameter. However, their PLA fibres (72 and 120 µm fibre diameter) degraded in Ringer lactate solution by 80% of the UTL after 16 weeks [50]. Whereas in our study, the UTL of the moco scaffolds that was made of the PLA multifilament with an average single fibre diameter of 51 µm merely decreased by 18% after 24 weeks.
Additionally, the results of the SEC analysis demonstrated that the degradation behaviour of the PLA fibres was different depending on their composition either pure in moco scaffolds or combined with P(LA-CL) fibres in bico scaffolds. Affected by the faster hydrolytic degradation of P(LA-CL), the degradation rate increased for the PLA fibres assumable due to acid catalysis [36]. As conclusion, it is recommended that a potential influence of the different degradation behaviour for PLA in combination with P(LA-CL) fibres ought to be considered in further in vitro cell culture and/or in vivo experiments. Particularly, the effect of the acidic degradation of the P(LA-CL) on the cell viability has to be surveyed, as it is already influencing the degradation rate of the PLA visibly.
Made of these fibres, two scaffold types (mono-component and bi-component) were processed by embroidery technology and investigated concerning their load-elongation behaviour as well as their mechanical properties (stiffness, ultimate tensile load and elongation) under hydrolysis for 168 days. It could be demonstrated that for both scaffold types the load-elongation curves with their typical S-shape were comparable to native ligament tissue [60–62] in dry state and after hydrolytic degradation. The toe-region (low stiffness, high elongation) results from the structural deformation of the crimp collagen fibrils in native tissue [62] or in the case of embroidered scaffolds from the zig-zag pattern design [31]. The linear region (high stiffness) is characterized by a disproportionate increase of the load compared to the displacement and caused by the material deformation. The straightened collagen fibrils or the thread materials of the embroidered structure become load-bearing. The unexpected increase of stiffness shown in the load-elongation curves (Figure 5) during degradation for the moco scaffolds consisting only of PLA fibres could be explained on the basis of degradation experiments on PLA pins with different crystallinities over 6 months in phosphate-buffered saline [63]. An increase of the crystallinity was observed due to preferential degradation of the amorphous areas during degradation for both pin types. This can be associated with an increase in stiffness and strength but a decrease of the elongation value. A similar mechanical behaviour was found for the moco scaffolds that exhibited in the load-elongation curve after 28 days a higher stiffness and UTL as well as a lower UTE compared to the load-elongation curve at the initial state (Figure 5(a)). However, the UTL and UTE of the moco scaffolds decreased with increasing degradation time (after 84/168 days) compared to 28 days, indicating a degradation through the entire structure. In contrast, the UTE of the bico scaffolds, consisting of PLA and P(LA-CL) fibres, increases comparing dry state to the curve after 28 days (Figure 5(b)) resulting in a lower stiffness of the scaffolds in this degradation state and indicating an enhanced degradation even of the PLA-fraction. The curve progression of the bico scaffolds after 168 days exhibited the most distinct decrease of stiffness and UTL. Hence, the mechanical stability of the scaffold now is maintained solely by the PLA fibres due to the nearly complete degradation of the P(LA-CL) fibres. Furthermore, the UTL, UTE and stiffness values (Table 2) were comparable to native rabbit ACL tissue [52–54]. Particularly, the moco scaffolds presented sufficient mechanical stability after 168 days under hydrolytic degradation. Therewith, the degradation rate of the developed scaffolds is in the required range of an ideal scaffold design where a mechanical support is recommended for 3 months or for a sufficient neotissue formation and regeneration for 6 months, respectively [22].
Comparing the embroidery technology to other textile technologies like braiding, knitting or weaving, it offers more variability of the parameters to adapt the mechanical and structural requirements. Freeman et al. investigated the mechanical properties of braided scaffolds made of twisted PLA fibres and compared these values to human ACL [64]. Their best suited braid-twist scaffold exhibited an ultimate tensile strength (UTS) of 82 ± 2 MPa (according to the scaffold diameter of 3.7 ± 1.1 mm2, 192 ± 50 N UTL). In contrast, the human ACL possesses an UTS between 13 ± 5 MPa for older humans and 38 ± 9 MPa for younger humans (average diameter 78 ± 35 mm2, 2100 ± 560 N UTL) [5,65,66]. The embroidered scaffolds presented in this study were fabricated in dimensions of rabbit ACL with a calculated diameter of 14.4 mm2 showed an UTS of 27 ± 2 MPa, which is in the range of human ACL values. An upscaling of the scaffolds to human dimensions is an ease of manufacturing. Sahoo et al. investigated the in vitro cell behaviour and the mechanical properties of hybrid scaffolds made of knitted PLGA or PLA fibres and woven scaffolds made of PLGA [67]. The mechanical properties of the woven structures were more advantageous (higher strength) compared to the knitted scaffolds, which on the other hand exhibited better cell attachment and proliferation (higher porosity). That example clarifies the high demands on scaffold structures for ligament tissue engineering approaches with not only adapting the mechanical properties or porosity or biocompatibility but to bring all of these requirements together in one scaffold design.
Conclusion
In conclusion, both embroidered scaffold types made of PLA and/or P(LA-CL) (moco and bico) might serve as 3D structures for the tissue engineering of ligaments based on their suitable degradation behaviour and sufficient mechanical properties after 24 weeks of hydrolysis. We used a cell-free environment for this long-term degradation study, because in vitro cell culture experiments over such a long period are challenging. Nevertheless, in vitro cell culture experiments are part of ongoing study. Furthermore, these ongoing experiments (preliminary results not shown) regarding a potential cell influence on the mechanical properties of PLA and P(LA-CL) fibres exhibited no significant differences after 28 days. Hence, a comparable slow degradation characteristic could be expected for further in vitro and prospective in vivo experiments.
Footnotes
Acknowledgements
The authors would like to thank Petra Treppe for SEC measuring, Dr. Claudia Hinüber for providing the SEM images as well as Nicole Schneider and Marc Augustin (all from the IPF) for the scaffold fabrication.
Declaration of Conflicting Interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: The research was supported by the Deutsche Forschungsgemeinschaft (DFG, grant numbers HE 4466/22-1 and BR1886/6-1).