
Abstract
The processing conditions of graphene oxide and graphene fibers are important for final fiber properties. The effect of different processing conditions such as feed rate, nozzle size (length and diameter), and reduction time by vitamin C on fiber properties such as morphology, mechanical properties and electrical conductivity has been analyzed. It has been observed that at the constant feed rates, increase in nozzle length results in higher mechanical properties. For the samples produced with long nozzle, thinner nozzle results to higher mechanical properties than thicker one. Decrease in nozzle length and increase in feed rate and reduction time by vitamin C resulted in an increased crimpy structure of fiber surface. Higher fiber strength was observed when the reduction time was decreased. The increase in the feed rate resulted in an increase of fiber linear densities (tex). All fibers experimented were in the semiconductor range. In this study, it has been seen that short, thin nozzles with 10 ml/h feed rate and reduction with 2.5 h provided better mechanical properties along with electrical conductivity.
Introduction
Graphene with its nano scale thickness, high thermal and electrical conductivity, and high surface area, attracts great interest, since it can be used in a wide range of application such as energy, catalysts, electromagnetic shielding, lightning, strike protection, chemical purification, sensor, wearable electronic textile, etc. [1]. Compared to other carbon-based continuous fibers such as carbon nanotube fiber, it can be produced with inexpensive and safe methods. It can be produced continuously with pure graphene structure without any need of coating or blending with other polymers. However, there are very limited studies on continuous graphene or graphene oxide fiber by coagulation method (wet spinning). The first studies have started in 2011, and thus this fiber with such importance needs to be studied more in order to contribute to the limited number of literature.
Instead of processing graphene directly, graphene derivatives are preferred in fiber production. Thus, graphene oxide (GO), which can be dispersed in water, is processed into fibers [2,3]. However, GO has low electrical conductivity that requires an additional process such as annealing or reduction.
In the literature, there are very few researches on GO fibers and these studies especially focused on the effect of nozzle length, diameter, feed rate and reduction time on fibers’ parameters. Huang et al. investigated the properties of graphene supercapacitors produced from wet-spun graphene fibers, and compared the effect of hydrazine (N2H4) reduction and hydroiodic acid (HI) reduction on resultant fiber properties. Lower fiber diameter and tighter cross section with wrinkles were observed in HI reduction (35 µm), whereas N2H4 reduction resulted in a larger fiber diameter (100 µm) and holes through the cross section of the fiber. Capacitance and electrical conductivity were found to be higher and oppositely internal resistance was lower in the case of HI reduction [4]. The effect of nozzle diameter and GO dope concentrations (5, 8, 10, 22 mg/ml) on wet-spun HI-reduced graphene oxide fibers was experimented by Cong et al. [5]. They have found that the increased dope concentrations and nozzle diameters resulted with increased fiber diameters. In addition, due to the removal of the oxygen-containing groups, HI reduction was experimented to reduce the fiber diameter (from 53 µm to 43 µm) and improve the tensile strength and Young’s modulus [5]. He et al. [6] analyzed the effect of fiber draw ratio of wet-spun NaAlg/GO composite fibers. They have observed that the inner diameter of the nozzle directly affects the fiber diameter. The increased GO content resulted as a definite stripe structure on the surface of the fiber. The tensile strength and Young’s modulus of composite nano fibers increased up to 4% GO loading; however, further GO addition resulted in decrease of both properties. Improved tensile stress and oppositely decrease of elongation at break were obtained with increased draw ratios. Sharper stripes along the fiber surface were observed [6]. Wet-spun GO fibers produced from large through small surface area GO sheets with different nozzle diameters and spinning parameters were compared by Chen et al. [7]. By changing the nozzle diameter, GO fibers with controlled alignment in planar direction with various fiber diameters (45–150 µm) were obtained. The nozzle diameter and orientation were found to be inversely proportional to the orientation, and reduction in capillary diameter resulted with increased orientation, thus higher tensile strength, modulus, and electrical conductivity. Use of large area GO sheets heighten the viscosity, improve the mechanical strength and lower the fiber diameters [7]. Dong et al. used a single-step method to produce GO sheets and Fe2O3/GO composite structures and concluded that the pipeline configuration (length and inner diameter) can be varied to change the fiber diameter. An increase in inner pipeline diameter and GO concentration in suspension was observed to increase the graphene fiber diameter [8].
Studies on reducing of GO by vitamin C (ascorbic acid) which is an environmental friendly reducing agent (to reduce functional groups) are very limited compared to studies on more toxic reducing agents such as hydrazine or hydroiodic acid. One of the first studies was conducted by Zhang et al. [9] by investigating the solution-based chemical reduction of GO sheets by using
The study performed in this article has been carried out to improve the material properties through process parameters such as feed rate, nozzle dimension, and reduction time, and also since the studies about these process parameters in the literature are very limited. Application of vitamin C, which is not as hazardous as other chemical such as hydrazine that is often used for reduction of GO in the literature, is also very limited. Furthermore, available literature related to reduction by vitamin C was mostly performed on film, instead of continuous fiber/filament. There is also no study available on the effect of reduction time on fiber properties. Studies performed on nozzle size were mostly on change of nozzle diameter, instead of nozzle length which can be important for alignment of GO flakes that affects the mechanical properties. Moreover, most of the limited literatures on change of nozzle diameter mostly focused on the effect of nozzle diameter on fiber diameter, instead of other properties such as mechanical and electrical conductivity. Thus in this study, studies are mostly focused on the area which has scientific importance and which has not been investigated and reported before, in order to contribute the current literature in this developing unique field which has very wide potential in application areas such as batteries, catalyst, sensors, electronic textiles, etc. Thus, wet-spinning was conducted with different feed rates and nozzles with different inner diameter and length, and vitamin C, which happened to be an environmental friendly alternative to hydrazine-based reduction. Two different processing times were selected for reduction process. The effect of all these parameters such as nozzle length and nozzle diameter, reduction time and feed rate on mechanical and morphological properties and electrical conductivity was investigated and some original results were concluded.
Materials and methods
Materials
Graphite flakes (50–100 nm thickness and 44 µm diameter) were supplied from Grafen Chemical Industries, Ltd. (Grafen Co. Ankara,Turkey). Sodium nitrate (NaNO3) was purchased from ZAG Ltd. Hydrogen peroxide (H2O2) (30 % by wt) was obtained from Carlo Erba Reagents. Potassium permanganate (KMnO4), sulfuric acid (H2SO4) (95–98% by wt.), hydrochloric acid fuming (HCl) (37% by wt.), ethanol (C2H5OH), and granular calcium chloride (CaCl2) were purchased from Merck, Ltd. Vitamin C for the reduction process (
Methods
Graphene oxide dispersion production by Hummer’s method
Graphene oxide suspension was produced according to Hummer’s method [2,3,12,13]. Natural graphite flakes, NaNO3 and H2SO4 were mixed and stirred uniformly in an ice bath with a magnetic stirrer for 5–10 min. Afterwards, KMnO4 was added gradually and carefully to the mixture. After several heating, cooling and dilution processes, distilled water and hydrogen peroxide (H2O2) were used in order to stop the reaction. The color of solution changed to yellow. The diluted solution was decanted and spitted into centrifuge tubes evenly. Graphene oxide solution was washed with 1 M HCl solution three times at 5500 r/min in centrifuge (Nüve, NF800R) to remove impurities. The pH of the graphene oxide solution was optimized by washing until a pH of 5–6 was reached in the Nüve, NF 800 R centrifuge. The concentration of the graphene oxide solution was adjusted to 20 mg/ml. A mechanical homogenizer (WiseTis Homogenizer, HG-15D) was used to disperse the graphene oxide solution. Wet-spinning method involving three coagulation baths was performed to produce graphene oxide fibers (Figure 1). The assembly mechanism of the GO sheets into macroscopic fibers was started in the first coagulation bath which was present at the output of the nozzle. The first coagulation bath contained CaCl2 5% by wt. and ethanol:water solution (30:70% by volume). The second and third coagulation baths contained ethanol–water mixture (1:1.5% by volume) and (1:1% by volume), respectively. The fibers that were in the range of 30–35 cm in length were fed into first coagulation bath and after a few minutes were transferred to the second and third coagulation baths by tweezers, respectively. Fibers stayed for approximately 2 min in each coagulation bath. Afterwards, the fibers were kept in room temperature for drying. Vitamin C reduction was performed by immersing the graphene oxide fibers in the 0.1 M vitamin C solution at 90℃ for two reduction periods which were 2.5 h and 5 h. The processing conditions for both graphene oxide and reduced graphene oxide fibers are given in Table 1. The short, thin nozzle used was 19 gauge with an inner diameter of 0.69 mm. The long, thin nozzle was 20 gauge with an inner diameter of 0.6 mm, and the long thick nozzle was 17 gauge with an inner diameter of 1.07 mm.
Schematic illustration of coagulation of fiber. (a) Syringe with GO dispersion, (b) nozzle, (c) GO fiber. DW: distilled water. Classification of graphene oxide fibers produced in different conditions.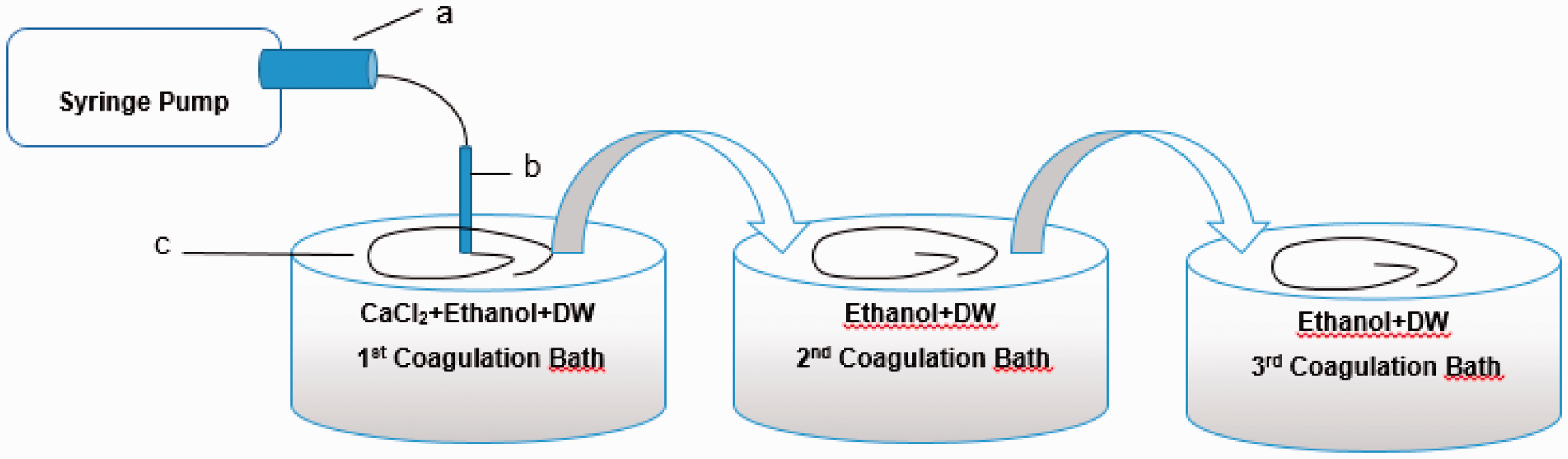

Characterization of graphene oxide fibers
Properties of graphene oxide fibers were investigated by the following devices and methods. The effect of vitamin C reduction was also observed by Fourier Transform Infrared Spectroscopy (FT-IR) (PerkinElmer, Spectrum Two) analysis with a wavelength range of 4000–500 cm−1 and spectra were measured in ATR mode with 5-s scan and 0.5 cm−1 resolution.
Surface morphology
The surface morphology of GO fibers was analyzed by Scanning Electron Microscopy (SEM, QUANTA FEG 200) in ESEM (Environmental SEM) mode. Samples were coated with Au/Pd by sputtering (Quorum, SC7620) under vacuum conditions (2 × 10−2 mbar) for SEM.
Mechanical properties
The mechanical properties of the fibers were determined by using Usel UNF 15 Tensile Tester according to the ASTM D3822-07 standard. The gauge length was set into 10 mm and crosshead speed was set to 1 mm/min. Twenty measurements were conducted for each sample and average values were taken.
Electrical conductivity
The conductivities (S/cm) of the fibers were calculated depending on the electrical resistance values measured by a two probe Microtest 6370 LCR meter. At least 20 measurements were conducted for all tests and averages were taken. The calculation of electrical conductivity coefficient was performed with the following equation

Results and discussion
Morphology of GO fibers
As can be seen from SEM images in Figure 2, increased crimped surface structure was observed with the increase in the feed rate from 10 ml/h to 20 and 30 ml/h. This may be due to increased coagulation, i.e. leaving more water from GO dispersion suddenly into coagulation bath. Additionally, surface crimp decreases as the nozzle length is longer. This might be due to increased time and forces for orientation, flattening and compactness of the GO flakes in the longer nozzle. When the reduction period was raised, more crimped surface structure was also observed. The removed oxygen groups causing deterioration in carbon plane and gaps [1] may increase surface crimpness.
SEM images of GO fibers. (A) Longitudinal fiber, (B) an image taken from cross section ((a) SThin10, (b) SThin20, (c) SThin30, (d) LThin20, (e) LThick20, (f) SThin20R2.5, (g) SThin20R5)).
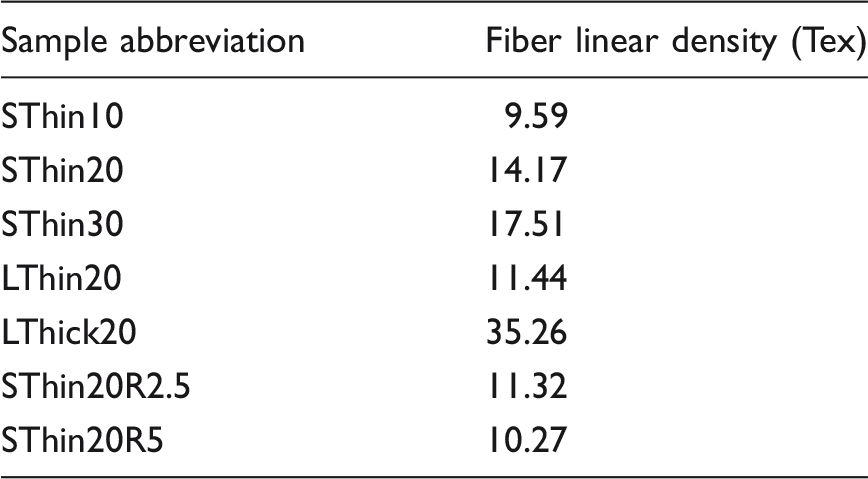
Fiber linear densities and dimensions of GO fibers
Tex values and dimensions of the fibers.
Conductivity results of GO fibers
Electrical conductivities of GO fibers.

Tensile properties of GO fibers
Mechanical properties of GO fibers.

Longer needle provides higher breaking strength and low breaking elongation, due to higher shear force, orientation and compactness of GO flakes through the longer and thinner nozzle. For breaking strength, the differences between longer and shorter needles were found to be significant according to t-test (for two tailed, 95% confidence) while there was no significant differences on breaking elongation between the longer and shorter needles. Increase in the nozzle diameter resulted in a slight decrease on the fiber strength and slightly increased the breaking elongation. The effect of nozzle diameter on breaking strength and breaking elongation was significant according to t-test (for two tailed, 95% confidence)
Vitamin C reduction for 2.5 h almost doubled the strength and tripled the breaking elongation and reduced the initial modulus. The reduction in voids and compactness between GO flakes might be the reason behind the change in mechanical properties [15]. On the other hand, increased reduction time resulted in decrease of strength and elongation, and elongation got close to the values before reduction. For breaking strength and breaking elongation, the differences between 2.5 h reduction and 5 h reduction and also the differences between 2.5 h reduction and no reduction were found to be significant according to t-test (for two tailed, 95% confidence) while there was no significant difference between 5 h reduction and no reduction.
FT-IR results
As can be seen in Figure 3, the 3200 cm−1 wavelength peak observed in the reference material belongs to the O–H hydroxyl group, the peak observed at 1611 cm−1 wavelength belongs to the C = C carbonyl group, the peak observed at 1375 cm−1 wavelength belongs to the C–O carboxy group, and the peak observed at 1148 cm−1 wavelength belongs to the C–O alkoxy group [10].
FT-IR spectra of GO fibers: (a) SThin20R2.5, (b) SThin20R2.5, (c) SThin20.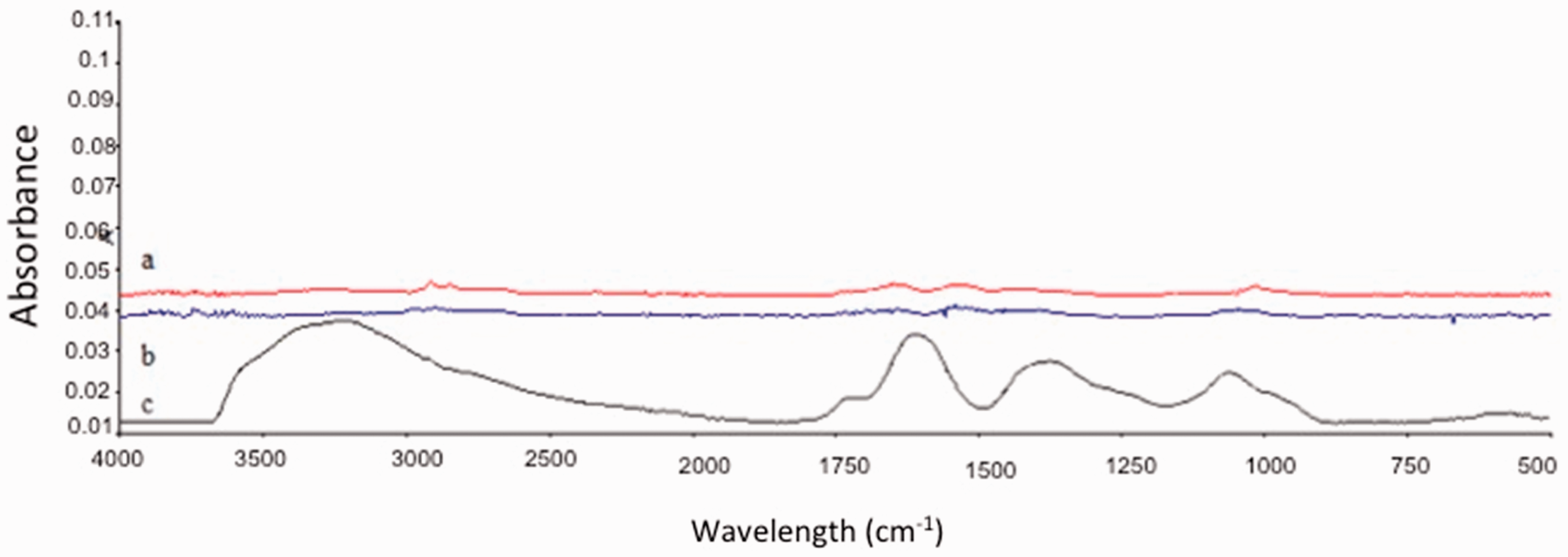
No peaks were observed in fibers reduced with vitamin C which was due to the removal of the oxygen functional groups after reduction process [15].
Conclusion
In this study, as a contribution to the current literature, the effect of capillary diameter and feed rate had been observed separately and the effect of capillary length has been investigated. In addition, the role of reduction time in vitamin C reduction process has also be analyzed. The main conclusions of the study are listed below.
For the short and thin nozzle, when the feed rates were compared, better mechanical performance was obtained from fibers with 10 ml/h feed rate compared to fibers with 20 ml/h and 30 ml/h feed rates. At the same feed rate, longer nozzle resulted in higher mechanical properties. For long nozzle, thinner nozzle resulted in higher mechanical properties. Shorter reduction time (2.5 h) with vitamin C resulted in higher fiber strength compared to longer reduction duration (5 h). Increased crimped surface structure was observed with the increase in the feed rate. Surface crimp increased with the decreased nozzle length and increased reduction time. No clear difference was observed on the electrical conductivity between GO fibers. All fibers experimented were in the semiconductor range. The vitamin C reduction, which was proved with FT-IR spectroscopy, clearly improved the electrical conductivities of the fibers. According to this study conditions, among all samples, fibers produced with short, thin nozzle with 10 ml/h feed rate and reduction period of 2.5 h can be suggested for getting better mechanical and electrical properties.
Footnotes
Declaration of Conflicting Interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This study is supported by TUBITAK (project no. 114M524).