
Abstract
In this article, reduced graphene oxide/glass composite fiber was prepared from mixing graphene oxide and glass powder by ultrasonic dispersion, planetary grinding, high-temperature sintering, and melting wire drawing. The effects of reduced graphene oxide content on the mechanical and electrical properties of the fiber were investigated. Thermal gravimetric analyzer, differential scanning calorimeter, x-ray diffraction, and energy-dispersive x-ray spectroscopy analysis revealed that the graphene oxide was reduced to reduced graphene oxide in the sintering process and the performances of the composite fiber were improved. The tensile strength of reduced graphene oxide/glass composite fiber was 20% higher than the pristine glass fibers by the addition of 0.5 wt% of reduced graphene oxide. Reduced graphene oxide content was positively correlated with composites conductivity, and according to the percolation theory, the percolation threshold of reduced graphene oxide/glass composite fiber was about 0.5 wt%, and the conductivity of the composite fibers was increased by four orders of magnitude compared to the pristine glass fibers when the content of reduced graphene oxide was 0.5 wt%.
Introduction
Glass fibers (GFs) are widely used in aviation, aerospace, navigation, construction, and other industrial fields due to its high temperature resistance, corrosion resistance, high strength, and other advantages.1–5 However, with the development of the new technology all over the world, many novel, light, and high-strength fibers such as carbon fiber and silicon carbide fiber have been proposed; 6 , 7 the performances of the traditional GFs are not able to meet the needs of high-tech fields anymore. But those novel fibers are almost very expensive. So, it is urgent to explore new composite GF which has better comprehensive performance under the premise of inheriting the original excellent performance. 8
Graphene has attracted a lot of attention in recent years; it can be known from the crystal structure of graphene that the monolayer graphene has only one atomic thickness and has a honeycomb crystal structure composed of sp2-hybridized carbon atoms arranged closely. Therefore, the graphene has excellent mechanical, electrical, and thermal properties; the stiffness of graphene is about 300–400 N/m; the tensile strength of graphene is about 125 GPa; what is more, the electron mobility of graphene exceeds 15,000 cm2/V·s; and the resistance rate of it is only 10−6 Ω·cm at normal temperature, and it has high thermal and chemical stability too.9–12 However, due to its agglomeration tendency and chemical inertness, its performance in matrix is inhibited. Graphene oxide (GO) is a modified oxidation product of graphene, which maintains the two-dimensional lamellar structure of graphene. 13 On the plane of GO, epoxy and hydroxyl groups are mainly distributed, while carbonyl and carboxyl groups are mainly contained at the edge of the lamellar. 14 Compared with graphene, GO has a good dispersion in solution and matrix. Besides, reduced graphene oxide (RGO) is chemically reduced from GO, has better dispersion than grapheme, and has been of great use in composite materials.15–17 So, we propose a strategy to synthesis RGO/GF, which may improve the comprehensive properties of GF. At present, there are no papers that report the same study.
In this article, RGO/GF was prepared from mixing GO and glass powder by ultrasonic dispersion, planetary grinding, high-temperature sintering, and melting wire drawing; the GO was reduced in the sintering process, and hexagonal boron nitride (H-BN) suspension was evenly sprayed on the glass surface before melting wire drawing to prevent it from oxidation and to lubricate it. In this work, GO suspension was prepared by mechanical liquid phase stripping method; this method has a low degree of damage to the chemical structure of GO and a high separation efficiency, and the intact structure and performance of GO can be maintained and the operation is simple with little environmental pollution at the same time; the dispersant used in this step was N-methyl pyrrolidone (NMP).
The main goals of this work were to determine the effects of the GO content on properties of the composite fiber, especially the mechanical and electrical properties. Moreover, the mechanism of GO for improving the mechanical and electrical properties was also investigated and discussed. We hope that this study will broaden the applications of GF and RGO.
Experimental
Materials
Glass powder used in this work was aluminum borosilicate glass, and the powder size was between 5 and 30 µm, and was provided by Suqian NUAA Institute of Advanced Materials and Equipment Manufacturing Co. GO was purchased from Suzhou Tanfeng Graphene Technology Co., Ltd. Absolute ethanol and NMP were purchased from Jiangsu Qiangsheng Functional Chemistry Co., Ltd. H-BN powder was purchased from Weifang Chunfeng New Material Technology Co., Ltd. Distilled water was used to prepare solution and clean samples, and all the materials used in this article were analytically pure.
Preparation of RGO/GF
First, the glass powder was placed in distilled water for ultrasonic cleaning and then dried for backup; GO was first added to ethanol and NMP mixture solution where the ethanol has a mass fraction of 65% and the NMP has a mass fraction of 35%, and then the mixed solution was dispersed into stable suspension by ultrasonic treatment for 2.5 h. Second, the glass powder and GO suspension were mixed according to the mass ratio of GO to glass powder (0.0, 0.2, 0.5, 1.0, and 2.0 wt%); the mixed powder was put into the planetary grinding pot for ball grinding, the diameter of agate grinding ball was 5–20 mm, and the grinding time was 24 h; alcohol solution was added in the grinding process to avoid excessive temperature; after grinding, the slurry was put into the rotary evaporator and dried in vacuum for 24 h at 80°C. Third, the mixed powders with different GO contents were respectively put into a rectangular mold and pressed to make a dense solid, and then the RGO/glass block with different RGO contents was obtained by pressure sintering at 1000°C under protective atmosphere (Ar); the heating rate in the process was 20 K/min. Finally, ultrasonic stirring method was used to prepare 15 wt% H-BN suspension before melting wire drawing, which would be evenly sprayed on the surface of RGO/glass block. Then, the glass block was put into the heating zone; when the block became soft and melted, a self-made clamp was chosen to clamp the melt part for wire drawing. The fiber was rapidly cooled in the air and the RGO/GF was prepared.
Characterization of RGO/GF
The morphology of RGO/GF was characterized by scanning electron microscopy (SEM, Phenom Pro, Dutch). The elemental components were measured by energy-dispersive x-ray spectroscopy (EDS) with Hitachi Su8020. Thermal gravimetric analyzer (TGA) and differential scanning calorimeter (DSC) conducting with synchronous thermal analyzer (STA 449F3) under the Ar atmosphere from room temperature to 1000°C with a heating rate of 20K/min.
Tensile tests of monofilament fiber were carried out at a loading rate of 1.0 mm/min on a fiber tensioner machine, and the maximum loading was recorded (cN). Tensile strength values (MPa) were calculated using equation (1)

where σf is tensile strength of fiber, d is the diameter of fiber, and Ff is the maximum load.
High resistance meter (HP 4329A) was used to measure the electric resistance on RGO/GF bundle. Then, dc conductivity of single fiber was calculated using equations (2) and (3)


where K is dc conductivity of fiber, L is length of tested fiber bundle, R is the electric resistance of fiber bundle, A is the cross-sectional area of the tested fiber bundle, and
At least five samples were tested for each set of performance and the average value was calculated as a result.
Results and discussion
Figure 1 is the surface and the section morphology of 1.0 wt% RGO/GF. It can be seen that compared with the smooth cylindrical surface of ordinary GFs, the addition of RGO increased the roughness of the surface of RGO/GF (in the red dotted line). In some areas of the fibers, RGO sheets agglomerated and extended out of the surface.

The surface and the section morphology of 1.0 wt% RGO/GF: (a) the surface of RGO/GF and (b) the section of RGO/GF.
Figure 2 shows the TG-DSC thermal analysis curves of GO/glass powder with a content of 1.0 wt% GO. As can be seen from the figure, the specific gravity of the powder increased slightly at the beginning of the TG curve, which was due to the slight influence of Ar on the sample weight at the beginning of the test. From the change of TG curve, it can be seen that the mass of the sample began to decrease slowly at 62.6°C, and there was a slight step change at 774°C–778°C. The weight of the composite powder did not change significantly from room temperature to 1000°C. The final weight retention rate of the powder was 98.98%.

TG-DSC thermal analysis curve of GO/glass powder.
From the DSC curve, it can be known that there were three obvious endothermic and exothermic peaks at 69.8°C, 775.8°C, and 887.5°C. The phase and structure of GO and glass were stable at 100°C according to the TG and DSC curves together. Therefore, the obvious endothermic phenomenon on DSC curve at 69.8°C was the endothermic evaporation of water in powder at the beginning of heating. During the heating process from 700°C to 775.8°C, there were three reactions: reduction of GO, melting of glass, and crystallization of glass. But the reduction of GO at high temperature was essentially decomposition, so it was an endothermic reaction, which was the same as the melting process of glass. Therefore, it can be seen that under the environment of high temperature and slow heating, glass began to crystallize obviously when it reached the minimum crystallization temperature, and the crystallization process was stronger than the melting process of glass phase and the reduction process of GO. So, heat was continuously released and the curve reached the peak at 775.8°C. The stepped mass change of TG curve at 774°C–778°C mentioned above may be caused by the decomposition of GO at high temperature: GO sheets were heated in a protective atmosphere. So, when the temperature reached above 774°C, the oxygen-containing active groups on the surface of GO would accelerate to decompose into hydrogen and carbon dioxide and volatilize, and the quality change was not obvious as the content of GO was only 1.0 wt%.
Figure 3(a) shows the x-ray diffraction (XRD) of GO, from which we can see that there was obvious characteristic peak at 9.5°, which was consistent with the present study. Figure 3(b) shows the XRD of RGO/glass powder after high-temperature reductive sintering at 1000°C; together with the DSC curve in Figure 2, it can be seen that under the condition that the glass phase was cooled with the furnace after high-temperature reductive sintering, a large number of crystals were formed due to the slow cooling rate. The obtained glass phase belonged to a ternary system, and the existing crystals were mainly wollastonite crystal, quartz crystal, and Na2O·3CaO·6SiO2 crystal.18–20 What is more, it could be seen from the Figure 3(b) that the characteristic peaks of GO disappeared after high-temperature reduction, but it was still impossible to directly distinguish whether RGO existed or not, because the characteristic peaks of RGO in XRD spectra are about 26°, which basically coincide with those of wollastonite and quartz. 21 Moreover, the content of RGO in glass phase was low, so the diffraction intensity might be weak, and it might not be able to produce diffraction peaks.

XRD of GO and RGO/glass powder: (a) XRD of GO and (b) XRD of RGO/glass powder.
Figure 4(a) is the interfacial morphology of 0.5 wt% RGO/GF, from which we could see that the RGO-like structure was embedded in the glass phase. Figure 4(b) is the EDS energy spectrum of corresponding region, from which it could be seen that the main elements in this region were carbon, oxygen, and boron, and the carbon content was more than 50%. So combined with the previous analysis, it could be confirmed that the layer structure of this region was RGO sheet.

SEM and EDS of 0.5 wt% RGO/GF: (a) SEM of RGO/GF section and (b) EDS of corresponding region.
Figure 5 is the XRD spectra of RGO/GF with different contents. It could be seen from the figure that there was no crystal structure in the pristine fibers, and there was no significant difference in the phase between GFs with different RGO contents. There was an obvious amorphous peak near 27° and a low-intensity characteristic diffraction peak near the center of the amorphous peak, which indicated that there was a part of crystal structure in the RGO/GF; with the increase of RGO content, the intensity of diffraction peaks increased slightly, so we can say that the crystals were RGO according to Figures 3 and 4. Besides, compared with the XRD spectra of RGO/glass powder sintered at high temperature in Figure 3(b), it could be seen that the melt drawing process had fast cooling speed, and the RGO/GF matrix was amorphous structure and there was no obvious crystal.
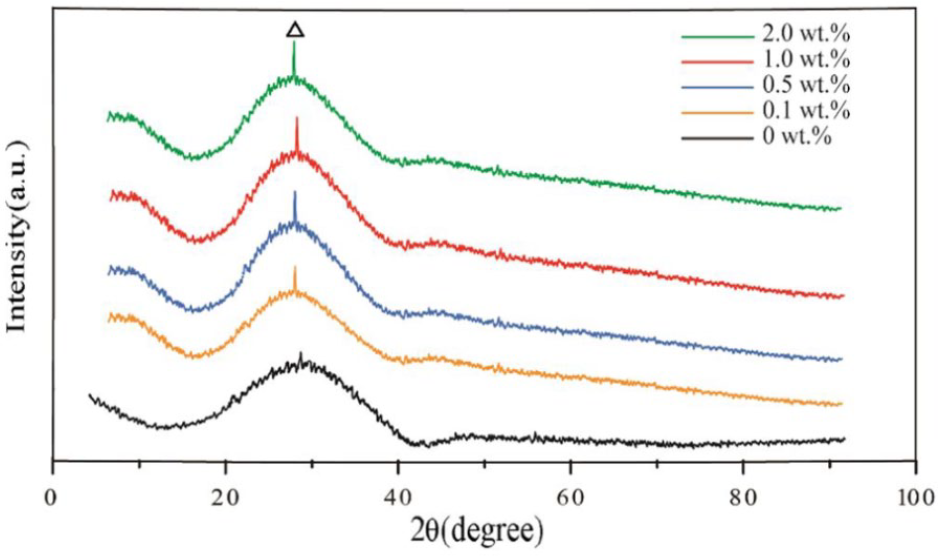
XRD spectra of RGO/GF with different contents.
Figure 6 is the cross-section morphology of RGO/GF with different contents. As could be seen from Figure 6(a) and (b) that when RGO content was low, RGO lamellae showed a flexural distribution in the glass matrix and bonded closely with the glass matrix. However, with the increase of RGO content to more than 1.0 wt%, RGO sheets were agglomerated, the stomata increased in the glass phase, and there were stomata at the interface with the matrix, as can be seen from Figure 6(c) and (d)

Cross-section morphology of RGO/GF with different contents: (a) 0.1 wt% RGO/GF, (b) 0.5 wt% RGO/GF, (c) 1.0 wt% RGO/GF, and (d) 2.0 wt% RGO/GF.
Mechanical properties of RGO/GF
Figure 7 is tensile strength of RGO/GF with different contents of RGO and with diameter of 0.15 mm. As could be seen from the figure, the tensile strength of the fibers increased first and then decreased with the increase of RGO content. When the content of RGO was 0.1 wt%, the tensile strength of RGO/GF was almost unchanged. However, when the content of RGO reached 0.5 wt%, the tensile strength of RGO/GF increased obviously, reaching 140 MPa, which was 1.2 times as much as that of the pristine GF. When the content of RGO exceeded 1.0 wt%, the tensile strength of RGO/GF decreased obviously. When RGO content was 2.0 wt%, the strength of RGO/GF was even half of that of the pristine GFs.

Tensile strength of RGO/GF with different contents of RGO.
Combining with the section of RGO/GF of different contents in Figure 6, we could see that the strength of RGO/GF was mainly affected by the content of RGO and the distribution of RGO in the matrix. When the content of RGO was less than 0.1 wt%, although RGO sheets were well dispersed in glass matrix, RGO had little distribution in the matrix, had limited reinforcing effect, and could not play the role of load transfer, and the main force carrier was still glass phase; therefore, the effect of strength enhancement was not obvious and the strength of RGO/GF was basically the same as that of GF without RGO. When the content of RGO was 0.5 wt%, RGO was uniformly dispersed in the matrix and the internal structure of the fiber was compact, so the tensile strength of the fiber was the highest at this time. When the RGO content was more than 1 wt%, the tensile strength decreased because of the agglomeration of RGO and the appearance of stomata.
Figure 8 shows the RGO morphology in cross section of the RGO/GF with 1 wt% RGO; RGO pull-out is shown in Figure 8(a). RGO had obvious pull-out effect in the breaking process of RGO/GF. At the same time, the high strength and high modulus of RGO sheet could effectively improve the tensile strength of RGO/GF. Agglomeration of RGO is shown in Figure 8(b). As the RGO content increased, the contact probability of RGO sheets increased. There was Van der Waals force between RGO sheets; what is more, the glass phase belonged to amorphous phase, so there was no fixed effect of grain boundary on RGO sheets. These factors together led to the agglomeration of RGO in the glass matrix. The agglomeration of RGO greatly reduced the interfacial bonding between the RGO sheets and the matrix, and also reduced the interfacial force between the RGO sheets and the matrix when RGO sheets were pulled out, so that the fibers cannot effectively transfer loads, and it could introduce pore defects in fiber. Although RGO agglomeration played a role in restraining crack growth, the strength of RGO/GF decreased greatly due to the increase of structural defects of RGO/GF.

RGO morphology of RGO/GF cross section: (a) RGO extraction and (b) RGO agglomeration.
Electrical properties of RGO/GF
Figure 9 is the electrical conductivity curve of RGO/GF with different contents of RGO at sintering temperature of 1000°C. It could be seen from the figure that with the increase of RGO, the electrical conductivity of RGO/GF was improved significantly. According to the previous phase analysis of RGO/GF, 22 there was no obvious chemical change in the glass phase when the RGO was added, and the glass material is an insulator whose electrical conductivity is about 10−6 S/m at room temperature. But the dc conductivity of RGO/GF significantly improved with the addition of RGO. When RGO content is up to 1.0 wt%, the dc conductivity of fiber exhibited dramatic change, increasing from 3.4 × 10−6 to 3.2 × 10−2 S/m, more than four orders.

Electrical conductivity curves of RGO/GF.
According to the research on the conductive mechanism of RGO and composite materials, we can know that RGO sheet is a hexagonally stacked layered structure, which depends on the gravitational interaction of electronic clouds to bind to each other, so the binding force is weak. Electron migration occurs between carbon atoms in a hexagonal ring. The adjacent atoms are closely linked in the form of sp2 hybridization. Each carbon atom provides a p-orbital electron, forming a pi covalent bond to form an infinitely extended two-dimensional plane. 23 In the plane, electrons can move freely, and because of the high-energy intensity of the pi covalent bond and the stable structure of it, even if the carbon atom migrates, it will not cause great interference to the electron migration channel. Therefore, RGO has excellent conductivity and high specific surface area. A small amount of RGO can form a huge electron migration channel and change the conductivity of GFs.
Current researches have proposed a theory called the percolation theory: when the conductive component exceeds a certain content (called the percolation threshold), composites conductivity will be greatly improved. 24 The conducting curve of the composite fiber performed a dramatic increase over a certain value of RGO content, from Figure 9; it seemed that the percolation threshold of GF was around 0.5 wt%. and we can know that as the content of RGO increased, the change in conductivity was independent of the structure of the material, as seen in Figure 5. The change of conductivity with addition conforms to previous studies that RGO shows an increasing conductivity in ceramic composites. However, when the RGO content was below 0.1 wt%, the RGO sheets could not overlap with each other in the matrix independently, and the electrical conductivity was mainly affected by the matrix material, so exhibiting high electrical resistance. When the RGO content was increased, the RGO sheets began to contact with each other, and a network could be formed. The higher the content, the more conducting paths were formed in the network; thus, the conductivity of the material increased, due to the availability of charge carriers traveling through the RGO network.
Conclusion
In this article, RGO/GF was fabricated and enhanced performances were acquired. First, GO was added to ethanol and NMP mixture solution and was dispersed into stable suspension by ultrasonic treatment; second, the glass powder and GO suspension were mixed and the mixed powder was taken to ball grinding and then was put into the rotary evaporator and dried in vacuum; and finally, the composite fiber was obtained by melting wire drawing.
The influence of RGO content on the mechanical and electrical properties was investigated. RGO could reinforce the properties of RGO/GF, and the optimal content was 0.5 wt%.
The tensile strength of RGO/GF was 20% higher than that of the pristine GF when the addition of RGO reached 0.5 wt%. Mechanisms for the increase were the uniform dispersion and pull-out of RGO sheets.
RGO content was positively correlated with the conductivity of composite fiber. The percolation threshold of GF was about 0.5 wt% with fiber conductivity improving by four orders than the pristine glass.
Footnotes
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This work was supported by the National Natural Science Foundation of China (Grant No. 51772151). This work was also supported by the Innovative Capacity Construction Project of Jiangsu Province (Project No. BM2016010) and the Priority Academic Program Development of Jiangsu Higher Education Institutions.