
Abstract
The search for sustainable renewable source of fibre is the need of the hour for the textile industry. In this aspect, milkweed fibres are considered to be one of the potential fibre crops. Plated knit fabrics are designed and engineered with correct selection of fibre and yarn constituents in the distinct bottom and top layer (next to sin) can serve well for next-to-skin applications. In this research work, the potential application of milkweed/polyester plated knitted fabrics for next-to-skin end uses were analysed by changing the inner and outer layers of plated fabrics and with different polyester/milkweed blend proportion. From the results of various moisture management indices of plated knitted fabrics, it is observed that except polyester/polyester and polyester/60% milkweed samples, which are exhibited as water penetration fabric, all other samples are showed as moisture management fabric. The hydrophobic fibre (polyester) in the top layer and hydrophilic fibres (milkweed) in the bottom layer exhibits higher bottom absorption rate, bottom spreading speed and one-way liquid transport leading to higher overall moisture management index. By considering the moisture management indices and grades of various samples, it could be observed that the plated fabric made from 40% milkweed/polyester could be an efficient moisture management fabric when used in either-way compared with other fabrics. One-way analysis of variance carried out at 95% confidence level showed that the results are statistically significant. The pair wise strength and association between various moisture management indices was analysed using Pearson correlation coefficient and observed that one-way transport capacity and overall moisture management capacity was found to be positively and linearly related to each other.
Keywords
Introduction
The search for renewable and sustainable fibres is need for the hour today. The textile industry is trying to get new fibres, processes and methods to manufacture eco-friendly products. One less investigated and prominent ligno-cellulosic seed fibre is from the plant of milkweed, which belongs to the family of Asclepiadacea. The milkweed fibres are having low density and are hollow, which makes them lightweight. Because of their hollow structure, they are having better thermal insulation or buoyancy characteristic, which makes them suitable for life vests and winter jackets [1–6].
The major milkweed fibre spinning limitations are its smooth surface, low elongation-at-break and low density. Several research works carried out in spinning of milkweed fibres by blending it with cotton fibres in ring and rotor spinning systems shows that the spinning of milkweed fibres resulted in larger amount of waste and flies during processing and the yarn characteristics also deteriorating as milkweed percentage increases [7–9]. The surface modification of milkweed fibres has been tried using different methods like de-lignification, dyeing and application of water soluble binding agents to improve its inter-fibre friction and their influence on spinnability of milkweed fibres also reported [10–12]. The fabric characteristics of milkweed blended fabrics have not yet been reported in detail.
Clothing comfort is dependent upon the low-stress mechanical, thermal and moisture transfer properties of fabrics [13]. Clothing physiology involves the mechanism of interactions between the human body and clothing. Thermo-physiological aspects of clothing, which involves heat and moisture transport properties, must also assist the body’s thermal control function under changing physical loads and a microclimate is created next to the skin [14]. Moisture management often refers to the transport of both moisture vapour and liquid away from the body. Moisture transmission through textiles has a great influence on the thermo-physiological comfort of the human body, which is maintained by perspiring both in vapour and liquid form [15]. The clothing should allow this perspiration to be transferred to the atmosphere in order to maintain the thermal balance of the body.
A fabric that is perceived as comfortable should transmit moisture vapour during the period, the body sweats actively and, when the body has stopped sweating, the fabric should release the moisture vapour held in the space to the atmosphere to reduce the humidity at the skin [16]. The interaction of liquids with textile could involve some fundamental physical phenomena: wetting of the fibre surface, the transport of liquid into assemblies of fibres, the adsorption of the fibre surface and the diffusion of liquid into the interior of the material. Wicking is another effective process to maintain a feel of comfort in sweating conditions. Transport of water in fabric can take place in two different ways, one is along the plane of the fabric and the other is perpendicular to the plane of fabric. Hence, wicking can happen in two ways longitudinal wicking (along the plane of the fabric) and transverse wicking (perpendicular to the plane of the fabric) [17]. The mechanism by which moisture is transported in textiles is similar to the wicking of a liquid in capillaries.
In functional structures, in which high moisture management properties are desired, generally cotton fibres are used to maximize transport moisture properties. For every active sport, synthetic fibres preferred because they do not retain moisture and therefore do not get heavy upon sweating like cotton does. Synthetic sports uniforms also have better dimensional stability [18,19]. The combination of natural and synthetic fibre yarns either in single layered fabrics structures or double layered fabric structures are most suitable for moisture management properties. The excellent moisture transport of liquid through capillary wicking of synthetic fibres as inner layer (next to skin) together with the hydrophilic properties of natural fibres as outer layer could be designed for better moisture management properties of fabric. Fibre type, fibre blending, yarn linear density, yarn twist and knit structures have been reported to affect the comfort properties of knitted fabrics [20–22].
In modern days, development in sportswear fabrics has been making progress strongly to perform high functions and to achieve comfort. For sportswear, knitted fabrics are preferred as these fabrics have greater elasticity and stretchability compared with woven fabrics, which is necessary for offering unrestricted freedom of movement and transmission of body vapour to the next textile layer in the garment. With new combinations of fabrics and yarns, and with developments in fabric construction, knitted fabric appears to be the ideal one for active sportswear [23].
Fabric knitted with polypropylene on the inner side is reported to have better wicking, water holding capacity and moisture vapour transmission when combined with viscose and cotton on the outer side of fabric. Two layer fabric made using 30% Tencel® and 70% polyester (Recron®) in the outer layer gives better moisture absorption and buffering, equal moisture spreading, same drying rate, equal wet cling behaviour, a much better balance of water vapour permeability, thermal comfort and a less synthetic look and touch as compared with 100% polyester [24]. Plated fabric made from polyester and tencel showed the most favourable effect on the energy cost with better efficiency and endurance of the wearer as compared with 100% tencel and 100% polyester [25]. Bakhtiari et al. [26] studied the thermal comfort properties of milkweed/cotton knitted fabrics and reported that the milkweed/cotton blended fabric showed higher water vapour transmission and lower heat transfer compared with 100% cotton yarn fabrics.
Superior wicking properties compared with natural fibres are reported earlier through various research works but limited research work have been carried out to explore the moisture transfer properties from one layer of fabric to the other. In the present study, the natural hollow and low density fibre, milkweed, has been blended with polyester fibre and the influence of milkweed blend proportion on rotor yarn characteristics and comfort properties of plated knitted fabrics has been analysed. The plated knit structures having distinct face and back layers have been selected for the study, as they are gaining popularity in next-to-skin applications such as active wears and inner wears. The combinations of 100% polyester yarns and polyester/milkweed blended yarns have been altered as inner and outer layers in the structures and their influence on moisture management properties are analysed.
Materials and methods
Materials
In the present study, polyester/milkweed blended rotor yarns were produced by using polyester fibre (Cut length – 32 mm, linear density of fibre – 1.5 denier) and milkweed fibres (mean length – 26 mm, strength – 20.5 g/tex, elongation – 2.6%, fibre denier – 1.04) in three different blend proportions such as polyester/milkweed 80/20, 60/40 and 40/60 along with 100% polyester yarn with yarn count of 20 tex. The matured milkweed pods were collected from the plant Pergularia daemia for its floss, since immature pods yield floss of inferior quality. After collection, the floss is extracted from the pods and partly dried. The milkweed fibres are treated with sodium hydroxide (5% concentration, temperature – 60℃ and time of 30 min) to partially remove the lignin and to make the rougher surface and then are neutralized and dried [10].
Methods
Yarn production
The yarn production was carried out on a micro-spinning line (Trytex, India). The polyester (PES) fibres were hand mixed with milkweed fibres (M) at three different blend ratios of PES/M 80/20, 60/40 and 40/60. Because of processing difficulties such as web falling in carding and roller lapping, the maximum milkweed proportion was limited to 60% in the blend. By analysing the flat waste in a carding machine, it is observed that most of the milkweed fibres are going as a waste rather than PES. Hence, the flat waste percentage has been analysed for various milkweed blend proportions and based on that extra quantities of milkweed fibres have been added in the mixing to maintain the same milkweed fibre proportion in the final yarn. After carding, two draw frame passages were given and then the sliver is fed to the rotor machine for the production of 20 tex yarns. In rotor spinning machine opening roller speed of 6000 rpm, rotor speed of 40,000 rpm was kept for the manufacturing of 20 tex yarn.
Testing of yarn properties
The yarn characteristics, such as single yarn strength and elongation (ASTM D 2256-02), yarn evenness and imperfections (ASTM D 1425-09), were tested as per standard method. The yarn diameter (2D – measured in two dimensional sensor) of various blended samples was measured in USTER TESTER 5. All the tests were carried out after conditioning the samples at the standard temperature (27.0 ± 2℃) and relative humidity (65 ± 5%).
Production of plated knitted fabric
The single jersey plated knitted fabric was produced in Laboratory Knitting machine (3 V International, India; gauge – 24, diameter – 20 inches, machine speed – 20 rpm) with similar constructional parameters such as wales per inch, course per inch and loop length by passing the two yarns in the same feeder so only yarn will appear on face side and another one in the reverse side of the fabric as shown in Figure 1. The fabrics were then scoured and bleached as per standard procedure. After the treatment, the fabrics were washed, neutralized with acid and dried.
Structure of plated knitted fabric [27]. (a) PES yarn on face of plated fabric; (b) PES/M yarn on face of plated fabric.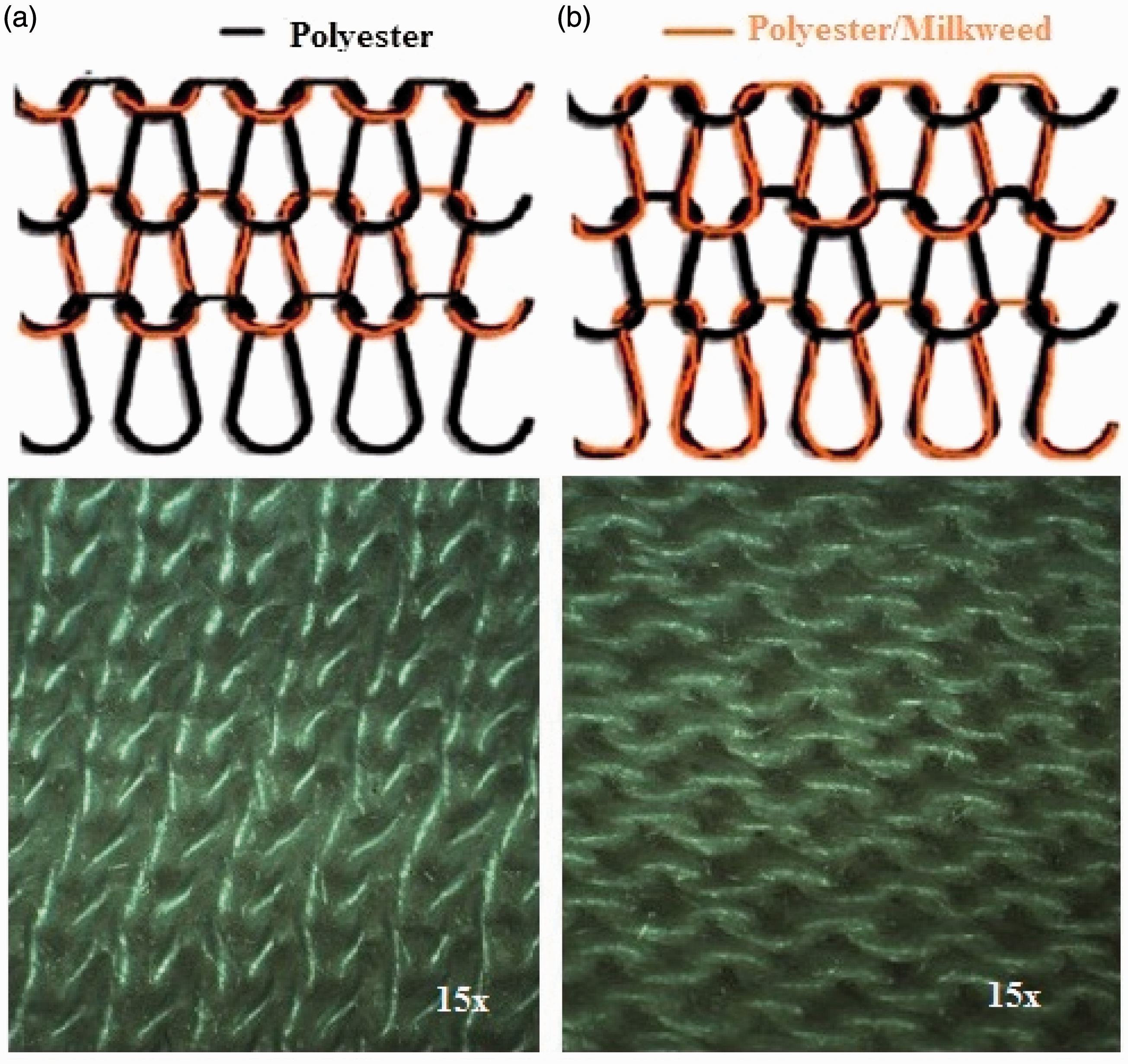
Sample code, fibre composition and yarn linear densities of plated fabrics.

Testing of plated fabric properties
Single Jersey plated knitted fabric properties.
Resultant yarn linear density in the plated fabric was determined by summation of top and bottom layer yarn linear densities. Milkweed fibre percentage in the plated fabric was determined as the ratio of milkweed blended yarn linear density and resultant yarn density multiplied by milkweed blend proportion in the PES/M blended yarn as shown in equation (1):

Comfort properties of fabrics
Moisture vapour transport evaluation
Evaporative dish method based on the British Standard, BS 7209 was used to determine the moisture water vapour permeability (MVTR) through a known area of a fabric in a controlled atmosphere. The MVTR in g/m2/day is calculated as shown in equation (2):

Thermal conductivity by Lee’s disc method
Thermal conductivity (K) is defined as the quantity of heat (Q), passed through a thickness L, in a direction normal to a surface of area A; due to temperature difference ΔT, under steady state conditions and when heat transfer is dependent only on the temperature gradient. The Lee’s disc method is used for determination of thermal conductivity of the fabric [28].
Air permeability
The air permeability is defined as volume flow rate per unit area of a fabric when there is a specified pressure differential across two faces of the fabric. Air permeability of the samples were measured via standard TS 391 EN ISO 9237 method, using the Textest FX 3300 air permeability tester. The measurements were performed for five samples at a constant pressure drop of 100 Pa (20 cm2 test area). All tests were performed under standard atmospheric conditions.
Liquid moisture management characteristics
The AATCC 195-2009 standard test method was used for the measurement, evaluation and classification of liquid moisture management properties of the plated knitted fabric samples using Moisture Management Tester (MMT) (SDL Atlas, Hong Kong). Before testing, all the samples were conditioned at 27 ± 2℃ and 65 ± 5% RH according to ASTM D1776 standard practice for conditioning and testing textiles.
The MMT is designed to sense, measure and record the liquid moisture transport behaviours in multiple directions. When moisture is transported in a fabric, the contact electrical resistance of the fabric changes and the change in resistance value depends on two factors: the components of liquid and the water content in the fabric. The liquid components are fixed, since same amount of test solution (simulating sweat) is dropped on the top (next to skin) layer of the fabric. Thus, the water content in fabric determines the measured electrical resistance [29,30]. This principle is employed in MMT to obtain moisture management indices for top and bottom layers of fabric. The sensor arrangement and measuring rings of MMT instrument is shown in Figure 2.
Diagram of measuring head of MMT [30].
The fabric sample was placed between the two sensors. To simulate sweating, a special solution of 0.15 g was dropped onto the fabric automatically by the instrument for 20 s. The measuring time for each of the fabric samples was set for 120 s. The test solution is free to move in three directions after dropping onto the fabric’s top surface: spreading outward on the top surface of the fabric, transferring through the fabric from the top to the bottom surface and spreading outward on the bottom surface of the fabric and then evaporating. During the test, changes in electrical resistance of specimens are measured and recorded. A summary of the measurement results was used to grade the liquid moisture management properties of a fabric tested using predetermined indices [29–31].
MMT indices
Wetting time (WTT – top surface and WTB – bottom surface)
It is the time in seconds when the top and bottom surfaces of the specimen begin to be wetted after the test is started.
Absorption rate (ART – top surface and ARB – bottom surface)
It is the average speed of liquid moisture absorption for the top and bottom surfaces of the specimen during the initial change of water content during a test.
Maximum wetted radius (MWRT – top surface and MWRB – bottom surface)
It is the greatest ring radius measured on the top and bottom surfaces.
Spreading speed (SSi)
It is the accumulated rate of surface wetting from the centre of the specimen, where the test solution is dropped to the maximum wetted radius.
Accumulative one-way transport capability (AOTI)
It is the difference between the area of the liquid moisture content curves of the top and bottom surfaces of the specimen with respect to time.
Overall moisture management capacity (OMMC)
It is an index to indicate the overall capability of the fabric to manage the transport of liquid moisture, which includes three aspects of performance: the moisture absorption rate on the bottom side, the one way liquid capability and the moisture drying speed on the bottom side, which is represented by the accumulative spreading speed. The larger the OMMC is the higher the overall moisture management ability of the fabric. The OMMC is determined as per equation (3) given below:

Grading of MMT indices.

Statistical analysis
One-way analysis of variance (ANOVA) was performed at a confidence level of 95% to obtain F and p-values for all the test samples. The p value less than 0.05 was considered significant for the statistical evaluation of test results. The values of ‘p’ and ‘F’ are tabulated in Tables 6 to 8 in Appendix. The strength and direction of association between the different moisture management indices were determined by Pearson correlation coefficient.
Results and discussion
Influence of milkweed proportion on yarn characteristics
The influence of milkweed blend proportion on PES/M rotor blended yarn characteristics are shown in Figure 3. It is observed from Figure 3(a) that the yarn tenacity decreases as the milkweed content increases in P/M blended yarns. With increase in milkweed fibres in the blend, the tenacity goes down owing to more number of relatively weaker and less cohesive fibres in the yarn cross-section [12]. The yarn elongation increases with increase in milkweed fibre proportion, which depicts the milkweed fibre slippage during breakage of yarn (Figure 3(b)).
Effect of milkweed blend proportion on PES/M rotor yarn characteristics (a) Tenacity of rotor bended yarn; (b) Elongation of rotor bended yarn(c) Unevenness of rotor bended yarn; (d) Imperfection of rotor bended yarn; (e) Hairiness of rotor bended yarn.
The influence of milkweed blend proportion on rotor spun yarn unevenness and imperfection is shown in Figure 3(c) and (d). From the figure, it is clear that the yarn unevenness and imperfection increases with increase in milkweed content as milkweed fibres could not be controlled effectively during the yarn formation because of its intrinsic nature and lesser cohesive force [28,32].
The effect of milkweed blend ratio on yarn hairiness values is given in Figure 3(e). In case of rotor spinning, as the milkweed proportion increases, the clumps of fibres at the exit of transport tube leads to improper deposition of fibres in the rotor groove. During twisting, the fibres which are not deposited well inside the rotor groove could not be able to fully integrate into the yarn structure leading to higher yarn hairiness values [32]. All the yarn characteristics were found statistically significant as suggested by one-way ANOVA as shown in Table 6.
Influence of milkweed proportion on fabric characteristics
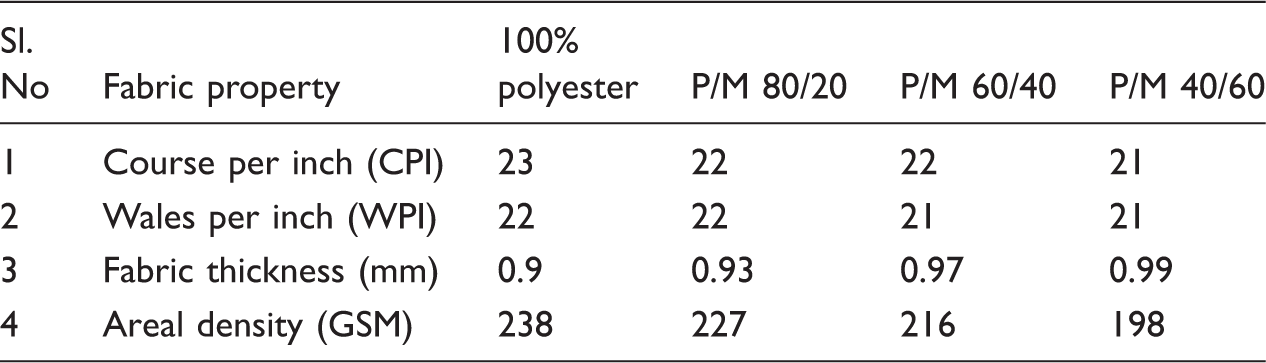
The influence of milkweed proportion on plated knitted fabric thickness and areal density (GSM) is shown in Figure 4. From the figure, it is evident that the fabric thickness increases and GSM decreases with increase in milkweed proportion. The increase in yarn diameter (bulkier yarn) with increase in milkweed proportion (Table 1) resulted in increase in fabric thickness. Further, the low density of milkweed fibres compared with PES results in lower areal density (GSM) of fabrics with increase in milkweed proportion.
Effect of milkweed blend proportion on fabric thickness and areal density.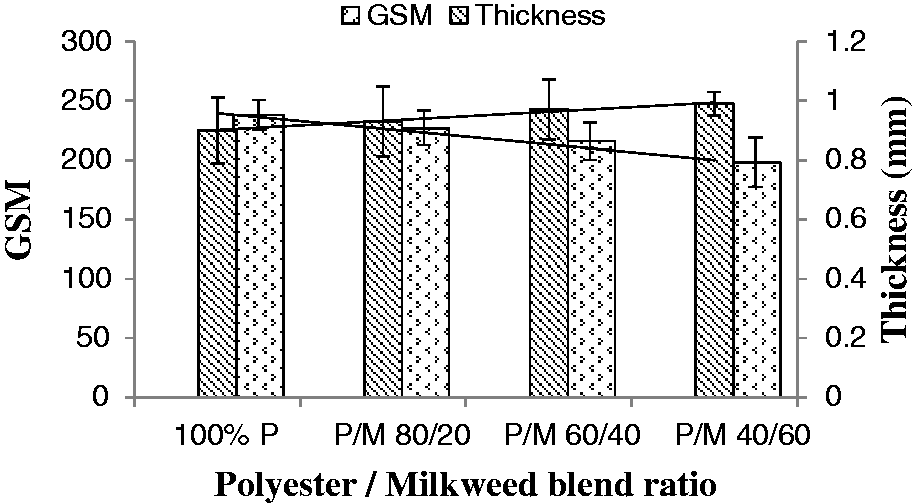
The influence of milkweed blend proportion on bursting strength of plated knitted fabrics is shown in Figure 5. From Figure 5, it is observed that the bursting strength of the PES/M blends is lower than 100% PES and is decreasing with increase in milkweed blend ratio. The poor yarn tenacity of milkweed blended yarn fabrics could have led to poor bursting strength of fabrics.
Effect of milkweed blend proportion on bursting strength of fabric.
Influence of milkweed proportion on fabric comfort characteristics
The effect of milkweed proportion on the comfort characteristics of plated knitted fabrics is shown in Figure 6. From Figure 6(a), it is observed that the air permeability of PES/M blended fabrics is decreasing with increase in milkweed proportion and is lower than 100% PES fabrics. In PES/M blended yarn fabrics, the higher yarn diameter with increase in milkweed proportion along with the higher yarn hairiness reduces the inter-yarn space, which overlaps the inter-yarn pore area significantly leads to reduction of air permeability in milkweed blended fabrics.
Effect of milkweed blend proportion on comfort characteristics of fabric (a) Air permeability of plated fabric; (b) Water vapour permeability of plated fabric; (c) Thermal conductivity of plated fabric.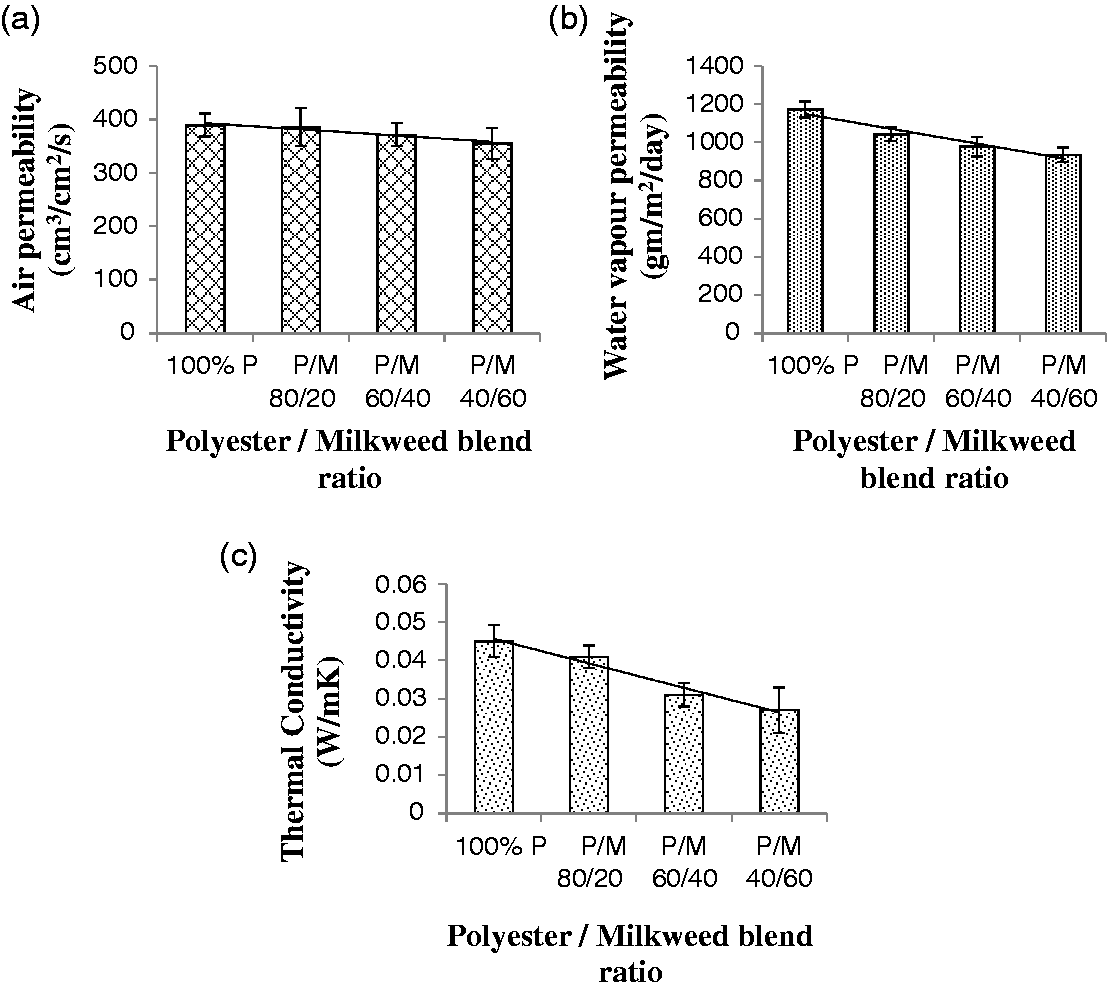
The influence of milkweed proportion on water vapour permeability of blended fabrics is shown in Figure 6(b). The yarn property and fibre content play a vital role in water vapour transmission. The water vapour permeability of PES/M blended fabrics is significantly lower than 100% PES fabrics. The increased yarn diameter and yarn hairiness of PES/M blended yarns (Figure 7) with increase in milkweed blend proportion resulted in lesser inter-yarn spaces in the fabric, which resulted in lower water vapour transmission compared with 100% PES fabrics in rotor yarn fabrics [33].
Reduction of inter-yarn gap due to yarn hairiness in P/M plated fabric.
The thermal conductivity of PES/M blended rotor yarn fabric is significantly lower than 100% PES fabrics (Figure 6(c)), which indicates better thermal resistivity or thermal insulation property compared with 100% PES fabrics. The reduction of inter-yarn gap with increase in milkweed blend proportion leads to better storage of air pockets, which resulted in lower thermal conductivity of PES/M blended fabrics. Further, the hollow nature of milkweed fibres and larger inter-fibre gap in the yarn due to poor packing density helps in storage of air pockets both within and between fibres, respectively, resulting in lower thermal conductivity of blended yarn fabrics [34]. All the fabric comfort characteristics were found statistically significant as suggested by one-way ANOVA as shown in Table 7.
Moisture management characteristics
Hundred percent PES–PES/milkweed blended yarn plated knitted fabrics were compared for their moisture management characteristics by changing the bottom (outer) and top (inner) layers in such a way that PES/milkweed blend was kept as bottom layer in one of the samples and as top layer in another sample.
Effect of blend proportion on wetting time and absorption rate
The wetting time and absorption rate of different plated fabric samples are shown in Figure 8.
Wetting time and absorption rate of plated fabrics.
From Figure 8, it is noted that in case of PES/PES plated fabrics, the wetting time is very low compared with other fabrics as water is transported through the layers of fabrics very quickly due to the hydrophobic nature and wicking capability of PES fibre. In case of 20%M/PES and PES/20%M plated fabrics the wetting time is almost the same but is higher than 100% PES plated fabrics.
In case of 40%M/PES and 60%M/PES plated fabrics, the wetting time of top layer (WTt) was found to be less compared with bottom layer (WTb). This suggests that the water is accumulated in the top layer and showed poor moisture transfer to the bottom layer. This could be due to the hydrophilic nature of milkweed fibres in the top layer [35,36]. The results indicate that generally wetting time of the bottom surfaces is higher than the top surfaces when M/PES blended fabric layer is kept as top layer and 100% PES as bottom layer. This could be explained by the water absorbency characteristics of the fibres. As natural fibres, milkweed fibres have a hydrophilic property, which has bonding sites for water molecules. Therefore, water tends to be retained in the hydrophilic fibres, which have poor moisture transportation and release compared with hydrophobic PES fibres [35].
The water content and water location of top and bottom surfaces of different fabrics are shown in Figure 9. From the figures, it is evident that the water content of the bottom surface is higher that of top surface in all the fabric, which ensures liquid is transferred effectively from inner surface to the outer surface of the fabric. When 100% PES layer is placed as top layer, the wetted area is lower compared with the wetted area of M/PES blends in top layers of fabrics. This shows the better transfer of water by PES fibre compared with M/PES blends.
Water content and water locations of plated knitted fabrics. (a) PES/PES, (b) 20%M/PES, (c) PES/20%M, (d) 40%M/PES, (e) PES/40%M, (f) 60%M/PES and (g) PES/60%M.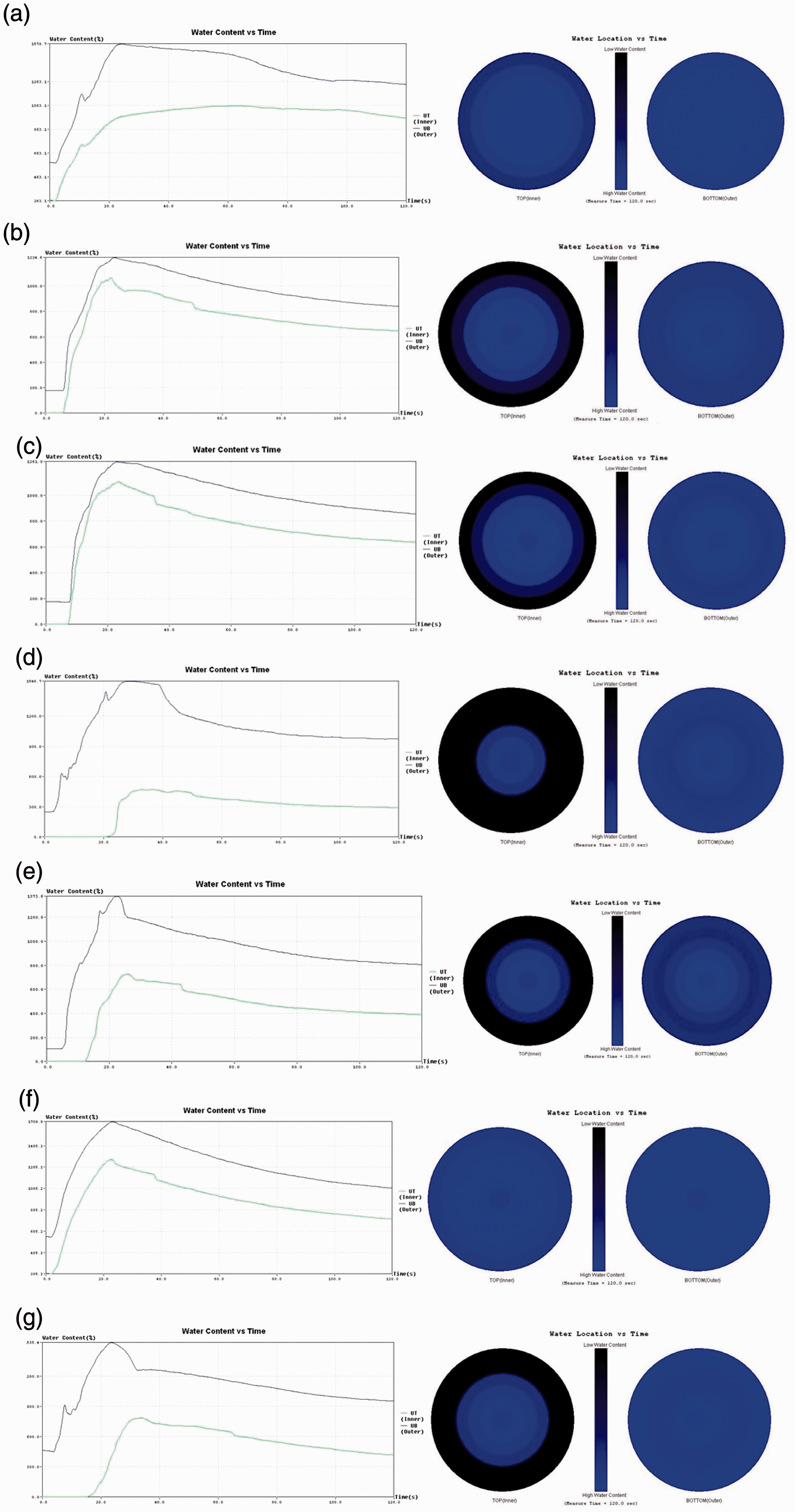
The absorption rate of different plated fabric samples are also shown in Figure 8. From Figure 8, it is observed that absorption rate of top layer (ARt) of plated fabric was higher compared with absorption rate of bottom layer (ARb) when M/PES blended yarn was kept as top layer (inner layer). Similarly, top absorption rate of plated fabric is lower compared with bottom absorption rate when 100% PES was kept as top one and vice versa. In case of M/PES blend, the milkweed fibre due to the presence of hydroxyl groups, it absorbs huge quantity of water and hence shows higher absorption rate. Statistical analysis of test results showed that the effect of fibre type on top and bottom wetting time and absorption rate was statistically significant as shown in Table 8.
Effect of blend proportion on wetting radius and spreading speed
Maximum wetting radius (MWR) and spreading speed (SS) provide indication of how fast the liquid is spreading and evaporating over the fabric surface. Spreading speed is the accumulated rate of surface wetting from the centre of the specimen, where the test solution is dropped to the maximum wetted radius. The MWR and SS of different plated fabrics are shown in Figure 10.
Maximum wetting radius and spreading speed of plated fabrics.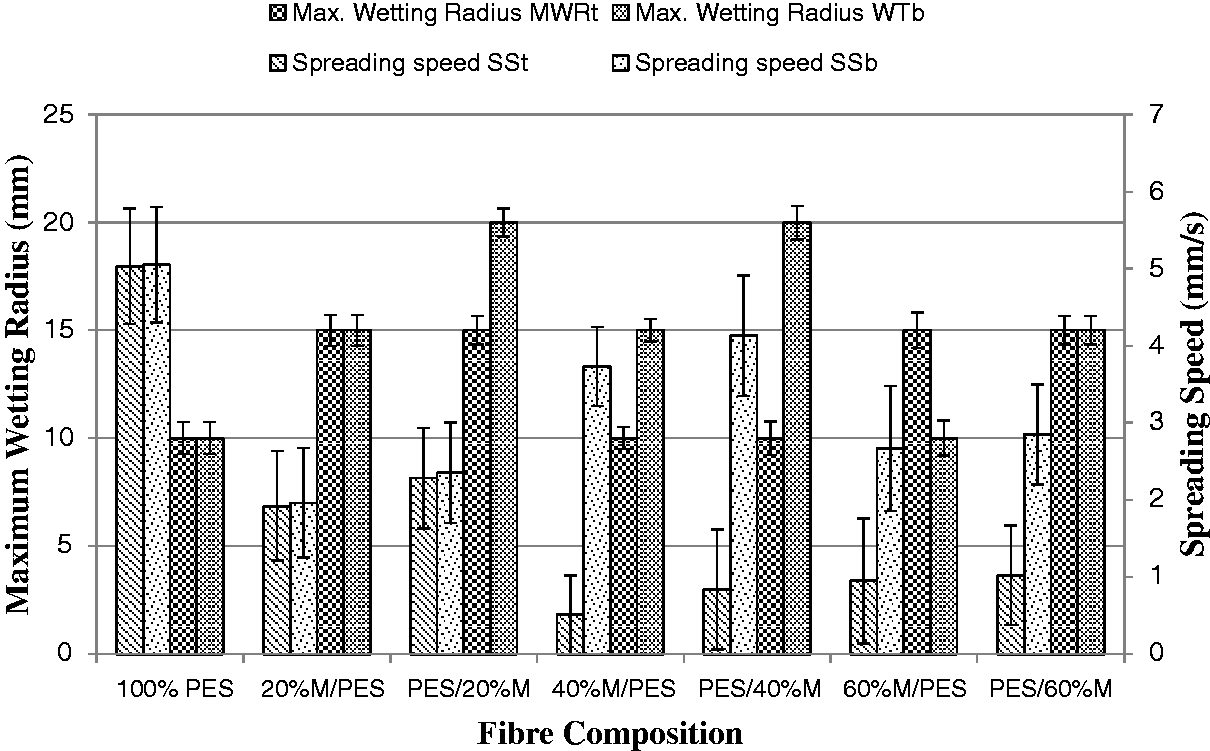
If the sweat evaporates from the skin surface, the body loses heat and the instant heat loss of liquid sweat increases the cool and clammy feeling of the wearer. Hence, to avoid a cool feeling, a fabric that has a good capillary effect can be useful to take the sweat away from the skin surface. In MMT, the top surface of the fabric is designed as inner surface that will be in contact with the human skin. Therefore, lower top MWR value denotes lower wet touch and higher skin comfort [36–38]. Further, higher MWR and SS of bottom layer of plated knitted fabric shows higher evaporation of liquid from bottom layer of fabric and minimum time to dry the fabric.
From Figure 10, it could be noted that no difference in MWR and SS in case of PES/PES plated fabrics. In case of PES/20%M, PES/40%M and PES/60%M plated fabrics, the MWRb and SSb of plated fabric was found higher compared to 20%M/PES, 40%M/PES and 60%M/PES plated fabrics. As the milkweed fibres are hydrophilic, when it is kept as top layer, it absorbs the test liquid rather than transporting the liquid to the bottom layer, which leads to lower MWRb and SSb of plated fabrics and vice versa. As the PES fibres are hydrophobic, when it is kept as top layer (inner), it transmits the liquid rather than absorbing it, leading to lower MWR and spreading speed. Conversely, as hydrophilic milkweed fibres are kept in bottom layer, which absorbs the liquid resulted in higher MWR and spreading speed. The MWR and SS were found statistically significant at 95% confidence interval as suggested by one-way ANOVA in Table 8.
Effect of blend proportion on one-way transport capacity (OWTC) and OMMC
OWTC represents the difference between the area of the liquid moisture content curves of the top and bottom surfaces of the specimen with respect to time and OMMC represents the overall moisture management characteristic of the fabric. From Figure 11, it could be seen that 40%M/PES as well as PES/40%M shows higher OMMC value compared with other fabrics due to higher OWTC in case of 40%M/PES and higher bottom absorption rate and spreading speed in case of PES/40%M. The OWTC and OMMC were found statistically significant at 95% confidence interval as suggested by one-way ANOVA in Table 8.
OMMC and OWTC of different plated knitted fabrics.
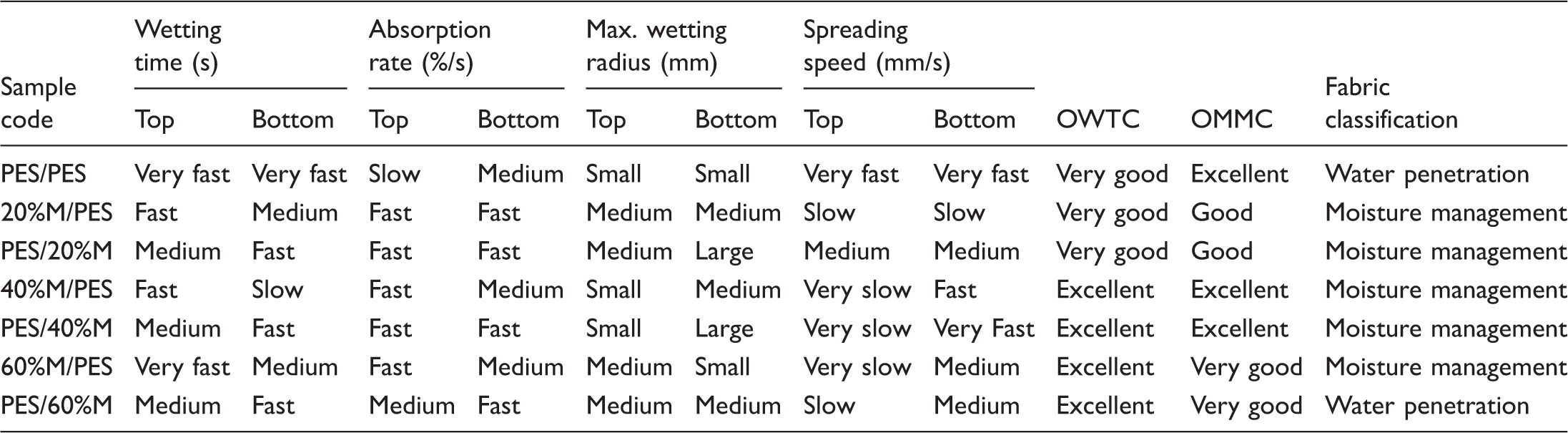
Grading of plated fabrics
Grades of moisture management properties of plated knitted fabrics.
Statistical analysis of association between moisture management indices
Pearson correlation coefficient between various moisture management indices.
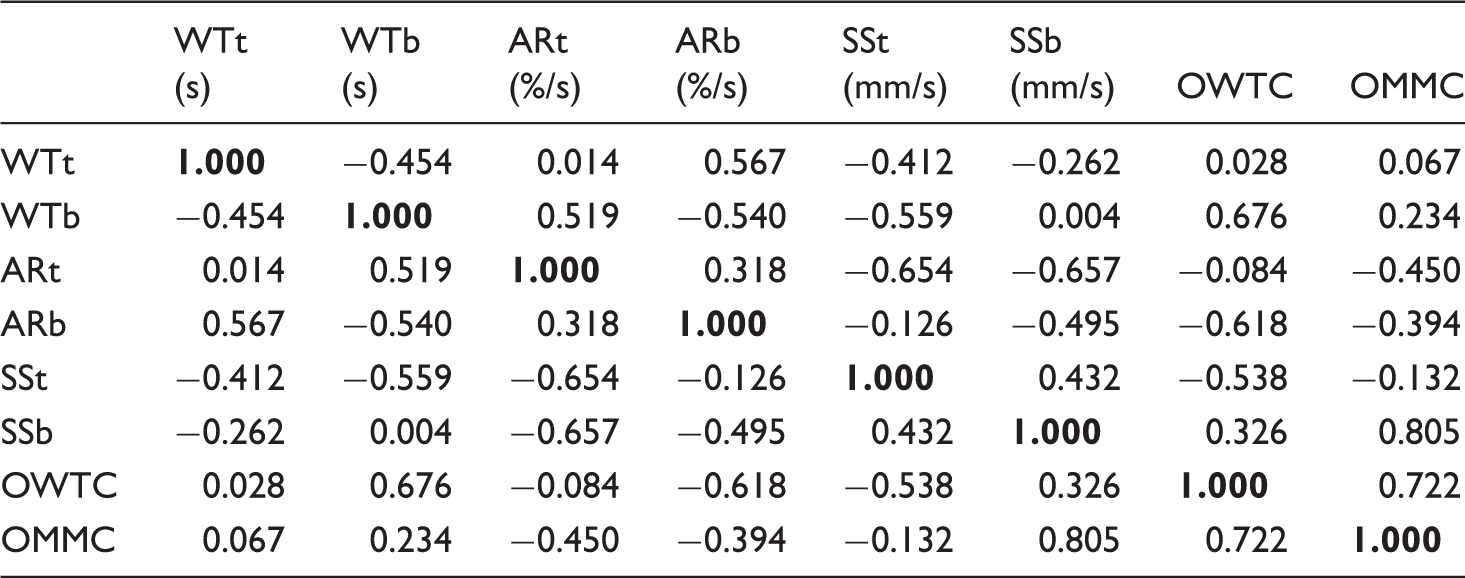
The above statement seems convincing as the positive and linear relationship between WTt and OWTC, OMMC indices implies that longer time the top (inner) layer takes to wet, better would be the one-way liquid transfer to the bottom layer (outer). Similarly, positive and linear relationship with SSb implies that liquid has been transferred very rapidly to the bottom layer. The negative correlation with ARt suggests that, as top absorption rate are higher the liquid absorption in the top layer would be high, hence hindering the liquid transfer to the bottom layer leading to lower OWTC and OMMC values.
Conclusion
In this research work, the influence of milkweed percentage on PES/M blended rotor yarn characteristics and comfort and moisture management characteristics of plated knitted fabrics were analysed. The yarn and fabric characteristics deteriorate with increase in milkweed blend proportion owing to its intrinsic nature of brittleness and less cohesiveness. The air and water vapour permeability decreases and thermal insulation increases with milkweed blend proportion due to reduction of inter-yarn spaces in the fabric and hollow nature of milkweed fibres.
Various moisture management indices were analysed by changing the inner and outer layers of plated knitted fabrics. From the various MMT indices, it is observed that the bottom absorption rate, bottom spreading speed, OWTC and OMMC values and grades were higher for fabrics (PES/20%M, PES/40%M) plated with hydrophobic (100% PES) fibre as inner (top) layer. Interestingly, even though milkweed fibres are hydrophilic, the samples 20%M/PES, 40%M/PES and 60%M/PES were also classified as moisture management fabrics. This could be probably due to the presence of PES fibre in the blend as well the due to the hollow nature of milkweed fibres which is responsible for transportation of liquid through capillary action. The PES/PES and PES/60%M samples were classified as water penetration fabrics owing to the smaller spreading area and very good OWTC.
Though several combinations and blends are showed as moisture management fabric, it can be concluded from this study that PES/40%M or 40%M/PES are more effective next-to-skin applications, summer wear, active wear, and sportswear applications owing to their superior moisture management characteristics.
Footnotes
Declaration of Conflicting Interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.