
Abstract
During exercise, the degree of sweating in different parts of the body varies. The organization of different functions in different parts can be realized using weft knitting seamless technology. The advantage of this technology was that it can be one-piece woven, has high efficiency, offers environmental protection, provides superior wearing comfort, and facilitates the rapid response of sweat and sweat management in different parts. In this work, 9.33 tex/384 F yarn was selected as the face yarn, and 5.55 tex/24 F yarn was selected as the ground yarn, seven fabrics were designed using a combination of three basic plated loops. The effect of two factors, surface porosity and fabric tightness, on the sweat management performance of plated fabrics was investigated through experiments, including moisture management performance, liquid spreading performance, wicking performance, evaporation performance, air permeability and moisture permeability performance, etc. The results showed that the smaller the surface porosity of the fabric, the better the one-way transmission performance of the liquid. However, the larger the surface porosity, the easier the liquid plane diffusion was. The tightness of the yarn filling in the fabric was beneficial for the weft flow of the liquid. A certain degree of tightness was helpful for the unidirectional conduction of fluid, but both too tight and too loose fabrics were not conducive to fluid conduction. Studying the difference in performance caused by the surface porosity and the tightness of the fabric can provide some theoretical help for the design of weft-knit seamless sports products.
Keywords
When people are in a hot environment or after exercising, the body will sweat to dissipate heat and maintain the body’s heat balance. 1 The range of maximum sweat production in the human body is from 2–4 L per hour or 10–14 L per day, and the maximum sweating rate of an adult ranges from 10 to 15 g/min·m2.2,3 The researchers measured sweating at different sites for both exercise intensity (Intensity 1: the target heart rate was 125–135 beats per min; intensity 2: the target heart rate was 150–160 beats per min). The highest sweat rates were observed in the central (upper and middle back) and lower back at intensity 1 and intensity 2, up to 1197, 1148 and 856 g m−2 h−1 at intensity 2, respectively. 4 The accumulation of sweat can bring discomfort to the body and also lead to the growth of bacteria. 5 Therefore, the development of products with good moisture and heat management functions is now a hot research topic. On the skin, sweat existed mostly in liquid form and when it came in contact with the fabric, it was conducted vertically through wicking; 6 at the same time, sweat flowed along the fiber pores and spreads in the plane direction of the fabric. 7 In addition, during the evaporation process, a portion of the sweat took on a gaseous state in the microenvironment. This gaseous state can flow through the fabric’s pores and aid in heat conduction. Therefore fabrics with the ability to manage sweat are very important in the sports category and can achieve the core requirements of heat and moisture management through sweat management. 8 Many studies have reported fabrics with sweat management features. On the one hand, the difference in wetting properties between the inner and outer sides of the fabric can be used to manage sweat. For example, fabrics can be treated with global hydrophobicity and discrete local gradient wettability using a continuous plasma treatment; 9 or they can be treated by a combination of superhydrophobic finishing and selective plasma treatment. 10 It had also been reported that single-layer cotton fabrics with targeted sweat transport can be manufactured using femtosecond-laser induction technology. 11 However, the principle of the differential capillary effect can also be applied to study and design products with sweat management functions. Whether it was a one-dimensional (1D) fiber assembly 12 or a nanofiber membrane composite material with different densities, 13 both contributed to moisture management by adjusting the capillary diameter in the vertical direction of the fabric so that liquid was transported in a directional fashion. It was also possible to combine the two principles, designing fabrics with the dual effects of different capillary pore distribution and asymmetric wettability. 14 In light of these studies, however, it was necessary to consider combining functionality and wearing comfort while also researching functional durability during wear.
Due to differences in the basal metabolic rate of each part of the body, it was widely recognized that the amount of sweating varies from region to region. 15 Therefore, materials with different heat and moisture management characteristics were applied to different parts, which could respond quickly to the heat and moisture in the microenvironment 16 and contributed to wearing comfort. 4 In recent years, the increase in demand for personalized and functional sportswear had also put forward higher requirements for production technology. Knitted products were known for their elasticity, softness, and structural diversity, making them the first choice for sportswear. 17 Traditional knitted products were generally woven from yarn into blank fabric, then cut and sewn to obtain garments. However, when fabrics with various characteristics were used in different parts, the process was longer and the overall efficiency was low. By changing the weaving action in certain areas, seamless knitting can achieve the integration of multiple structures. This allows seamless knitting to design the structure according to the needs of different parts of the body.18,19 In addition to reducing sewing waste, it was able to shorten the process and reduce labor costs because it meets functional needs. For clothes, comfort was one of the most significant features for a consumer. Seamless technology eliminated the discomfort caused by rubbing at the seams, which greatly improved wearing comfort. Weft knitting seamless technology, which relied largely on seamless underwear circular knitting machines for designing and weaving, had the advantages of speed and high output. A widely used structure in weft knitting seamless technology was the plated stitch. It consists of a double-layer structure of face yarn and ground yarn, with different functional yarns that could present different effects on both sides.
In most cases, research on the plated structure for moist management was conducted from the perspective of raw material selection. For example, it has been reported that a kind of thermal-wet comfort-plated fabric has been developed by spinning viscose yarn (hydrophilic) as the outer layer and polypropylene (hydrophobic) yarn as the inner layer. 20 Alternatively, the use of triangular polyester fibers as the inner layer and combed cotton yarns as outer layer has proved to be superior to carded cotton yarns as an outer layer in terms of heat and moisture management. 21 In addition, studies have reported the application of polyester trilobal flat (PES) and polypropylene (PP) as a face yarn, and polyamide (PA), elastane (EL), polyester Coolmax (CL), PBT, Dry-release (DR) and viscose Outlast (VO) as a ground yarn, to design plated fabrics and study their management of heat-wet comfort performance. This work has demonstrated that the hygroscopic properties of fabrics are mainly determined by the effective capillary pore distribution and path, as well as the surface tension. The drying performance is linked to the molecular structure of the fiber. 22 There were different types of plated stitches themselves. In addition, the way and position of yarn feeding, as well as the feeding angle and quantity of yarn, can play a role in regulating the knitting structure.23,24 Knitted structure design has the advantage of utilizing the characteristics of yarns and knitted structures. Compared with the physical-chemical modification method, the structure-function design approach was more environmentally friendly and had superior durability. A number of studies have reported the use of knitted structural properties to design fabrics with thermal-wet comfort. For example, double-knit fabrics with mesh on one side have better breathability, moisture management performance, drying performance, thermal physiology and dynamic cooling function, but the core absorption height was lower than that of double-layer uniform textile fabrics without mesh. 25 It has also been reported that the double-layer structure has better moisture absorption, and the mesh structure has good breathability. Therefore, it is possible to design both dense and open mesh areas on the basis of a single-layer knitted structure. This will balance the thermal and moisture comfort of the overall knitted structure. 26 The thickness of plated fabric was thinner than conventional double-knitted fabric, so it has a wide range of applications in sportswear fabric.
Seamless forming technology allowed for the design of different combinations of plated structures, but there were few studies on the effect of different plated fabrics on heat and moisture management performance. Therefore, this study applied the basic plated loops, and designed seven kinds of fabrics. Then the effect of fabric surface porosity and tightness on the sweat management performance of the seven plating fabrics was investigated. The purpose was to optimize the structural design of the plated fabrics and to provide a design basis for the preparation of seamless garments with good sweat management.
Materials and methods
Materials
Knitted fabric is loose and porous, soft and elastic, which makes it widely used in the fields of intimate apparel and sportswear. As shown in Figure 1(a), different parts of the body sweat differently after exercise, among which the core sweating areas are the front chest, armpits and back.27,28 Therefore, different fabrics need to be designed in different parts according to the difference in sweating. Weft knitting seamless technology can skillfully fulfill this requirement. Plated fabric is a common type of knitted fabric that has a wide range of applications in seamless technology. Figure 1(c) shows the structure of the plated fabric, which consists of two layers of yarns, the inner yarn is called ground yarn and the surface yarn is called face yarn. Both yarns can be looped at the same time or not, so there are many types of plated loops. We chose three types of plated loops for our design. Figure 1(b) shows the three types of plated loops, and we number them as basic loop A, basic loop B and basic loop C. Both the face and ground yarns of base loop A were knitted to form a coil. Neither the face yarn nor the ground yarn of base loop B was knitted to form a coil, but in the position containing base loop B, the coils of the previous row and the coils of the next row are directly threaded, so the coils were closely packed. The ground yarn of the base loop C formed coils and the face yarn did not form coils, so the ground yarn is revealed. We used 9.33 tex/384 F polyester yarn for the face yarn and 5.55 tex/24 F polyester yarn for the ground yarn. The purpose of this design is that, on the one hand, the 9.33 tex polyester yarn contains 384 monofilaments and the larger specific surface area of the fiber aggregate improved the water absorption of the polyester yarn; on the other hand, according to the differential capillary effect,29,30 the pairing of the two yarns enabled fast liquid conduction. The principle of our design is shown in Figure 1(e).
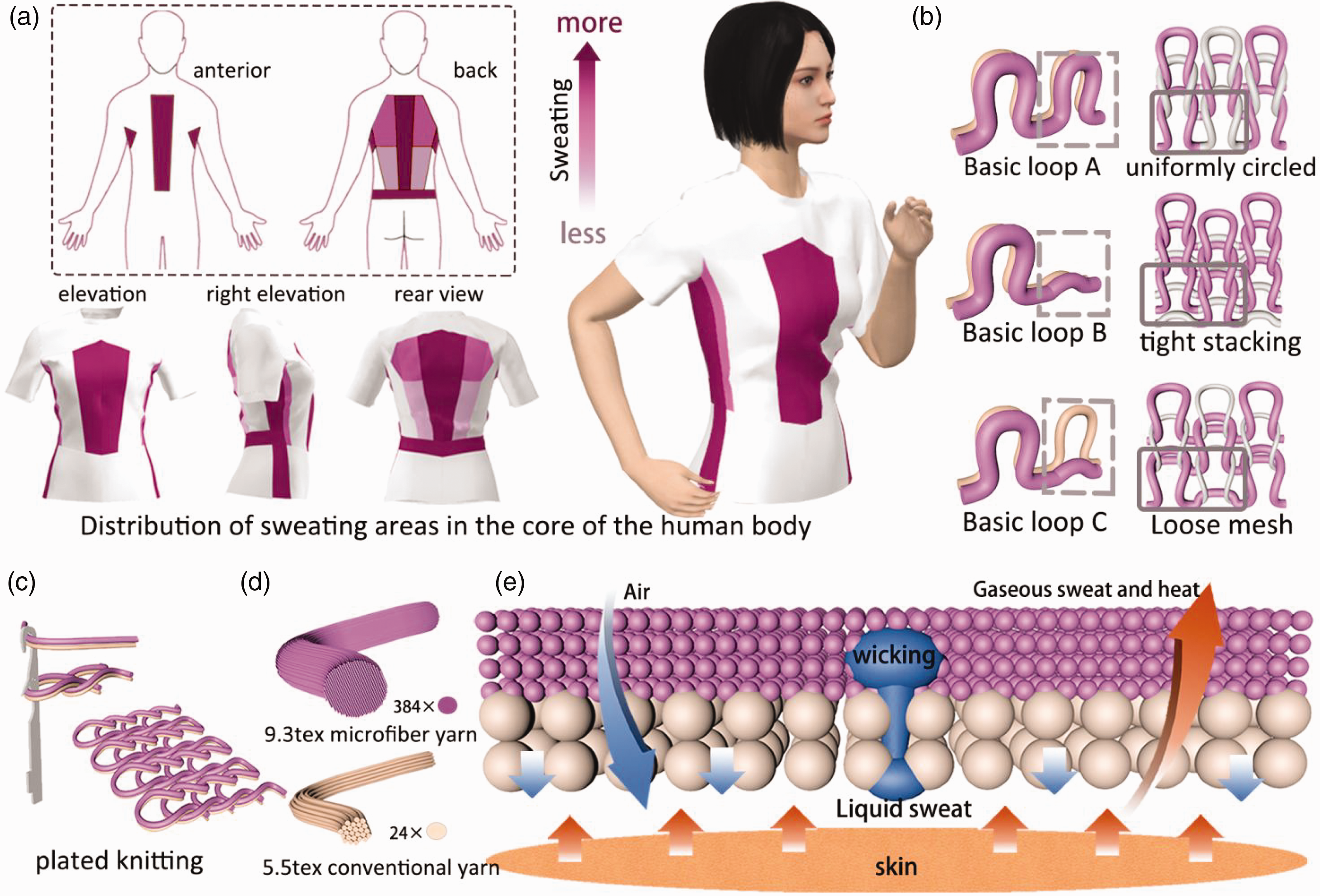
(a) Areas of the human body prone to sweating and seamless clothing design ideas. (b) Schematic diagram of the structure of the basic plated loops. (c) Schematic diagram of knitting for plating. (d) Two kinds of yarn material structure and (e) Heat and moisture exchange process for plated structure.
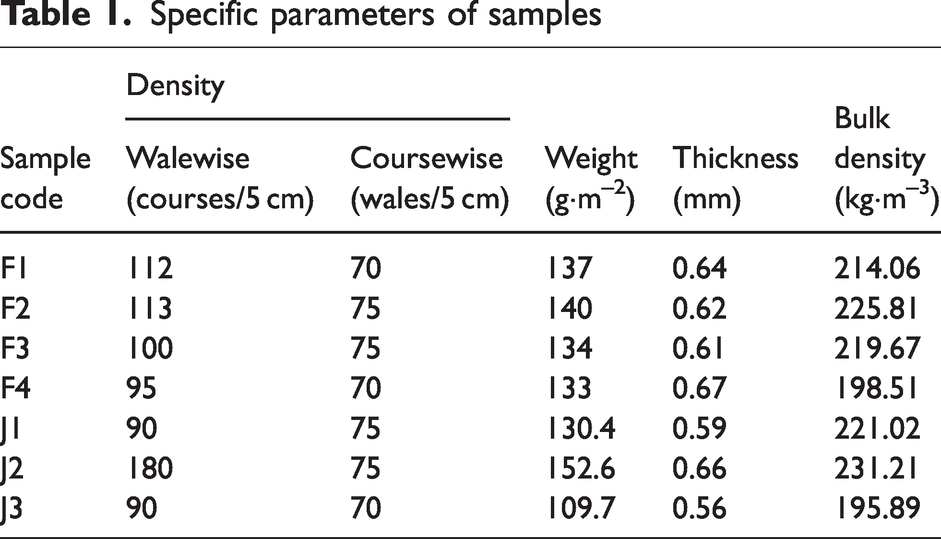
Different samples were designed by arranging three basic plated loops. First, three basic loops were arranged evenly to get three fabrics, and we numbered them J1, J2 and J3. J1 contained only basic loop A, J2 contained 1 by 1 arrangement of loop A and loop B, and J3 contained 1 by 1 arrangement of loop A and loop C. In addition, the basic plated loops were arranged in a non-uniform arrangement with a different number of proportions to get four fabrics, and numbered them F1, F2, F3 and F4. The intentional drawing, three-dimensional (3D) modeling drawing and flat picture of the seven fabrics are shown in Figure 2(b). The fabric was knitted on a seamless underwear circular knitting machine (SM8-TOP2 MP2, Santoni (Shanghai) Knitting Machinery Co., Ltd., China), which has a gauge of 28, a cylinder diameter of 38.1 cm, and a total stitch count of 1344. As soon as the weaving was complete, we pre-shrunk the sample to ensure that its characteristics resemble those of the finished product. The seven fabrics were arranged in sections on a cylinder and woven in one piece, which ensured the same weaving conditions and weaving process parameters. The machine was equipped with a constant tension feeder, set at 2.5 CN, and the density control position in the machine weaving program was set at 11. Therefore, after weaving, the differences in density, pores and also the weight of different fabrics are derived from the differences in the arrangement of different loops. The basic information about the fabric is given in Table 1.
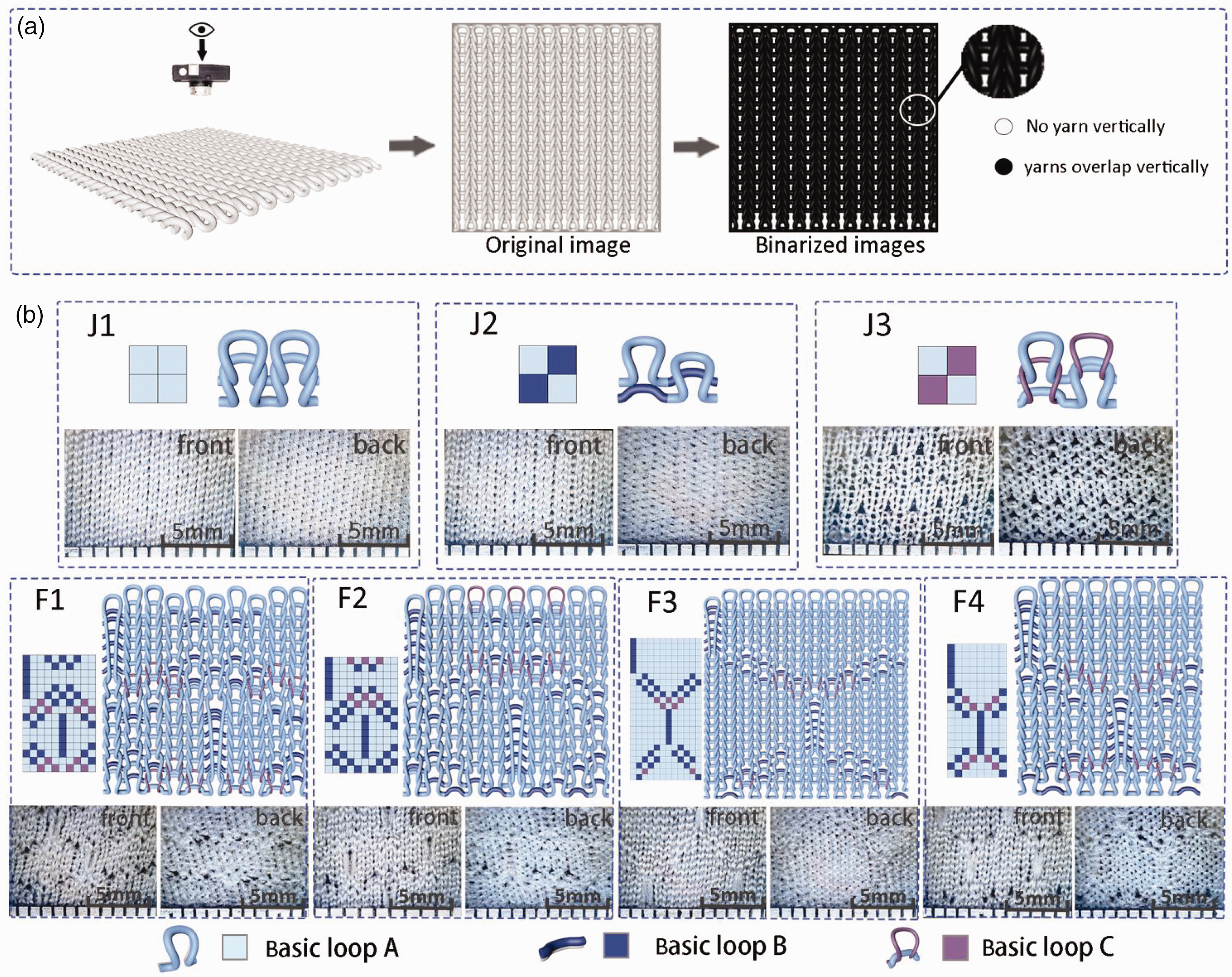
(a) The process of pore measurement on the fabric surface and (b) The pattern grid and real photo of front and back for seven fabrics.
Specific parameters of samples
Methods
Determination of surface porosity of fabrics
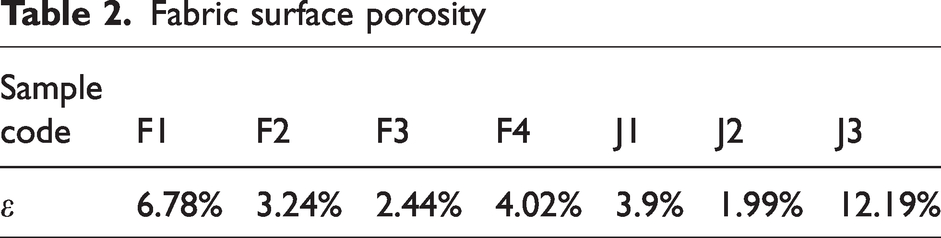
Project the fabric on a flat surface, then it can be observed that the vertical overlap of the yarns creates shadows. The ratio of projection to total area was defined as surface porosity. In a place where the light source was sufficient, place the fabric on a flat surface, the camera lens was 50 cm away from the fabric, and the lens direction was down, shoot the fabric. We marked the 1 cm × 1 cm area on the fabric in advance. After shooting, first apply Photoshop software to intercept the marked area, and then binarize them. The image after processing showed two kinds of areas, black and white, with the black area being the yarn-covered area and the white area being the pore area. Therefore, the ratio of the number of pixels in the white area to the number of pixels in the total area gives the surface porosity of the fabric, which was obtained from

Fabric surface porosity
The tightness factor of the yarn fabric
The tightness factor
31
describes the relationship between the yarn thread density and the length of individual loops
32
in a uniformly arranged
33
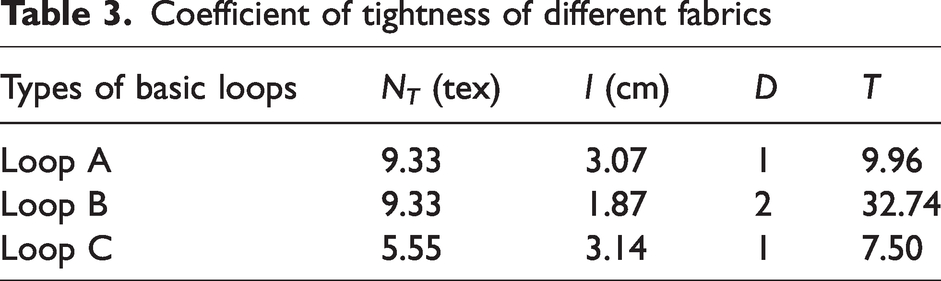
fabric, and can reflect the degree of yarn filling inside individual loops. By measuring the loop lengths in the three basic fabrics, the degree of yarn filling in the three basic loop units can be calculated and summarized. The larger the tightness factor was, the tighter the yarn arrangement was and the tighter the fabric was. The tightness factor of a conventional fabric was obtained from


Coefficient of tightness of different fabrics
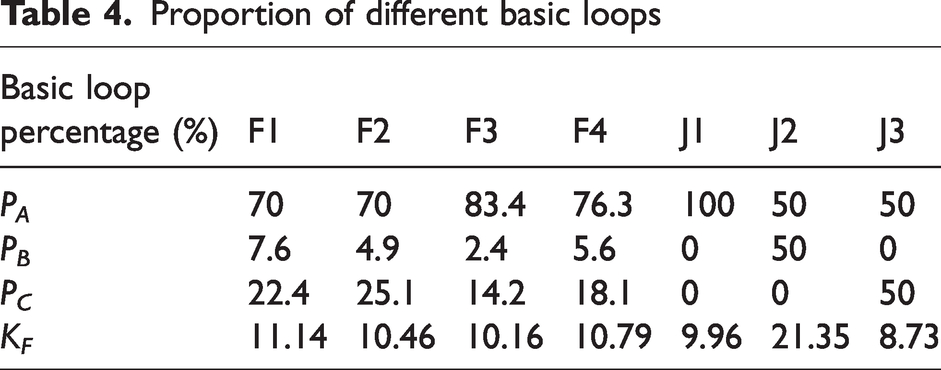
Seven fabrics that each contain a different number of basic loops were designed. The five-point sampling method was used to select five areas on the sample, according to the loop range of 144*144. Then, we counted the average number of basic loops A, basic loops B and basic loops C contained inside each area, and calculated their proportions. Using the tightness factors and percentages of the three basic loops, according to the following equation, the structural tightness factor KF for each type of fabric can be calculated:

Proportion of different basic loops
Moisture management
A moisture management tester (MMT, Q290; Standard Group (HK) Ltd.) was used to test the moisture management performance according to ASTM D1776-2008 standard. The test fluid was 0.9% wt sodium chloride solution used to simulate sweat. The test liquid delivery syringe was located in the center of the upper ring arrangement sensor, which simulates human skin sweating. The structure of the tester is shown in Figure 3(a). In the process of liquid spreading, the change of resistance between adjacent rings can reflect the moisture spreading in the top and bottom layers of the fabric, from which the top/bottom wetting time (WT, s), top/bottom absorption rate (AR, %/s), top/bottom maximum wetting radius (MWR, mm), top/bottom spreading speed (SS, mm/s), one-way transport index (OWT, %) and total water management capacity (OMMC) were obtained. Five samples of each fabric were tested to obtain average results with a variation.
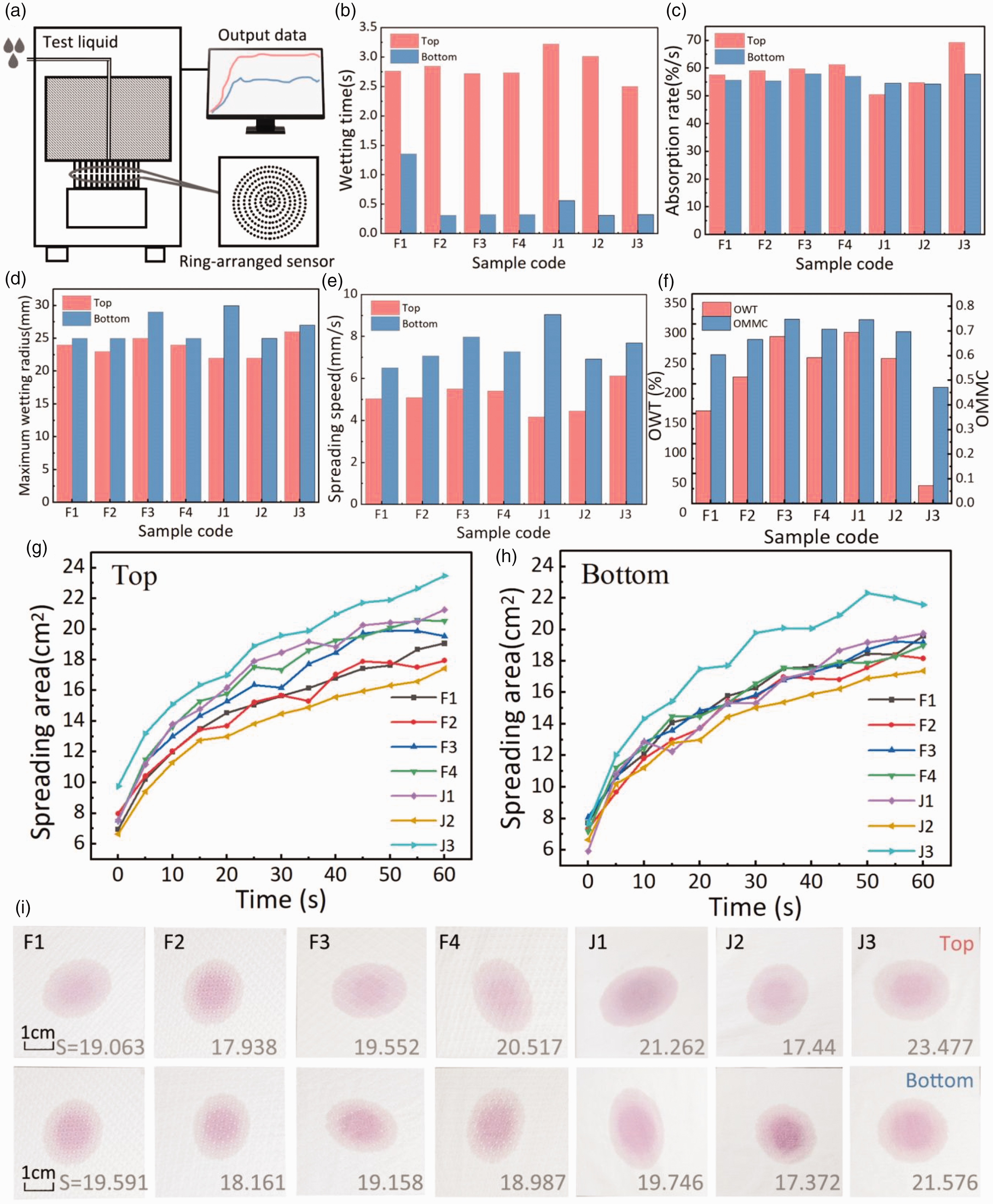
(a) Moisture management test instrument structure diagram. (b)–(e) Top/bottom wetting time, absorption rate, maximum wetting radius and spreading speed of seven fabrics. (f) Seven fabrics one-way transport capacity (OWT) and overall water management performance (OMMC). (g) and (h) Top/bottom drip spreading area change in 60 s and (i) Morphology and area of liquid after 60 s spreading.
Conduct a visual droplet spreading on the sample. Utilizing a violet, water-soluble dye along with a small-volume gel-pointed dropper and a fixation apparatus, observe the diffusion of droplet on both sides of the fabric after dropping water. Sample size is 10 × 10 cm, and each droplet consisted of a volume of 0.2 ml. Capture the area of liquid diffusion every 5 s after dripping, and measure the area of liquid diffusion using imageJ software.
Wicking performance
According to AATCC TM 197, the wicking height of the sample was measured, marked with a pen (300 × 25 mm) and immersed in deionized water. As the moisture climbs, the mark spreads, making it easy to observe the height and speed of the liquid's climb. The liquid rise height was measured every minute for the first 5 min and every 5 min after 5 min. The wicking speed and wicking height after 30 min of different samples were obtained.
Evaporation rate performance
The evaporation rate of the fabric is measured according to GB/T 21655.1. Deionized water (0.5 g) was dropped onto the fabric (100 × 100 mm) and the weight was recorded every 5 min to the nearest 0.0001 g. The difference between the mass of each weight and the original mass is the evaporation amount, denoted as Δmi. The evaporation volume versus time is plotted according to

Air and moisture permeability
Air permeability plays a key role in the moisture and heat permeability of fabrics. Air permeability was measured by an automatic gas permeation tester (YG(B)461E; Ningbo Textile Instrument Factory, China) according to standard ISO 9237-1995 (R2017). The test area was set to 20 cm2 and the pressure was set to 100 Pa. Each group of samples was measured five times and averaged to obtain the air permeability of the fabric, R, in mm/s:

In a constant temperature and humidity environment, the mass of water vapor vertically passing through a unit area sample was defined as the moisture permeability of the fabric, in units of [g/(m2·h)] or [g/(m2·24 h)]. According to ASTM E96 cup method (moisture permeability cup weight gain method), fabric moisture permeability meter (YG601H-II,; Ningbo Textile Instrument Factory, China) was used to test the moisture permeability of the samples. Calcium chloride was loaded into the permeability cup, and then the fabric sample was fixed above the permeability cup. After assembling the cup, put the whole cup into the moisture permeability tester. The test temperature was set at 38°C, the relative humidity was 90%, and the wind speed was 0.3–0.5 m/s. After a specified period of time, the overall mass change of the cup was measured, and the amount of moisture permeability was calculated according to

Data analysis and processing method
All samples were fully conditioned in a constant temperature and humidity chamber for 48 hours prior to performing all tests. The structural parameters of the samples were expressed in terms of tightness factor KF and porosity ε. Using SPSS statistical software, Pearson correlation analysis was done for the structural parameters and the properties. The Pearson correlation coefficient r and the significance index p were obtained. The Pearson correlation coefficient r ranged from –1 to 1, and close to |1| indicated a high correlation, greater than 0 indicated positive correlation, and less than 0 indicated negative correlation. When the significance coefficient p was less than 0.05, it means that there was a significant correlation between structural parameters and performance. The results of the correlation analysis are presented in Table 5.
Correlations among structure parameters and testing indexes
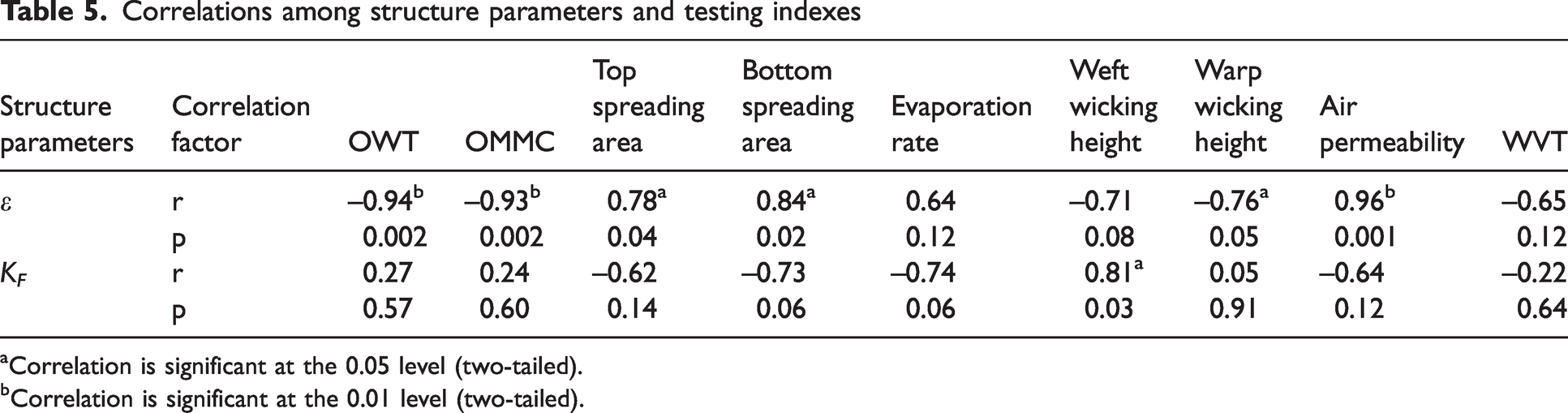
Correlation is significant at the 0.05 level (two-tailed).
Correlation is significant at the 0.01 level (two-tailed).
Results and discussion
Liquid moisture management properties
Wetting and absorption
The WT and AR of the inner (top) and outer (bottom) layers of the seven fabrics in this study are shown in Figure 3(b) and (c). The top WT and AR of the four fabrics (F1, F2, F3, and F4) were larger than the bottom layer, indicating that the liquid could be quickly transmitted to the bottom layer at the moment it touches the top layer. Sample J3 had the smallest top layer WT and the largest top layer AR. This indicates that when the yarns are loosely arranged in the fabric, sweat can quickly wet the sample. 34 The liquid absorption rate was the highest due to the small WT and the fastest wetting rate. In sample J2, the inner layer had more floating stitches and is arranged in a twill pattern. As a result, the upward side was rough, and moisture cannot soak in. The WT at top layer of all seven fabrics was significantly higher than that at the bottom layer, indicating superfine polyester's excellent hydrophilicity and moisture absorption. The combination of superfine polyester and conventional polyester may support liquid spreading.
Spreading performance
The spreading properties of the liquid in the sample can be characterized by MWR and SS, as shown in Figure 3(d) and (e). Smaller MWRs in the top layers and higher MWRs in the bottom layers indicated that liquid can conduct rapidly from the inner layers to the outer layers. When the SS in the bottom layer was larger, the liquid can be spread out rapidly after transferring from the inner layer to the outer layer. This was effective in preventing the sticky feeling. The MWR and SS of the bottom layer of J1 were the smallest, while the MWR and SS of the top layer were the largest. The difference between the MWR and SS of the two layers was the greatest, indicating that plain fabric had a greater liquid conductivity. The plain weave content of F3 is the highest, so that except for J1, the difference between the top layer and the bottom layer of F3 is the greatest.
The time-dependent changes in the drip spreading area on the inner and outer sides within 60 s are shown in Figure 3(g) and (h). Figure 3(i) shows the area diagram of the liquid diffuse in the seven fabrics for 60 s. On the whole, the outer spreading rate was generally higher than that of the inner side, indicating that the front loops were arranged closely, the capillary of the yarn in the needle loop was suitable for the circulation of liquid, and the spreading ability of liquid in ultra-fine polyester was stronger than that of ordinary polyester in the inner layer of polyester yarn. As the floating threads of the fabric were arranged more loosely than the frontal loops, a capillary channel for liquid spreading cannot be provided on the inside. The highest spreading rates were found on the inner and outer sides of J3. There was a small difference between the spreading rates on the inner and outer sides. This indicated that the liquid spreading was not as regular in the more sparse fabrics. The inner and outer layers of J2 showed the lowest rates of fluid spreading, which suggested that the tightening of the fabric hindered fluid movement and spreading. Furthermore, the floating line inside was raised higher than other fabrics after tightening, because both the face yarn and the ground yarn were intermittently looped. As a result, the spreading area and the spreading rate on both sides of J2 were less than those of other fabrics. There was a noticeable variation in the spreading of the liquid in the outer layer between the seven samples. This suggested that the arrangement of the frontal loops and the amount of plated stitch content can affect the liquid's spreading. According to Table 5, the bottom spreading area positively correlated with the surface porosity ε (r = 0.78*), and the top spreading area positively correlated with the surface porosity ε (r = 0.84*). This shows that the pores on the surface of the fabric, as well as the abundant capillaries in the microfibers on the top, favored the spreading of liquids. The tightness factor KF of samples negatively correlated with the spreading area of the top and bottom (top spreading area, r = −0.62; bottom spreading area, r = −0.73). However, the significance of the correlation is low, indicating that the filling of the yarn has less effect on the plane spreading of the liquid.
One-way transport capability and overall moisture management capacity
Figure 3(f) shows the one-way transport capability (OWT, %) and the overall moisture management capacity (OMMC) for the seven samples. The one-way transport capability (OWT, %) was ranked from largest to smallest: J1 > F3 > F4 > J2 >F2 > F1 > J3. J1 had the highest one-way transport capacity of 285.85%, which showed that the front and back sides of the plain structure were flat, the loops were evenly arranged and the one-way transport capacity was optimal. The J2 fabric had a certain restriction on the spreading of liquid, hence its OWT was less than that of the J1 fabric. This was despite having a higher density and thickness than the J1 fabric and a similar wetting time and sweat absorption rate. Fabric J3 had the smallest OWT and had less unidirectional transport ability than other fabrics. This was despite the fact that the liquid wetting time and spreading rate were both quick. Due to the fact that F3 had the biggest proportion of plain fabric out of the four topologies, it had the best capability for unidirectional liquid transmission. According to Table 5, the OWT and OMMC positively correlated with the surface porosity ε (OWT, r = 0.94**; OMMC, r = 0.93**). This showed the tight lamination between the face yarn and the ground yarn, which promotes liquid conduction in the vertical direction. When the surface pore ε was larger, this means that the face yarn and ground yarn lamination area per unit area was smaller, which was not conducive to the unidirectional conduction of liquid. However, the correlation between OWT and tightness factor δ was not significant, as well as OMMC and δ (OWT, r = 0.27; OMMC, r = 0.24). This demonstrated that when the fabric was excessively loose, the conduction was less efficient because the high F-number yarn produces fewer connection points with the low F-number yarn per unit area. When the fabric was too tight, moisture built up at the attachment points on the skin side, but liquid cannot spread readily due to increased yarn bending.
Wicking performance
The changes of core suction height of different fabrics with time are shown in Figure 4(a) and (b). Among them, Figure 4(a) shows the weft wicking height of the fabric and Figure 4(b) shows the warp wicking height of the fabric. According to Table 5, the weft wicking height negatively correlated with the surface porosity ε (r = −0.71). The warp wicking height also negatively correlated with the surface porosity ε (r = −0.76*). This showed that the warp arrangement of the loops has a significant effect on the transfer of liquids. The weft wicking height positively correlated with the tightness factor KF (r = 0.81*), but warp wicking height did not correlate with the tightness factor δ (r = 0.05). This showed that, in the loops, the filling of the yarn affected the weft structure of the fabric. The tighter the yarn filling, the more liquid transfer holes in the weft direction of the fabric. In the first 5 min, the warp wicking height of J1 rose the fastest, and the warp wicking height within 30 min was higher than other samples, indicating that the plain fabric was well arranged and the internal structure was conducive to the anti-gravity flow of liquid. Compared with J1, J2 consisted of the plated fabrics spaced into circles, and the floating threads were drawn tightly by the yarn at the front side when spaced into circles, and the front side was similar to the plain pattern in appearance, while tiny bumps were formed at the bottom side. On the one hand, it can be judged that the floating threads were not helpful for moisture conduction;35,36 on the other hand, the tight organization was not entirely beneficial to moisture conduction. The loosest J3 organization has poorer core absorption in the warp and weft directions, which supports that density is beneficial within a certain range, and J2 shows good performance in the warp direction of wicking. Combined with the structure diagram, we can analyze that J2 has a tight organization on the front side and a neat arrangement of floating lines on the reverse side, and the regular yarn structure helps the wicking of the fabric, so we can use this rule to design the fabric to achieve the effect of controlling the direction of liquid flow. In addition to J1, F3 and F4 also have good warp wicking performance.
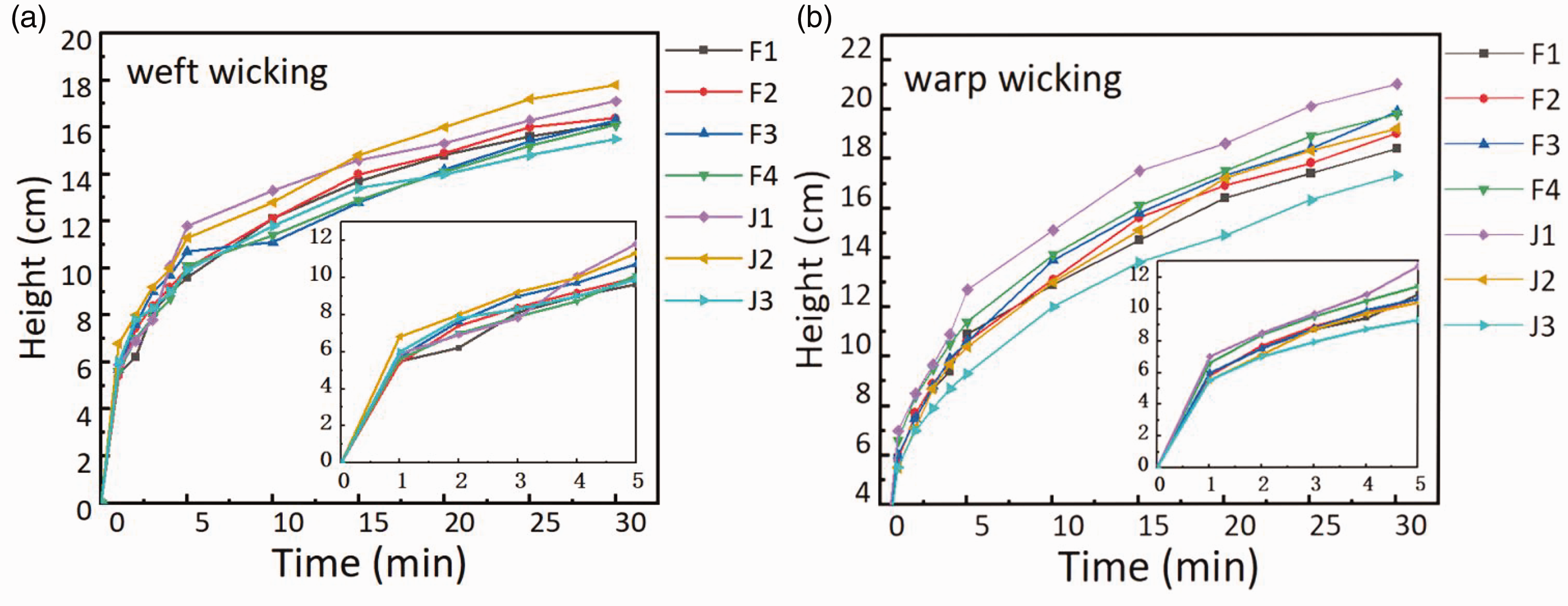
(a) Weft wicking height over time and (b) Warp wicking height over time.
Evaporation performance
The graph of evaporation with time is shown in Figure 5. From the magnitude of the slope of the straight line in the figure, it can be seen that the evaporation rate of the sample is sorted from largest to smallest: J3 > J1 > F2 > F4 > J3 > F1 > J2. The correlation coefficient r between the surface porosity ε and the evaporation rate was 0.639, and the correlation coefficient r between the tightness factor KF and the evaporation rate of the seven fabrics was –0.742. This showed that the tighter the structure of the yarn, the less prone to water evaporation. Fabric J3 had the highest evaporation rate because of its 50% loose plated content, numerous tiny micropores on the fabric's surface, and increased air circulation. In contrast, J2 has a higher number of longitudinal loop stacking roots and a shorter individual loop length. This provides a liquid that enters the yarn through the core suction. The liquid entering the yarn through the core suction does not spread easily, and the air circulation was smaller, so the evaporation rate was the slowest. F1, F2, F3, and F4 contain three kinds of plated structures at the same time, with relatively balanced structures and not much difference in evaporation rates.
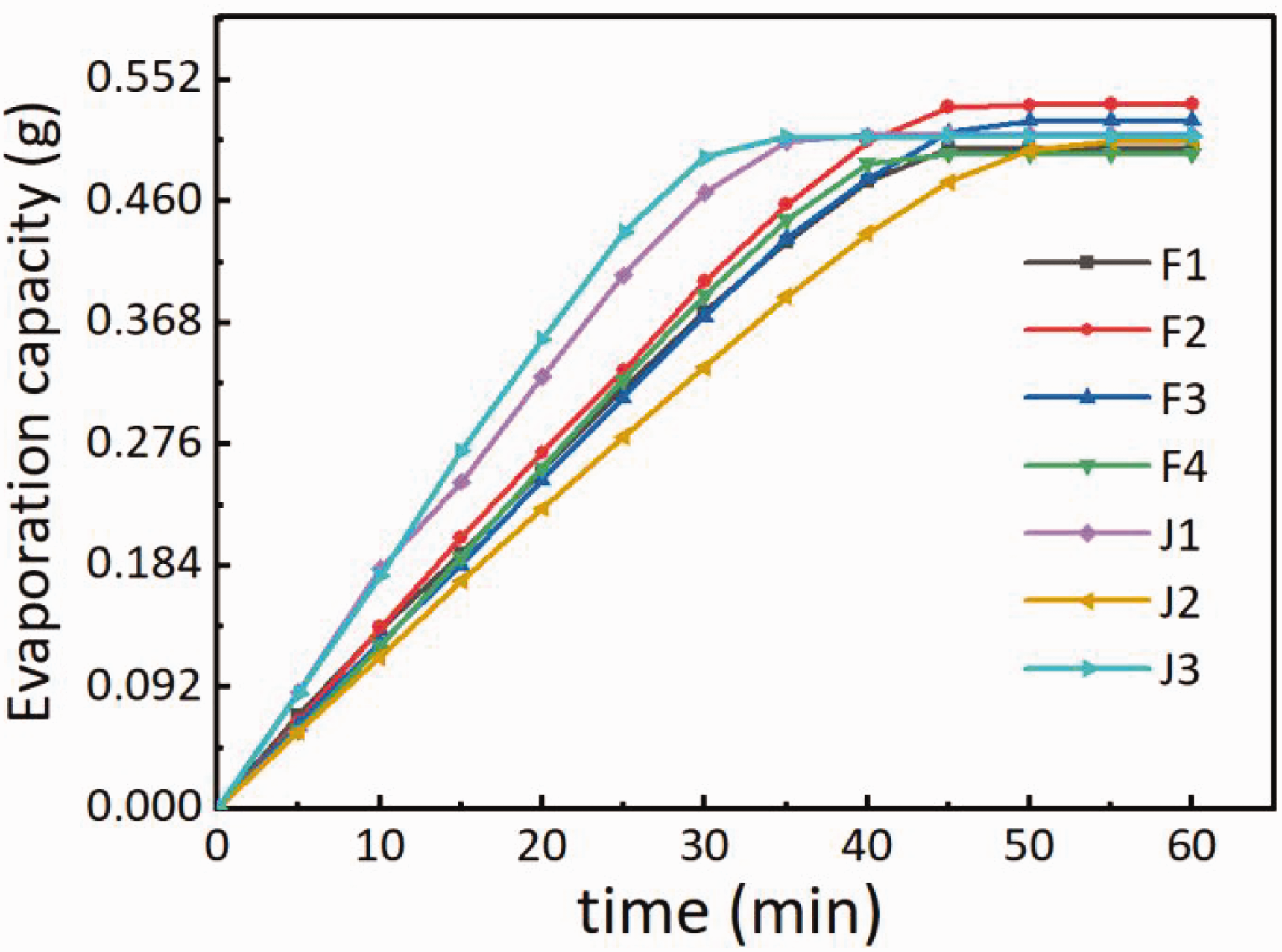
Evaporation over time.
Air permeability and moisture permeability
The air permeability of the seven fabrics is shown in Figure 6(a). According to Table 5, the air permeability positively correlated with the surface porosity ε (r = 0.96**). This showed that the lower the structural tightness brought about by the type and content of plated stitches, the more gas can pass through the pores of the fabric, and it also shows that the larger the overlapping area of non-yarn in the vertical direction of the fabric, the more air transmission and the better the breathability of the fabric. Sample J3 has the highest breathability. The structure of F1 and F2 is similar, but the content of loose plating in F1 is higher than that of F2, so F1 presents better air permeability.
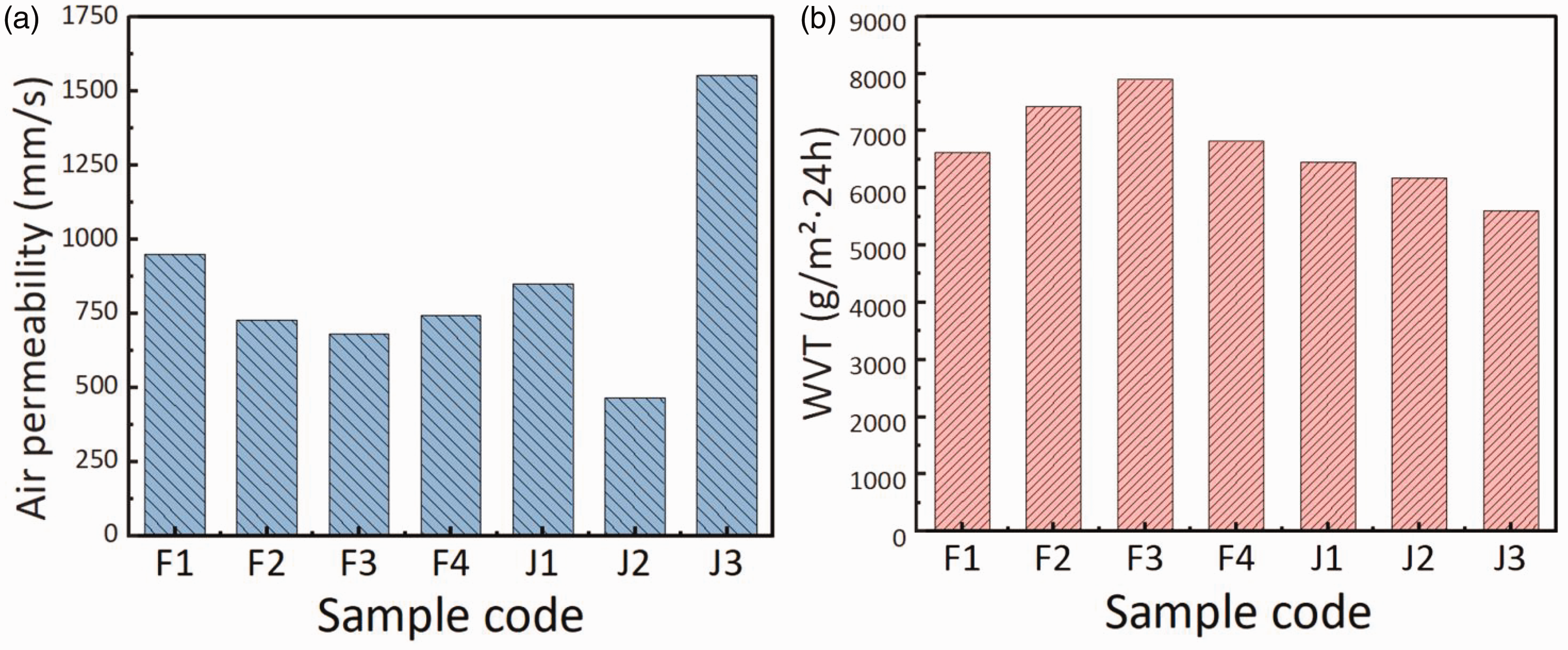
(a) Air permeability of samples and (b) Moisture permeability of samples.
The moisture permeability of the seven fabrics is shown in Figure 6(b). The moisture permeability of F1, F2, F3 and F4 is less than that of J1, J2 and J3. It showed that the moisture permeability of non-uniformly arranged tissues was more advantageous than that of uniform tissues. However, the correlation between moisture permeability properties and surface pore ε was not significant (r = −0.65). Similarly, the correlation between the moisture permeability properties and the structural tightness KF was not significant (r = −0.22). The most compact fabric J2 was not the worst in terms of moisture permeability, which indicated that there were not many channels that allow water vapor to pass through the more compact structure, so it was presumed that there are many gaseous liquid molecules adsorbed on the reverse raised yarn when water vapor passed through J2, and after accumulating more, they were conducted to the surface in liquid form and evaporate. The loosest fabric J3 had poor moisture permeability, indicating that the loose yarn structure provided more space for the adsorption of gaseous water molecules, but was not conducive to the condensation and accumulation of water molecules into liquid form. In the looser fabrics, liquid molecules are less likely to conduct on the surface and evaporate after adsorption and condensation. The non-uniform structure with a moderate degree of looseness presents a better moisture absorption performance.
Conclusions
Different areas of the body sweat in varying amounts, and by creating distinct fabrics in each area, the design can respond quickly to sweat and heat. Weft knitting seamless technology, with short process and great efficiency, was able to arrange different fabrics in separate parts and integrated weaving, saving raw materials while giving excellent wearing comfort. Weft knitting seamless frequently use the plated structure. In order to study the sweat management performance of different types of plating structures, ultrafine polyester and ordinary polyester were selected as the face yarn and ground yarn of the fabric, respectively. Seven types of fabrics were formed based on three basic plating loops. The structural parameters of the samples, including surface porosity and tightness factor, were tested and evaluated. The moisture management performance, wicking performance, evaporation performance and moisture permeability and breathability of the samples were measured, and Pearson correlation analysis was performed on the performance and structural parameters of the samples. The results indicated that the surface porosity ε was closely related to the one-way transport capability and air permeability. The lower the surface porosity ε, the better the one-way transmission ability, indicating that the close arrangement of high F-number face yarn and low F-number ground yarn plays a good role in the one-way transmission of liquid; the higher the surface porosity ε, the better the air permeability. The diffusion area and evaporation rate were positively correlated with surface pores and negatively correlated with fabric tightness, indicating that the larger the pores, the looser the yarn filling, and the easier the liquid flows, resulting in a higher evaporation rate. Moreover, surface pores of fabrics ε and fabric tightness factor KF have little effect on the moisture permeability of the fabric. This indicated that the process of gaseous water permeation through the fabric was not a single air permeation, which was a part of water adsorption, condensation and evaporation. The part with the most sweat requires the fabric to have the best sweat conduction ability, while other areas with more sweat require the fabric to balance liquid transmission and air circulation. Therefore, F3, F4 and J1 were selected for the areas with the highest amount of sweat, such as chest, armpits and back, to ensure the balance between one-way liquid conduction and liquid plane spreading. In sub-sweat areas, fabrics with moderate porosity distribution were selected, such as F1, F2 and J3, to ensure the transmission of liquids and air.
Footnotes
Acknowledgements
The authors acknowledge the foundation for basic research support from the National Science Foundation of China (61902150,11972172), Natural Science Foundation of Jiangsu Province (BK20221094), and Postgraduate Research and Practice Innovation Programme of Jiangsu Province (1065212032220020).
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.