
Abstract
The present research work addressed the results of experimental investigation on the mechanical properties and free vibration behaviours of sisal/cotton fabric reinforced polyester hybrid composites. Influence of fibre content and changing layer pattern (CLP) on the mechanical properties and free vibration characteristics are analysed. Hybrid composites are fabricated with simple hand lay-up method followed by compression moulding process. Natural frequency and modal damping values of hybrid composites are analysed by experimental modal analysis. Mechanical properties of composites are measured according to ASTM standards. It is found that an increase in the lamina content in the composite increase the mechanical and damping properties. The maximum mechanical properties are obtained for 40% fibre volume fraction (Vf) in sisal and cotton direction. Maximum natural frequency is found at 40% fibre Vf. By CLP, mechanical properties and damping characteristics are found intermittence of sisal and cotton direction. Scanning electron microscopy is performed to study the interfacial mechanism. The various theoretical models are discussed with experimental results. The statistical approach is used to analyse the experimental results and give the inferences.
Introduction
In many applications, the natural fibre reinforced polymer composites are alternatives to wood, metallic materials, and synthetic fibre composites. The natural fibre polymer composites having one or two reinforcements are randomly and longitudinally oriented to prepare the composites [1]. The drawbacks of natural fibres polymer composites like lower tensile, flexural, and impact strengths are rectified by effective hybridization of natural fibres with other natural fibre or synthetic fibre [2]. The drawbacks of natural fibre reinforced polymer composites are overcome by reinforcing woven natural fibres with polymer composites. By comparing pure empty fruit bunch (EFB), woven jute, and tri layer oil palm EFB/woven jute fibre reinforced epoxy hybrid composites, it was concluded that the tensile and flexural properties of hybrid composite were higher compared to EFB composite, but woven jute fibre composite showed higher mechanical properties compared to other composites. This may be due to uniform distribution of fibre in both directions and better interfacial adhesion [3].
The mechanical properties of oil palm EFB reinforced vinyl ester composites with different layer arrangements were studied. The glass fibre was hybridized with natural fibre composites. The outer layer of glass fibre had higher tensile and flexural properties, and the outer layer of natural fibres had higher impact resistance [4]. In snake grass fibre polyester composites, increasing the fibre volume fraction increased the tensile, flexural strength, and modulus of the snake grass fibre reinforced composites upto 30% Vf of fibres [5]. The tensile and flexural properties of the snake grass fibre-reinforced composites were compared with the snake grass/coir and snake grass/banana reinforced hybrid composites. The results showed that the snake grass/banana and snake grass/coir fibre composites have highest tensile and flexural properties compared to snake grass fibre composites [6]. Rajini et al. [7] investigated the dynamic mechanical analysis (DMA) and free vibration behaviour of chemical treated coconut sheath fibre/nanoclay reinforced hybrid polyester composite. The nanoclay with 3% filler weight content showed good damping characteristic, and the storage modulus was found to be higher at lower and higher temperature region.
Senthil Kumar et al. [8] investigated the synergy of fibre length and content on free vibration and damping behaviour of sisal/banana fibre reinforced polyester composite beams. It was found that sisal/banana fibre content increased the mechanical and damping properties by higher fibre/matrix interfacial interaction and lowering the matrix content. The maximum mechanical properties were found in 50% fibre weight content with 4 mm banana and 3 mm sisal fibre length. Wang et al. [9] reported the low velocity impact properties of 3D woven basalt/aramid hybrid composites. The interplay hybrid composite showed highest ductile, lowest peak load, and highest specific energy absorption than intraply hybrid composite. Sabeel Ahmed et al. [10] reported the low velocity impact test on woven jute/glass fabric reinforced isothalic polyester hybrid composites. The results showed that the jute laminates had better impact energy absorption than jute/glass hybrid laminates, also their damage tolerance was found low compared to jute/glass hybrid laminates. Jawaid et al. [11] examined the effect of jute fibre loading on tensile and dynamic mechanical properties of oil palm fibre epoxy composites. Addition of jute fibres with oil palm composite increased the storage modulus and damping factor, and the glass transition temperature shifted towards higher temperature region. Dong et al. analysed the flexural properties of hybrid composites reinforced with S-2 glass and T700S carbon fibres. The results showed that flexural modulus was decreased with increase in the percentage of S-2 glass fibres [12]. The effect of fibre treatment on the thermal degradation and surface energy characteristics of hemp fibre reinforced unsaturated polyester composites was investigated by thermogravimetric analyser. Surface treatment and glass fibre hybridisation showed better thermal stability and the higher wetting in resin [13]. Sisal-epoxy composite was used for making cylinders, coir fibre polyester composite was used for roofing, making helmet and post box, and banana fibre polyester composites was used for preparing voltage stabilizer, projector cover, mirror cover, and paper weight. The door shutters were prepared by bonding jute/sisal laminates’ face with plastics wood slab [14].
From the above review, one or two natural fibres are used as reinforcing materials in preparation of polymer composites. Study on woven mat fibre reinforced composites is found to be less and this woven mat can be used to make the complex shapes. However, only a few papers report on free vibration and damping characteristics of woven mat natural fibre reinforced polymer composites with various fibre content and woven mat stacking. Based on the above review, in the present work the cotton/sisal fibre woven mat is selected to prepare the new laminate polymer composites. On this context, the objective of this work is used to develop the cotton/sisal fibre woven mat laminate polymer hybrid composites, and study the mechanical and free vibration characteristic. Also in the present work the effect of fibre content and changing layer pattern (CLP) in composites is described.
Material details
Natural fibre and yarn
Chemical and physico-mechanical properties of sisal and cotton fibre.

Morphology of the natural fibre
Figure 1 shows the morphology of the sisal fibre and cotton yarn. The surface of the sisal fibre (Figure 1a) has higher roughness and it increases the bonding area between the fibre–resin. This leads to increase the mechanical properties of the composites. The cotton yarns have number of cotton fibres as shown in Figure 1(b).
SEM image (a) sisal fibre and (b) cotton yarn.
Fabrication of composites
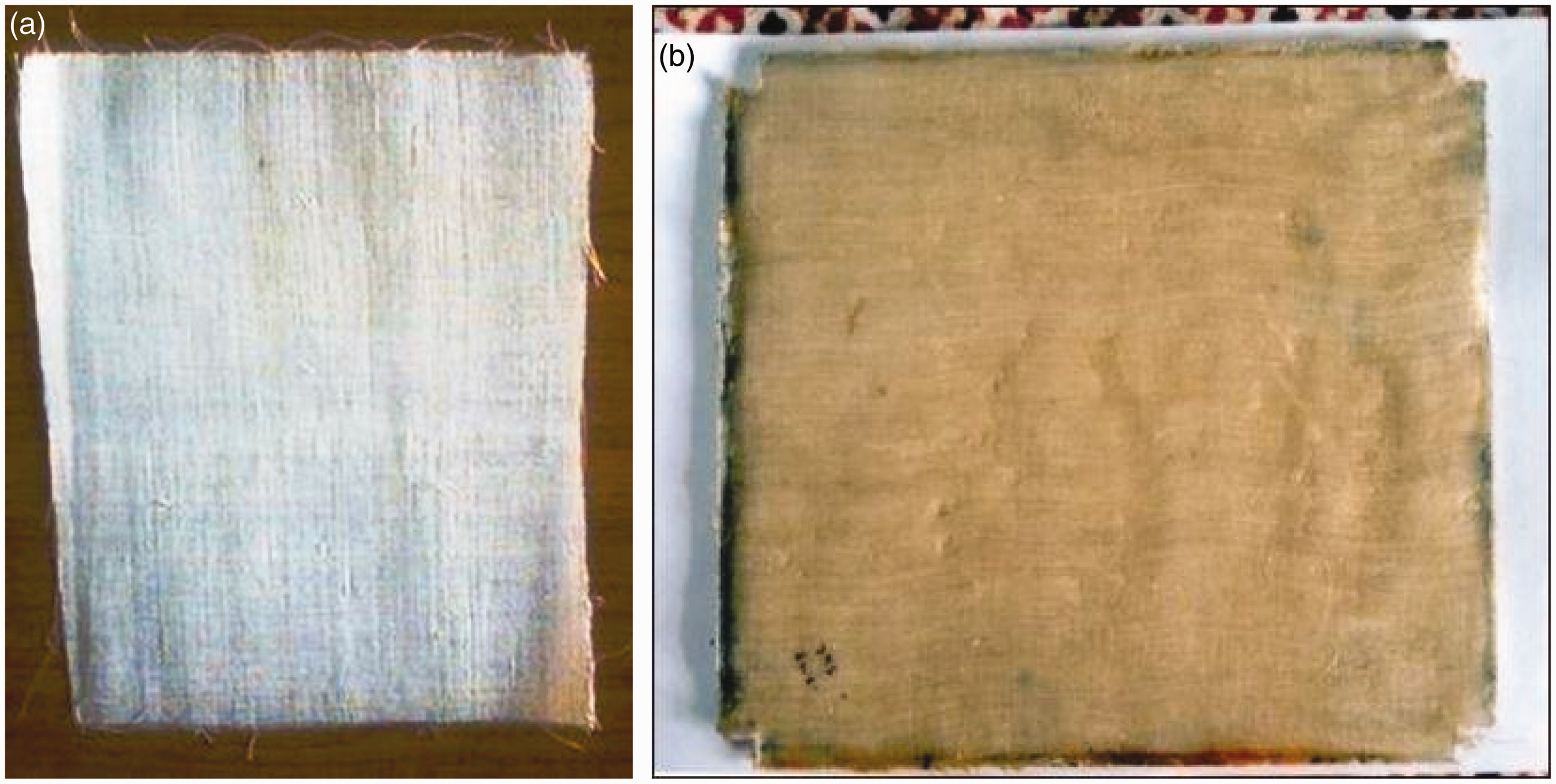
The simple hand lay-up technique followed by compression moulding process was adopted to prepare the composite with various fibre volume fractions (Vf). The number of layers (lamina – woven mat) varied for each volume fractions of fibre as shown in Figure 2. Commercially available isophthalic polyester resin was used as a matrix. Accelerator (methyl ethyl ketone peroxide) and the catalyst (cobalt naphthalene) were used to cure the resin [15]. The above resin materials were supplied by Covai Senu Polymer Industry, Coimbatore, Tamilnadu, India. One percent of catalyst and accelerator were mixed with the isophthalic polyester resin for curing the composites. Steel dies were designed to prepare the composites plate with various fibre volume fractions. Before preparation, the releasing agent was coated on the both dies and little amount of resin was poured on the female die. The woven mat (shown in Figure 3a) was laminated layer-by-layer in the female die and the resin was poured on each layer of the woven mat. After pouring the resin on each layer, a steel roller was used to entrap all air bubbles by the continuous rolling on the woven mat and make uniform flow of resin. After placing appropriate lamina, the closed mould was kept in a hydraulic press to apply compressive pressure of 1.5 kg/cm2 for 4 h at atmospheric temperature [16]. Finally the fibre-reinforced polymer is cured within the mould size of 300 mm × 300 mm × 3 mm and Figure 3(b) shows the sisal/cotton fibre woven mat reinforced polyester hybrid composite.
Total numbers of layers for hybrid sisal/cotton fibre woven mat for composites at different volume fractions (10%, 20%, 30%, 40%, 50% and CLP of 40%). (a) Hybrid sisal/cotton fibre woven mat and (b) woven mat reinforced polyester composites.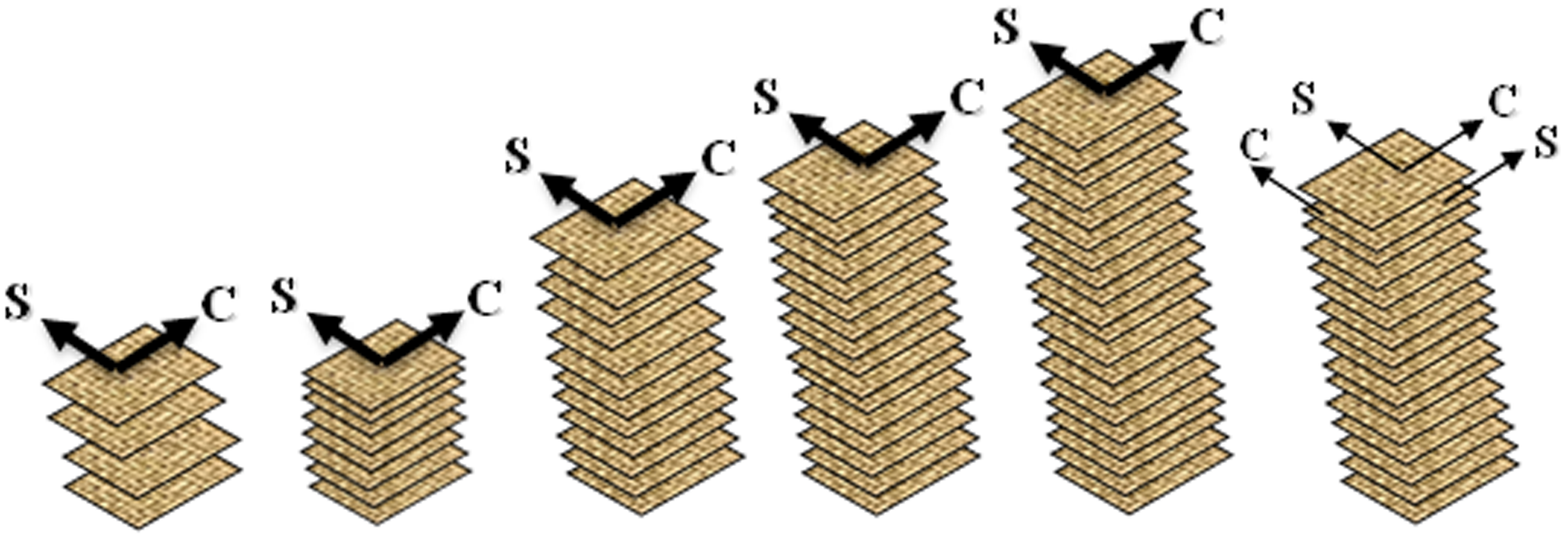
Experiment details
Mechanical properties
Mechanical properties such as tensile, flexural, and impact properties were measured based on the ASTM standards. The tensile properties were measured based on the ASTM D 638 standards [15–17] and the sample size is 165 mm × 12.7 mm × 3 mm. The electronic tensometer setup was used to perform the tensile testing with a crosshead speed of 1.5 mm/min using the load cell of 20 kN. Three-point bending testing was used to measure the flexural properties as per ASTM D 790 [15–17]. The sample size is 48 mm × 12.7 mm × 3 mm with the length to thickness ratio of 16:1. In bending test, the load cell of 2 kN was used with the cross head speed of 2 mm/min. The impact properties were measured based on ASTM D-256 [15–17]. The sample size was 64 mm × 12.7 mm × 3 mm. Five specimens were used for testing and the average values of the properties are reported in this article.
Modal analysis
The dynamic characteristic of natural fibre reinforced polymer hybrid composites was analysed with model analysis technique. This technique was used to find out the fundamental natural frequency, damping factor, and mode shape of the composites. Impact test and vibration shaker method are used to perform the model analysis. In this study, model analysis was performed with help of an impact hammer test. The experimental setup is shown in Figure 4. The accelerometer was attached to the free end of the rectangular composites laminate with help of wax. The impact hammer with sharp hardened tip (Kistler model 9722A500) was used to hit the laminate composite (dimension: 200 mm × 20 mm × 3 mm [7]) to measure the signal.
Free vibration analysis of hybrid sisal/cotton fibre woven mat reinforced composites.
The high frequency was obtained from the composite laminate by hitting with impulse hammer at three equally spaced places. The displacement was measured with the help of accelerometer which attached on the specimen (Figure 4). This accelerometer was connected with data acquisition system (DAS) (DEWE 43, Dewetron Corp., Austria) and ICP conditioner (MSIBRACC). The DAS and ICP were connected with computer to store and analyse the measured displacement signals. Two separate ports were used for getting the output signal, one from the accelerator signal and other from the measuring the magnitude of the response by the hammer from laminate.
Damping factor
Damping is an important dynamic characteristic for wood, metallic materials, and fibre reinforced composites. Damping characteristic in natural fibre reinforced polymer composite differ from other materials. Damping for natural fibre reinforced polymer composites is difficult to study which is due to their chemical constituents and physical interface between fibre and matrix. But it shows good damping characteristics. The half-power band width method was employed to find the damping coefficient values of cotton/sisal fibre woven mat reinforced polymer hybrid composites. Fast Fourier transform (FFT) analyser generated the frequency response curve from the measured displacement signal. This curve was used to calculate the damping factor. Accordingly the damping values were obtained based on equation (1):

Morphology analysis of composites
The micro-structural failures of the tensile fractured composite specimens were studied and analysed for the fibre pull outs in the cross section through the scanning electron microscope (SEM) of model JEOL JSM-6390. The following specifications were used for scanning the image: (a) resolution (3.0 nm), (b) magnification (5X, WD 48 mm or less), (c) electron gun (accelerating voltage: 0.5–30 kV), and (d) filament: pre-centred tungsten hairpin filament.
Results and discussion
Tensile properties
Figure 5 shows the combined effect of fibre content and CLP on tensile strength of hybrid sisal/cotton fabric reinforced polyester composites with various fibre volume fractions. The stacking sequence of the woven mat lamina was 0/90° (sisal at 0° and cotton at 90°) for all layers. Mechanical properties are measured for cotton direction (90°) and sisal direction (0°). From Figure 5, an increasing trend in tensile strength can be noted for composites of both fibre directions. It is clear that the increasing volume fraction (Vf) of fibre, the tensile strength get increased upto 40% Vf of fibre. A decreasing trend in tensile strength was found for 50% Vf of fibre. At 40% Vf of fibre, the composites has 16 layers of fabrics, it is less compared to 50% fibre Vf of 20 layers of fabrics as shown in Figure 2. The hybrid composite that contains 20 laminas decrease the tensile strength of the composite by delamination between fibre/matrix, this delamination occurs quickly during tensile test that leads to less load transfer between the fibre and matrix. The percentage improvements of composites in cotton direction compared to pure resin are 49%, 63.5%, 71.5%, 76.6%, and 65.7%. Similarly, the percentage improvements of composites in sisal direction compared to pure resin are 58.6%, 71%, 76.2%, 80%, and 70.5%. For CLP, the odd fabrics was arranged like 0°/90° of sisal/cotton and even fabrics was arranged like 90°/0° of sisal/cotton, obtained tensile strength is found in between the both directions. After changing the laminate sequence, the percentage variation between sisal directions to CLP is 8.5% (lower) and cotton direction to CLP direction is 9.5% (higher).
Tensile strength of hybrid sisal/cotton fibre mat reinforced polyester composites at different Vf.
The tensile stress curves (Figures 6 and 8) of sisal/cotton and cotton/sisal direction were gradually increased with respect to strain in all volume fractions. Figure 6 shows stress–strain curves of the sisal/cotton direction polymer composites. During experiments, the tensile load applied in the sisal direction and the stress–strain curves are plotted for all volume fractions. It shows that the fibre volume fraction increases the tensile stress and the maximum tensile stress is observed at 40% Vf containing composites. It is clear that the continuous fibres are a principle load carrying member in the composites and it carries maximum load. The composites containing the more than 40% Vf of fibre lead to decrease the tensile stress with strain increments due to reduction of binder in the composites which is not having enough bonding strength between fibre and binder. Also the similar trend is observed in the cotton/sisal direction polymer composites (Figure 7). The maximum stress–strain curve is found in sisal/cotton direction polymer composites. This is due to higher tensile strength of sisal fibre compared to cotton fibre. For obtaining the uniform stress distribution in both directions the lamination sequence is changed. By changing the layering pattern (CLP), the tensile stress is found in between cotton/sisal direction and sisal/cotton direction at 40% Vf as shown in Figure 8. During the experiments, both the cotton and sisal fibres are carrying the load upto the complete fracture of the specimen. Totally, 16 layers of laminas are subjected to tensile load: eight layers are sisal fibre laminas and eight layers are cotton fibre laminas. During the experiments, the formation and propagation of cracks in between the sisal fibre–matrix interface are resisting more compared to cotton–matrix interface. This is increasing the load carrying capacity. This may be due to higher mechanical properties compared to cotton fibre direction. The CLP composites strength is found between the cotton and sisal fibre direction test.
Tensile stresses versus strain for sisal/cotton direction polymer composites. Tensile stresses versus strain for cotton/sisal direction polymer composites. Tensile stress versus strain for CLP polymer composites.

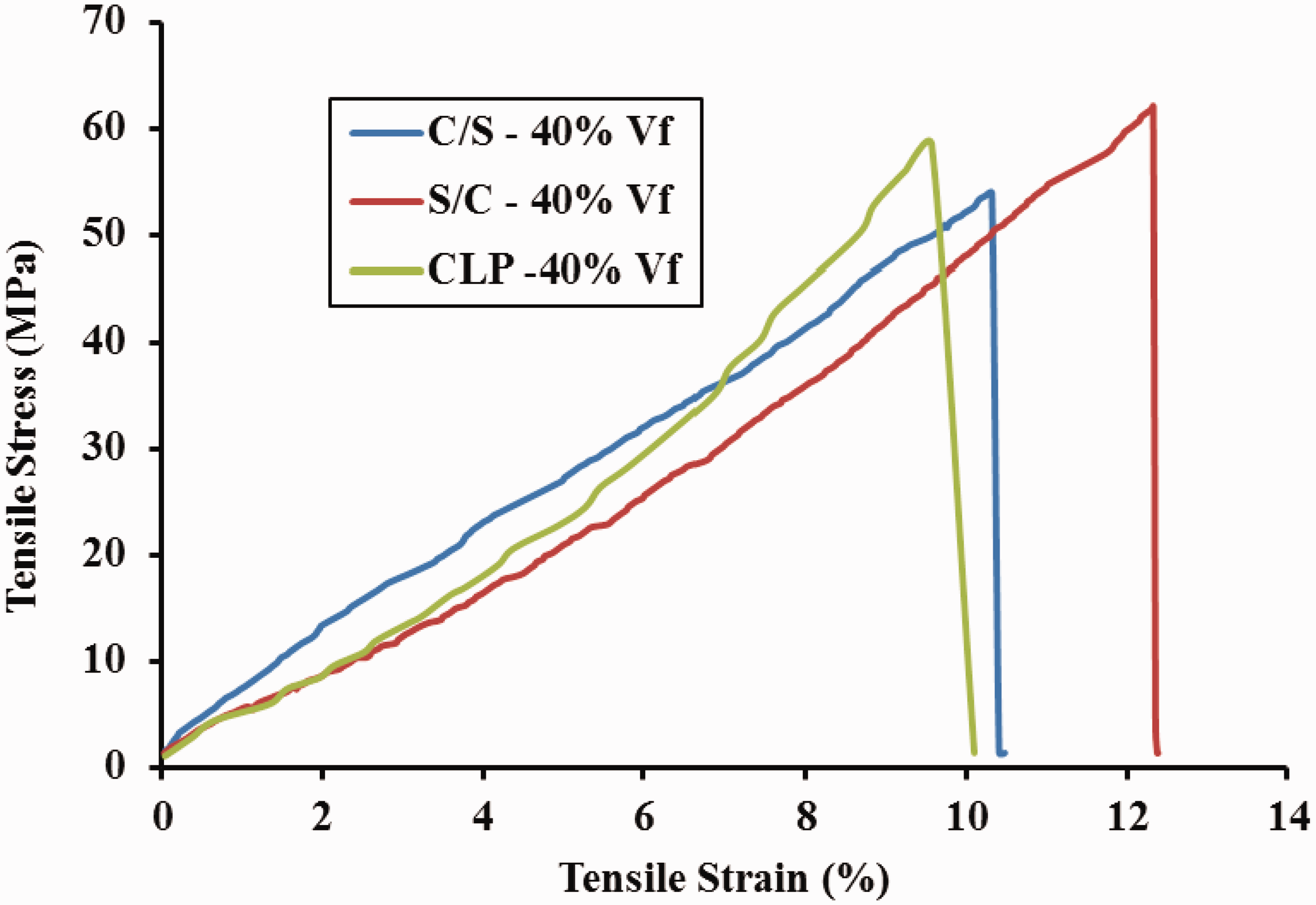
Figure 9 shows the experimental and theoretical tensile strength of the sisal/cotton fibre fabric reinforced laminated hybrid composites with various fibre Vf. The theoretical tensile strength was calculated with the help of following empirical relation (equation 2).
Experimental and theoretical tensile strength of the hybrid composites. ex: experimental.

Figure 10 shows the combined effect of fibre content and CLP on tensile modulus of hybrid composites. It is observed that tensile modulus increase with the fibre Vf upto 40%. Modulus of 50% fibre Vf composites is lowest perhaps more number of layers, poor wetting, and weak fibre–matrix interfacial adhesion. For CLP, the obtained tensile modulus is found in between the sisal and cotton direction.
Tensile modulus of hybrid sisal/cotton fibre mat reinforced polyester composites at different Vf.
Figure 11 shows the tensile fractography of sisal/cotton fabric reinforced polyester hybrid composites with different magnification. A good adhesion between the fibres/matrix, fibre pull-outs, and fibre fracture seems in the SEM images. Figure 11(a) shows the layer-by-layer reinforcement of sisal/cotton fabric in the composite. During tensile test, the sisal fibres are pulled-outs from the matrix phase, and the cotton yarns are not pulled-outs, but the yarns are split into number of cotton fibres and cut-off in the random manner as shown in Figure 11(b). The tensile test was carried out in the sisal fibre direction of hybrid composite. In these experiments, the elongation of sisal fibres was resisted by cotton yarns and higher bonding areas of the sisal fibre/matrix. This leads to more fibre shear off compared to fibre pulled-outs shown in Figure 11(c). The fibres/matrix delamination occurs at the fibre/matrix interface is shown in Figure 11d. The composite containing 50% Vf of fibre decreased the tensile strength of composites by less fibre/matrix interface bonding and more fibre pull-outs. This may originate agglomeration of woven mat in the matrix shown in Figure 11(f). The less fibre pull-out and more fibre fracture are shown in Figure 11(e). Also the cohesive force between the fibres was maximum with composites containing 16 lamina of 40% Vf. However, the maximum tensile properties were obtained for hybrid composites containing 40% Vf of fibre.
Tensile fractography of hybrid fibre reinforced composites.
Flexural properties
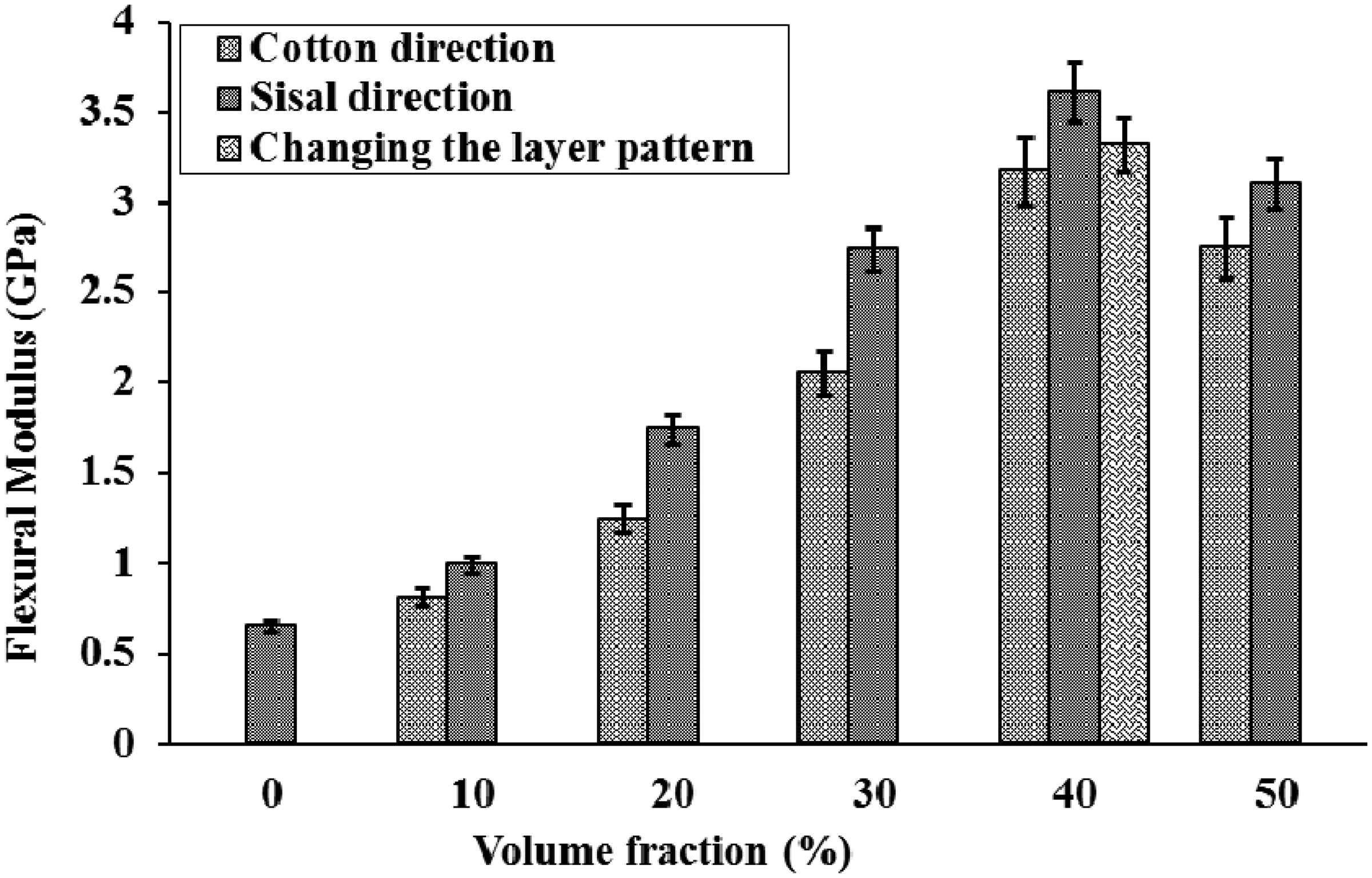
Figures 12 and 13 show the combined effect of fibre content and CLP on flexural strength and modulus of sisal/cotton fibre woven mat reinforced polyester hybrid composites. Figure 12 shows the increasing trend in flexural strength for composites of both fibre directions. It is clear that the increasing Vf of the fibre, the tensile strength gets increased upto 40% Vf of fibre. This could be due to the cohesive force exerted between the adjacent woven fabrics and fibres. A decreasing trend in tensile strength was found for 50% Vf of fibre. At 40% Vf of fibre, the composites have 16 layers of woven mat, it is less compared to 50% fibre Vf of fibre (20 layers). The percentage improvements in flexural strength between 30% and 40% Vf of fibre are 54% in cotton direction and 31% in sisal direction. Flexural strength in sisal direction is higher than cotton direction. During flexural testing, the vertical load is acting perpendicular to the fibres axis and the maximum bending load is carried by sisal fibre compared to cotton fibre in the fabrics. This is due to stretching of long cellulose structure of the sisal fibre compared to cotton yarns. When the load is acting on the cotton yarn, initially the yarn segregates into number of cotton fibres which transfer a lesser load in the fabrics. Also the percentage of cellulose in the sisal fibre is higher compared to cotton fibre. For obtaining uniform flexural strength in both directions, the lay-up patterns are changed and the flexural strength of 252.5 MPa obtained compared to 270.4 MPa in sisal direction and 237.6 MPa in cotton direction. The sisal fibres have lowest wax content which has higher interfacial interaction on the matrix phase and obtained higher cohesive force between the sisal fibres/matrix compared to cotton yarn in the composites. Figure 13 show that the flexural modulus in sisal direction has highest values than cotton direction. The percentage improvement in flexural strength between the volume fractions of fibres is 75.8% (10–20 Vf), 57.14% (20–30 Vf) and 31.8% (30–40 Vf) in sisal direction, and 50% (10–20 Vf), 64.8% (20–30 Vf), and 54.6% (30–40 Vf) in cotton direction, respectively. The highest flexural modulus was obtained at 40% Vf of fibre and also the balanced flexural modulus was obtained by CLP at 40% Vf of fibre.
Flexural strength of hybrid sisal/cotton fibre mat reinforced polyester composites at different Vf. Flexural modulus of hybrid sisal/cotton fibre mat reinforced polyester composites at different Vf.
Impact properties
Figure 14 shows the combined effect of fibre content and CLP on impact strength of sisal/cotton fabrics reinforced polyester hybrid composites. The impact strength increases with fibre content and CLP. The similar trend is recorded for both fibre direction and CLS. The highest impact strength is obtained for sisal fibre direction compared to cotton direction. This could be related to higher microfibrillar angle and lower wax content of the sisal fibres, which is also higher lumen size than cotton fibre. During preparation of the composites, the matrix flows inside the sisal fibre porous and this makes highest area of contact between the fibres and matrix which leads to higher impact strength in sisal direction. The CLP may also play a role in impact strength and dissipation of energy throughout the length of the composite may be more effective than cotton fibre direction. The delamination between woven mat and matrix was low in sisal direction compared to cotton direction which makes higher impact strength at 40% Vf of fibres. Also the delamination between CLP of fabric and matrix was higher compared to sisal direction and this leads to equally transfer the impact strength in both directions. The percentage increases in impact strength between the Vf are 96.3%, 201.4%, 96%, 52%, and 16.4% (negative) in sisal direction and 53.5%, 60%, 37%, 149%, and 24% (negative) in cotton direction. The highest impact strength of 6.9 J (cotton direction) and 14 J (sisal direction) is found at 40% Vf of fibre. For CLP, the impact strength is around 9.45 J at 40% Vf of fibre.
Impact strength of hybrid sisal/cotton fibre mat reinforced polyester composites at different Vf.
Statistical analysis
Mechanical properties of hybrid polyester composites.

Analysis of variance (ANOVA)
It is a collection of statistical models and it is used to qualitatively analyse among the group means or the variation among the groups and between the groups. The observed variables are subdividing into different components due to different informative variables. The F test is a part of the ANOVA which is developed by RA Fisher in the 1920s and 1930s. The number of values in the calculation has been defined by the degrees of freedom (df) used in the final calculation.
Analysis of variance for tensile strength.

Analysis of variance for flexural strength.

Analysis of variance for impact strength.

In tensile, flexural, and impact strength models, most influencing parameter is fibre volume fraction in fibre direction and it plays a major role to increasing the mechanical properties of the composites. The interaction effect of fibre volume fraction and the direction of test are at minimum effect.
Natural frequency of the composites
In woven fabric reinforced polymer hybrid composites, the natural frequency depends on many factors such as fibre moisture content, fibres length, fibre diameter, fibre orientation in the composites, layering pattern, and fibre/matrix interfacial interface. The study of fundamental natural frequency of the natural fibre reinforced polymer hybrid composites is a complex task due to dissimilar constituent. The first three modes of fundamental natural frequencies of laminate sisal/cotton fabrics reinforced composite structure are analysed with simple cantilever mode. Laminate composites is fixed in a cantilever beam mode and applied with a constant force to one corner of the plate with help of piezoelectric impact hammer as shown in Figure 4. A constant force is applied at five different places and it caused the same static deformation in the beam. The excitation response of the composite beam is measured with a small accelerometer attached to free end of the beam (Figure 4). The frequency response function is the ratio of output response to input excitation force and this is a most important measurement for experimental model analysis. This is typically acquired using an instrument FFT analyser. The measured time domain data are transferred to frequency domain, called the frequency response function. This shows the number of peaks which occur at the resonant frequencies of the systems. These peaks generate at frequencies where the time response is observed to produce maximum response corresponding to the rate of oscillation of the input excitation.
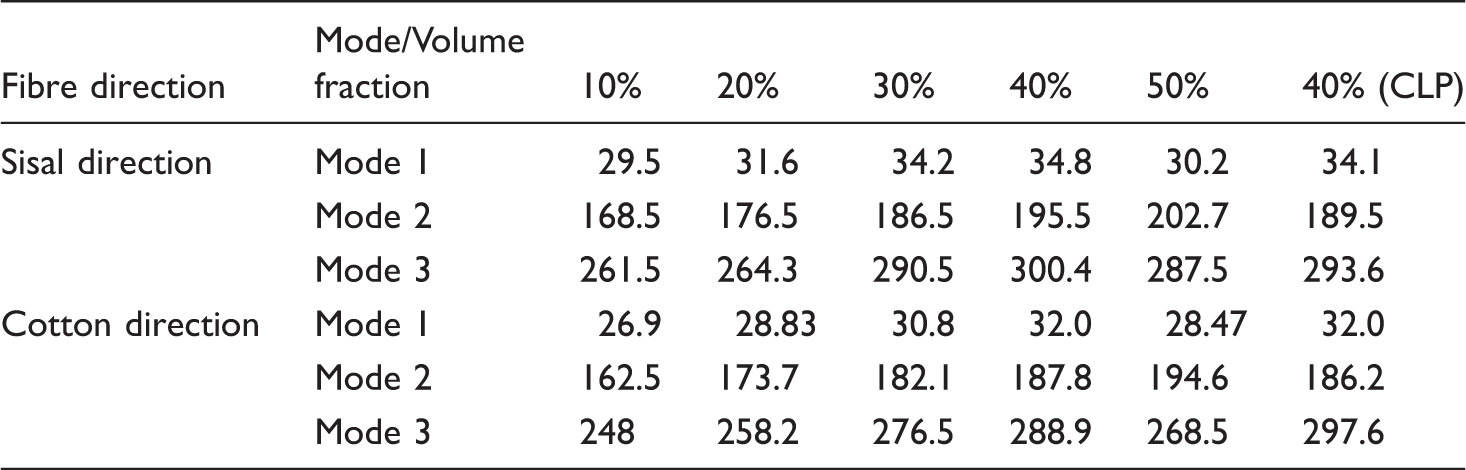
The first three modes of deformation pattern that exist in the structure are named bending (Mode 1), twisting (Mode 2), and second bending (Mode 3), it is known as the mode shapes of the structure. First three modes of natural frequencies of sisal/cotton fabric reinforced polyester hybrid composites are 26.9 Hz, 162.5 Hz, and 261.5 Hz for cotton direction, 26.9 Hz, 168.5 Hz, and 245 Hz for sisal direction (10% Vf of fibres), respectively. Figure 15 shows the first mode of natural frequency of sisal fibre/cotton fabric hybrid composites for different fibre Vf. It shows that a notable difference on natural frequency is observed between sisal and cotton direction. For both directions, an increase in natural frequency with fibre content is noted for all fibre volume fractions (upto the fibre Vf of 40%), following a more linear fashion, which may be related to higher fibre content. However, if the fibre Vf increases more than 40%, the natural frequency of both directions decreases suggesting that particularly more fabrics and lowest bonding by low matrix content.
Effect of fibre content and layering pattern on natural frequency of composites (Mode 1).
The frequency in sisal direction is high compared to cotton direction for all fibre Vf. This is suggesting that apart from the fibre/matrix interface, fibre rigidity also plays an important role in determining natural frequency of the composite, and the more rigid sisal fibre (i.e. sisal fibre – see Table 1) leads to higher natural frequency. The maximum frequency was noted for 40% fibre Vf of the hybrid composites. Indeed, an increase in the stiffness of the composites impacts its natural frequency. It is seen in Figure 9 that the flexural modulus of the both fibre composites increased with fibre content upto 40% fibre Vf. However, the variation in the fibre type significantly influences the natural frequency of the composites.
Effect of fibre content and changing layer pattern on natural frequency of composite (modes 1, 2 and 3) in Hz.
Damping factor of composites
Half power bandwidth method is used to calculate the damping values of the composites at different fibre Vf. Figure 16 shows the first mode damping of cotton and sisal direction. For both fibres, the decrease in damping trends was observed for both directions. Table 7 shows that the increase in damping trends was observed for both directions in mode 2 and 3. Also many factors such as fibre content, fibre surface, fibre/matrix bonding thickness, and interface strength also play an important role in the damping mechanism. In general, lower resin content should lead to higher damping and maximum damping observed at 40% Vf of fibres at both directions. In more than 40% Vf of fibres, the damping decreased by lowest fibre/matrix interfacial bonding. Figure 16 shows that the sisal fibre direction has highest damping compared to cotton direction. Owing to the smaller diameter of sisal fibre (from 50 to 200 µm), a thicker interface could appear, causing higher damping than cotton. Also the greater surface area of contact of sisal fibre with matrix can create a stronger interface and make the composites stiffer. In cotton direction, the damping was lowest for all modes compared to sisal direction. This is due to that the cotton yarn consist of more cotton fibres which decreased the interfacial strength with matrix.
Effect of fibre content and layering pattern on damping factor of composites (Mode 1). Effect of fibre content and changing layer pattern on damping of composite (modes 1, 2 and 3) in Hz.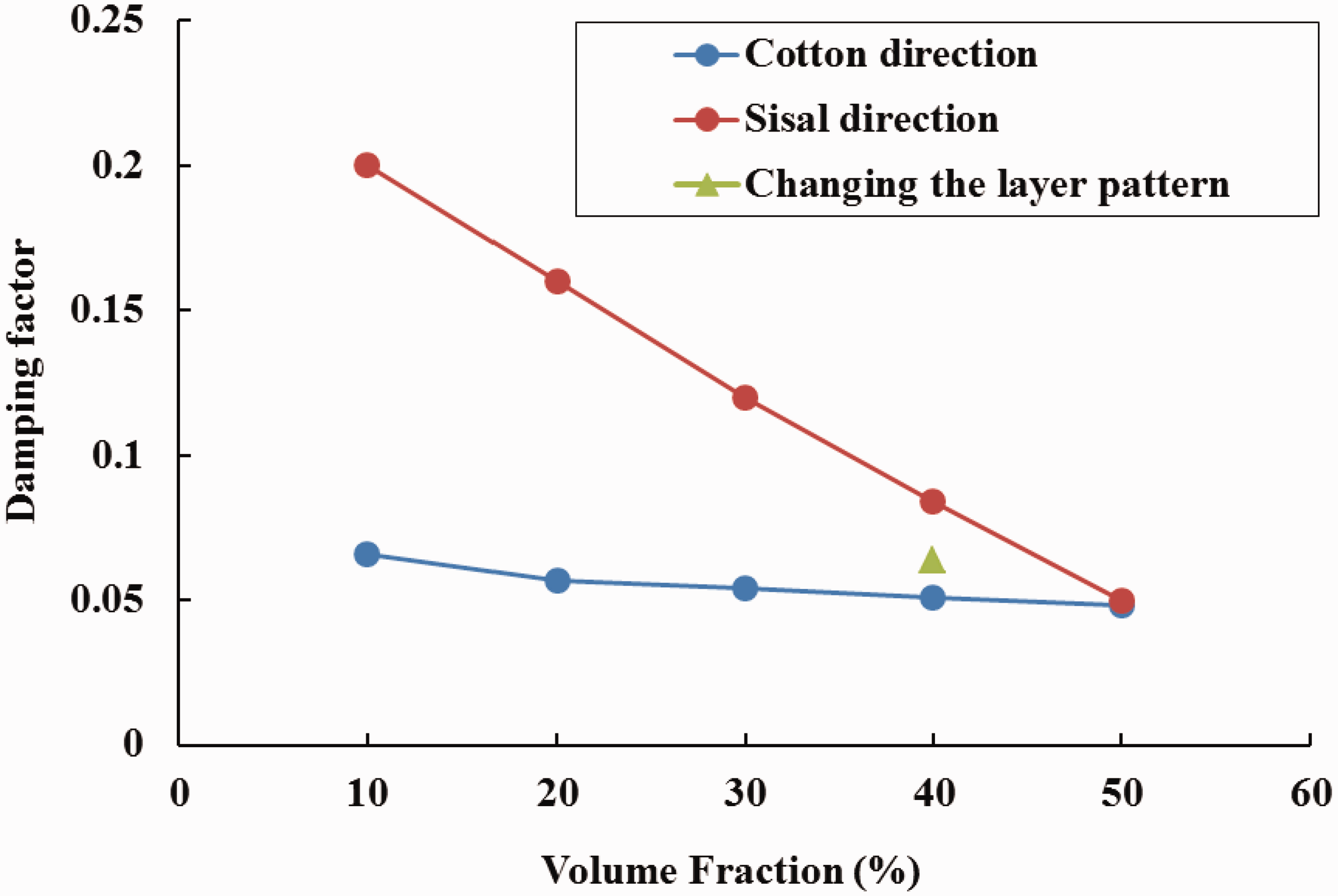

Further, it is observed for CLP in hybrid composites from Figure 13 that, for 40% fibre Vf, the damping values of the hybrid composite lie in between the sisal and cotton direction. It could be due to lowest weakness of fibre/matrix. This is noted that the cotton yarn with polyester has lowest interface compared to sisal fibre/matrix interface and also the sisal fibre is a single fibre which has higher frequency. Table 7 shows the measured damping factor of the various composites (Modes 1, 2, 3) and it can be seen that the higher damping values for sisal direction is found for 40% fibre Vf in all three modes.
Conclusion
The mechanical and vibration characteristics of the sisal/cotton fibre fabric laminated polyester hybrid composites have been discussed with various fibre volume fractions and CLP. The following conclusions are made based on the extensive experimental study.
Preparation of this laminate composites are very simple, require less labour intension, less investment, and low manufacturing cost due to its availability and easy for making woven fabrics. The maximum tensile strength and tensile modulus of these composites are found for 40% fibre Vf of fibre in both directions. Compared to cotton direction, the sisal direction has higher tensile properties. This is due to higher fibre/matrix interfacial strength and single fibre length was embedded to entire length of the composites that is clearly shown in SEM image of tensile fractured zone. But in CLP, the uniform tensile properties are obtained in both directions at 40% fibre Vf. The maximum flexural strength and modulus of these composites are achieved at 40% fibre Vf for both directions. Similarly to tensile strength, flexural properties have significant improvement in sisal direction. By changing CLP, the uniform flexural properties are obtained in both directions. The maximum impact strength of these composites are achieved at 40% fibre Vf for both directions and but the values had significant improvement in sisal direction by absorbing more impact energy. The maximum impact strength in cotton and in sisal directions is 6.9 J and 22 J, respectively. At all modes, the maximum natural frequencies are found in sisal direction at 40% fibre Vf, obtained in the range from 34 Hz to 300 Hz. Among all modes, the highest frequency is found for mode 2. Similarly, at mode 1, the maximum damping value is obtained in sisal direction at 40% fibre Vf. By CLP, the balanced fundamental natural frequency and damping values are obtained in both directions. In statistical approach, the significant model for mechanical properties is obtained from the experimental results and the mechanical properties of the composites purely depended on fibre volume fraction rather than direction of test and the changing the laminating sequence of the laminas in the composites.
Overall, it can be concluded that the 40% Vf of the sisal/cotton fabric reinforced polyester hybrid composites have the highest mechanical properties and vibration characteristics. While manufacturing the composite specimens, the layering pattern plays an important role for enhancing the composites strength. Convincingly, the present work clearly shows that the sisal/cotton fabric reinforced polyester hybrid composites will become a future alternative for conventional materials due to its uniform and enhanced mechanical properties and vibration characteristics. This laminate composite will be used for various applications for commercial usage as follows.
The electric motor covers are made up of glass fibre polymer materials, sheet metal and plastic cover, and the electric switchboxes are made up of wood which are replaced by the above composites. The car indoor panels and seat cover panels are made up of glass fibre polymer materials, plastics, and woods which could be replaced by cotton–sisal fabric epoxy composites. This composite is an alternate material for wood which could be used in door, windows, chairs, and tables instead of woods. This composite is used in instrumental body and paddles which replace the wood sheets and rubber materials.
Footnotes
Declaration of Conflicting Interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.