
Abstract
Natural cellulose fiber reinforced biopolymer composites have attracted increasing attention due to environmental concerns. However, these fibers have relatively low mechanical properties and poor interfacial adhesion with matrices, limiting their composite mechanical properties. This study investigates the synergistic effect of two recently developed techniques to maximize the mechanical performance of ramie/poly (lactic acid) laminated composites, namely alkali treatment to loosen fiber molecular structure and to increase fiber surface roughness and subsequent cyclic loading treatment to fabrics to increase their tensile strength and modulus. The results show that the treated fabrics have increased crystallinity and crystal orientation factor as well as better orientation of fibers and more uniform structures, leading to 11% improvement in fabric tensile strength and 57% enhancement of tensile strength (90.9 MPa), 48% higher tensile modulus (5.6 GPa), 18% higher flexural strength (149.4 MPa), and 91% higher flexural modulus (8.2 GPa) for the corresponding composites. Meanwhile, postmortem analysis shows that better interfacial adhesion is achieved using this approach.
Introduction
Petroleum-based resins and synthetic fibers have been widely used for most of the fiber reinforced composites. However, their non-biodegradability and poor sustainability have caused serious environmental and resources concerns [1–3]. These problems have urged the manufacturers to look for new alternatives to the currently available materials [4]. Bio-composites made of biodegradable resins and natural fibers like ramie, sisal, kenaf, jute, and flax have attracted increasing interest for their advantages of biodegradability, sustainability, lightweight, commercial availability, and acceptable cost [1,5]. However, in some load bearing end-uses, applications of natural fiber composites are limited due to their relatively low mechanical properties resulted from low tensile properties of reinforcing natural vegetable-based fibers [2,6,7] and poor fiber/matrix interfacial bonding [8–13].
Cyclic loading treatment on natural fiber fabrics is an effective way to improve their tensile properties [6,14]. Under cyclic loading, yarn crimps in fabrics decrease and orientation of fibers in yarns, microfibrils in fibers and even molecular segments in amorphous phases could increase along the loading direction. All these could enhance the load sharing and stress transfer and benefit the fabric tensile properties [6,14]. In our previous work, cyclic loading treatments were carried out after ramie fabrics were immersed in the water for 1 h and the mechanical properties of the final composite materials were significantly improved [6].
In addition to the cyclic loading method, alkali treatment is an effective method for improving interfacial properties, by which hydrogen bonding in the fiber is disrupted. Lignin, hemicelluloses and other impurities could be partially removed from the surface of the fibers and thus the fiber surface roughness could also be increased [15,16]. Orue et al. treated sisal fibers with 7.5 wt.% alkali solution and found that the interfacial shear strength of the treated fiber/poly(lactic acid) (PLA) composites improved 120% [17]. Yan et al. treated flax fiber with 5 wt.% NaOH and found that the treated flax/epoxy composites exhibited 16.1% higher flexural strength than the control composites due to improved interfacial shear strength [18].
The results of the previous studies reveal that it might be possible to use the alkali treatment to not only roughen natural cellulosic fiber surface but more importantly also loosen up the molecular structure of the fibers. This could facilitate stress-induced molecular orientation and crystallinity of the fiber and thus maximize the effectiveness of subsequent cyclic loading treatment to the fiber or fabric. Consequently, the improved interfacial bonding and enhanced fiber tensile strength could have a synergistic effect on the mechanical performance of the natural cellulose fiber composite.
In this study, we would like to combine fabric cyclic loading pretreatment with alkaline surface treatment to cellulose fibers to maximize the mechanical properties of corresponding green composites. We specifically selected ramie, a native plant to China, Japan, and the Malay Peninsula. Ramie has the advantages of low specific density and high tenacity and has been used in textiles for a long time. It is recently utilized in green composites as an alternative to the traditional reinforcement. PLA, a typical biodegradable polymer, was selected as the matrix for the green composite. In this study, ramie fabrics were pretreated with alkaline solution and subsequently went through cyclic loading for enhancing mechanical properties. After the two treatments, chemical and structural changes of the ramie fabrics were investigated using Fourier transform infrared spectroscopy (FTIR), wide angle X-ray diffraction (WAXRD), and polarized light microscopy (PLM). After impregnating the treated ramie fabrics into PLA, the tensile and flexural properties were evaluated for the composites. Postmortem analysis of the fractured composites was also carried out using scanning electron microscopy (SEM) to identify the failure mode.
Experimental
Materials
Plain woven grey ramie fabrics (140 g/m2, 21 counts of warp and weft yarns) were purchased from Dongting Ramie Textile Printing & Dying Mill (Hunan, China). PLA pellets (Nature Works® 4032D) were provided by Zhonghua Plastic Co., Ltd. (Guangdong, China). The specific gravity of PLA was 1.24 and the melting temperature range was 160–173℃. Alkali was supplied by Pinghu Chemical Reagent Factory (Zhejiang, China).
Fabric treatment
Before the treatments, grey ramie fabrics were desized to remove surface finishes. In desizing, grey ramie fabrics were firstly immersed in 2 wt.‰ alkali aqueous solution for 1 h at 90℃, then immersed in water for 1 h at 90℃ at a liquor ratio of 100:1, and finally washed in distilled water for several times to pH 7 at room temperature. The desized fabrics were dried at 60℃ for 2 h. After desizing, fabrics were subjected to alkali wetting and cyclic loading treatment. The concentration of the alkali solution was 5 wt.% at which no crystal lattice transformation from cellulose I to cellulose II could happen and the mechanical properties of the natural fibers improved [19,20]. After immersed in alkali solution for 1 h at room temperature, ramie fabrics (60 mm × 300 mm) were taken out and immediately stretched under cyclic load with a gauge length of 200 mm by an YG065H Series Strength Tester (Laizhou Electron Instrument Co. Ltd., Shandong, China). Based on preliminary experiments and the result of Zhou et al. [6], the cyclic load level was 70% of the mean failure load of the desized fabrics and the number of load cycles was 10 to maximize the treatment effects. The treated fabrics were washed to pH 7 and dried in air. For comparison, desized fabrics were also treated with alkali solution without cyclic loading. Therefore, three samples were prepared corresponding to three treatments, namely control, alkali treated only (AO) and alkali pretreated and then cyclic loaded (AC). A typical cyclic loading curve of the samples was shown in Figure 1.
Typical cyclic load curves of AC fabrics.
Composite processing
Ramie fabrics and PLA pellets were dried at 80℃ in an oven for 12 h to remove absorbed moisture before consolidation of the composite. Dried PLA pellets were preheated at 180℃ and pressed at 3 MPa for 3 min to produce a film with a thickness of 0.2 mm using a compression molder (Qicai Hydraulic machinery Co. Ltd., Shanghai, China).
Five pieces of ramie fabrics and six PLA films were stacked alternately. The assembly was then placed between two polytetrafluoroethylene (PTFE) coated aluminum plates and compressed at 1 MPa in the compression molder for 3 min at 180℃.
Fiber volume fraction Vf and void content V0 were calculated using following equations:


Basic properties of composites.

Structural morphology examination of fabrics
To confirm the effect of cyclic loading after alkali treatment on the fabric structure, the image of ramie fabrics was obtained by a PLM (Nikon ELIPSE LV100POL).
FTIR spectroscopy analysis
The surface chemical properties of the fabrics were investigated using a FTIR equipped with an attenuated total reflection. The FTIR spectra were recorded using a Nicolet Nexus-670 spectrometer at a range of 600–4000 cm−1.
Crystalline orientation measurement
The information on the fiber microstructure for untreated and treated ramie warp yarns was evaluated in the form of powder by WAXRD technique on D/Max-2550 PC (Rigaku Corporation, Japan) with Ni-filtered Cu Kα. The deflection angle had a range of 6–40°. The crystallinity index was calculated by the ratio of the integral intensity of crystalline portions (lattice plane: [1 0 1], [1 0 1], [0 0 2] and [0 4 0]) to the total intensity of the sample. The crystalline orientation factor was calculated using the following equation:

Tensile testing of fabrics
To evaluate the treatment effect on tensile properties of the fabrics, tensile test of the fabrics was conducted on a fabric tensile tester Model YG065H (Laizhou Electron Instrument Company, China) at a strain rate of 0.1 min−1 with a specimen width of 50 mm and a gauge length of 200 mm. Before testing, ramie fabrics were conditioned at 20℃ and 65% relatively humidity (RH) for 24 h. At least five specimens were tested for each sample along the warp direction. Fabric thickness was tested using YG141N Digital Fabric Thickness Gauge (Nantong Hongda Experiment instruments Co., Ltd., Jiangsu, China). The thickness of the control fabrics, AO fabrics, and AC fabrics were 0.354 ± 0.002, 0.376 ± 0.007, and 0.363 ± 0.001 mm, respectively.
Mechanical testing of composites
Composite thickness was measured with a caliper. At least three specimens were tested for each sample. The thickness of the control composites, AO composites, and AC composites were 1.51 ± 0.01, 1.52 ± 0.02, and 1.40 ± 0.01 mm, respectively.
Tensile tests for composites were performed on a universal testing machine (Model WDW-20, Hualong Test Instruments, Shanghai, China) with a crosshead speed of 5 mm/min and a gauge length of 50 mm in accordance with ASTM D638-10 Standard Test Method. The samples were cut into a dog-bone shape using a Type I sample template as shown in Figure 2.
Dimensions of tensile specimens.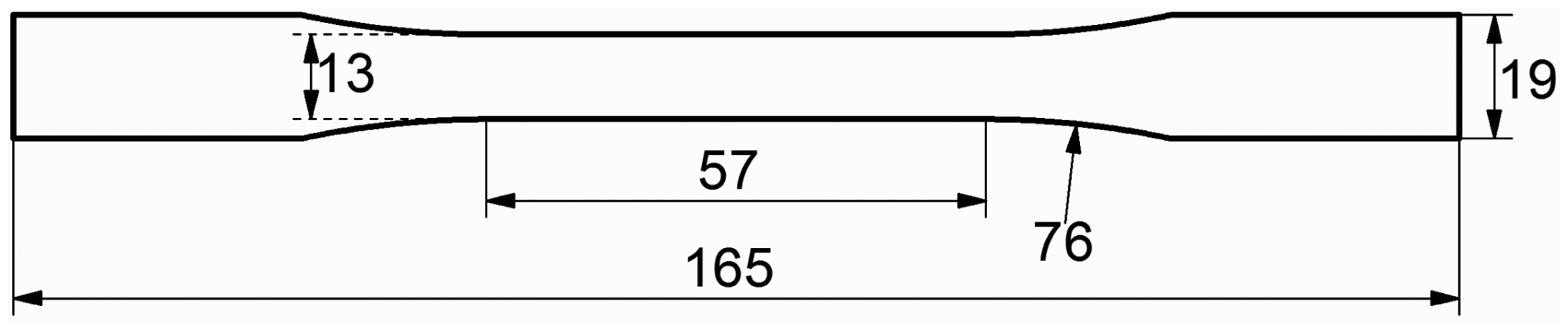
The three-point bending test was carried out according to ASTM D790-10 Standard Test Method using the same machine. The sample size was 50.8 mm × 12.7 mm (2.0 in × 0.5 in) with a span of 25.4 mm (1.0 in) and a loading rate of 10 mm/min. All composite samples were conditioned at 20℃ and 65% RH for 24 h before testing. Five composite specimens were tested in warp direction for each sample.
After the alkali and cyclic loading treatment, the warp and weft counts of the fabrics were changed. We assumed that changes in cross-sections of the yarns were negligible and the warp yarns were the reinforcements determining the maximum tensile and flexural properties in the warp direction. Thus the warp contents of the fabrics rather than the fiber volume fraction were considered in normalizing the mechanical properties of the corresponding composites, since the fiber volume fraction takes into account both warp and weft yarns in the composites. After fabric treatment, warp fabric counts (number of yarns per unit width of the fabric) increased and the number of warp yarns in the corresponding composites per unit cross-sectional area was proportional to the increase of the warp fabric count. The normalized warp mechanical properties of composites were calculated according to the following equation:



SEM analysis
Postmortem analyses were carried out for the tensile fractured surfaces of the composites using SEM (Hitachi TM-3000, Japan). Prior to the SEM observation, the specimens were coated with gold to improve their surface electrical conductivity.
Statistical analysis
Data in mechanical properties of composites were analyzed using one-way analysis of variance and Fisher’s pair-wise multiple comparison. A p value was considered statistically significant if it was smaller than 0.05.
Results and discussion
Structural morphology of ramie fabrics
Warp and weft counts for ramie fabrics.

The morphology of the fabrics is shown in Figure 3. Yarns after alkali treatment were slack as shown in Figure 3(b), while the warp yarns after the cyclic loading (AC fabrics) were slightly more compact and straighter as shown in Figure 3(c). All these factors were likely to increase the tensile strength of the AC fabrics.
Morphology of ramie fabrics: (a) control, (b) AO, and (c) AC samples.
FTIR spectra of fabrics
FTIR spectra of fabrics are shown in Figure 4. Peaks at 1730–1750 cm−1 in Figure 4(b) and (c) disappear, which is assigned to C–O stretching of the acetyl and ester groups in hemicellulose and/or aromatic components of lignin by alkali treatment [17,21]. Thus, hemicellulose and/or lignin could be partially removed from the surface of the treated samples. Apart from this, no significant difference was observed in the spectra. FTIR spectra of AO sample and AC sample are almost the same, indicating that cyclic loading did not introduce any change to the chemical structure of the fibers.
FTIR spectra of ramie fabrics: (a) control, (b) AO, and (c) AC samples.
Crystalline orientation changes of fibers
The micro and molecular structure of the fibers may also influence the composite mechanical properties. X-ray diffraction diagrams for the fibers before and after different treatments are presented in Figure 5. The crystallinity and the crystalline orientation factors are listed in Table 3. All the samples had similar crystalline forms of cellulose I structure with four characteristic diffraction peaks at 2θ = 14.9°, 16.5°, 22.8°, and 34.3°. The alkali treatment and cyclic loading did not produce lattice transformation. These results are in agreement with those reported in literatures [6,19]. The crystalline orientation factor of alkali treated fabrics slightly decreased due likely to the breakage of the three dimensional supra molecular network of cellulose with cleavage of hydrogen bonding [22,23]. The crystallinity of AO fabrics slightly increased probably due to the removal of hemicellulose. However, both the crystallinity and crystalline orientation factor of the AC fabrics increased, which could be resulted from the improvement of molecular orientation along the direction of tension, and stress induced crystallinity [22]. Here, we found that our results are different from that reported by Zhou et al. who did not found distinct difference in crystallinity and crystalline orientation before and after the cyclic loading treatment [6]. Therefore, it is likely that the alkali treatment could indeed loosen up the molecular structure of the fibers in amorphous phase, making the subsequent cyclic loading more effective in inducing molecular arrangement change.
WAXRD curves of ramie warp yarns in (a) control, (b) AO, and (c) AC fabrics. Crystallinity and crystalline orientation factor of ramie warp yarns in untreated and treated fabrics.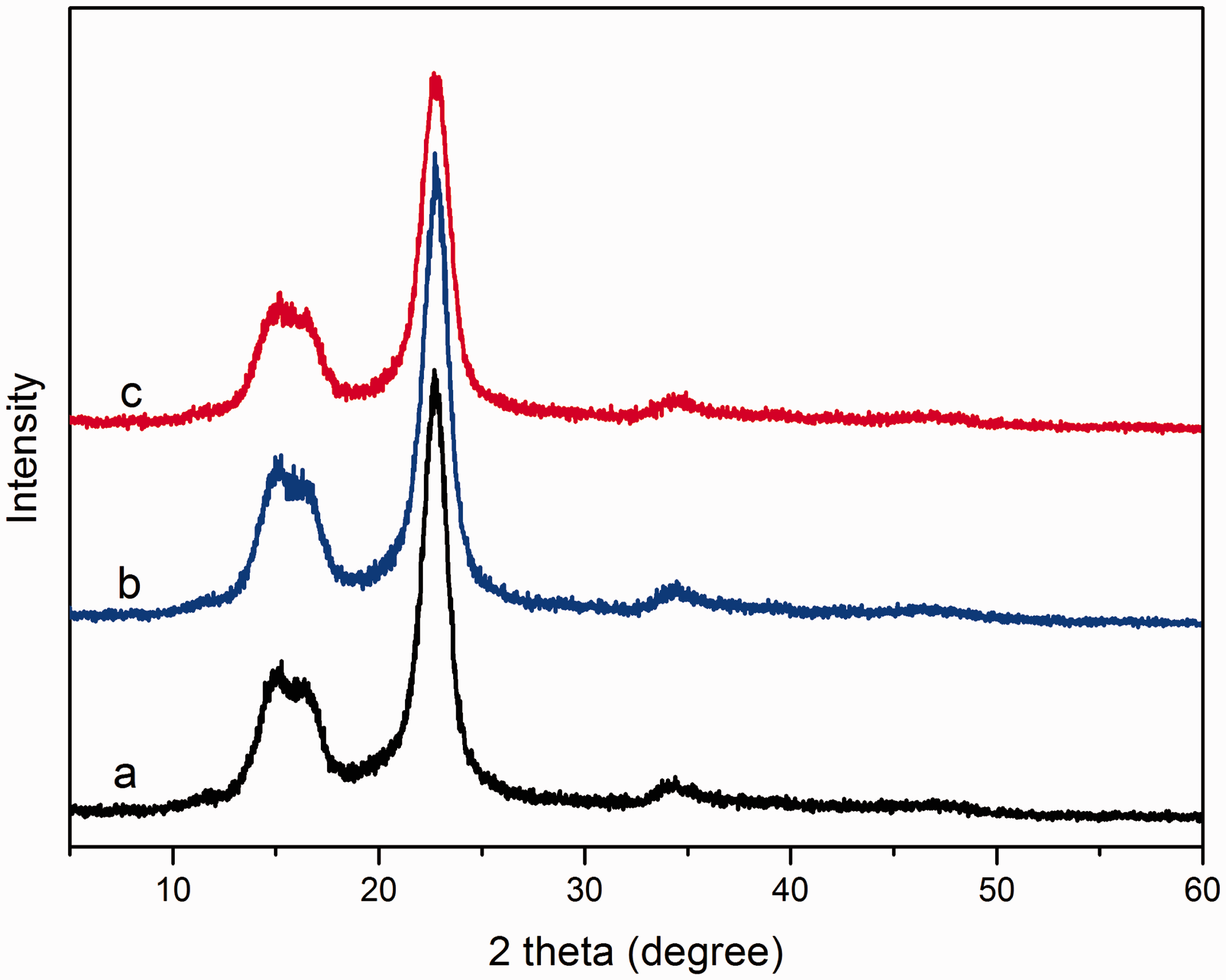

Tensile properties of fabrics
Typical load–displacement curves of the fabrics are given in Figure 6. Apparently, the slope of the load–displacement curve of the AC fabric was the largest. Fabrics after cyclic loading treatment presented the largest tensile failure load and the smallest failure deformation. Elongation of the fabrics included three parts, namely elongation due to yarn crimp interchange (diminished warp crimp and increased weft crimp), fiber reorientation along the loading direction, and elongation of fibers themselves. After cyclic loading, it can also be seen from Figure 6 that crimp interchange for warp yarns almost disappeared. Thus, AC fabrics had a significantly lower elongation at breakage and a much higher tensile modulus.
Typical tensile load–displacement curves of untreated and treated fabrics.
Tensile load of untreated and treated fabrics.

Tensile properties of ramie/PLA laminated composites
The typical stress–strain curves of the composites in warp direction are shown in Figure 7. Tensile moduli were calculated using the initial linear part of the curves according to ASTM D638.
Typical tensile stress–strain curves of different composites in warp direction.
Tensile strength and tensile modulus of the ramie fabric reinforced PLA laminated composites were shown in Figure 8. Tensile properties of composites depend greatly on those of the reinforcement which is the major component to bear loads in composites, and interfacial properties which influence stress distribution and transfer. AO composites had 24% higher tensile strength and 11% higher tensile modulus than the control composites. Jawaid et al. found that 2-hydroxy ethyl acrylate treatment on fibers reduced moisture retention capacity of the fiber and improve the compatibility with the matrix [26]. However, no evidence was found in this study to show reduced moisture retention for the alkali treated fabrics. It is concluded that the alkali treatment could improve the interfacial property by roughening the surface of the ramie fibers. AC composites exhibited about 57% higher tensile strength and 48% higher tensile modulus than the control samples due to higher tensile properties of the treated fabrics and better interfacial adhesion and resin infiltration due to the alkali treatment.
Tensile properties of ramie fabric-reinforced PLA composites (different letters labeled on top of the columns show the means with significant difference).
Improvement in normalized mechanical properties of treated composites over control composites.

WT treatment refers to water pretreatment with cyclic loading treatment.
Flexural properties of ramie/PLA laminated composites
The typical flexural stress–deflection curves for the three-point bending test in warp directions are shown in Figure 9. It can be seen that the composites deformed elastically at the beginning of the test until reaching the elastic limit (Point A). After this point, micro-cracking and interfacial debonding took place and pseudo-plastic deformation occurred. This was reflected in the nonlinear increase in the load with further increase of displacement until the maximum load was reached (Point B) [27]. Afterwards the load dropped abruptly as the first layer of the reinforcement fabrics failed followed by a stepped tail from Point B to Point C due to the layer by layer fracture mode and fiber failure/pullout effects typical for laminated composites [28]. This was more obvious for AC composites with good interfacial bonding strength. It can be seen from Figure 9 that AC composites had the highest elastic limit point with a more typical stepped tail.
Typical bending stress–strain curves of composites reinforced with untreated and treated ramie fabrics.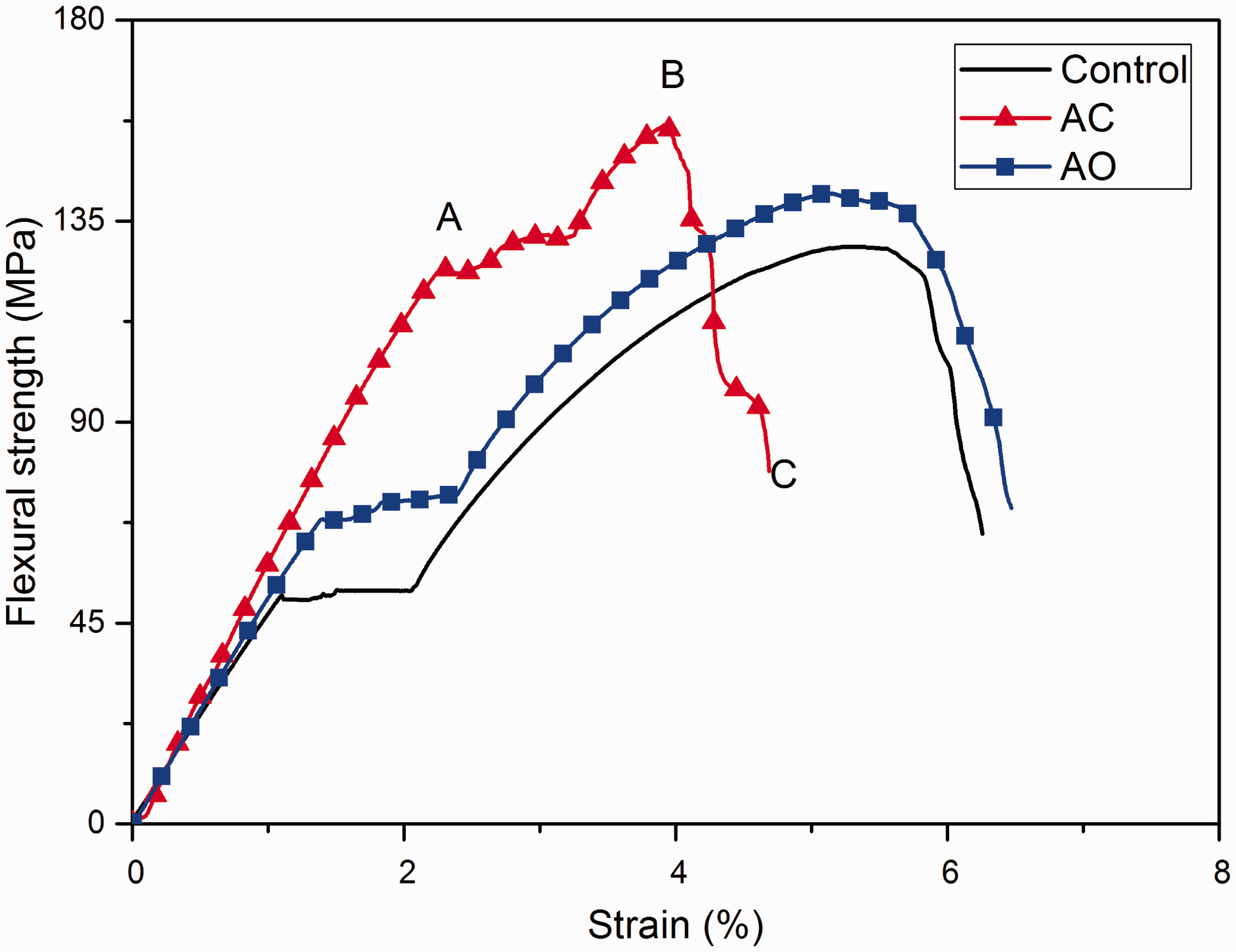
Flexural strengths and moduli of different composites are shown in Figure 10. Flexural properties of laminate composites respond to interfacial adhesion between the reinforcements and the matrix as well as the tensile properties of the reinforcements. In bending, the upper side is compressed, the lower side is tensioned and delamination could occur. Compared to the control sample, the flexural strength and modulus of AO composite increased 9% and 18%, respectively, due to its better interfacial properties by alkali treatment, while those of the AC composites increased by 18% and 91%, respectively, owning to the synergistic effect of the greatly improved fabric tensile properties and better interfacial bonding by alkali treatment. The flexural performance enhancement of AC composites was much greater than the values reported in literatures (shown in Table 5).
Bending properties of composites (different letters labeled on top of the columns show the means with significant difference).
Postmortem analysis of fractured composites
Figure 11 showed SEM photomicrographs of tensile fractured surfaces of the composites. As shown in Figure 11(a), the fractured control sample showed apparently longer pull-out length of the warp yarns and deeper holes left by the broken yarns. The interfacial bonding between control fabrics and PLA resin was obviously poor. Whereas, as seen in Figure 11(b) and (c), the pull-out length was quite small and yarns were adhered well with PLA resin in composites reinforced with alkali treated fabrics. This indicated that alkali treatment on fabrics improved interfacial shear strength between the ramie yarns and the PLA resin.
SEM images of tensile fractured surfaces of (a) control, (b) AO, and (c) AC samples (A, yarn pull-out; B, debonding; C, hole; D, yarn failure).
Conclusion
In this study, cyclic loading treatment after alkali surface treatment for ramie fabrics was confirmed to have a synergistic effect on improving the overall mechanical properties of ramie/PLA composites by simultaneously enhancing the fabric tensile properties and the fiber/matrix interfacial bonding. With interruption of the H-bonds in ramie, cyclic loading more effectively promoted the orientation of the molecules, fibers, and yarns, and improved the mechanical properties of the ramie fabrics. Meanwhile, the interfacial property of the ramie fabrics and PLA matrix was improved since fabric surface was roughened by the alkali treatment. The tensile strength of the alkali pretreated and cyclic loaded fabrics increased significantly compared to that of the control fabrics. The tensile and flexural strength and modulus of the composites reinforced with alkali pretreated cyclic loading treated fabrics were increased substantially compared with the control composites.
Footnotes
Declaration of Conflicting Interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: the Natural Science Foundation for the Youth (No. 50803010), the Fundamental Research Funds for the Central Universities and the Shanghai Natural Science Foundation (No. 14ZR1400100).