
Abstract
Sandwich structure of non-woven composite is produced by using a compressive hot pressing method. It is ranging from 2500 grams per square meter (gsm) to 3500 gsm. Composite sample is designed using Box and Behnken model. Considering 50–70% weight of jute fibre content with 30–50% weight of hollow conjugated polyester fibre, ideal thickness of the composites is maintained in the range from 4 to 5 mm. Thermal properties such as thermal conductivity, thermal resistance, thermal transmittance and thermal diffusivity were evaluated by considering three factors: weight of jute (A), weight of hollow conjugated polyester (B) and thickness of the composite (C). The thermal conductivity of the composite material is determined by heat flow meter method ASTM C518. Experiment result will help to make a suitable standardized panel composite for thermal insulation. It requires 3600 gsm 51/49 parts of contribution of jute/hollow conjugated polyester fibre with 5.0 mm thickness and 3200 gsm 76.5/23.5 parts of contribution of jute/hollow conjugated polyester fibre with 4.5 mm thickness of the composites. The composite weight of 3280 gsm shown optimized thermal responses, it was predicted from response surface method graph. Contribution of jute/hollow conjugated polyester fibre of 54/46 parts with 5.0 mm thickness would be considered to make standardized composite panel. Mostly air conditioning process reduces the energy cost spent for the thermal stability in indoor climate of dwellings.
Introduction
Thermal insulation is a process of reducing the heat transfer through the surfaces; it prevents the cold air or hot air in the outdoor environment from causing temperature loss or gain in the indoor environments [1]. Day by day new combinations of composites enter into the market to meet the need of thermal insulation, quality, the cost efficient, eco-friendliness of the product and process of composites insist to take natural fibres. Generally natural fibres have good specific mechanical properties due to their low density, short span of renewable resource with low energy consumption and recyclability [2]. Among natural fibres good thermal insulation is possessed by jute fibre [3, 4]. It is considered to be a very economical raw material and is available in India throughout the year. Needle-punched non-woven technology is considered to be a forward technology; this is very much suitable for the jute industry [5]. Its batting construction and thickness determine the thermal insulation stuff. Evenly dispersed void or air present in thick and porous jute fibre is responsible for thermal insulation on needle-punched non-woven composite. Use of woollenized jute improves the thermal insulation property owing to rise in fibre bulkiness [6]. On the other hand, water sponginess and 13% of moisture regain significance of jute fibre lead to bulging and dimensional instability [7]. Adding man-made hollow conjugated polyester (HCP) with jute fibre will help to overcome the above-mentioned problem.
The word ‘conjugate fibre’ denotes a fibre poised of at least two fibre-arriving polymeric components. It is arranged in diverse sectors across the cross-section of the fibre and prominently continuous along the length. The core component has a softening temperature considerably higher than the softening temperature of the sheath component. Low melting temperature of sheath fibre would be a key bonding technique to produce a thermo-bonded composite using hot compression pressing method [8–10], whereas core of the fibre would not melt and remains in the hollow form. The core fibre has a duty to upkeep the sheath in its fibrous state [11]. Generally thermo-bonding temperature of Recron fibres (HCP brand name) starts from 110℃ [12].
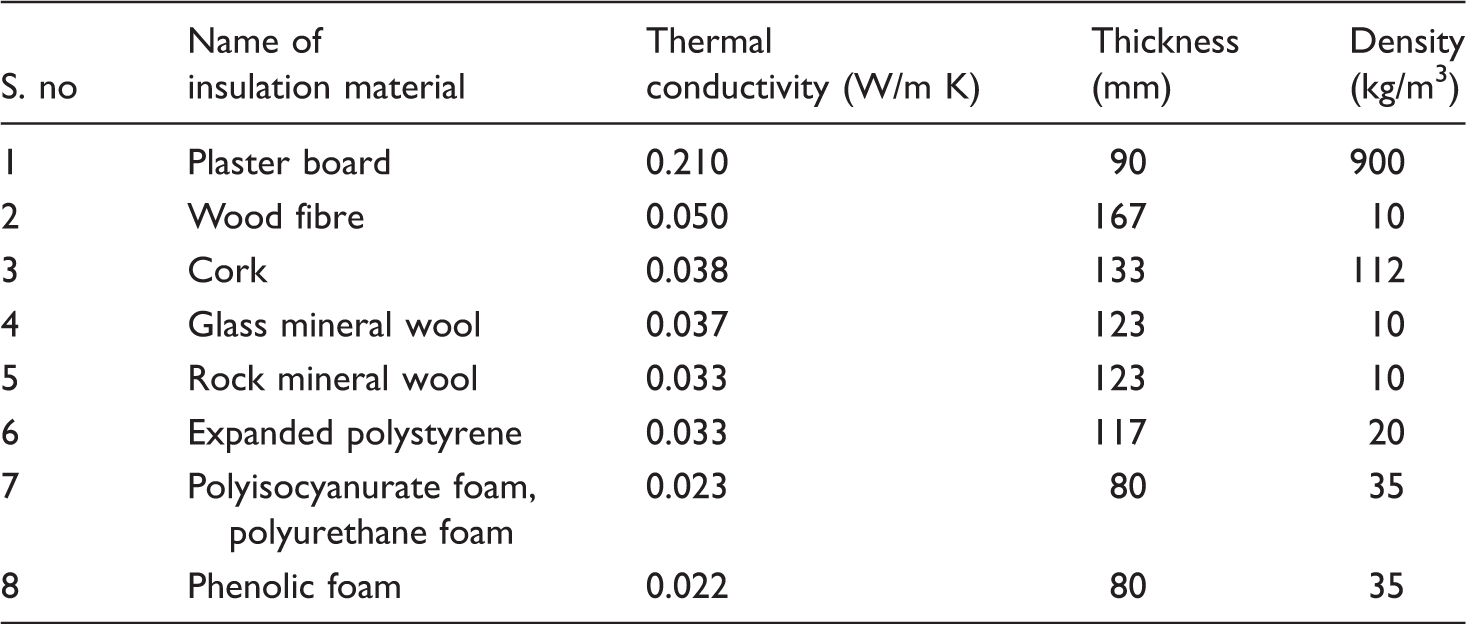
Commercially available thermal insulation panels are made up of plaster of Paris, asbestos board, plywood boards, glass materials, ceramic tiles and branded foam sheet panels. Its thickness is more than 4 mm and weight starts from around 2.5 kg/m2. Further it exceeds more than 40 kg/m2 depending on the material type and its end uses [13, 14]. Hence in this study, approximately 2.5–3.5 kg/m2 of weight is considered to produce composite panel. From the literature review, it is found that jute/HCP combination model has never been taken before to produce thermal insulation composites. So here initiation starts to investigate the thermal properties of jute–HCP fibre reinforced non-woven composite with the Box and Behnken model statistical approach.
Experimental procedures
Materials
Properties of HCP and jute fibres.

Methods and design of experiment for composite preparation
To examine the distinct and shared composition effects of jute/HCP fibres lap weight, thickness of the composite, Box and Behnken [15] factorial design of three factors was used. Assessment of the responses on or after this factorial design model is appropriate, only when the independent variables are within the range for which the model has been developed. Here, factor A and B are taken as dependent variable and factor C as independent variable. According to this, fabrication process controlled over the composite material.
Design of composite using Box and Behnken model.

Fifteen combinations of samples using coded values.

Composite preparation
Jute fibre 40–60 mm was opened using pilot Trytex card machine at the doffer speed of 4 r/min. Jute webs in the form of sheet produced near to the width of 1.2 ft. Similarly, 64 mm HCP individualized stapled fibre web sheets are produced separately. Randomized fibre arrangement of web was built into HCP–jute–HCP–jute–HCP sandwich layers to achieve the desired level of (g/m2) gsm by calculating feed process. Several layers of web were arranged one upon another, as per the design of experiments made by Box and Behnken model.
Dilo, German made needle punching machine with a working width of 8000–10,000 needles/m and downstroke board were used to prepare the non-woven material. Needling density maintained at 300 punches/cm2 on the speed of 257 cycles/min (30 strokes) and 11 mm penetration depth constantly set for the barbed needle, which had a dimension of 15 × 18 × 36 × 3.5 R/SP.
Compression moulding technique is adopted to make a non-woven composite, hot pressing temperature 160℃ maintained to initiate the thermo-bonding process of webs and the pressing time is allowed up to 30 min. HCP fibre contains sheath and core bilayer component in which sheath fibre layer starts its melting from 110℃; core fibre layer’s melting temperature is similar to general polyester fibre 260℃. By varying the pressure level 0.5–0.7 MPa, the thickness of the composites was decided as 4.0, 4.5 and 5.0 mm. After fabrication process, the pressure is relaxed to collect the sample from the compression moulding device. The thickness of the composites was ensured with thickness tester, using ASTM D5729 procedure. Under a pressure of 1.55 kPa, which had a 2.54 cm diameter of foot and dial gauge range starts from 0.01 to 10.0 mm.
Sample of jute/HCP needle punched non-woven composite. Heat flow meter schematic for thermal conductivity testing.

Measurement of thermal conductivity and its related derivatives
Steady-state thermal conductivity (λ) property determined by heat flow meter [16] according to ASTM C 518 using a sample size 30.5 cm × 30.5 cm, at a temperature of 90℃ on the upper plate and 30℃ on the lower plate. The inferior plate association is transportable; hence the composite sample with varying thickness and different composition percentage of fibre can be tested [17]. Measuring the heat flow in down structure direction minimizes the convective heat transmission from end to end by the permeable insulation materials. Heat transfer in the heat flow meter instrument mainly occurs due to solid/gas conduction and thermal radiation mechanisms. The plate temperatures are controlled by bidirectional heating and cooling peltier systems, which are attached with a closed-loop fluid flow with an incorporated forced air heat exchanger. Using two heat flux temperature sensor transducers, temperature was measured by allowing time limit, maintained at 12–14 min for the prepared sample. The unit measurement of thermal conductivity (λ) is W/(m K)

Q = Heat flow rate, W
λ = Thermal conductivity, W/(m K)
A = Meter area normal to heat flow, m2
L = In situ specimen thickness, m
According to EN ISO 6946 the thermal resistance achieved for a constructional layered composite was obtained by dividing the thickness (T) [18] by the thermal conductivity value of a non-woven composite

The thermal transmittance (U) is the time rate of heat flow through 1 m2 of a composite component when the temperature difference between the surfaces in the direction of heat flow is 1 K. U value can be calculated for a given composite [19] and is generally represented in W/(m2 K)

Thermal diffusivity (α) measures the capacity of a composite to conduct thermal energy compared to its capacity to store thermal energy. It is an indicator of how rapidly a composite will vary the temperature in reaction to the relevance of heat [20]. It is usually denoted by α in m2/s

λ = Thermal conductivity W/(m K)
ρ = Density (kg/m3)
Cp = Specific heat capacity J/(kg K)
Result and discussion
Thermal properties of jute and HCP reinforced non-woven composite.

Comparison with commercial insulation material.
Gon et al. suggested jute fibre composite material can be considered as a wood substitute [22], Ashwarthanarayana and Venugopal Naidu found in their study that plywood thermal conductivity increases proportionally with its density [23] and Kiran et al. reported that thermal conductivity of bamboo mat board increases with increasing bulk density [24].
Effect on thermal conductivity (λ)
The thermal conductivity of the non-woven composite material made up of jute and HCP fibre for all the 15 samples, with different fibre proportion with varying thickness was analysed and shown in Figure 3. It is observed that if jute fibre content increases, it reduces the λ [25] value along with increase of thickness of the composite material. Lowest λ value obtained in sample S6, at the maximum of 1750 gsm of HCP fibre content with the lowest contribution of 1250 gsm of jute fibre sample. S9 gives λ = 0.0203 W/m K, when it is compared with the mean value of 0.02188 W/m K it reduces into 7.2%. Conversely, at maximum jute fibre content of 1850 and 750 gsm of HCP fibre content in sample S8 with 4 mm thickness and in S11 with 5 mm thickness considered for evaluation. S11 comparatively found 0.0004 W/m K lower difference, with higher thickness which plays a vital role in thermal conductivity qualities. Bulk density of the composite material is directly proportional to thermal conductivity. Here, high gsm of jute/HCP fibre with optimum thickness decides the bulk density of the composites.
Thermal conductivity of jute and HCP composite.
From the response surface method (RSM) graph, lowest thermal conductivity value 0.0199 W/m K is predicted for 4 mm thickness composite material. Its optimized contribution effect of jute/HCP fibre weight is 1865/1454 g/m2. In 4.5 mm thick composite material, lowest thermal conductivity value 0.0197 W/m K is predicted for the contribution of jute/HCP fibre, which weighs 1934/1363 g/m2. In 5 mm thickness composite material, lowest thermal conductivity value 0.0193 W/m K is predicted for the contribution of jute/HCP fibre that weighs 2097/1260 g/m2. It is clearly evident that increase in thickness reduces the thermal conductivity of the composites. In Figure 3, 3D graph replicates that the curves on thermal conductivity axis decrease with an increment of thickness.
The air gap between the fibre batting reduces the thermal conductivity, hollow fibre possess air trap in its core and bound in-between jute fibre reinforced non-woven composite improves the thermal insulation. Cross section of fibre batting clearly photographed by SEM images is shown in Figure 7. Due to compression pressing, the circular shape of the HCP fibre in the middle of the batting is affected. However, fibre shape and surface area of fibre have not shown any effect on the thermal conductivity of the designed composite [26].
Effect on thermal resistance (R)
Increasing of thermal resistance along with intensification fibre content, with high thickness of 5 mm provides the maximum thermal resistance value depicted in Figure 4. Sample S1 possess the highest R value 0.245 m2 K/W and sample S4 had the least thermal resistance value 0.1419 m2 K/W. Mean thermal resistance of the composite is 0.20826 m2 K/W when the density of the composite material decreases, thickness of the composite bulged relatively when its thickness is increased. High thickness of the composite material improves the thermal resistance of the composite and it acts as a good insulator. Thermal conductance distance improved through thickness increment is a reason for reducing the thermal conductivity. Bulk density of the material is indirectly proportional to thermal resistance.
Thermal resistance of jute and HCP composite.
From the RSM graph, highest thermal resistance value 0.2479 m2 K/W is predicted for 5 mm thickness composite material. Its optimized contribution effect of jute/HCP fibre weight is 1786/1552 g/m2. In 4.5 mm thickness composite material, highest thermal resistance value 0.2230 m2 K/W is predicted for the contribution of jute/HCP fibre, which weighs 1909/1430 g/m2. In 4 mm thickness composite material, highest thermal resistance value 0.2000 m2 K/W is predicted for the contribution of jute/HCP fibre that weighs 2183/1150 g/m2. It is clearly evident that increase in thickness increases the thermal resistance of the composites. In Figure 4, 3D graph replicates of the curves on thermal resistance axis increase with an increment of thickness.
The randomized distribution of [27] fibre web, sandwich-structured needle punched non-woven yields a mechanically stabled composite. Composed with lower conductance value of fibre with low bulk density provides a better thermal resistance [28].
Effect on thermal transmittance (U)
Jute fibre content and HCP fibre content increases along with the thickness factor reduce the thermal transmittance value of the non-woven composite material, which is clearly shown in Figure 5. Rate of transfer of heat through the composite material from its differences in temperature across the composite material should be low for good insulating material. Sample S1 possess lowest thermal transmittance value 4.0816 W/m2 K next to that of sample S10 with a U value 4.1 W/m2 K. Thickness of the composites plays a vital role in determining the U value. Reducing the density of the material by adjusting the needling density on the non-woven manufacturing process and compression pressure regulation could be a right choice to decide the thickness of the composite material.
Thermal transmittance of jute and HCP composite.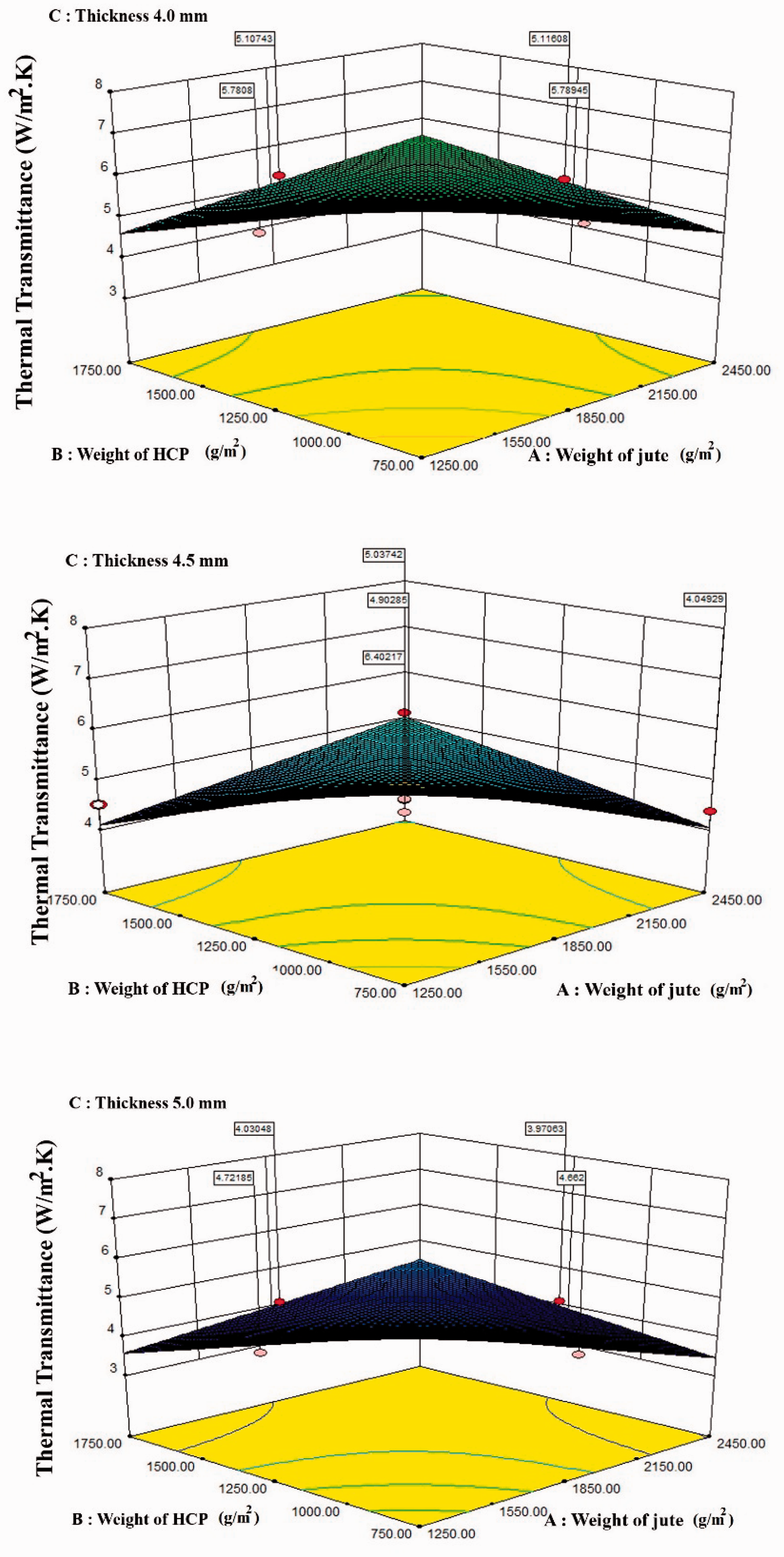
From the RSM graph, lowest thermal transmittance value 3.8695 W/m2 K is predicted for 5 mm thickness composite material. Its optimized contribution effect of jute/HCP fibre weight is 1815/1480 g/m2. In 4.5 mm thickness composite material, lowest thermal transmittance value 4.4595 W/m2 K is predicted for the contribution of jute/HCP fibre, which weighs 1892/1425 g/m2. In 4 mm thickness composite material, lowest thermal transmittance value 4.4596 W/m2 K is predicted for the contribution of jute/HCP fibre that weighs 1963/1370 g/m2. It is clearly evident that increase in thickness reduces the thermal transmittance of the composites. In Figure 5, 3D graph replicates of the curves on thermal transmittance axis decrease with an increment of thickness.
Effect on thermal diffusivity (α)
Low thermal diffusivity slows down the flow of heat in inside of the non-woven composite related to its bulk density of the composite material. It is clearly evident from Figure 6 that there are no more changes directly related to the thickness of the composite material. Sample S6 acquired a lowest thermal diffusivity value 1.35 × 10−8 m2/s, because it possesses 933 kg/m3 density. Contrarily, concept of thickness reduction with to the higher thermal transmittance improves the bulk density of the composite. Improvement of bulk density reduces the thermal diffusivity of composite material. Air gaps present in in-between layers of sandwich structure and air pockets possessed by the HCP fibres reduce the thermal conduction in a bulged composite material.
Thermal diffusivity of jute and HCP composite. Cross section SEM images of jute and HCP non-woven composite randomized fibre arrangement with its hollowness.

From the RSM graph, lowest thermal diffusivity value 1.48 × 10−8 m2/s is predicted for 4 mm thickness composite material. Its optimized contribution effect of jute/HCP fibre weight is 2301/1141 g/m2. In 4.5 mm thickness composite material, lowest thermal diffusivity value 1.48 × 10−8 m2/s is predicted for the contribution of jute/HCP fibre, which weighs 2402/945 g/m2. In 5 mm thickness composite material, lowest diffusivity value 1.45 × 10−8 m2/s is predicted for the contribution of jute/HCP fibre that weighs 1419/1719 g/m2. It is clearly evident that increase in thickness reduces the thermal diffusivity of the composites. In Figure 5, 3D graph replicates of the curves on thermal diffusivity axis decrease with an increment of thickness.
In a fluctuating thermal situation, thermal diffusivity of a composite material determines the dissemination depth and speed of temperature adaptation of non-woven composite [29].
Statistical evaluation
Analysis of variance and lack-of-fit values.

In this model, thermal resistance responses show the good significant p value 0.09% compared to all other thermal responses.
Response surface equation and coefficient of multiple correlations of composites.

A = Weight of Jute in grams, B = Weight of HCP in grams, C = Thickness of the composite in mm.
Conclusion
The thermal properties such as thermal conductivity, thermal resistance, thermal transmittance and thermal diffusivity of jute and HCP fibre, reinforced needle-punched non-woven composite were studied in this paper. Due to global warming, retaining the temperature inside the dwellings and reducing the transfer of heat in a controlled mechanism need a good thermal insulator for its energy saving cost. Among these 15 composite materials, sample S1 (3600 gsm 51/49 parts of contribution of jute/HCP fibre with 5.0 mm thickness) shows the highest thermal resistance and lowest thermal transmittance. Sample S6 (3200 gsm 76.5/23.5 parts of contribution of jute/HCP fibre, 4.5 mm thickness) shows the lowest thermal conductivity and lowest thermal diffusivity. This may be considered for making a standardized thermal-insulated composite panel, which is used to control the indoor climate primarily in air conditioning process.
By considering RSM graph, lowest thermal conductivity, highest thermal resistance, lowest thermal transmittance and lowest thermal diffusivity are predicted, when the mean value of jute fibre contribution is 1780 g/m2, mean value of HCP fibre contribution is 1500 g/m2, with the 5.0 mm thickness of the composite material. Its total weight of 3280 gsm approximately made 54/46 parts of contribution of jute/HCP fibre gives the optimized thermal responses for the good thermal insulator.
Low melting sheath component present in HCP fibre itself act as a binding agent at low melting temperature of 110℃. So there is no need of adding external additives or binders. It reduces the process, handling and raw material cost compared with commercially available products.
Composite of standard panel more than one can be combined according to the end use, where the insulation is required. For example in wall coverings, ceilings and side coverings in building blocks, etc. However, mechanical stability, moisture and air permeability analysis of the sample requires sorting a standardized panel of composite for its end use.
Footnotes
Declaration of Conflicting Interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.