
Abstract
Jute and hollow conjugated polyester fibres were blended to produce non-woven composite by using a compressive hot pressing method having a weight of 328 g/m2. Its blending ratios: 50/50, 60/40 and 70/30% are considered as one factor. Needling density of non-woven fabric: 300, 150 and 75 punches/cm2 is fixed as another factor. Thermal and mechanical properties of developed non-woven composite material such as thermal conductivity and thermal resistance, breaking force and elongation were tested. Among the developed 15 samples, optimal responses are shown on 50/50% of Jute/hollow conjugated polyester fibre proportion and 150 punches/cm2 needling density. To produce three-layered winter over coat, 50% Jute/50% hollow conjugated polyester is selected as middle layer, polyurethane coated nylon and polyester fabric is used as outer and inner layer fabric, respectively. This designed over coat shows the least thermal conductivity value of 0.0195 W/m K.
Introduction
High thermal resistance is important in down like winter over coat. Thermal conductivity barrier is required to avoid the loss of body temperature, which regulates the blood flow. In the same way, macro temperature in a negative degree Celsius as mentioned in ASHRAE thermal sensation scale −3 should be restricted to enter in a human body or else it will freeze the humans. Exposure to severe cold can lead to cold-related symptoms and injuries, such as frostbite, hypothermia and cold-related accidents [1,2]. The most common cold-related complaints found among Finnish population were musculoskeletal pain and symptoms of respiratory conditions, white fingers and episodic peripheral circulatory conditions [3].
Development of low thermal conductivity fabric will act as an insulator and keep the body warm in winter prone zones. Engineered fabrics through non-woven technology have regularly upgraded to meet the need of clothing comfort. Especially, needle punching technology is considered to be the cheapest mode of fabrication in engineered clothing. Traditionally, heavier and bulkier clothing is required to protect the wearer from the thermal environment. It rises the temperature of the body by insulating against heat loss. It necessitates the wearer to put in extra effort in carrying the weight of the clothing leads to undergo physiological stress [4]. Commercially available winter over coat made up of leather, poly urethane foam, polyester fleece and wool are too heavy and costlier.
Jute fibre and its various blends of Jute-nonwovens were assessed for thermal insulation property, blending of woollenized Jute gave good result [5]. Adding man-made hollow conjugated polyester (HCP) with Jute fibre; makes the work more interesting. In our previous research work, Jute/HCP fibre composite weighing 3280 g/m2 showed optimized thermal responses. From the response surface method graph, 0.0193 W/m.K thermal conductivity value is predicted for contribution of Jute/HCP fibre of 54/46 parts [6]. So hereof, 1/10th part of 3280 g/m2 Jute/HCP fibre is considered to produce light weight middle layer non-woven composite.
Winter over coat like functional cold protective clothing consists of at least three separate layers: inner, mid and outer layers [7]. The middle layer of clothing fabric must show the higher thermal resistance property, having trapped air in inside of the fibres with porous fabric construction is required [8,9]. The inner layer of fabric should be free from itching sensation [10]. The outer layer fabric should be good enough to resist moisture accumulations, Yoo et al. attached fifth membrane layer to the fourth fleece layer to reduce the moisture accumulation [11,12]. Selection of protective coatings on outer layer, in conjunction with spray-applied polyurethane coating can reduce the likelihood of moisture, water and permeability of air.
Experimental procedures
Materials
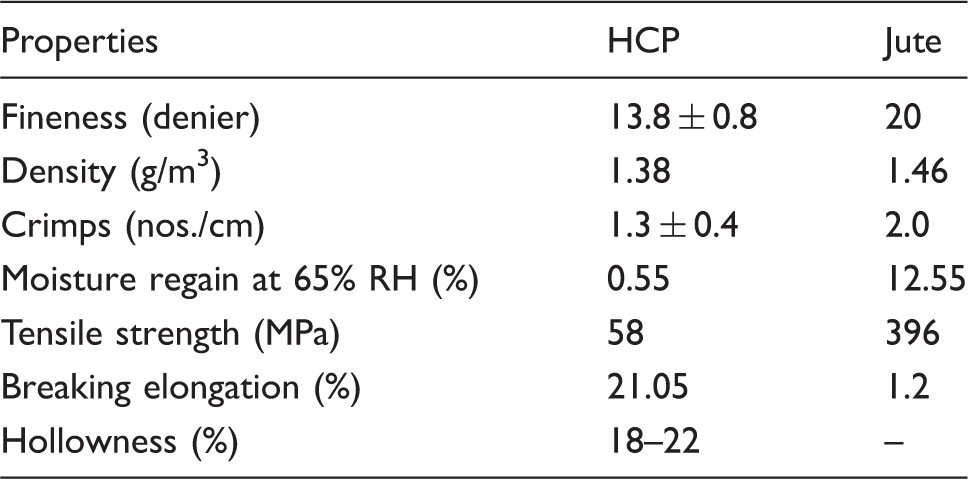
Properties of HCP and Jute fibres [5].
Composite preparation
Jute and HCP fibres were blended into the ratios of 50/50, 60/40 and 70/30, respectively, having a weight of 328 g/m2. Blended materials were processed using Dilo-German made needle punching machine, which had a set-up of continuous process sequence, starting from fibre opening RE 5 machine to needle loom DI-Loom OUG-II 6 machine (Figure 1).
Needle punching machine set up with opener, carding machine and lap layer.
In a RE 5 machine, fibres were opened into small tufts and fed into card feeder. Opener roller speed and feed percentage was set at 350 rpm and 24%. Material received from fibre opener is passed through chute feed system, blended fibre material was opened and web is formed in a card feeder CFL 7 machine. Here feed speed is limited up to 20%. Further web is passed through roller carding CAL 7 machine. The batt produced from Card feeder was opened and carded, which produced a thin sheet of carded web. Inlet speed in carding machine was set at 0.59 m/min, cylinder speed at 125 m/min and delivery speed at 17 m/min. Produced webs in lap layer F7/6 machine was cross laid, which formed batt by using a draft transfer position at 2%, layering draft at −0.5% and adjusting the layering factor from 24 to 34 according to required g/m2 of the batt material. Finally, batt is sent to the needle punching machine – model DI-Loom OUG-II 6, working width of 600 mm with 6000 to 20,000 needles/m. Maximum 1200 strokes/min at 60 mm penetration depth was maintained. The machine has two needle boards at down stroke and two needle boards at upstroke placed opposite to each other. Totally, it had four boards for double sided needling wherein, the boards had a barbed needle dimension of 15 × 18 × 36 × 3.5 R/SP.
Fifteen different samples were produced including 100% of Jute and HCP fibre composites by varying the needling density at 300, 150 and 75 punches/cm2. Thickness of the non-woven varied depending upon the needling density. The thermal insulation of the materials is almost directly related to the fabric thickness under dry conditions [13].
Compression moulding technique is adopted to make a non-woven composite. Hot pressing temperature at 160℃ was maintained to initiate the thermo bonding process of webs and the pressing time is allowed up to 15 min. HCP fibre is a bi-layered fibre, which consists of sheath and core. Sheath fibre layer starts it’s melting from 110℃, whereas core fibre layer’s melting temperature is 260℃ like the general polyester fibre. By regulating the pressure level at 0.25 ± 0.02 MPa, the thickness of the composites was decided as 5.0, 5.5 and 6.5 mm for 300, 150 and 75 punches/cm2, respectively. After fabrication process, the pressure is relaxed to collect the sample from the compression moulding device. The thickness of the composites was ensured with thickness tester, using ASTM D5729 procedure. Under a pressure of 1.55 kPa which had a 2.54 cm diametre of foot and dial gauge range starting from 0.01 mm to 10.0 mm [5] (Figure 2).
Needle punched nonwoven composite samples.
Design of samples.

Measurement of air permeability
Air permeability testing can be used to provide an indication of the breathability of weather-resistant, rainproof fabrics and coated fabrics. In general, it is used to detect changes during the manufacturing process. Construction factors and finishing techniques can have an appreciable effect upon air permeability by causing a change in the length of airflow paths through a fabric. Hot calendaring can be used to flatten fabric components, thus reducing air permeability. Fabrics with different surface textures on either side can have a different air permeability depending upon the direction of air flow [14].
Steady flow of air perpendicularly through the test area and for adjusting the airflow rate that preferably provides pressure differentials of between 100 and 2500 Pa (10 and 250 mm or 0.4 and 10 in. of water) between the two surfaces of the fabric being tested. At a minimum level, the test apparatus must provide a pressure drop of 125 Pa (12.7 mm or 0.5 in. of water) across the specimen [14].
Test specimen was placed on the test head of the instrument, and the test was performed as specified in the manufacturer’s operating instructions, it is continued for 10 specimens of each sample. The air permeability was determined in accordance with ASTM D737.
Measurement of breaking force and elongation
ASTM D3039 tensile testing is used to measure the force required to break a fibre reinforced composite specimen and the extent to which the specimen stretches or elongates to that breaking point. Specimens are placed in the grips of a Universal test machine at a specified grip separation and pulled until failure. For ASTM D3039, the test speed can be determined by the material specification or time to failure (1 to 10 min). A typical test speed for standard test specimen is 2 mm/min (0.05 in/min). An extensometer or strain gauge is used to determine elongation. Specimen size is a constant rectangular cross section, which is 25 mm wide and 250 mm long [15].
Measurement of thermal conductivity and thermal resistance
Steady state thermal conductivity (λ) property is determined by heat flow metre [16] according to ASTM C518 using a sample size 30.5 cm × 30.5 cm, at a temperature of 90℃ on the upper plate and 30℃ on the lower plate. The inferior plate association is transportable; hence, the composite sample with varying thickness and different composition percentage of fibre can be tested [17].

According to EN ISO 6946, the thermal resistance achieved for a constructional layered composite was obtained by dividing the thickness (T) [18] by the thermal conductivity value of a non-woven composite:

Thermal and mechanical properties of needle punched non-woven composite.

Result and discussion
Influence of air permeability on flexible composite
From Figure 3, 100% Jute composite material has shown highest air permeability. Next to that, 70/30 composition sample and 100% HCP has shown least value. Air trapped HCP fibre with its high bulkiness reduces the air permeability. Reduction in HCP fibre percentage increases the air permeability. Generally, the lowest air permeable fabric shows lowest thermal conductivity. Gas conductivity is reduced by pore size of the material [19]. In all, 300 punches/cm2 of flexible composite comparatively show higher air permeability than 150 and 75 punches/cm2 needling density. In Table 3, compared with non-woven material, composite material shows less air permeable because at the time of compression moulding, sheath part of HCP fibre melted and it covers the needling holes of fabric. Externally, no resin is utilized in this process. Just bonds are created by hot compression moulding at 0.25 MPa pressure is a reason for obtaining flexible composite.
Air permeability of needle punched non-woven flexible composite.
Influence of breaking force and elongation
From Figure 4, 100% Jute material shows less breaking force value. At the time of compression moulding process, the fibre does not bond itself. For a short time, it is in the form of compressed state. After a while, it returns back to its original state. Hundred percent HCP fibre composite shows good breaking force value because of high melted content over on the composite material. After a while, it returns to bulkier and unstable form. But Jute/HCP blended fibre composite stability varies based on the needling density and parts of HCP fibre content. Among the combination sample, the one composed of 50/50 and 150 needling density shows highest values of breaking force and remain in the same form, with the less air permeable compared with 300 needling density sample. Breaking force of composite material ensures a mechanical stability attributes.
Breaking force of needle punched non-woven composite.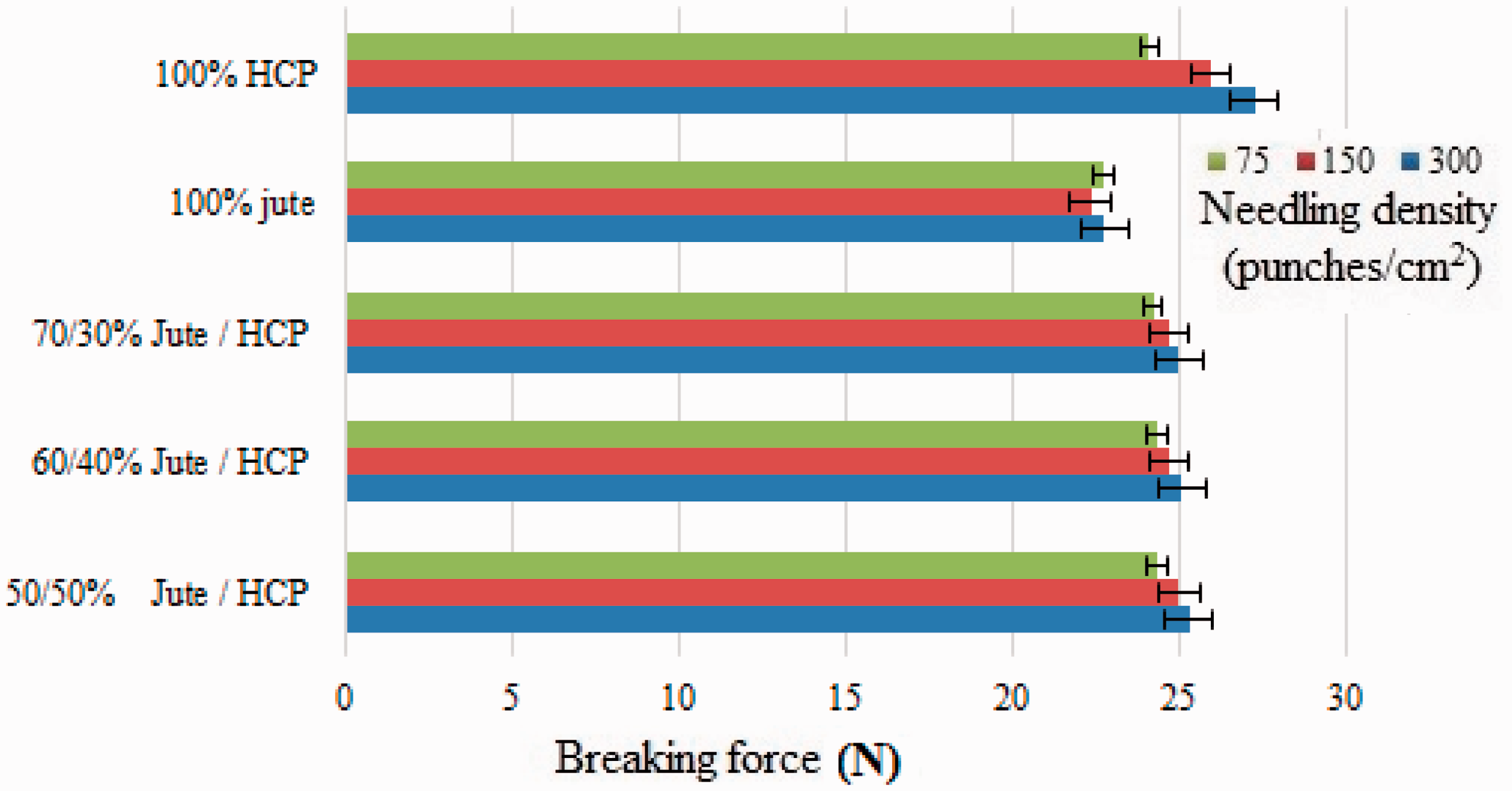
From Figure 5, 100% HCP material shows highest elongation percentage. Among the combination sample, the ‘300 needling density’ material shows good elongation. The sample composed of 150 needling density and 50/50 proportion show good elongation percentage when compared with the rest of the samples. Contribution of HCP fibre percentage based; at the time of compression moulding process, melted content (sheath) over composite and the needling density of a sample determines the elongation of the material.
Elongation percentage of needle punched non-woven composite.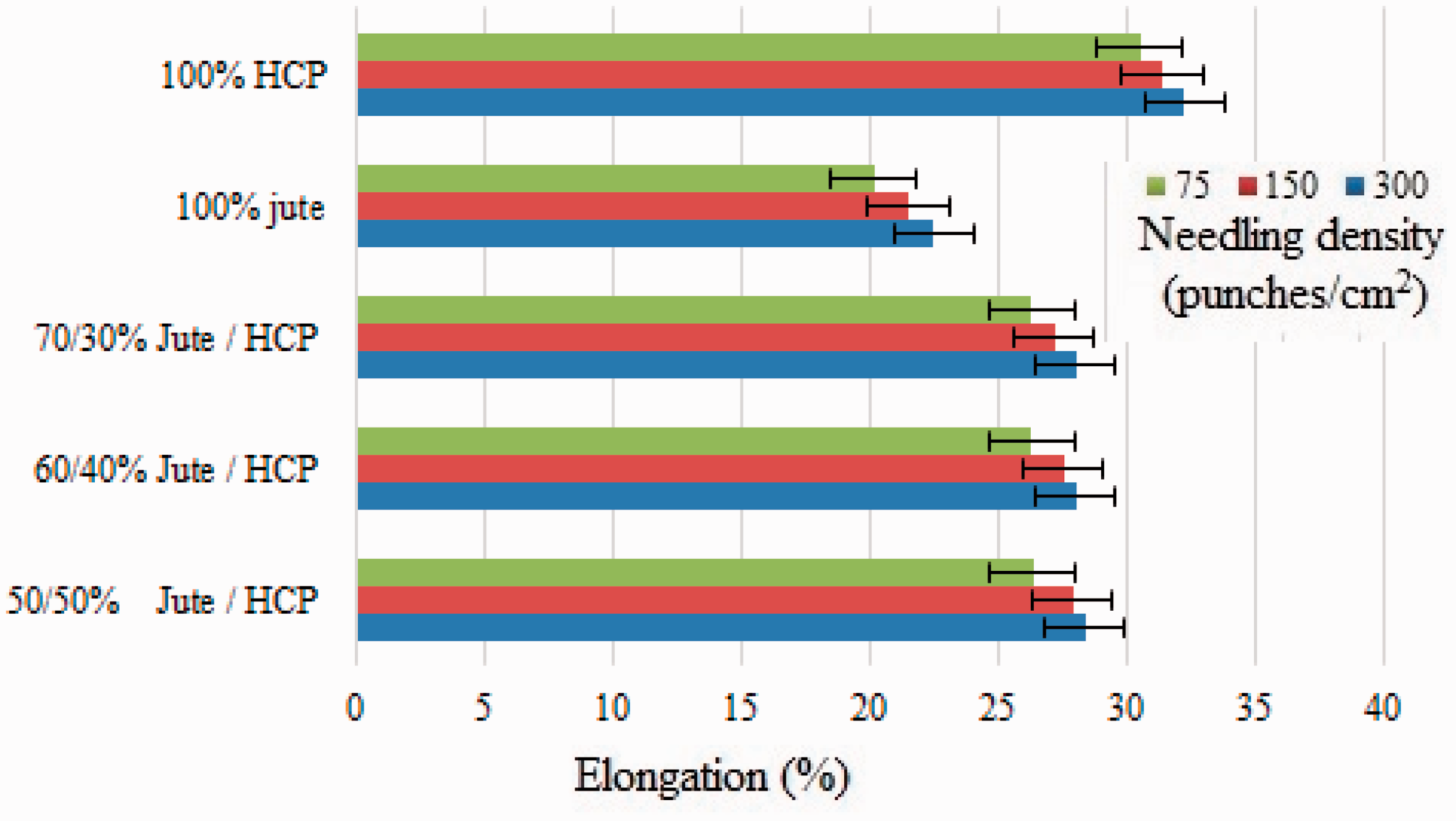
Influence of thermal conductivity and thermal resistance
From Figure 6, 100% HCP material shows lowest thermal conductivity. Among the proportion samples, 50/50 shows least thermal conductivity values. Considering the needling density of the sample 150 had the least thermal conductivity values. Air trapped HCP fibre and voids in Jute fibre reduce the convective thermal transfer of material [20]. Seventy-five needling density material with its low density batting regulate the thermal transfer by absorbing and scatter the radiation within the batting [21]. Loose bulky structure radiates the thermal transfer more than moderate density batting. Therefore, ‘150 needling density’ sample shows the lowest thermal conductivity values. The ‘300 needling density’ composite material has more permeable compared with 75 and 150 needling density. High permeability improves the thermal conductivity of the composite material.
Thermal conductivity of needle punched non-woven composite.
From Figure 7, 100% HCP material shows highest thermal resistance. Among the proportion samples, 50/50 shows highest thermal resistance values. Considering the needling density of the sample 150 needling density possess the highest thermal resistant values. Depends upon the needling density and thickness of the material, the thermal resistance is varied. Batting construction and thickness determine the thermal insulation of the composite structure [22].
Thermal resistance of needle punched non-woven composite. Three-layer fabric formation. Design and development of winter coat using pattern engineering concept drafting procedure [24]. (a) Front bodice, (b) back bodice, (c) sleeve and (d) hood. Three-layered winter over coat made up of needle punched non-woven flexible composite.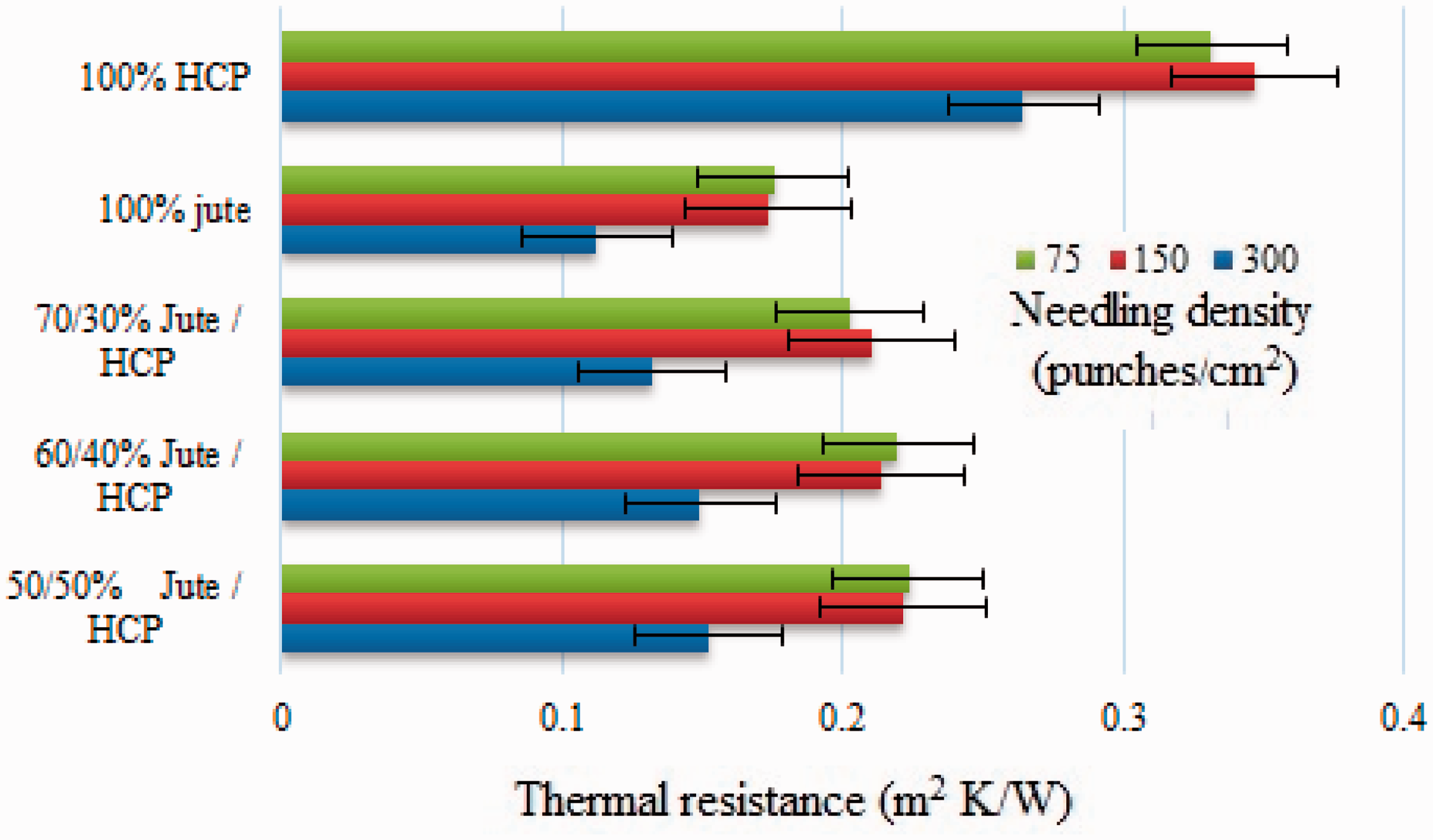



Statistical analysis
The two factor ANOVA without replication model of non-woven composite.

Application of needle punched non-woven composite
Optimum range of values is shown by 50/50 of 150 needling density of Jute/polyester nonwoven composite material. Therefore, D1 sample is considered for the fabrication of the winter over coat. D1 non-woven composite material selected as middle layer and close satin woven nylon fabric coated with polyurethane selected for outer layer, are the reasons for high water and moisture resistant property. Close satin woven polyester fabric selected as inner layer of winter over coat. The three layers of fabric joined together and stitched with nylon sewing thread by maintaining the stitches per inch of 10 using lock stitch.
Middle layer of nonwoven flexible composite material is shaped into pattern, due to its shaping activity weight is considerably reduced. Size and shape of winter overcoat responsible for total weight of the coat. Instead of filling the material in between the inner and outer layer of commercial available coat, this method reduces the weight and improves the durability.
Comparison of overcoats.

Conclusion
Thermal and mechanical properties of developed nonwoven composite material such as thermal conductivity, thermal resistance, breaking force and elongation were studied in this article. Among these 15 composite materials, sample D1 having the weight of 328 g/m2, 50/50 parts of contribution of Jute/HCP fibre with 150 punches/cm2 needling density is found to attain the optimal responses. Sample D1 is used as a middle layer in making of winter over coat.
The developed winter over coat with polyurethane coated nylon fabric in outer layer with an inner layer of polyester fabric shows lowest thermal conductivity value of 0.0195 W/m K. Compared with existing products, the produced winter over coat weight is reduced. Adaptation of natural fibre in winter over coat reduces the black foots of ecology. Sustainable development may be attained through by needle punching and hot pressing of composite material leads to least polluting manufacturing process.
This kind of three-layer garment with the application of different material on outer layer and in inner layer fabric along with the developed composite sample D1 is selected according to end use. Based on geographical and climatic condition of places, choices are to be made and efforts are to be taken to attain the wearer comfort. In future, application of this kind of flexible composite extends and emerges as a scope for technical clothing sector.
Footnotes
Declaration of Conflicting Interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.