
Abstract
This study examined the effects of ultrasonic welding parameters on bond strength, seam thickness and seam stiffness, as well as water permeability. For study purpose, two types of four-layered fabrics with same compositions and different areal densities suitable for inner part of sport shoes were used. Two different types of seams, lapped and superimposed, were applied for ultrasonic welding and also compared by traditional seam applied by shoe manufacturer. The morphology of different type of seams was also analyzed to observe the influence of welding parameters on the layers during the ultrasonic welding process. Bonding strength was found to depend on the seam type and composition of the joined fabric layers. It was confirmed by the shoe manufacturer that all the produced welded seams provided the requested minimum bond strength to be suitable for the use of the shoes. The traditional seams applied by the shoe manufacturer were thicker but had lower stiffness in comparison to all welded seams. It was also found out that ultrasonic welding damaged the membrane, which was confirmed by no water resistance of welded seams. Statistical analysis showed that ultrasonic welding parameters, such as welding frequency and velocity, influence the bond strength, thickness, and bending stiffness of welded seams, but the obtained results were statistically insignificant.
Introduction
Recently, welding technologies based on hot air and hot edge, ultrasound, lasers, and high-frequency have been more frequently used for joining textiles, products such as inflatable boats, protective and sports clothing, tents, truck awnings, bag filters, inflatable toys, etc. It can be expected that traditional sewing methods will no longer satisfy technical requirements for joining the garment parts nor the aesthetic appearance of the products [1–3]. Nowadays, the most used welding technology in textiles is the hot air welding for manufacturing the underwear and outdoor sport garment [4]. The hot air welded joints are thin, soft, stretchable, flexible, friendly to the human body, waterproof, and easy to maintain [1]. Furthermore, by incorporating the hot air welding technologies, a wide range of textile materials from natural, mixed to synthetic, can be used.
The ultrasonic bonding mechanism is a physical process that uses mechanical vibrations to soften or melt a thermoplastic material at the joint line. The fabrics to be joined are held together under pressure and subjected to ultrasonic vibrations [5]. Two main welding techniques may be used to join textile materials: plunge mode (static) welding and continuous (rotary) welding using a wheel or a wide drum and static horn [6].
Jones et al. [1] presents the main advantages of using ultrasonic welding over other welding processes such as short welding times, simple technique, and consistent performance when welding parameters are optimized. Moreover, it provides a clean process, minimal thermal damage to fibers, no adhesive use, safe process, and lower energy cost compared to the thermal bonding. The fabric parts during the ultrasonic manufacturing are not exposed to heat, therefore the manipulation process is safe for a worker. Also, after ultrasonic welding process, no cooling phase is needed as in hot air welding technology [7].
The ability of textiles to be welded ultrasonically depends on their thermoplastic content. The joint fabrics must have a minimum of 65% [8] thermoplastic content, which melts under mechanical vibration to a degree, enabling to join the textile components under determined pressure. In particular cases, the natural fabrics can also be welded using a hot melt adhesive film placed between layers before welding [8].
The quality of welded joints depends on the composition of the work piece, the shape and type of a joint, as well as on welding parameters in all welding techniques [2,9]. There are a few studies in the literature related to ultrasonic welding of textiles. Popp [10] reported that parameters such as clamping force, vibration amplitude, and velocity of ultrasonic welding sonotrode directly influence the quality of the finished product. Vujasinovic et al. [11] analyzed ultrasonic sailcloth bonding as an alternative to classic sewing using an anvil wheel with appropriate engraving and optimal welding parameters such as speed and amplitude. Also, Hayes et al. [12] compared ultrasonically welded seams, sewn and sewn/tape-sealed seams used for waterproof polyester fabric. The sewn/tape-sealed seam was found to withstand a higher load than the welded seam, probably because of the double mechanism of the sewn seam and tape in maintaining seam integrity. The sewn and tape-sealed seam had a longer bending length than the welded seam, making it less flexible. Welded seams were found to have a greater load-carrying capacity than sewn seams. Shi et al. [13] developed ultrasonic welding technology for the smart seams by incorporating optic fibers in military uniforms and examined the effects of ultrasonic welding pressure, welding time, and amplitude of vibration on the joint strength.
The industrial application of ultrasonic welding includes bonding of nonwoven fabrics for medical purposes such as gowns, masks, hygiene products, gloves, where the seams without holes are required to protect the user against chemicals, pathogens, and blood.
The current study explores the application of ultrasonic welding for joining the multilayered textiles produced for inner part of sports shoes. Two different types of seams were applied for ultrasonic welding. The ultrasonic welded seam properties and welding parameters were also studied to obtain the appropriate seams with respect to bond strength, seam stiffness, and thickness. The morphology of different types of seams was also analyzed to observe the influence of welding parameters on the layers of the joined fabrics.
Experimental
Materials
Textile properties of used materials.


3D view of used multilayered fabrics. (a) Type I and (b) Type 2.
Sample preparation
The traditional and ultrasonic seam types.
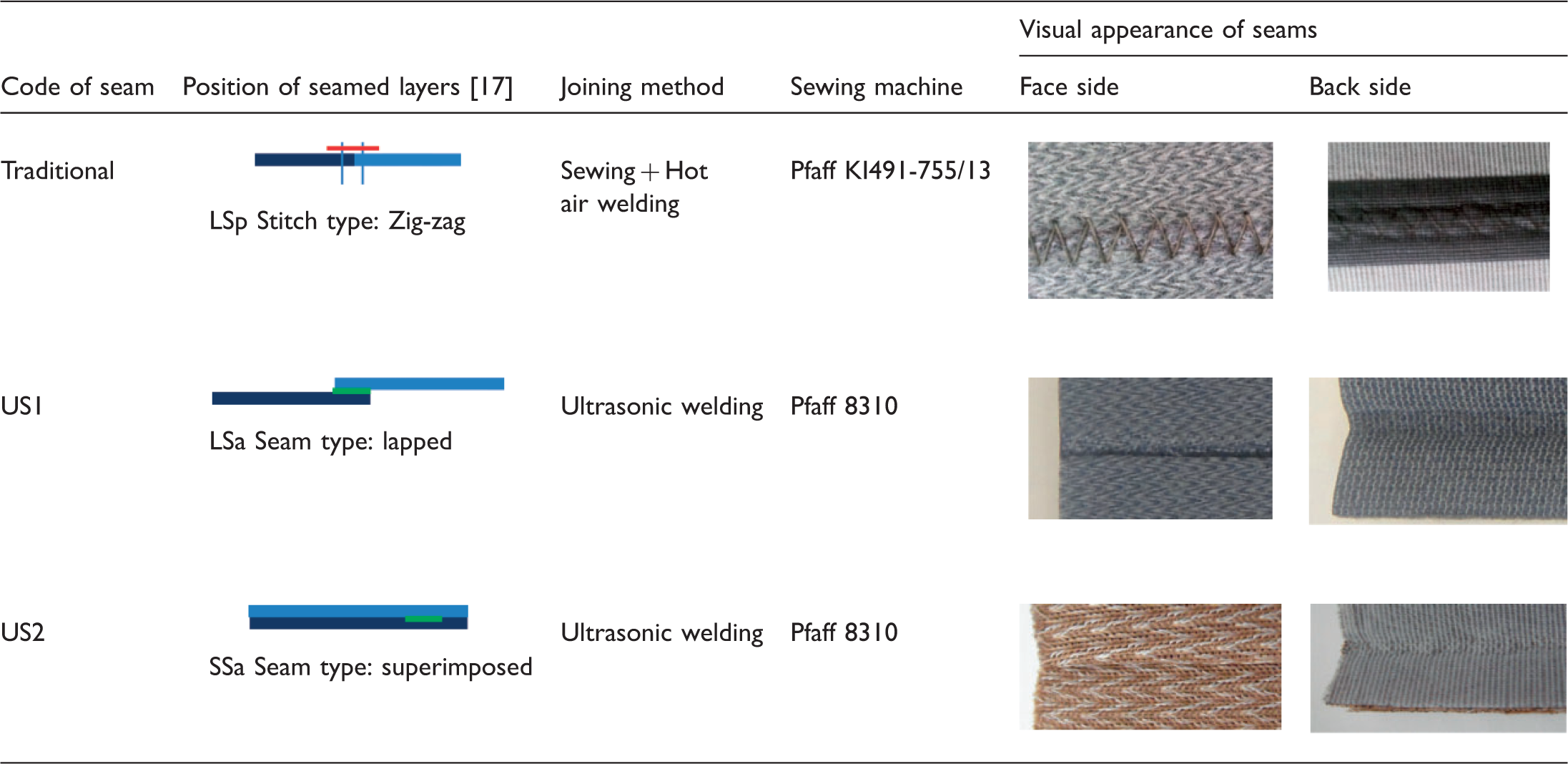
For the research purposes two different seams were welded: US1 was lapped and US2 was superimposed seam. The resulted seams are presented in Table 2.
Ultrasonic welding process
Ultrasonic welding was carried out using a Pfaff 8310 ultrasonic machine with an ultrasonic generator of 400 W and a frequency of 30 kHz. Titanium sonotrodes were 104 mm in diameter and a maximum weld width of 10 mm could be achieved. Welding speed ranged from 6 to 136 dm/min and welding pressure ranged from 0 to 6 bar.
Ultrasonic welding parameters.

Methods and characterization
All measurements were carried out under standard testing climatic conditions at 20 ± 2 ℃ and 65 ± 2 % relative humidity. The welded seams were tested according to the bond strength in a warp direction, water vapor permeability, seam stiffness, and seam thickness. The morphologies of welded seams were observed by µCT-microtomography and scanning electron microscopic (SEM) analysis.
Bond strength measurement
The bond strengths of ultrasonic welded samples were tested on the dynamometer Instron 5567 with a constant test speed of 100 mm/min according to BS EN ISO 13936-1 [18]. For that purpose firstly the samples for both seams were cut to the size of 150 mm × 150 mm and then welded in a weft direction. For seam US1, 5 mm of the edges of the multilayered fabrics were placed one on the top of the other which is equal to the width of the anvil wheel. The multilayer fabrics for seam US2 were placed one on the top of the other and together welded 1 cm from the edge. Then the welded samples were cut into three 50 mm width samples. Thus, prepared samples were tested in the dynamometer.
Waterproof tests
The procedure for waterproof seams testing is prescribed by the producer of membrane SympaTex® as an internal standard also used by the shoe manufacturer. The testing device PFFAF 95-230 099 [19] for controlling the waterproofness of seams is filled with water and a testing pressure of 0.2 to 1.0 bar is settled manually. The size of a testing area is 100 cm2. The mentioned test for waterproof seams was carried out using the following procedure. On the table of a measuring device, a highly absorbent material was placed on the welded seam and both materials were pressed together and were subjected to pressurized water approximately for 10 s. At the end of the test, in case the absorbent material was hydrated, then the seam was found not resistant to water, which is an indication of a possible seam damage.
Bending stiffness test
Bending stiffness of welded seams was tested according to ASTM D 4032–94 [20] using a circular bend procedure. The tests were repeated three times for each seam.
Morphological characterization of the seams
The morphologies of welded seams were observed using SEM and microtomography systems SkyScan 1272. The CT microtomography system uses X-ray to create cross sections of a 3D-object that later can be used to recreate a virtual model without destroying the original model and can be used to nondestructively probe the internal structure of a range of fibrous materials, providing large amounts of 3D data [21,22]. Between the X-ray source and detector (see Figure 2), which converts radiation into an electrical signal (the information), the measured specimen rotates around a vertical axis. During this rotation 2D images (slices) are taken in many steps. The measurements were taken under the following settings: image pixel size − 3,7 µm, rotation step − 0.1°, rotation degrees − 180°, frame averaging − 3, exposure − 950 ms, voltage source − 40 kV. These conditions appeared as the best for both kind of seams, improved scanning speed and the quality of the scanned image. The above mentioned conditions are common for all tested materials.
Schema of a basic principle of microtomography [23].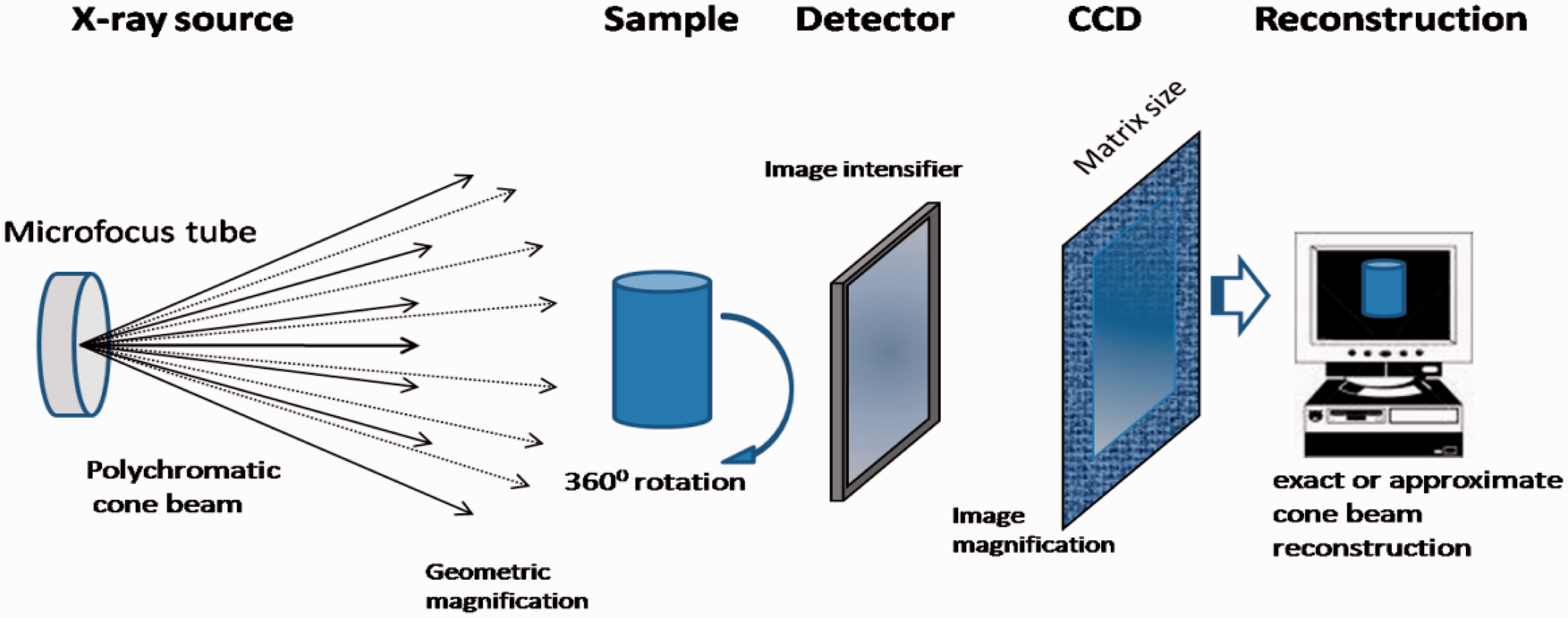
Thickness test
Determination of the thicknesses of ultrasonic welded seams was carried out on the Louis Schopper–Leipzig testing apparatus at a load of 125 g, and according to the standard ASTM D3776/D3776M [16]. The test was repeated three times for each seam.
Statistical analysis
The Student t-test procedure, with the selected value of significance level (α = 0.05), was used to evaluate if welding frequencies at 13% and 15% and welding velocity at 1 and 1.5 m/min have a significant influence on bond strength, seam thickness, and stiffness of ultrasonic welded seams. For calculation IBM SPSS Statistics 21 was used [24].
Results and discussion
The results are presented as analysis of the impact of the ultrasonic welding parameters, such as frequency and velocity on bond strength, seam thickness and stiffness, analysis of the water vapour permeability, morphology of welded seams, and statistical analysis of the impact of ultrasonic welding parameters.
Effect of ultrasonic welding parameters on bond strength
The impact of ultrasonic welding parameters i.e. velocity and frequency on bond strength is presented for fabric Type I and fabric Type II separately in Figures 3 and 4 while the statistical analysis is presented in Table 4.
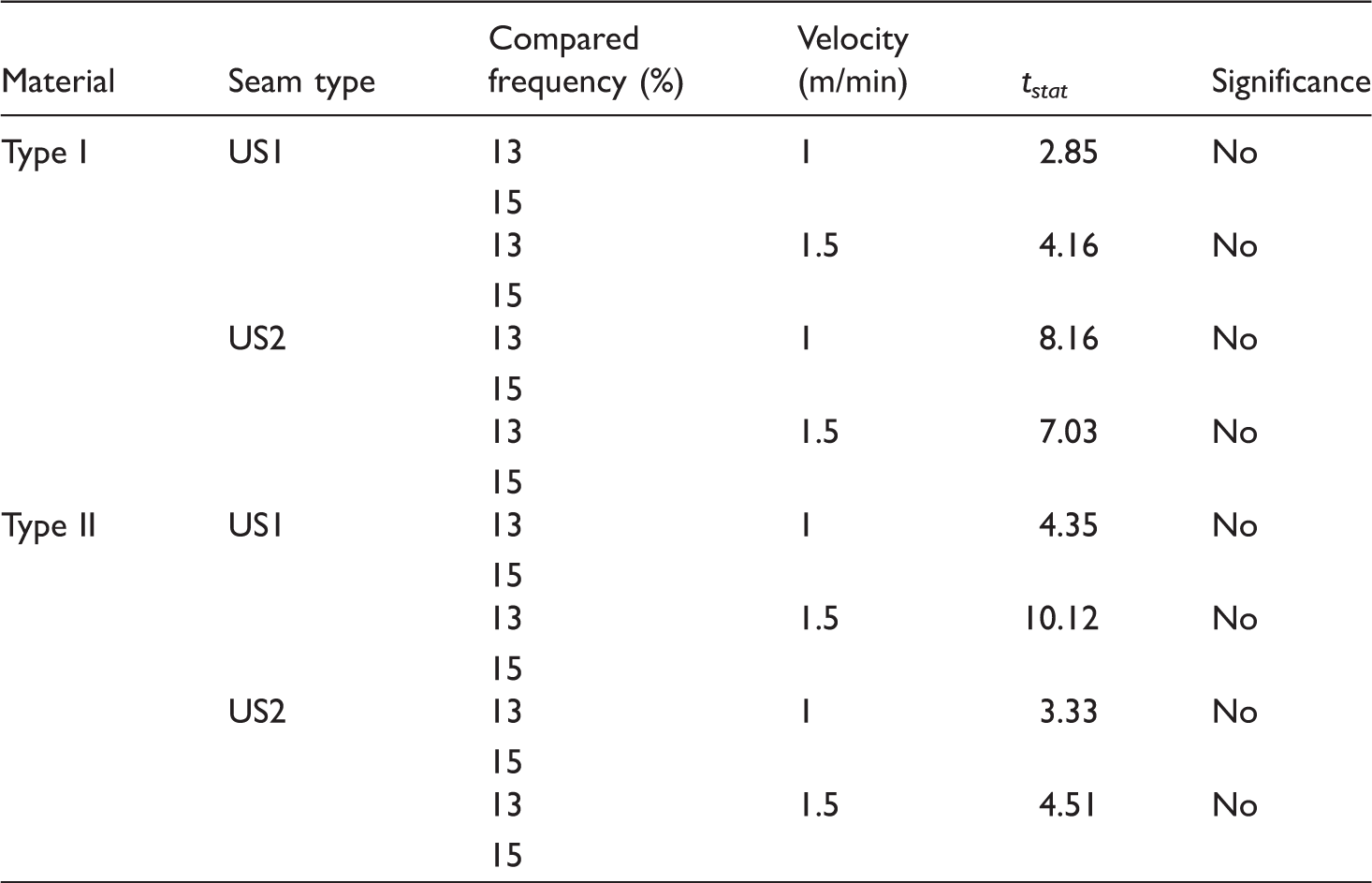
Comparison of bond strength of both ultrasonic welded seams at frequency of 13% and 15%, velocity of 1.0 and 1.5 m/min and constant pressure of 3 bar for multilayered fabric Type I. Student t-test for analyzing the impact of welding frequency and velocity on bond strength for both welded seams manufactured by multilayered fabric Type I and Type II (tcritical = 2.132, df = 4; p ≥ 0.05). Comparison of bond strength of both ultrasonic welded seams at frequency of 13% and 15%, velocity of 1.0 and 1.5 m/min and constant pressure of 3 bar for multilayered fabric Type II.

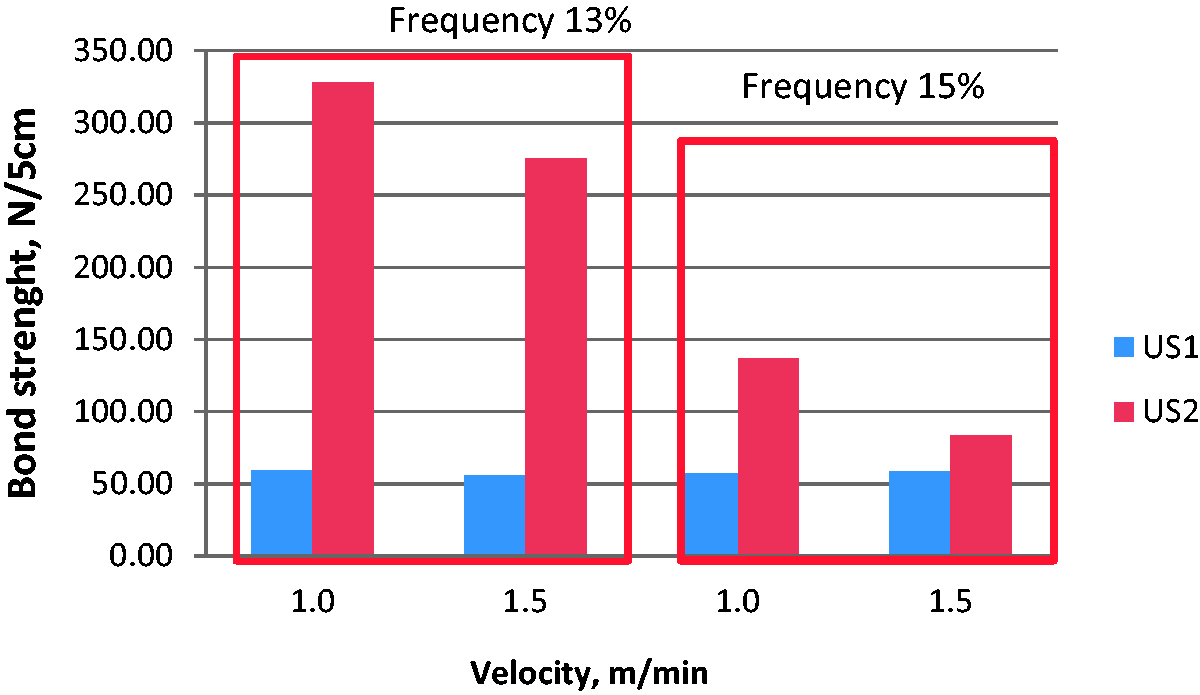
The highest values of bond strength were obtained with the ultrasonic welded lapped seams US2 at welding frequency 13% and velocity 1.0 m/min for both fabric types (Type I, bond strength 169 N/5 cm; Type II bond strength 328 N/5 cm). The differences in bond strength are also evident when comparing the used multilayer materials for seam type US1. In general, two times higher bond strength obtained with Type II fabric compared to Type I fabric may be attributed to its lower thickness. The heat loss caused by ultrasonic vibration in the thinner fabric is lower, so that the temperature is more effective in melting the material of the multi-layered fabric during welding and consequently a higher bond strength is achieved. This was confirmed in our previous study [25] where the ultrasonic welding parameters had high influence when thinner textile materials were used.
For both frequencies and fabric types, superimposed seam US2 provided higher bond strength than that of lapped seam US1. The reason lies in the construction of the seams [25]. In case of superimposed seam type US2, the same sides of the fabrics (1st layer) are welded together and in this way their response are the same on the welding process. The lapped seam US1 is designed by two multilayered fabrics where the welded joint originated between face side (1st layer) of the first fabric and back side (4th layer) of the second fabric (Table 1). In case of US1, two different materials in contact were joined and therefore differently reacted on ultrasonic welding parameters. From the gained results it can be concluded that the seam type and accordingly composition of the joined fabric layers have an important influence on bonding strength. Moreover, during ultrasonic welding procedure of multilayered fabrics, compatibility between materials should be also taken into account.
For both fabric types, a decrease in strength was appeared with an increase in the welding frequency and it was more explicit for superimposed seam US2 than for lapped seam US1. Furthermore, the results showed that with increasing of welding velocity the bond strength decreased [1]. The same conclusion regarding the influence of ultrasonic welding parameters on bond strength of seams on a sail were derived [26]. The phenomena are again more characteristic for superimposed seam US2 for both multilayered materials. The decrease in bond strength can be explained by exposure of the fabric to a shorter time of ultrasonic vibration. Therefore, the synthetic components of the raw material cannot melt and join together sufficiently.
The bond strength of traditionally joined multilayered fabric Type I is 256 N/5 cm and for Type II 562.5 N/5 cm. In comparison to ultrasonic welded seams, the bond strength of conventionally manufactured seams is higher for both used multilayered fabrics. Moreover, the traditionally joined seam made from fabric Type II is higher than for fabric Type I. The same conclusion was also confirmed for all welded seams. From the point of view of shoe manufacturer, all produced seams would reach the desired minimum of bond strength that is between 10 in 20 N/5 cm.
The analysis of t-test for both used multilayered fabrics showed that the welding frequency and velocity influenced the bond strength but the differences were statistically insignificant for both welded seams US1 and US2 (Table 4). Thus, it can be concluded that the analyzed ultrasonic welding frequency and velocity resulted in a change of the bond strength of seams US1 and US2 welded from multilayered fabrics, but did not have a significant impact. Since all the seams reached the suitable bond strength as presented above, the shoe manufacturer would not need to frequently change the welding velocity and frequency settings during the shoe manufacturing processes.
Effect of welding parameters on seam thickness and stiffness
Thickness of welded seams.

Student t-test for analyzing the impact of welding frequency and velocity on the seam thickness for both welded seams manufactured by multilayered fabric Type I and Type II separately (tcritical = 2.132, df = 4; p ≥ 0.05).
Stiffness of welded seams.

Student t-test for analyzing the impact of welding frequency and velocity on seam stiffness for both welded seams manufactured by multilayered fabrics Type I and Type II (tcritical = 2.132, df = 4, p ≥ 0.05).

Student t-test confirms that welding parameters, such as welding frequency and velocity have an impact on thickness, but they are statistically insignificant (Table 6).
Similar conclusions can also be made regarding the seam stiffness of welded samples (Table 7).
The seam stiffness increased with an increase in the fabric stiffness. The stiffness of the multi-layered fabric Type I is 1.410734 N and Type II is 1.385487 N. The stiffness of traditional seams applied by the shoe manufacturer is lower for both multilayered fabrics (for fabric Type I is 1.60963 N and for fabric Type II is 1.55879 N) in comparison with all ultrasonically welded seams. Furthermore, the results show that lapped seams US1 have higher stiffness in comparison to superimposed seams US2 and consequently, it is also thicker. Superimposed seams US2 in comparison to lapped seams US-1 will allow the multi-layered fabric to be transformed more easily into a three-dimensional form, which is very important in the production of sports shoes. In general, the welding velocity and frequency increase the stiffness of welded seams. Previous research reported about the same conclusion [27]. On the basis of gained results, it can be concluded that the ultrasonic welded seams are less convenient in cases where the flexibility of used material in joint areas is desired.
The significances of the impact of welded parameters on seam stiffness were again confirmed by Student t-test (Table 8). Based on the results, it can be concluded that the choice of ultrasonic welding frequency and velocity cannot cause significant changes in bending stiffness for both selected multilayered materials Type I and Type II and manufactured seams US1 and US2.
A good correlation was obtained between seam thickness and stiffness of welded seams (Figure 5). This provides manufacturers important information for prediction of the stiffness behaviour of welded seams based on the seam thickness of multilayered materials.
Correlation between seam stiffness and thickness.
Morphological analysis and waterproofness of the seams
The cross sections of the multilayered fabrics placed on top of another before ultrasonic welding and the seam structures (US1 and US2) for fabric Type II after ultrasonic welding are presented in Figure 6. The decrease in thickness due to welding is evident in the seam areas for both seam types. The thickness of welded seam after ultrasonic welding process is approximately 30% lower compared to the thickness before welding. This is attributed to the fact that layers of the multilayered fabric having thermoplastic components were fused together under the influence of welding pressure and heat generated during welding. This leads to decrease in thickness (Table 5) and increase in stiffness (Table 7) in the welded seams.
µCT microtomography 3D view appearance of ultrasonically welded seam area for seam types: (a) US1 and (b) US2 for multilayered fabric Type II.
Figure 7 shows the SEM images of multilayered fabric and seam cross-section of US2 for fabric Type II before and after welding. The foam layer is clearly recognized (Figure 7(a)) before welding, while after welding it is fused with other layers (Figure 7(b)).
Microscopic appearance of: (a) multilayered fabric cross section before welding; (b) seam cross section US2 for fabric Type II after welding.
The welding frequency softened the membrane and due to simultaneous influence of welding pressure, the yarn of below knitted layer was impressed into the membrane (Figure 8). These two effects combined damaged the membrane and all welded seams showed no resistance to water in the seam area. In conventional sewing method, seams are made waterproof by attaching a waterproof adhesive tape onto the seam area by using hot air welding technology.
The damage of SympaTex® membrane: (a) impression of yarn and (b) imprinting of the yarn into membrane after welding.
Conclusions
In this study, the ultrasonic welding of two types of four-layered fabrics with same compositions and different areal densities was performed. Bonding strength was found to depend on the seam type and composition of the joined fabric layers and it was sufficient for end-use. It was confirmed by the shoe manufacturer that all the produced ultrasonic welded seams provided the minimum requested bond strength. The traditional seams applied by the shoe manufacturer were thicker in comparison to all welded seams. Further, the stiffness values of the traditional seams applied by the shoe manufacturer were lower than those of ultrasonic welded seams. Moreover, superimposed seams US2 were thicker and had lower stiffness than lapped seams US1 for both fabric types, therefore superimposed seams were found to be more advantageous when the flexibility in seam construction is required. The multilayered fabric having thermoplastic components were fused together under the influence of welding pressure and heat generated during welding leading to decrease in thickness and increase in stiffness in the welded seams.
Statistically, Student t-test confirms that ultrasonic welding parameters, such are welding frequency and velocity have an impact on bond strength, thickness, and bending stiffness, but they are statistically insignificant. Furthermore, it was found that ultrasonic welding damaged the membrane, which was confirmed by no water resistance of welded seams.
Low thickness and high stiffness in seam areas of multilayered fabrics were also found as disadvantages of ultrasonic welding for manufacturing the seams. Therefore, future study will also focus on comfort aspect, in that, selection of ultrasonic welding parameters according to fabric type to provide softer seams will be performed. Also the fatigue response of welded seams will be studied in the next stage of our research work.
Footnotes
Acknowledgment
The authors thank Slovenian shoes company Alpina d.o.o. for supplying multi-layered fabrics and expert advices.
Declaration of Conflicting Interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This study was supported by TUBITAK (The Scientific and Technological Research Council of Turkey) with project number 111M464 for the period 2012–2015.