
Abstract
In shoe manufacturing, needle holes left on leather after seams are opened or removed, either during production or subsequent use, render the leather unsuitable for reuse. This issue leads to considerable waste of expensive raw materials, increased production costs, and adverse effects on sustainability in the leather industry. Addressing this challenge is crucial to improving both manufacturing efficiency and environmental sustainability. This study investigates the influence of four commonly used seam types, lapped seams (LSa and LSb) and superimposed seams (Ssa-Closed and Ssa-Open), on the seam strength and efficiency of upper leathers used in shoe production. The choice of seam type significantly affects the mechanical performance, durability, and overall quality of the final product. Experimental testing revealed that the lapped seam (LSa) exhibited superior durability when applied to upper leather. Moreover, statistically significant differences were identified among the tested seam types, underscoring the critical role of seam selection in optimizing product integrity and longevity. By selecting seam types based on their mechanical properties, manufacturers can enhance product durability, reduce material waste, and promote sustainability. The findings of this study provide valuable insights for improving the efficiency and environmental impact of leather product manufacturing.
Shoes serve as essential footgear for men, women, and children, providing protection from external factors while also reinforcing the wearer’s desired social image. Various materials, including leather, synthetics, fabrics, and polymers, are commonly used in shoe production, particularly for the upper parts. 1 Among these, leather remains the most favored due to its positive effects on foot health and comfort. 2 The components of a shoe such as upper leather, lining leather, insole leather, and sole leather must withstand the stresses of foot movement and provide protection against external impacts, making the physical resilience and mechanical resistance of the upper leather crucial for quality footwear. 3 High-quality upper leathers are expected to exhibit optimal tensile, tear, and stitch tear strength while maintaining sufficient elasticity and formability. However, the quality of the final product is not solely determined by the leather itself, but also by the sewing processes applied during production.
Among these, seam construction is of paramount importance. Inappropriate seam design can lead to early product failure, increased material waste, and decreased sustainability in leather production. Seams not only assemble leather components but also contribute significantly to the mechanical performance of the final product. For optimal durability, the seam must harmonize with the structural properties of the product. 4 A seam is defined as the junction where two or more planar materials, such as textile materials or leathers, are joined by stitching, often near the edge. Seam types are classified by an alphanumeric designation that reflects fabric positioning and stitching characteristics. 5 According to ASTM D 6193 standards (American Society for Testing and Materials), seams are categorized into six classes: superimposed seam (class SS), lapped seam (class LS), bound seam (class BS), flat seam (class FS), ornamental stitching (class OS), and edge finishing (class EF). 6
The appearance and performance of seams depend on several factors, including stitch type, 7 seam type, 8 stitch density,9,10 stitch width, seam allowance, stitch length, 11 seam thickness, seam extensibility, 12 seam strength,13,14 seam efficiency,15,16 needle penetration force, 17 needle size, 18 and thread properties. 19 Seam performance problems, such as seam pucker, 20 skipped stitches, stitch distortion, slippage, 21 or opening, are frequent. 22 Although some of these defects can be corrected, they often result in customer dissatisfaction and higher costs due to product returns. These issues may arise from factors such as using unsuitable seam techniques, incorrect thread type or size, mismatched needle and fabric, improper feeding mechanism adjustments, or operator performance. 23
Even when high-quality leather is used in shoe manufacturing, the opening or removal of seams during use can drastically reduce the product's quality, posing challenges for both consumers and manufacturers. To prevent such issues, manufacturers must carefully select both the material and the appropriate seam technique. Leather, being one of the more expensive materials, increases the pressure on manufacturers to avoid mistakes during the sewing process, as errors are difficult and costly to rectify. In addition, the environmental impact of leather production cannot be overlooked. Inefficient seam techniques that lead to material waste not only escalate production costs but also contribute to environmental degradation by increasing leather offcuts and unusable remnants. Therefore, optimizing material usage and seam efficiency is vital not only for economic benefits but also for minimizing environmental harm. Moreover, sustainable manufacturing practices in leather industries increasingly emphasize material-saving designs and recycling strategies, such as repurposing offcuts for small leather goods or integrating leather scraps into composite materials. Incorporating efficient seam types can reduce waste generation at the source, aligning footwear production with circular economy principles.
Although extensive studies have been conducted on the seam performance of textile materials,24 -29 there is limited research on the seam performance of leather,30 -33 particularly regarding the application of different seam types in upper leather. There is a notable lack of quantitative and comparative data on how different seam types affect seam strength and efficiency in upper leathers. This study addresses this gap by systematically evaluating the mechanical performance of four commonly used seam types, two lapped seams (LSa and LSb) and two superimposed seams (Ssa-Closed and Ssa-Open), on calf and goat upper leathers. The goal is to provide leather manufacturers with data-driven insights into seam selection to improve product performance, reduce waste, and support sustainable production practices.
Materials and methods
Materials
In this study, commercially available calf upper leathers and goat upper leathers were utilized. The thicknesses of these leathers were 1.50 ± 0.03 mm and 0.88 ± 0.02 mm, respectively. During the sewing process, Durak polyester 60 tex double-layer thread, a number 90 needle with a penetration depth of 2 cm, and a Jumbo King WR-981M Single Needle Roller Feed Postbed sewing machine with the thread tension adjusted to 210 gf were used.
Tensile strength and elongation at break
The leather samples were conditioned in accordance with TS EN ISO 2419 at a temperature of 23 ± 2°C and a relative humidity of 50 ± 5% for 48 hours. Sampling of leathers for all tests was carried out according to TS EN ISO 2418. The thicknesses of the test samples were measured using a Satra-Thickness gauge, following the TS EN ISO 2589 standard. Tensile strength and elongation at break were determined using a Shimadzu AG-IS Tensile Tester and Trapezium-2 software, according to TS EN ISO 3376. The tests were conducted in both horizontal and vertical directions with five parallel samples in each direction. The calculation for tensile strength and elongation at break are provided in the following equations, respectively:


where σ is the tensile strength (N/mm2), F is the maximum force applied at the leather's breaking point (N), S is the cross-sectional area at the breaking point (mm²), % is the percentage of elongation, L0 is the initial length (mm), and L1 is the length at the breaking point (mm).
Double-edge tear load
The determination of tear load was conducted according to TS 4118-2 EN ISO 3377-2, which specifies a method for assessing the tear strength of leather using a double-edged tear technique, commonly referred to as the Baumann tear test. This method evaluates the resistance of the leather's cross-sectional thickness to tearing. Samples, cut according to the standard, were positioned between the jaws of a Shimadzu AG-IS testing device, with five parallel samples tested in both horizontal and vertical directions. The device was operated until the sample was torn, and the maximum force recorded during the tearing process was noted in Newtons.
Stitch tear resistance
The determination of stitch tear resistance was performed according to the TS EN ISO 23910 standard, using rectangular test samples that were free from any physical defects that could affect tearing. These samples were taken from both horizontal and vertical directions along the ridge line, with five parallel samples in each direction. The upper end of the metal test sample holder was securely clamped by the upper jaws of the tensile test device. The perforated end of the test sample was positioned between the arms of the holder, and a mandrel was inserted through the hole in the holder and the slot in the test sample. The free end of the test sample was then clamped by the lower jaws of the tensile testing machine. The device was operated at a speed of 100 ± 20 mm/min until the sample tore apart, and the maximum force during tearing was recorded in Newtons.
Distension and strength of surface (ball burst method)
The determination of distension and surface strength was carried out using the ball burst method, in accordance with TS EN ISO 3379. This test assesses the distension and strength of the leather grain or finished surface, and is applicable to all flexible leathers. It is particularly suitable for evaluating the durability of leathers used in footwear uppers. Circular samples with a standard diameter of 44.5 mm were placed into the specimen holder of a Satra Lastometer STD 104. The sample was securely clamped by pulling the ring. The crank handle was rotated and the sample subjected to a gradually increasing force via a metal ball.
Two key measurements were recorded. Cracking: the point at which the grain layer of the leather initially breaks, indicating the onset of surface failure. Bursting: the point at which the entire leather surface fails completely under pressure.
Both the applied force (N) and distension (mm) were recorded at these two failure points.
Break strength
The break strength of upper leathers was determined in accordance with the SATRA TM29 standard, which is essential for calculating seam efficiency. The test was conducted on specimens cut in both horizontal and vertical directions, with five parallel samples tested in each direction. The testing machine was adjusted so that the jaws were set 100 mm apart and the crosshead speed was maintained at 50 mm/min. Specimens with dimensions of 120 mm × 25 mm were stretched by the machine until failure, and the breaking strength was recorded.
Seam strength
Seam strength for uppers, lining, and insocks was determined in accordance with TS EN ISO 17697. Rectangular test specimens were prepared by cutting the leather in both horizontal and vertical directions to the backbone of leather, to account for the material’s anisotropic behavior due to collagen fiber alignment. Each sample was stitched along the long edge, creating one of the four designated seam types (LSa, LSb, Ssa-Closed, Ssa-Open), with a stitch density of 3 stitches/cm. The specific seam types, along with their codes (A = LSb, B = LSa, C = Ssa-Closed, D = Ssa-Open), drawings, and pictures, are shown in Figure 1.
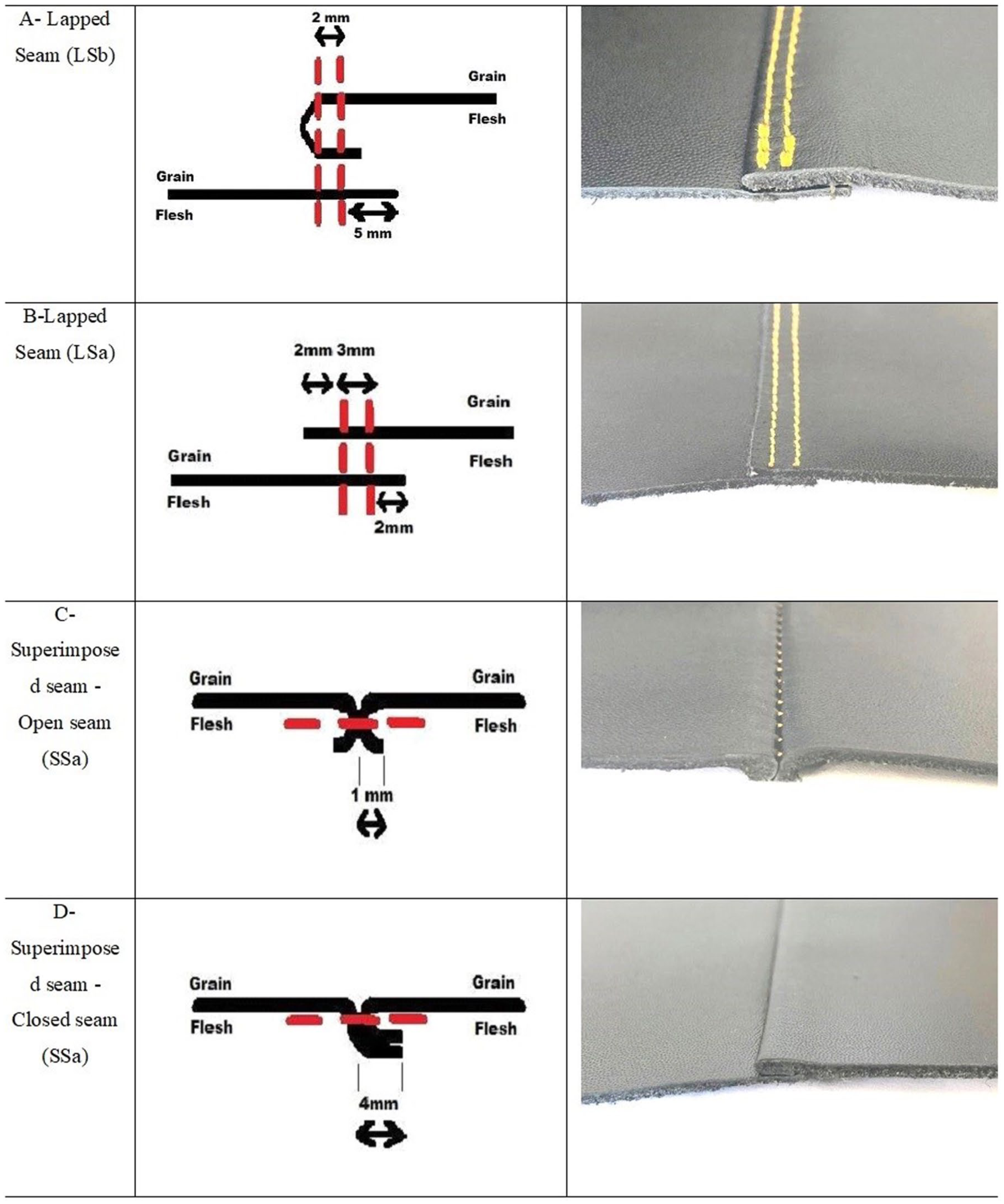
Codes, drawings, and pictures of the seam types.
After stitching, the specimens were cut into five parallel samples (50 mm × 80 mm) for each seam type. The samples were placed between the jaws of the Shimadzu AG-IS tensile testing machine (Figure 2), and the maximum force at break (in Newtons) was recorded.

Placed leather samples between the jaws of the Shimadzu AG-IS device from the back, middle, and front view.
Seam efficiency
The durability of a seam can be quantified in terms of seam efficiency, defined as the ratio of seam strength to the break strength of the sewn fabrics. 34 Although leather has a distinct structural composition compared to fabric, it behaves similarly under certain conditions. Therefore, seam efficiency can also be assessed in leather samples. The calculation for seam efficiency is

Optical microscopic view
Optical microscopic evaluations were conducted to examine the structural changes and failure modes in the seam regions of calf and goat upper leathers after tensile testing. A Leica DFC320 light microscope equipped with a digital camera system was used for imaging. The microscope operated in reflected light mode under room lighting conditions, allowing detailed observation of the leather fiber alignment, stitch penetration zones, and fracture characteristics along the seam line. The samples were carefully positioned on the microscope stage without additional surface treatment to preserve the integrity of the failure zones. Images were captured at consistent lighting and focus settings to ensure comparability between leather types and seam constructions. These micrographs provide visual confirmation of mechanical damage, including thread pull-out, fiber disintegration, and seam opening patterns, which support the quantitative results reported in the study.
Statistical methods
The Kolmogorov–Smirnov test was used to assess the normality of the sample distribution, revealing that the samples exhibited a normal distribution. Consequently, a one-way analysis of variance (ANOVA) and post hoc test (Duncan) was applied to evaluate significant differences in seam strength among the various seam types. All statistical analyses were performed using IBM SPSS Statistics software (Version 25).
Results and discussion
Seam strength is a critical factor in leather products, influenced by various parameters including needle thickness, needle tip shape, thread count, thread structure, and the mechanical properties of the leather material. Among these, the characteristics of the leather material itself stand out as particularly significant. The mechanical properties of the leathers used in this study are summarized in Table 1 along with the standard error of means.
Mechanical properties of leathers.
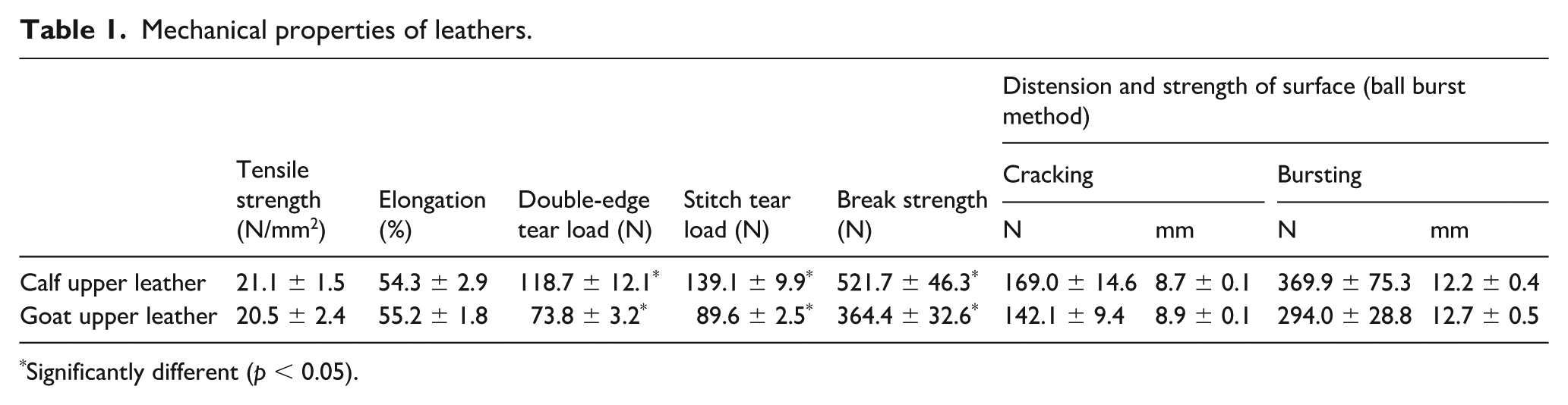
Significantly different (p < 0.05).
As indicated in Table 1, calf upper leathers exhibit the highest values for tensile strength, double-edge tear load, stitch tear load, and break force, followed by goat upper leathers. It is well-established that calf leathers are generally stronger than goat or sheep leathers due to the structural properties of their collagen fibers.
Tensile strength is one of the most important properties for evaluating materials structurally. 35 It plays a crucial role in engineering science and routine quality control tests in the leather industry. These quality parameters must meet customer expectations. Therefore, defining and conducting tensile tests for leather products is essential, as a high tensile value is a significant indicator of leather quality. 36 Furthermore, the United Nations Industrial Development Organization (UNIDO) recommends a minimum tensile strength of 20 N/mm2 for upper leathers; thus, both calf (21.1 ± 1.5 N/mm²) and goat (20.5 ± 2.4 N/mm2) upper leathers comply with these acceptable quality standards. 37 Ali et al. 38 found that the average tensile strength of cow upper leather was 31.2 N/mm2 and the goat upper leather was 27.9 N/mm2, and mentioned that as the cow leather shows a slightly better result than the goat leather, the cow leather has better quality, overall strength, fibrous structure, reliability and suitability than the goat leather.
UNIDO also recommends a minimum elongation of 40% for upper leathers. The average elongation percentages observed were 54.3 ± 2.9% for calf upper leather and 55.2 ± 1.8% for goat upper leather. The elongation results were consistent across leather types, meeting the acceptable standards set by UNIDO in 1996. 37 Hossain et al. 1 reported elongation results ranging from 37.7% to 27.4% for various upper leather samples (calf and goat leathers).
While minimal elongation is required, excessive elongation in both production and use may lead to products losing their shape. The elasticity and plasticity of leather are essential; shoes must return to their original shape after flexing without damage. Therefore, leather must exhibit sufficient elasticity, or the shoe will rapidly deform. The plasticity of leather is also vital for the shoemaker to mold the shoe into its desired shape initially. Thus, plasticity shapes the shoe, whereas elasticity ensures it retains that shape during wear. 39
Statistically, the tensile strength and elongation properties of calf and goat upper leathers were found to be significantly similar (F = 0.046, p > 0.05 and F = 0.070, p > 0.05, respectively).
The double-edge tear load results for calf (118.7 ± 12.1 N) and goat (73.8 ± 3.2 N) upper leathers exceeded the 30 N minimum recommended by UNIDO, with significant differences observed in their double-edge tear values (F = 12.91, p < 0.05).
The average stitch tear load results were 139.1 ± 9.9 N for calf upper leathers and 89.6 ± 2.5 N for goat upper leathers. Calf leathers consistently demonstrated the highest values in stitch tear load, tensile strength, and double-edge tear load, with significant differences in stitch tear load results (F = 23.42, p < 0.05).
The force applied from the flesh side to the grain side during leather shoe manufacturing is crucial, as shoemakers often need to pull the leather by using some force to fit it to the pattern. In this context, the leather should not crack or burst. The distension and strength of the surface (ball burst method) results showed that calf upper leathers had the highest cracking force (169.0 ± 14.6 N) and bursting force (369.9 ± 75.3 N). Goat upper leathers followed in cracking (142.1 ± 9.4 N) and bursting (294.0 ± 28.8 N). For both cracking and bursting distension, calf (8.7 ± 0.1 mm to 12.2 ± 0.4 mm) and goat upper leathers (8.9 ± 0.1 mm to 12.7 ± 0.5 mm) showed similar results. UNIDO recommends a minimum distension of 7 mm for upper leathers, and these leather types met this requirement.
Statistically, there was no significant difference in cracking force (F = 2.404, p > 0.05), cracking distension (F = 0.641, p > 0.05), bursting force (F = 0.887, p > 0.05), or bursting distension (F = 0.584, p > 0.05) between calf and goat upper leathers. This can be attributed to the fact that both are classified as upper leathers, which should have optimal values for these tests.
While the mechanical properties of leather are essential, the type of seam significantly influences seam strength. Seam strength and seam efficiency results are shown in Figure 3. High seam strength is crucial, particularly in low fabric strength scenarios, as it may cause the fabric to fail before the seam itself, leading to irreversible deformations. 40 Kavati et al. 30 investigated the effect of various threads on sheep nappa garment leather characteristics, including seam strength, puckering, and slippage. They reported seam strength values for sheep nappa garment leathers (thickness of 0.6 mm) ranging from 60 to 121 N. In another study, Kavati et al. 31 tested nappa garment goat leathers of similar thickness and found seam strength values between 156 and 191 N. These findings indicate that calf and goat upper leathers possess greater seam strength compared with garment sheep and goat leathers, as supported by the results in Figure 3. Optical microscopic views for upper leathers after seam break are shown in Figure 4.
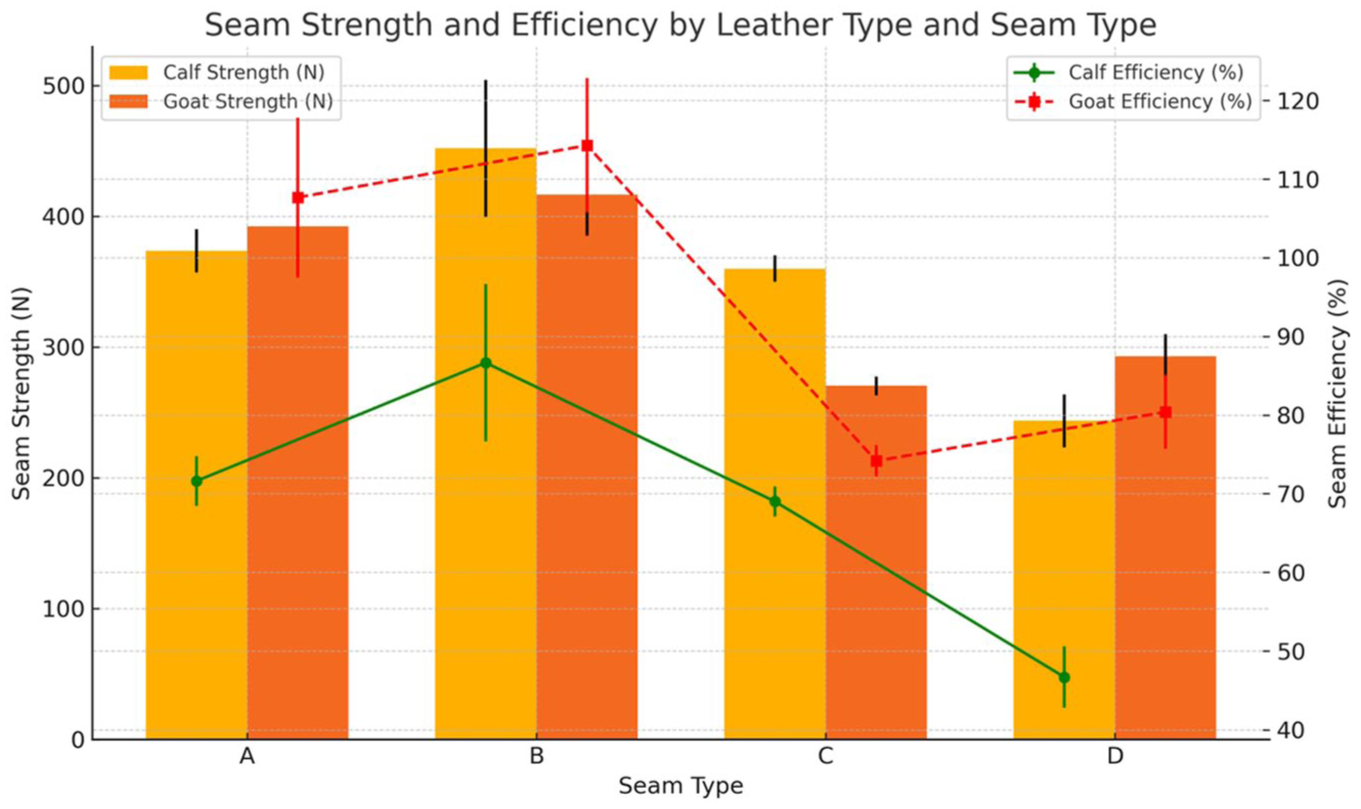
Seam strength and efficiency comparison for calf and goat upper leathers.
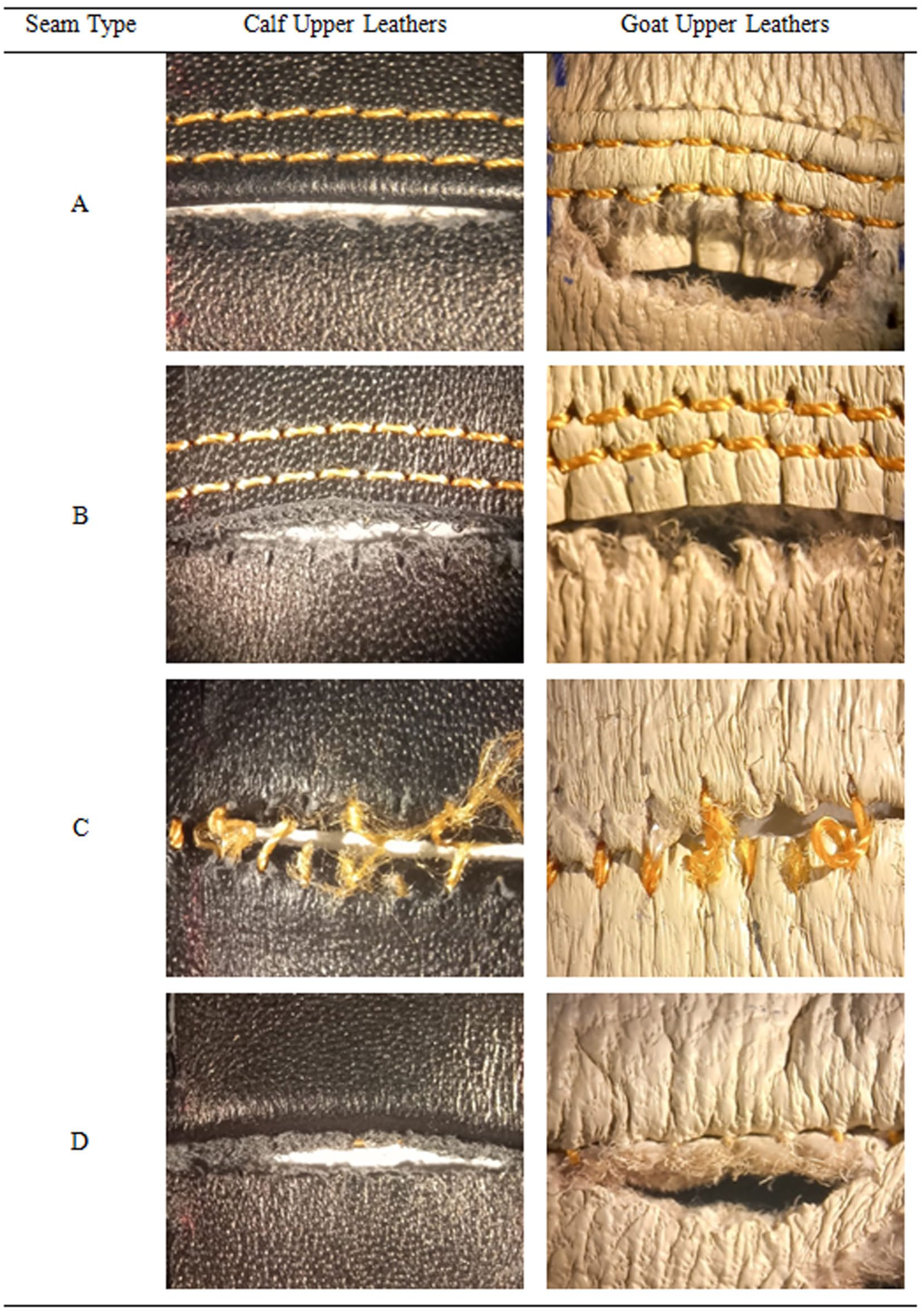
Optical microscopic views for calf and goat upper leathers after seam break.
Seam type “A” displayed moderate seam strength for calf upper leather (373.5 ± 16.6 N) and goat upper leather (392.2 ± 37.0 N). For seam efficiency, type A achieved 71.6 ± 3.2% in calf leather and 107.7 ± 10.2% in goat leather. The seam efficiency presents a contrasting outcome. Goat leather exhibited a remarkably high efficiency, suggesting an exceptional performance in which the strength of the stitched area exceeds the average strength of the unseamed material. In contrast, calf leather showed a lower efficiency, implying that the stitching configuration may not have used the material’s full potential. The high efficiency in goat leather can be attributed to the relatively lower break strength of the material; since seam efficiency is calculated using seam efficiency (%) formula that moderate seam strength value over a lower base strength results in a higher efficiency percentage. This underscores that efficiency is a relative value, and lower break strength can elevate the efficiency ratio even if the absolute seam strength is not the highest. This discrepancy highlights how different leathers interact with the same seam type and emphasizes the need for tailored seam design. In post hoc comparisons using the Duncan test, seam strength values for type A were not significantly different from type B (p > 0.05), but were significantly higher than type D (p < 0.05) in both leather types. In addition, seam strength of type A was significantly higher than type C in goat leather (p < 0.05), whereas in calf leather, it was not statistically different from type C (p > 0.05). Seam efficiency of type A was significantly lower than type B in calf leather (p < 0.05), but not significantly different in goat leather (p > 0.05). Type A also showed significantly higher efficiency than type C in goat leather (p < 0.05), whereas in calf leather, their efficiencies were statistically similar (p > 0.05). These results indicate that seam type A maintains a balanced performance and is moderately effective in both strength and efficiency. Seam type A appears visually more intact and structurally aligned in both calf and goat leathers. The stitches are evenly spaced, and there is minimal fraying or material distortion, supporting the data that this seam performed moderately well with relatively balanced performance. According to ISO 17697, the predominant failure mode in both leather types was identified as material rupture at the seam line (failure mode: d).
Seam type “B” consistently recorded the highest values in both seam strength and efficiency. Calf leather reached seam strength of 452.0 ± 52.3 N and an efficiency of 86.6 ± 10.0%, whereas goat leather demonstrated strength of 416.4 ± 31.1 N and an impressive efficiency of 114.3 ± 8.5%. Again, the elevated efficiency for goat leather is largely due to its lower break strength compared with calf leather, amplifying the efficiency ratio even with slightly lower seam strength. This over-100% efficiency suggests an optimal synergy between the material and the seam design, where structural reinforcement effectively boosts overall performance. Post hoc comparisons using the Duncan test confirmed that type B was significantly superior to types C and D in both seam strength and efficiency in both leather types (p < 0.05). The superior performance across both leather types establishes seam type B as the most effective choice, particularly for applications demanding high strength and endurance. Seam type B shows strong visual integrity with tight, consistent stitching and minimal damage around the seam line for both leather types. There is some minor fraying, especially in the calf leather image, but overall the seam appears structurally robust, supporting its designation as the best-performing type. The failure mode observed in both calf and goat leathers was classified as material rupture at the seam line (failure mode: d), according to ISO 17697.
Seam type “C” showed a marked decline in performance, with 360.0 ± 10.0 N strength and 69.0 ± 1.9% efficiency in calf leather, and 270.2 ± 7.2 N strength and 74.2 ± 2.0% efficiency in goat leather. These values were significantly lower than those of type B (p < 0.05) in both leather types. In goat leather, type C was also significantly lower in strength and efficiency compared with type A (p < 0.05), while in calf leather, it was not statistically different from type A (p > 0.05). Furthermore, type C and type D were statistically similar in both seam strength and efficiency (p > 0.05). This suggests a diminished compatibility of seam type C with goat leather. For calf leather, although the strength remains moderate, the reduced efficiency indicates a suboptimal load distribution through the seam. Optical microscopic views confirmed visible distortion in the seam area, with displaced threads and irregular stitch lines, consistent with reduced load-bearing capacity. In both calf and goat leathers, the failure mode was classified as thread breakage (failure mode: c) in accordance with ISO 17697.
Seam type “D” registered the lowest values among all types. Calf leather showed the weakest seam strength at 243.5 ± 20.3 N and the lowest efficiency of 46.7 ± 3.9%, reflecting poor mechanical performance likely due to a lack of structural cohesion in the seam design. Goat leather, while slightly stronger at 292.9 ± 17.1 N and more efficient at 80.4 ± 4.7%, still remained inferior compared with types A and B. In both materials, these values were significantly lower than those of types A and B (p < 0.05), but not significantly different from type C (p > 0.05), indicating similarly poor mechanical performance. The seam areas in both pictures for type D show significant opening and seam failure. There is visible gaping and material separation around the stitch line, indicating low durability and poor structural performance, which aligns well with the measured results. In both calf and goat leathers, the failure mode was identified as material rupture at the seam line (failure mode: d) according to ISO 17697.
Overall, the results underscore that seam construction plays a decisive role in determining the mechanical performance of upper leathers. Seam type B (LSa) emerges as the most favorable configuration, yielding the highest seam strength and efficiency across both calf and goat leathers, as confirmed by ANOVA (F = 9.284, p < 0.05 and F = 9.282, p < 0.05 for calf; F = 7.787, p < 0.05 and F = 7.788, p < 0.05 for goat). While calf leather generally performs better in terms of absolute seam strength, goat leather achieves higher seam efficiency, primarily due to its lower break strength. These findings suggest that, with an optimized seam strategy, goat leather can be leveraged to its full potential. This study highlights the critical importance of matching seam type with leather properties to ensure both durability and performance in leather footwear applications.
Conclusion
Throughout history, shoes have been an essential part of human culture, requiring specific performance properties from both the shoe itself and its upper leathers. The key mechanical properties expected from upper leathers include tensile strength, elongation, and tear strength. Furthermore, shoes must demonstrate durability in terms of formability and seam tear performance during use. This study highlights the critical role of seam types in determining seam strength in leather shoes. Given that low-strength seam constructions are unsuitable for areas subjected to high stress, selecting an appropriate seam type is essential to enhance product durability. Notably, this research identified a significant gap in the literature regarding the influence of seam type on seam strength in upper leathers, emphasizing the need for further investigation in this area.
The results indicate that the lapped seam (LSa) offers the highest seam strength for both calf and goat upper leathers, followed closely by the lapped seam (LSb) as the second-best option. Although superimposed seams demonstrated acceptable performance, they did not match the structural integrity of the lapped seams.
This study provide valuable insights for leather shoe manufacturers, enabling them to select seam types based on their strength values to ensure high-quality shoes that meet customer expectations. By leveraging this knowledge, manufacturers can improve the durability and performance of the shoe products, ultimately leading to enhanced customer satisfaction.
Future research should investigate the effects of needle types and thread thickness on seam strength, aiding material selection for optimal performance. In addition, developing a practical guide for lapped seam applications could improve quality control in manufacturing. A thorough review of existing literature may uncover additional gaps and facilitate comparisons across various leather studies, providing tailored recommendations for designers and manufacturers.
Footnotes
Acknowledgements
The authors would like to express their gratitude to Vaneda Shoes Industry and Trade Inc. (Türkiye) for providing the materials and support for the applications used in this study.
Declaration of conflicting interests
The authors declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The authors received no financial support for the research, authorship, and/or publication of this article.
Data availability statement
All data generated or analyzed during this study are included in this published article.